Настоящее изобретение в основном относится к уплотняющим узлам для ротационных машин и, в частности, к уплотняющему узлу для паровой или газовой турбины.
Ротационные машины включают в себя паровые турбины, компрессоры и газовые турбины, хотя и не ограничены ими. Паровая турбина имеет путь прохождения пара, который согласно последовательности прохождения потока обычно включает в себя подвод для пара, турбину и отвод для пара. Газовая турбина имеет путь прохождения газа, который согласно последовательности прохождения потока обычно включает в себя вход для газа (или подвод), компрессор, камеру сгорания, турбину и отвод для газа (или выходное сопло). Утечки газа или пара наружу либо от пути прохождения газа или пара, либо к пути прохождения газа или пара из зоны повышенного давления к зоне пониженного давления обычно нежелательны. Например, утечки на пути прохождения газа в турбинной или компрессорной зоне газовой турбины между ротором турбины или компрессором и проходящим по периферии кожухом, окружающим турбину или компрессор, снижают коэффициент полезного действия газовой турбины, что приводит к увеличенным затратам на топливо. Подобным же образом, утечки на пути прохождения пара в турбинной зоне паровой турбины между ротором турбины и проходящим по периферии окружающим кожухом уменьшают коэффициент полезного действия паровой турбины, что приводит к увеличенному расходу топлива.
Для уменьшения утечек на пути прохождения газа и пара в газовых и паровых турбинных двигателях используют уплотняющие узлы. В различных типах уплотняющих узлов турбин уплотняющие полосы в канавках ротора размещают между вращающимися и неподвижными компонентами турбинного двигателя. В настоящее время уплотняющие полосы канавок ротора подвергают проковке посредством использования различных способов. Один из способов включает в себя, не ограничиваясь им, затачивание криволинейной концевой части на ручном слесарном зубиле, по которому наносят удары посредством удерживаемого рукой молота для деформации или проковки проволоки в канавке. Другой способ включает в себя затачивание криволинейной концевой части в пневматическом вибрационном молоте, предназначенном для удерживания рукой, для проковки уплотняющей проволоки для ее размещения в канавке. Однако существующие в настоящее время способы проковки уплотняющей проволоки не позволяют добиться соответствующей высокой прочности на отрыв уплотнения роторной канавки, создаваемого посредством прокованной уплотняющей проволоки.
Доведение до максимума прочности на отрыв уплотнения роторной канавки представляется важным, поскольку это уплотнение испытывает воздействие некоторых сил отрыва при работе турбины. Такие силы включают в себя, не ограничиваясь ими, центробежную силу отрыва, мгновенную силу у основания уплотнения вследствие давления пара, радиальные и тангенциальные силы при трении металла о металл, а также трении относительно покрытий абразивного типа, намеренно прилагаемое к корпусу, образующему путь прохождения пара. Поэтому желательно иметь уплотнение роторной канавки с заданной высокой прочностью на отрыв.
Кроме того, предлагаемые в настоящее время способы проковки уплотняющей проволоки приводят к выполнению проковки без обеспечения повторяемости, поскольку такая проковка приводит к непредсказуемым прочностям уплотнения на отрыв. Широкое изменение прочности уплотнений на отрыв происходит вследствие изменения ряда факторов, включающих в себя, но не ограничиваясь ими, неправильное расположение оператором инструмента для проковки и несоответствующие силы, прилагаемые инструментом для проковки. Например, стандартное отклонение прочностей уплотнений на отрыв, обеспечиваемое посредством ручной проковки, может достигать 200 фунтов (90,7 кг) в совокупности, которая имеет среднюю прочность уплотнения на отрыв порядка 600 фунтов (272,2 кг). Широкое расхождение прочности уплотнения на отрыв представляет собой проблему, поскольку низкие прочности уплотнений на отрыв могут привести к ослаблению уплотнений при работе, а также к существенному повреждению турбины, включая ее простой.
Соответственно было бы желательно разработать способ уплотнения и устройство для этого, эффективные с точки зрения затрат, которые могут обеспечить создание уплотнений роторных канавок, имеющих заданную прочность на отрыв без ухудшения эксплуатационных качеств уплотняющих полос.
Согласно изобретению создан автоматизированный уплотняющий узел для ротационных машин, включающий в себя: узел для придания направления уплотнению, который выравнивает и удерживает уплотняющую проволоку и уплотняющую полосу в роторной канавке для выполнения проковки; инструмент для проковки, который осуществляет проковку уплотняющей проволоки для ее деформации, а также для крепления уплотняющей проволоки и уплотняющей полосы в канавке ротора; исполнительный механизм, который управляет движением инструмента для проковки для создания уплотнения роторной канавки, имеющего заданную прочность на отрыв; и основание для крепления узла для придания направления уплотнению инструмента для проковки и исполнительного механизма.
Кроме того, создан способ автоматизированного уплотнения ротационной машины, при котором: выравнивают уплотняющую проволоку и уплотняющую полосу с канавкой ротора; удерживают уплотняющую проволоку и уплотняющую полосу для проковки в канавке ротора посредством узла для придания направления уплотнению; проковывают уплотняющую проволоку посредством инструмента для проковки, с перемещением инструмента, управляемым исполнительным механизмом; перемещают инструмент для проковки посредством исполнительного механизма и проковывают уплотняющую проволоку для деформации этой проволоки и создания уплотнения канавки ротора с заданной прочностью на отрыв.
Кроме того, здесь раскрыта система для автоматизированного уплотнения ротационной машины, включающая в себя: средство для выравнивания уплотняющей проволоки и уплотняющей полосы с канавкой ротора; средство для удерживания уплотняющей проволоки и уплотняющей полосы для проковки в канавке ротора узлом для придания направления уплотнению; средство для проковки уплотняющей проволоки инструментом для проковки, причем перемещением этого инструмента управляют исполнительным механизмом; средство для перемещения инструмента для проковки исполнительным механизмом; при этом средство для проковки уплотняющей проволоки создает уплотнение канавки ротора с заданной прочностью на отрыв.
Указанные и другие отличительные признаки, аспекты и преимущества настоящего изобретения можно будет лучше понять при прочтении приведенного далее подробного описания со ссылками на прилагаемые чертежи, на всех из которых одинаковые ссылочные позиции обозначают одинаковые детали, при этом на чертежах:
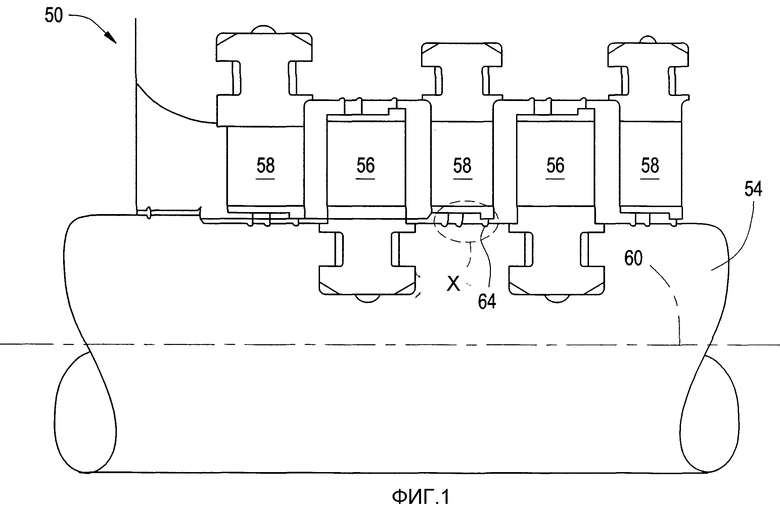
фиг.1 - схематический вид в поперечном сечении примера ротационной машины;
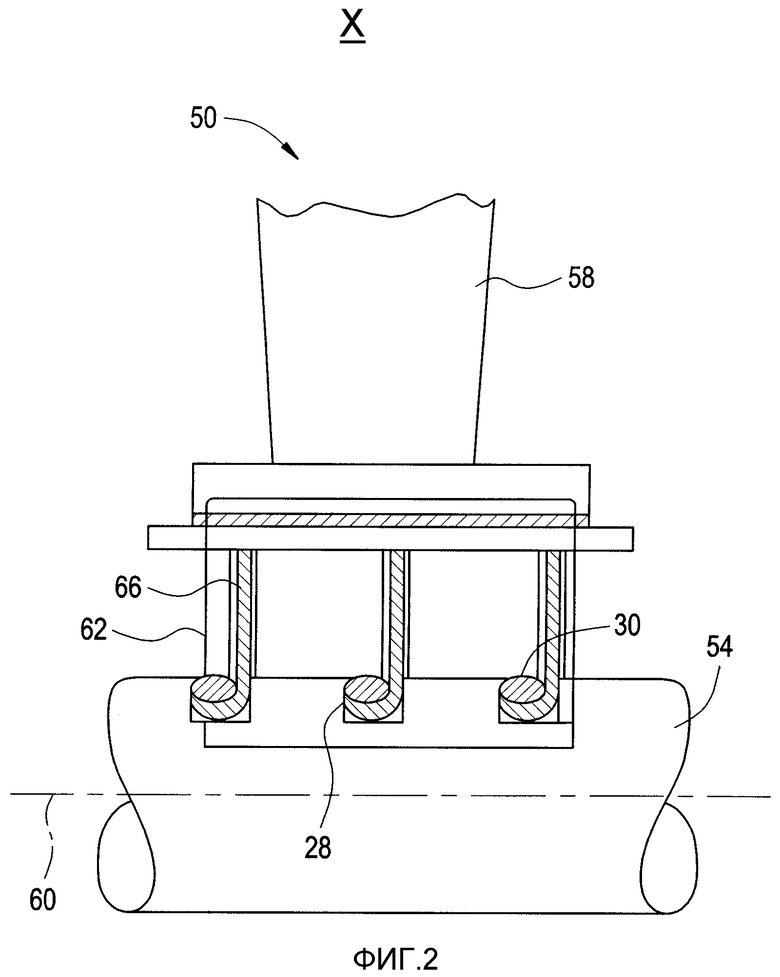
фиг.2 - увеличенный подробный вид части Х на фиг.1, иллюстрирующий приведенное в качестве примера уплотнение роторной канавки;
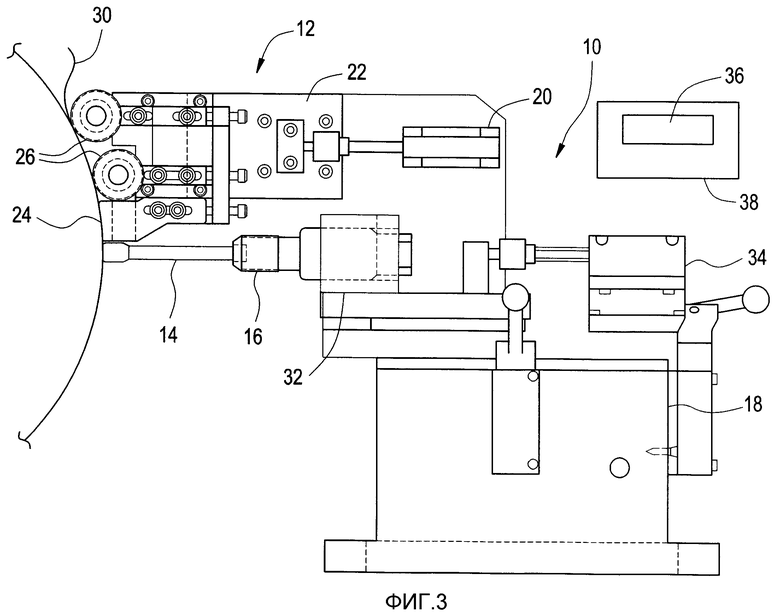
фиг.3 - схематический вид примера варианта осуществления конструкции автоматизированного уплотняющего узла;
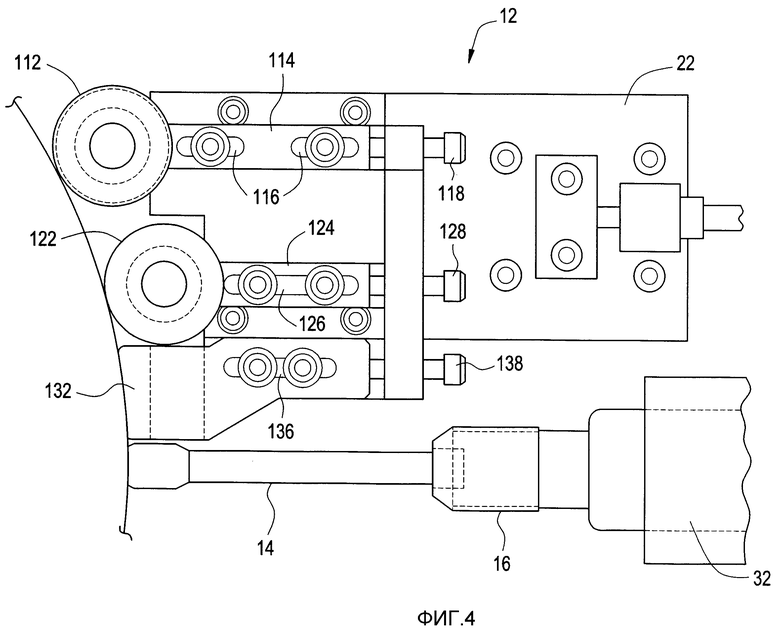
фиг.4 - схематический вид примера узла для придания направления уплотнению.
Как показано на фиг.1, типичная ротационная машина 50, например паровая турбина (также обозначенная ссылочной позицией 50), обычно включает в себя, по меньшей мере, один ротационный компонент, например ротор 54, и вращающиеся лопасти 56, а также неподвижный компонент 58, например неподвижное паровое сопло (также обозначенное ссылочной позицией 58), окружающее ротор 54. Ротор 54, вращающиеся лопасти 56 и неподвижные компоненты 58 расположены по периферии вокруг общей оси 60. В случае ротационной машины 50 пар, проходящий через неподвижные сопла 58, будет направлен с высокой скоростью к ротору 54, что приводит к его вращению с высокой скоростью.
Уплотнение 62 канавки ротора вначале будет описано со ссылкой на фиг.1. Как показано, уплотнение 62 канавки ротора расположено между ротором 54 и неподвижным компонентом 58. На фиг.1 также показано, что уплотнение 62 канавки ротора включает в себя, по меньшей мере, одну уплотняющую полосу 66, которую крепят либо к ротору 54, либо к неподвижному компоненту 58. На фиг.1 и 2 показаны варианты осуществления конструкции уплотнения 62 канавки ротора, при которых, по меньшей мере, одну уплотняющую полосу 66 крепят к ротору 54. Как показано на фиг.2, группа уплотняющих полос 66, таких как J-образное уплотнение в виде полосы (обозначенное ссылочной позицией 66), может быть прикреплена к ротору 54 посредством уплотняющей проволоки 30 при их расположении в канавке 28 ротора.
На фиг.3 показан автоматизированный уплотняющий узел 10, который включает в себя узел 12 для придания направления уплотнению, инструмент 14 для проковки, исполнительный механизм 16 и основание 18. Узел 12 для придания направления уплотнению может содержать одну или более вращающиеся направляющие 26 и направляющие 24 в виде блока. Инструмент 14 для проковки может представлять собой любой инструмент, предназначенный для проковки уплотняющей проволоки 30, включая, но не ограничиваясь им, молот или зубило с выполненной по радиусу концевой частью. Исполнительный механизм 16 может представлять собой пневматический, электрический или гидравлический исполнительный механизм. Однако предполагается использование и каких-либо других подходящих средств, известных специалистам в области исполнительных механизмов. В приведенном в качестве примера варианте осуществления конструкции основание 18 выполнено таким образом, чтобы оно было выровнено со станиной станка для выполнения механической обработки или станка для выполнения монтажа, так чтобы ориентировать инструмент 14 для проковки по отношению к канавке 28 ротора.
Узел 12 для придания направления уплотнению крепят к первому узлу 22 скольжения, который крепят к основанию 18 таким образом, чтобы узел 12 для придания направления уплотнению соответствующим образом выравнивал уплотняющую проволоку 30 для проковки посредством инструмента 14. Узел 12 для придания направления уплотнению может быть расположен таким образом, чтобы этот узел 12 обеспечивал вставку уплотняющей проволоки 30 и уплотняющей полосы 66 в канавку 28 ротора перед проковкой. Первый исполнительный механизм 16 крепят ко второму узлу 32 скольжения, который крепят к основанию 18, при этом инструмент 14 для проковки крепят к первому исполнительному механизму 16. Инструмент 14 для проковки располагают таким образом, чтобы он осуществлял ударное воздействие на уплотняющую проволоку 30, когда эта проволока 30 расположена внутри канавки 28 ротора. Инструмент 14 для проковки создает уплотнение 62 в роторной канавке с заданной прочностью на отрыв посредством повторяемого ударного воздействия на уплотняющую проволоку 30 в ответ на управление первым исполнительным механизмом 16.
В приведенном в качестве примера варианте осуществления конструкции первый узел 22 скольжения управляет силой и положением узла 12 для придания направления уплотнению. Узел 22 скольжения крепят к основанию 18, а узел 12 для придания направления уплотнению крепят к узлу 22 скольжения. Узел 22 скольжения обеспечивает отвод узла 12 для придания направления уплотнению, чтобы способствовать установке уплотняющей проволоки 30 и уплотняющей полосы 66. В другом варианте осуществления конструкции, взятом в качестве примера, второй узел 32 скольжения управляет положением и усилием инструмента 14 для проковки и первого исполнительного механизма 16. Второй узел 32 скольжения прикреплен к основанию 18, а первый исполнительный механизм 16 прикреплен к узлу 32 скольжения. Второй узел 32 скольжения может управлять положением инструмента 14 для проковки посредством управления положением первого исполнительного механизма 16, к которому прикреплен инструмент 14 для проковки.
В варианте осуществления конструкции, взятом в качестве примера, второй исполнительный механизм 20 крепят к основанию 18 и соединяют с узлом 22 скольжения. Второй исполнительный механизм 20 используют для управления положением узла 12, придающего направление уплотнению, и силой, оказываемой этим узлом на уплотняющую проволоку 30. Еще в одном варианте осуществления конструкции, взятом в качестве примера, третий исполнительный механизм 34 может быть прикреплен к основанию 18 и соединен с первым исполнительным механизмом 16. Кроме того, третий исполнительный механизм 34 также может быть использован для управления положением инструмента 14 для проковки и силой, оказываемой этим инструментом на уплотняющую проволоку 30. Третий исполнительный механизм 34 может управлять силой, оказываемой инструментом 14 для проковки, посредством управления силой, оказываемой первым исполнительным механизмом 16, к которому прикреплен инструмент 14 для проковки. Как второй исполнительный механизм 20, так и третий исполнительный механизм 34 могут представлять собой пневматический, электрический или гидравлический исполнительный механизм. Однако предполагается использование и других подходящих средств, известных специалистам в области исполнительных механизмов.
Первый исполнительный механизм 16, второй исполнительный механизм 20 и третий исполнительный механизм 34 могут иметь клапан управления с тремя режимами работы - поступательным режимом, реверсивным режимом и нейтральным режимом. Нейтральный режим управляющего клапана позволяет оператору вручную задавать положение соответственно узла 12 для придания направления уплотнению и первого исполнительного механизма 16. В варианте осуществления конструкции, взятом в качестве примера, первый исполнительный механизм 16, второй исполнительный механизм 20 и третий исполнительный механизм 34 могут работать в нейтральном режиме, который может быть активирован посредством кнопки аварийной остановки, расположенной на автоматизированном уплотняющем узле 10. В варианте осуществления конструкции, взятом в качестве примера, как второй исполнительный механизм 20, так и третий исполнительный механизм 34 могут быть пневматическими механизмами, при этом в случае нейтрального режима будет осуществлен сброс давления во втором исполнительном механизме 20 и в третьем исполнительном механизме 34 до атмосферного давления окружающей среды.
В варианте осуществления конструкции, взятом в качестве примера, автоматизированный уплотняющий узел 10 располагают таким образом, что инструмент 14 для проковки и узел 12 для придания направления уплотнению соответствующим образом выравнивают с канавкой 28 ротора, так что может быть осуществлена проковка уплотняющей проволоки 30. Автоматизированный уплотняющий узел 10 может быть выровнен для выполнения проковки, используя несколько способов, включая, но не ограничиваясь им, использование лазерного направляющего устройства, прикрепленного к автоматизированному уплотняющему узлу, которое проецирует лазер так, чтобы он был выровнен с канавкой 28 ротора. Первый узел 22 скольжения и второй узел 32 скольжения используют для регулирования положения соответственно узла 12 для придания направления уплотнению и первого исполнительного механизма 16. Кроме того, второй исполнительный механизм 20 используют для управления силой, прикладываемой узлом 12 для придания направления уплотнению, а третий исполнительный механизм 34 используют для управления силой, прикладываемой инструментом 14 для проковки, причем в обоих случаях для управления силой воздействия на уплотняющую проволоку 30. Узел 12 для придания направления уплотнению подает, выравнивает и удерживает уплотняющую проволоку 30 для ее проковки инструментом 14. Уплотняющую проволоку 30 целенаправленно и с обеспечением повторяемости подвергают ударному воздействию посредством инструмента 14 в течение выполнения проковки, при этом деформированная уплотняющая проволока 30 крепит уплотняющую полосу 66 в канавке 28 ротора. Проковочный инструмент 14 обеспечивает выполнение проковки уплотняющей проволоки 30 способом, управляемым первым исполнительным механизмом 16 и третьим исполнительным механизмом 34, для создания уплотнения 62 канавки ротора с заданной прочностью уплотнения на отрыв.
Еще в одном варианте осуществления конструкции, взятом в качестве примера, инструмент 14 для проковки может представлять собой зубило с закаленным рабочим концом, отшлифованное таким образом, чтобы оно имело толщину рабочего конца, который заходит в канавку 28 ротора, касаясь уплотняющей проволоки 30, которая должна быть подвергнута проковке. Инструмент 14 для проковки может иметь одну сторону, которая выполнена плоской совместно с корпусной частью этого инструмента 14 для прохождения как раз вблизи боковой стороны J-образной уплотняющей полосы 66. Другая сторона инструмента 14 для проковки может сопрягаться с шириной рабочего конца, позволяя длине рабочего конца обеспечить зазор для высоты уплотнения. Для обеспечения плавного движения проковочного инструмента 14 на поверхности уплотняющей проволоки 30, когда инструмент 14 для проковки перемещается вдоль уплотняющей проволоки 30 при выполнении проковки, рабочий конец инструмента 14 может быть отшлифован по ширине так, чтобы он имел угловые части, закругленные по радиусу.
На фиг.4 показан узел 12 для придания направления уплотнению, который может включать в себя одну или более вращающиеся направляющие 112, 122. Вращающиеся направляющие 112, 122 отличаются друг от друга, поскольку верхняя вращающаяся направляющая 112 может иметь канавку на ее периферии, предназначенную для захождения в нее, удерживания и направления уплотняющей проволоки 30 и уплотняющей полосы 66 для выполнения проковки. Верхняя вращающаяся направляющая 112 соединена с прямоугольным блоком 114, в котором имеются одно или более прорезанные отверстия 116, при этом положение верхней вращающейся направляющей 112 точно регулируют посредством установочного винта 118. Нижняя вращающаяся направляющая 122 подобным же образом может быть расположена ниже верхней вращающейся направляющей 112. Нижняя вращающаяся направляющая 122 обеспечивает более точное расположение уплотняющей проволоки 30 и уплотняющей полосы 66 с более глубоким погружением в канавку 28 ротора перед проковкой. Нижняя вращающаяся направляющая 122 соединена с прямоугольным блоком 124, имеющим одно или более прорезанные отверстия 126, при этом положение нижней вращающейся направляющей 122 точно регулируют посредством установочного винта 128.
Помимо вращающихся направляющих 112, 122 узел 12 для придания направления уплотнению может включать в себя одну или более направляющих 132 в виде блока. Направляющая 132 может быть расположена под нижней вращающейся направляющей 122. Направляющая 132 в виде блока может иметь поверхность с контуром, соответствующим ротору 54, для удерживания уплотняющей полосы 66 и уплотняющей проволоки 30 для предотвращения их выхода из канавки 28 ротора при проковке. Направляющая 132 в виде блока может быть расположена над инструментом 14 для проковки. Направляющая 132 имеет одно или более прорезанные отверстия 136. Положение направляющей 132 точно регулируют посредством установочного винта 138. Точно отрегулированное положение верхней вращающейся направляющей 112, нижней вращающейся направляющей 122 и направляющей 132 в виде блока не зависит от положения других компонентов узла 12 для придания направления уплотнению, установленных на первом узле 22 скольжения. Следует заметить, что используемые здесь термины «верхняя» и «нижняя», если не указано иначе, служат лишь для удобства описания и не предназначены для ограничения какого-либо положения или пространственной ориентации.
В варианте осуществления конструкции, взятом в качестве примера, может быть использовано устройство 38 для регистрации данных, позволяющее контролировать и отображать данные, касающиеся давлений и сил, измеряемых на втором исполнительном механизме 20, на третьем исполнительном механизме 34 и/или на первом исполнительном механизме 16. Устройство 38 для регистрации данных также может содержать дисплей 36, который отображает текущие данные, касающиеся давления и силы, измеренные на втором исполнительном механизме 20, на третьем исполнительном механизме 34 и/или на первом исполнительном механизме 16. Как вариант, устройство 38 для регистрации данных может осуществлять запись данных, касающихся давления и силы, на какое-либо подходящее средство, включая, но не ограничиваясь им, считываемую среду компьютера, например, карту с флеш-памятью или дискету. В варианте осуществления конструкции, взятом в качестве примера, устройство 38 для регистрации данных производит замеры данных, касающихся давления и силы, через интервалы времени, выбираемые оператором. В другом варианте, взятом в качестве примера, устройство 38 для регистрации данных может быть расположено в шкафу управления, который имеет гнездо для приема считываемой компьютерной среды. Считываемая компьютерная среда может быть удалена из шкафа управления и считана компьютером для статистического анализа и регистрации качества продукции. Как вариант, устройство 38 для регистрации данных может иметь систему предупреждения, действующую таким образом, чтобы предупредить оператора о том, что давление и/или сила находится за пределами диапазона, заданного оператором.
В варианте осуществления конструкции, взятом в качестве примера, оператор может точно управлять одним или более рабочими параметрами автоматизированного уплотняющего узла 10. Рабочие параметры автоматизированного уплотняющего узла 10 включают в себя, но не ограничиваясь ими, угол инструмента 14 для проковки по отношению к роторной канавке 28, частоту и величину перемещения инструмента 14 для проковки, время пребывания инструмента 14 для проковки на уплотняющей проволоке 30 как функцию скорости вращения ротора 54 и силу, оказываемую узлом 12 для придания направления уплотнению и первым исполнительным механизмом 16 на уплотняющую проволоку 30. Как вариант, все из перечисленных выше рабочих параметров можно регулировать в пределах определенных диапазонов, при этом устройство для регистрации данных может осуществлять запись рабочих параметров в целях контроля качества. Кроме того, все из перечисленных выше рабочих параметров также могут быть показаны оператору посредством использования соответствующего дисплея. Подходящим дисплеем может быть, не ограничиваясь им, аналоговый прибор или цифровой дисплей.
Посредством использования описанного здесь автоматизированного уплотняющего узла 10 можно создать уплотнение 62 канавки ротора с заданной прочностью на отрыв. В варианте осуществления конструкции, взятом в качестве примера, уплотнения 62 канавки ротора могут быть выполнены посредством использования J-образного уплотнения 66 размером 29 мил (736,6 мкм). Уплотнение 62 канавки ротора может иметь среднюю прочность на отрыв, приблизительно составляющую 1300 фунтов (590 кг), со стандартным отклонением, приблизительно составляющим шестьдесят пять фунтов (29,5 кг). Прочность уплотнения на отрыв со стандартным отклонением, обеспечиваемая посредством использования автоматизированного уплотняющего узла, значительно превышает прочность на отрыв со стандартным отклонением, которую обычно достигают посредством способов, используемых в настоящее время, таких как ручная проковка.
Хотя изобретение описано со ссылкой на вариант его осуществления, взятому в качестве примера, специалистам в этой области будет понятно, что не выходя из объема изобретения могут быть выполнены различные изменения, а элементы изобретения могут быть заменены эквивалентными элементами. Кроме того, без отклонения от фактического объема изобретения могут быть выполнены многие модификации для приспосабливания к идеям изобретения конкретной ситуации или конкретного материала. Поэтому предполагается, что изобретение не ограничено конкретным вариантом его осуществления, раскрытым в качестве наилучшего разработанного способа его осуществления, так что изобретение будет включать в себя все варианты его осуществления, входящие в объем прилагаемых пунктов формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТАЦИОННЫЙ КЛАПАН И УЗЕЛ УПЛОТНЕНИЯ | 2004 |
|
RU2351833C2 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ И РОТАЦИОННАЯ МАШИНА | 2012 |
|
RU2607195C2 |
| НИЗКОФРИКЦИОННАЯ ПЛИТА СКОЛЬЖЕНИЯ ДЛЯ РОТАЦИОННЫХ МАШИН | 2005 |
|
RU2391215C2 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ И ПАРОВАЯ ТУРБИНА, СОДЕРЖАЩАЯ УПЛОТНИТЕЛЬНЫЙ УЗЕЛ | 2009 |
|
RU2522722C2 |
| КОМБИНИРОВАННЫЕ ЛАБИРИНТНЫЕ И ЩЕТОЧНЫЕ УПЛОТНЕНИЯ ДЛЯ МАШИН ВРАЩАТЕЛЬНОГО ДЕЙСТВИЯ | 1999 |
|
RU2213895C2 |
| РОТАЦИОННАЯ МАШИНА (ВАРИАНТЫ) | 2018 |
|
RU2790108C2 |
| УЗЕЛ АКТИВНОГО ОТВОДИМОГО УПЛОТНЕНИЯ ДЛЯ ТУРБИННОГО ОБОРУДОВАНИЯ | 2008 |
|
RU2443883C2 |
| ВОДОРОДНЫЙ РОТАЦИОННЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2448262C2 |
| ГИДРОПРИВОД МЕХАНИЗМА АВТОМАТИЗИРОВАННОЙ МАШИНЫ | 1998 |
|
RU2129176C1 |
| Удерживающее устройство и система осевого удержания для кольцевых уплотнений (варианты) | 2012 |
|
RU2620463C2 |
Автоматизированный уплотняющий узел для ротационных машин включает в себя: узел для придания направления уплотнению, выравнивающий и удерживающий уплотняющую проволоку и уплотняющую полосу в канавке ротора для проковки, инструмент для проковки, проковывающий уплотняющую проволоку для деформирования проволоки и для крепления проволоки и уплотняющей полосы в канавке ротора, исполнительный механизм, управляющий перемещением и силой, предварительно создаваемой инструментом для проковки, обеспечивающим уплотнение канавки ротора, имеющее заданную прочность на отрыв, и основание для крепления узла для придания направления уплотнению инструмента для проковки и исполнительного механизма. Технический результат изобретения - создание уплотнений роторных канавок, имеющих заданную прочность на отрыв без ухудшения эксплуатационных качеств уплотняющих полос. 2 н. и 8 з.п. ф-лы, 4 ил.
1. Автоматизированный уплотняющий узел (10) для ротационной машины (50), содержащий:
узел (12) для придания направления уплотнению, выполненный с возможностью подачи, выравнивания и удерживания уплотняющей проволоки (30) и уплотняющей полосы (66) в канавке (28) ротора для проковки;
инструмент (14) для проковки, выполняющий проковку уплотняющей проволоки (30) для деформирования уплотняющей проволоки (30) для крепления уплотняющей проволоки (30) и уплотняющей полосы (66) в канавке (28) ротора;
первый исполнительный механизм (16), управляющий движением инструмента (14) для проковки для создания уплотнения (62) канавки ротора, имеющего заданную прочность на отрыв; и
основание (18) для крепления узла (12) для придания направления уплотнению инструмента (14) для проковки и первого исполнительного механизма (16) относительно ротационной машины (50).
2. Автоматизированный уплотняющий узел (10) для ротационной машины (50) по п.1, в котором первый исполнительный механизм (16) представляет собой, по меньшей мере, один из:
пневматического исполнительного механизма,
электрического исполнительного механизма; и
гидравлического исполнительного механизма.
3. Автоматизированный уплотняющий узел (10) для ротационных машин (50) по п.1, дополнительно содержащий первый узел (22) скольжения, прикрепленный к основанию (18) и управляющий положением узла (12) для придания направления уплотнению относительно канавки (28) ротора.
4. Автоматизированный уплотняющий узел (10) для ротационных машин (50) по п.1, дополнительно содержащий второй узел (32) скольжения, прикрепленный к основанию (18) и управляющий положением инструмента (14) для проковки относительно канавки (28) ротора.
5. Автоматизированный уплотняющий узел (10) для ротационных машин (50) по п.1, дополнительно содержащий второй исполнительный механизм (20), управляющий силой, прикладываемой узлом (12) для придания направления уплотнению по отношению к уплотняющей проволоке (30).
6. Автоматизированный уплотняющий узел (10) для ротационных машин (50) по п.5, дополнительно содержащий устройство (38) для регистрации данных, выполненное с возможностью контроля и записи силы, прикладываемой узлом (12) для придания направления уплотнению по отношению к уплотняющей проволоке (30).
7. Автоматизированный уплотняющий узел (10) для ротационных машин (50) по п.1, дополнительно содержащий третий исполнительный механизм (34), управляющий силой, прикладываемой инструментом (14) для проковки по отношению к уплотняющей проволоке (30).
8. Автоматизированный уплотняющий узел (10) для ротационных машин (50) по п.7, дополнительно содержащий устройство (38) для регистрации данных, выполненное с возможностью контроля и записи силы, прикладываемой инструментом (14) для проковки по отношению к уплотняющей проволоке (30).
9. Способ автоматизированного уплотнения ротационной машины (50), при котором:
выравнивают уплотняющую проволоку (30) и уплотняющую полосу (66) с канавкой (28) ротора;
удерживают уплотняющую проволоку (30) и уплотняющую полосу (66) для проковки в канавке (28) ротора с помощью узла (12) для придания направления уплотнению;
проковывают уплотняющую проволоку (30) посредством инструмента (14) для проковки, с перемещением этого инструмента, управляемым первым исполнительным механизмом (16); и
проковывают уплотняющую проволоку (30) для деформации уплотняющей проволоки (30) и создания уплотнения (62) канавки ротора с заданной прочностью на отрыв.
10. Способ по п.9, при котором узел (12) для придания направления уплотнению содержит, по меньшей мере, одно из:
вращающейся направляющей (26, 112, 122), выравнивающей уплотняющую проволоку (30) и уплотняющую полосу (66); и
направляющей (24, 132) в виде блока, удерживающей уплотняющую проволоку (30) в канавке (28) ротора.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 6860484 B1, 17.04.2003 | |||
| US 6644667 В1, 29.08.2002 | |||
| US 20044258480 А1, 23.12.2004 | |||
| УЗЕЛ КОНЦЕВОГО УПЛОТНЕНИЯ ЦИЛИНДРА ПАРОВОЙ ТУРБИНЫ | 1999 |
|
RU2174606C2 |
| КОНЦЕВОЕ УПЛОТНЕНИЕ ЦИЛИНДРА ПАРОВОЙ ТУРБИНЫ | 2000 |
|
RU2186992C2 |

