Изобретение относится к производству строительных материалов и изделий, в частности к способу изготовления легких полистиролбетонных изделий, обладающих высокой теплоизоляционной и конструкционной надежностью. Цель изобретения - увеличение конструктивной, эксплуатационной надежности полистиролбетона и конструкций на их основе.
Известен способ приготовления полистиролбетонной смеси (патент РФ 2090532, кл. С04В 28/04), заключающийся в предварительном смешивании гранулированного полистирола смесью смолы древесной омыленной и отхода производства капролактама из бензола с последующим смешением с цементом и водой. Известен способ изготовления экологически чистых, легких полистиролбетонных изделий (патент РФ 2082696, кл. С04В 38/00), заключающийся в начале приготовления смеси в термостатированной обработке полистирольных гранул, смешивании химических добавок, СДО, цемента и воды.
Известна панель из полистиролбетона, выполненная в виде прямоугольной монолитной плиты с пазами и гребнями - выступами по торцам (свидетельство на полезную модель РФ 17329, кл. Е04С 2/00, 27.03.2001).
Известен строительный блок, выполненный из полистиролбетона в виде замкнутой оболочки с продольными и поперечными перемычками, которые образуют сквозные каналы; по крайней мере, на одной боковой стороне блока расположены дистанцирующие выступы, а на верхних гранях перемычек выполнен продольный паз (свидетельство на полезную модель РФ 22490, кл. Е04С 1/00, 10.04.2002).
Физико-механические свойства известных изделий определяются наряду с другими характеристиками свойствами полистиролбетонной смеси. Такие характеристики, как, например, прочность при сжатии и изгибе, для таких изделий ниже, чем могут быть обеспечены при наличии армирующих элементов.
Известен состав армированной полистиролбетонной смеси, способ ее приготовления и способ изготовления изделий, описанные в патенте РФ 2150446, кл. С04В 38/08, 10.06.2000. Известный состав для приготовления сырьевой смеси включает, мас.%: минеральное вяжущее (цемент) 68-90, полистирольный заполнитель (смесь частиц из вспененных полистирольных гранул фракции 0,04-1,25 мм и частицы рваного пенополистирола) 0,7-2,3, щелочестойкое минеральное волокно (стекловолокно или минеральная вата) 1,4-5,2, воздухововлекающая добавка - (СДО) или смола нейтрализованная воздухововлекающая 0,3-0,7, пластифицирующая добавка С-3 0,25-0,55, вода остальное. При приготовлении смеси полистирольный заполнитель смачивают в смесителе частью воды затворения, затем подают цемент, волокнистый материал, оставшуюся часть воды затворения, пластифицирующую и воздухововлекающую добавки и перемешивают до получения однородной смеси. При изготовлении изделий полученную смесь подают в форму, формуют изделия и термообрабатывают при температуре 70°С.
Наиболее близким аналогом является состав армированной полистиролбетонной смеси, способ ее приготовления и способ изготовления изделий, описанные в патенте РФ 2223931.
Известный состав включает, мас.%: портландцемент 68-70, вспененный полистирол 3-6, воздухововлекающую добавку - смолу древесную смыленную (СДО) (на сухое вещество) 0,1-0,2, воду остальное; армирующий материал в виде нитей или прутков (сверх 100%) 5-12. При приготовлении сырьевой смеси гранулированный вспененный полистирол с фракциями диаметром 3-5 мм смачивают частью воды затворения при перемешивании, вводят цемент, оставшуюся воду затворения, воздухововлекаюшую и пластифицирующую добавки. При формовании изделий полученную смесь подают с помощью насоса в опалубку с установленным в ней каркасом из армирующего материала - нитей или прутков, уложенную смесь отверждают, распалубливают и выдерживают до набора прочности. Плотность получаемых изделий 500-800 кг/м3, прочность при сжатии 17,5-32,5 кг/см2, коэффициент теплопроводности 0,11-0,17 Вт/(м·°С).
Армирующий материал в известном способе не перемешивают с другими компонентами сырьевой смеси. Равномерность его распределения в получаемом изделии, а следовательно, и физико-механические и эксплуатационные характеристики определяются равномерностью распределения нитей или прутков в опалубке-форме и прочностью сцепления полистиролбетонной смеси с этими армирующими элементами.
Техническим результатом предлагаемого изобретения является получение армированного изделия из полистиролбетонной смеси достаточно простым методом, а именно способа изготовления панелей из этой смеси, характеризирующихся достаточно высокой прочностью, хорошими теплоизоляционными свойствами, высокой морозостойкостью, паропроницаемостью и низким водопоглощением.
Технический результат достигается тем, что для получения армированных полистиролбетонных изделий готовят смесь из гранул вспененного полистирола острым паром, из смолы древесной омыленной (СДО) и цемента, затворяют водой, при этом смесь содержит компоненты при следующем соотношении, мас.%: цемент 64,0-70,63; гранулированный полистирол 1,55-1,02; указанная органическая добавка 0,18-0,09; вода остальное; далее укладывают смесь в пустообразователь, изготовленный из боковых опалубок, армированный нитями из непрерывного базальтового волокна ⌀ от 7 до 15 мкм в несколько рядов (количество рядов определяется толщиной изделия) между противоположно стоящими стальными арматурными стержнями и в нижней части из профиля металлического стенового, разравнивают и уплотняют с помощью вибробруса, далее производят предварительную выдержку в течение 2 часов в укладываемых формах, после производят термообработку в течение 12 часов. Далее после остывания и твердения производят расформовку, включающую раскрытие двух противоположных бортов и снятие арматурных рифленых стержней с отрезанием остатков нитей, далее толкателем перемещают на поддон для окончательного набора прочности, выдержкой не менее 3 суток в нормальных условиях.
Пример. В герметичный баросмеситель загружают сырьевые компоненты при следующем соотношении, мас.%: цемент 64,0-70,63; гранулированный полистирол 1,55-1,02; указанная органическая добавка 0,18-0,09; вода остальное, и перемешивают. Полученную однородную смесь пневмотранспортером подают к дозаторам линии формования для изготовления монолитных панелей.
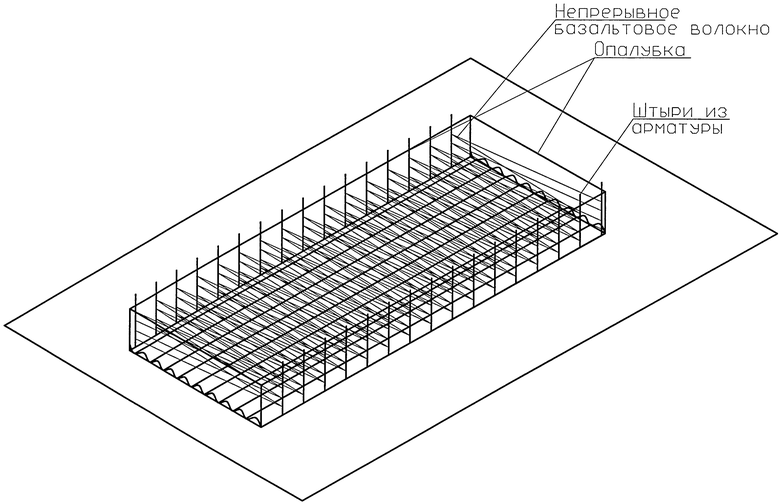
Пустообразователь размерами 1170×2800 мм прямоугольной формы состоит из 2-х съемных и 2-х стационарных опалубок под размер стенового металлического профиля ПС-13, разрезанного пополам и высотой до 400 мм. На нижней части укладывается данный металлический профиль. Со стороны съемных опалубок устанавливаются вертикально рифленые металлические арматурные стержни диаметром 8 мм до 14 штук на каждой стороне с нижним жестким креплением и расстоянием между стержнями до 200 мм. Далее на данные стержни наматываются нити из непрерывного базальтового волокна по ширине панели в несколько рядов по высоте стержней, образуя основу армирования в виде сетки (см. чертеж).
Подготовленный пустообразователь заполняют полистиролбетонной смесью из дозатора. Размещенную в формах смесь подвергают вибропрессованию брусом для разглаживания и уплотнения. После формования и термической обработки снимают съемные опалубки, отрезают остаточные длины нитей из арматурных стержней и вынимают данные стержни.
Сторона из металлического профиля при этом является фасадной стороной при возведении стен из данных панелей и может быть окрашена в любой цвет.
Возможно формование полученных монолитных панелей с выступом на одной и пазом на другой. Полученный при таком формовании выступ металлического профиля накладывается на другой, дополняя также жесткость крепления при возведении из данных панелей стен.
Формованную панель толкателем перемещают на окончательный набор прочности.
Именно указанный качественный и количественный состав, а также способ армирования обеспечивает получение достаточно простым способом армированной панели из полистиролбетонной смеси, характеризующийся равномерным распределением по объему гранул вспененного полистирола и армирующих нитей из непрерывного базальтового волокна, устойчивостью к расслаиванию, однородностью смеси и формуемостью.
Таким образом, предлагаемый способ армирования позволяет изготавливать изделия в виде панелей из полистиролбетонной смеси и металлического профиля с высокими физико-механическими и эксплуатационными свойствами.
Изобретение относится к области производства строительных материалов. Способ приготовления базальтофиброармированных бетонных блоков и конструкций включает приготовление смеси. При этом укладку смеси производят в пустообразователь из боковых опалубок, армированный сеткой из непрерывного базальтового волокна в несколько рядов между противоположно стоящими арматурными стержнями и в нижней части из профиля металлического стенового. Далее разравнивают и уплотняют с помощью вибробруса, производят выдержку в течение 12 часов в укладываемых формах. После остывания и твердения производят расформовку, включающую раскрытие двух противоположных бортов и снятие арматурных рифленых стержней с отрезанием остатков нитей. Затем толкателем перемещают на поддон для окончательного набора прочности с выдержкой не менее 3 суток в нормальных условиях. Технический результат заключается в простоте способа и улучшении рабочих характеристик изготавливаемых изделий. 1 ил.
Способ приготовления базальтофиброармированных бетонных блоков и конструкций, включающий приготовление смеси, отличающийся тем, что укладку смеси производят в пустообразователь из боковых опалубок, армированный сеткой из непрерывного базальтового волокна в несколько рядов между противоположно стоящими арматурными стержнями и в нижней части из профиля металлического стенового, разравнивают и уплотняют с помощью вибробруса, далее производят выдержку в течение 12 ч в укладываемых формах, после остывания и твердения производят расформовку, включающую раскрытие двух противоположных бортов и снятие арматурных рифленых стержней с отрезанием остатков нитей, далее толкателем перемещают на поддон для окончательного набора прочности, выдержкой не менее 3 сут в нормальных условиях.
| Способ изготовления полистиролбетонных изделий | 2003 |
|
RU2223931C1 |
| Трехслойная монолитнобетонная наружная стена здания | 1987 |
|
SU1527390A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ И СООРУЖЕНИЙ ИЗ БЕТОНА | 1997 |
|
RU2142443C1 |

