Изобретение относится к усовершенствованиям в защитных подложках, имеющих средства защиты. В частности, изобретение относится к такой волокнистой подложке, как бумага, содержащей встроенную в нее волокнистую ленту, имеющую видимые отверстия в виде прорезей и/или перфорации. Когда лента заделана в основную подложку, она - и поэтому законченная подложка - выглядит по-другому при рассмотрении ее в отраженном свете по сравнению с ее внешним видом при рассмотрении в проходящем свете.
Из уровня техники известно включение удлиненных элементов в бумагу или в другие подложки, обычно в качестве средства защиты. Этими элементами могут быть нити, полоски или ленты, выполненные, например, из пластмассовой пленки, металлической фольги, металлизированной пластмассы, металлической проволоки. Эти удлиненные элементы включают в толщу подложки, чтобы затруднить имитацию документов, выполненных с ними. Эти элементы помогают удостоверить подлинность документов, т.к. по причине их наличия документы в отраженном свете выглядят иначе, чем в проходящем свете. Для улучшения защиты, обеспечиваемой включением этого удлиненного элемента, известно также дополнение этого элемента одним или несколькими удостоверяющими свойствами, кроме его наличия или отсутствия. Эти дополнительные свойства включают в себя магнитные свойства, электропроводимость, способность поглощать рентгеновские лучи, флуоресценцию, оптические изменяющиеся эффекты и термохромные свойства.
В качестве еще одного средства защиты было установлено, что особо целесообразно обеспечить окна на одной поверхности подложки, которые делают видимыми эти удлиненные элементы в расположенных на расстоянии друг от друга местоположениях. Примеры способов изготовления бумаги, содержащей элементы защиты, с окнами и без них, излагаются ниже. Нужно отметить, что термин «бумага, имеющая окна с нитями» включает в себя понятие имеющей окна бумаги, в которую заделан удлиненный элемент защиты.
В документе EP-A-0059056 раскрыт способ изготовления бумаги, имеющей окна с нитями, с помощью круглосеточной бумагоделательной машины. Эта технология предусматривает тиснение формовочной оболочки круглосеточного цилиндра для формирования рельефных участков и осуществление контакта непроницаемого удлиненного элемента защиты с рельефными участками формовочной оболочки круглосеточного цилиндра до момента контактного поступления в ванну с водной бумажной массой. Там, где непроницаемый элемент защиты осуществляет плотный контакт с рельефными участками тиснения, не должно быть никакого нанесения волокон, и окна формируют на поверхности бумаги. После полного формирования бумаги и отделения ее от формовочной оболочки круглосеточного цилиндра, воду извлекают из влажного волокнистого полотна и бумагу проводят через процесс сушки. В готовой бумаге участки элемента защиты, выполненные видимыми в окнах, видны в отраженном свете на одной стороне бумаги, что используется обычно для банкнот.
В документе EP-A-0229645 описан способ с применением двух круглосеточных цилиндров для изготовления двух отдельных слоев бумаги с защитной нитью, введенной между двумя слоями. В этом описании также излагается вариант выполнения отверстий в обоих слоях с помощью, например, включения ограничивающих сток устройств на формовочных оболочках. Получаемые при этом отверстия можно совместить, чтобы образовались окна на каждой стороне нити. Основной недостаток этого способа заключается в том, что два круглосеточных цилиндра должны иметь точно одинаковые диаметры, и при этом круглосеточные цилиндры связаны с системой приводки, в результате чего изготовление этой бумаги становится очень дорогостоящим. Этот документ не указывает, как именно обеспечивается приводка.
Исходя из необходимости обеспечить возможность отображения как можно большей информации или знаков в выполненных видимыми участках, также было определено, что будет очень целесообразно выполнить видимым удлиненный элемент на обеих сторонах бумаги или другой подложки, в которую он встроен. Согласно документу EP-A-0059056 это можно обеспечить за счет использования достаточно крупных непроницаемых выступов на круглосеточном цилиндре. Недостаток этого способа, согласно упомянутому документу, состоит в том, что отверстия, создаваемые ограничивающими сток устройствами, нужно накрывать, вследствие чего возрастает себестоимость бумаги. Еще один недостаток этого способа состоит в том, что окна на каждой стороне обязательно должны совпадать.
В документе EP-A-1630285 описан альтернативный способ изготовления бумажной подложки, содержащей удлиненный непроницаемый элемент, выполненный видимым в окнах на обеих поверхностях подложки. Этот способ предусматривает видоизменение круглосеточной бумагоделательной машины, имеющей дополнительный движущий ремень под обычным круглосеточным цилиндром. Эта модификация не является идеальной, и повышает себестоимость способа, и усложняет его.
В документе GB 2397582 описывается еще один альтернативный способ изготовления бумажной подложки, содержащей удлиненный непроницаемый элемент, выполненный видимым в окнах на обеих поверхностях подложки. Согласно этому способу элемент защиты содержит множество широких участков, отделенных друг от друга узкими участками; при этом широкие участки имеют ширину, препятствующую нанесению волокон. Удлиненный элемент вводится в контакт с формовочной оболочкой круглосеточного цилиндра, имеющей формирующее окно средство, в результате чего узкие участки образуют окна обычным способом, как и согласно документу EP-A-0059056, и широкие участки за счет препятствуемого нанесения формируют окна на противоположной поверхности. Основное ограничение этого способа заключается в том, что профиль удлиненного элемента должен быть мозаичным. Из-за этого мозаичного профиля повышаются затраты на изготовление удлиненного элемента, т.к. отдельные элементы необходимо изготавливать тиснением штампом или лазерным резанием вместо простого отрезания от широкого полотна.
Применение перфораций в защищенных документах известно из уровня техники. Документ WO 97/18092 описывает защищенный документ с рисунком из мелких перфораций, которые видны при рассмотрении документа в проходящем свете и которые невидимы в отраженном свете. Эти и прочие примеры известного уровня техники предусматривают перфорирование всего документа обычно на последнем этапе способа его изготовления, например пробивка механическими средствами или лазерное резание.
Поэтому целью изобретения является обеспечение усовершенствованной защитной подложки, в которой отверстия, такие как перфорация или прорези, сформированы в первой волокнистой ленте, которую затем встраивают в главную волокнистую основу, в результате чего окончательная подложка выглядит по-разному в отраженном свете и в проходящем свете.
Изобретение представляет собой защитную подложку и включенную в нее волокнистую ленту; причем упомянутая волокнистая лента имеет по меньшей мере одно отверстие, причем форма по меньшей мере одного отверстия является неразличимой при рассматривании подложки в отраженном свете, но становится различимой при рассматривании подложки в проходящем свете.
Волокна из несущей основы предпочтительно формируют внутри по меньшей мере одно отверстие и формируют волокнистый слой на поверхности ленты по периметру отверстия. Тем самым волокна маскируют периметр.
Изобретение также обеспечивает способ формирования защитной подложки, согласно которому выполняют следующие этапы: формируют волокнистую ленту, причем упомянутая волокнистая лента имеет в себе по меньшей мере одно отверстие; формируют волокнистую несущую основу и встраивают волокнистую ленту в несущую основу во время формирования несущей основы.
Еще одним объектом изобретения является обеспечение усовершенствованного способа изготовления волокнистых защитных подложек, позволяющего включение удлиненного непроницаемого элемента, который делают видимыми в окнах на обеих поверхностях волокнистой защитной подложки.
Изобретение далее описывается в качестве примера, со ссылкой на прилагаемые чертежи, на которых:
фиг.1 - горизонтальная проекция защитной подложки согласно изобретению;
фиг.2 - горизонтальная проекция небольшого сечения подложки согласно фиг.1;
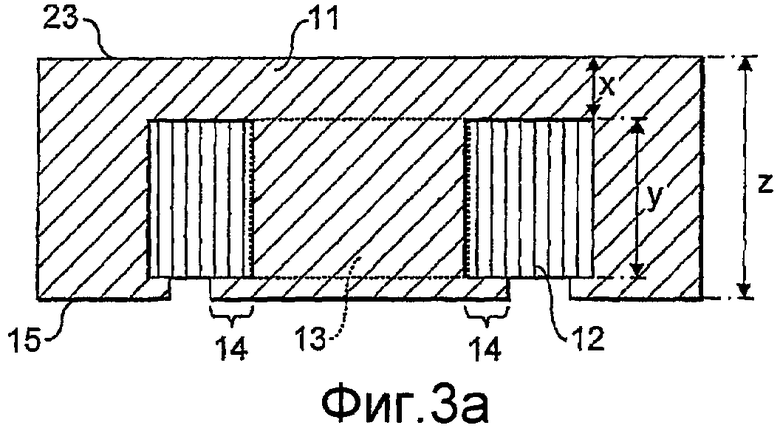
фиг.3а - выполненное по линии II-II поперечное сечение волокнистой подложки согласно фиг.2;
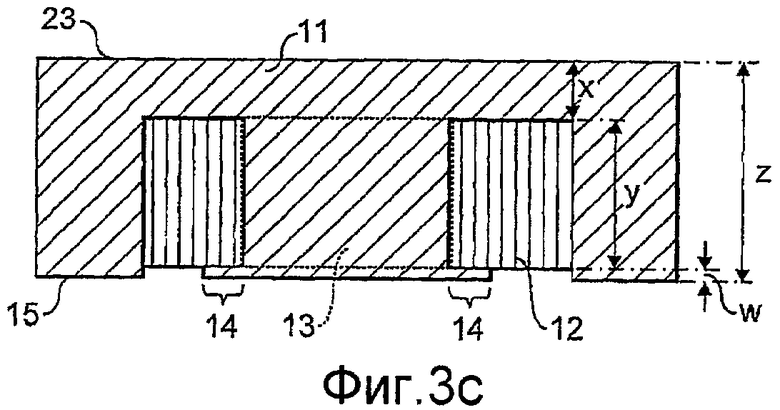
фиг.3b и 3 - сечения, эквивалентные сечению фиг.3а, для альтернативных вариантов осуществления подложки;
фиг.4 - горизонтальная проекция полотна основы, из которого формируют волокнистые ленты для защитной подложки согласно фиг.1;
фиг.5 - схема последовательности этапов предпочтительного способа изготовления подложки согласно фиг.1;
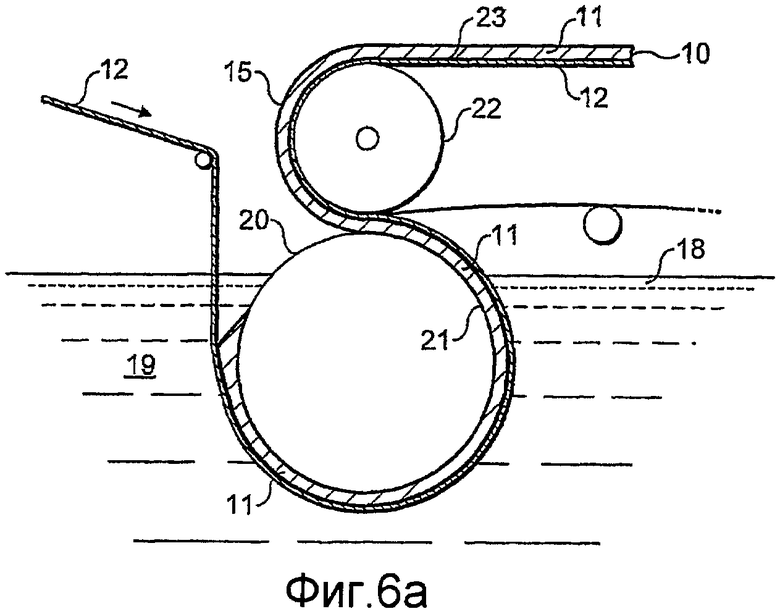
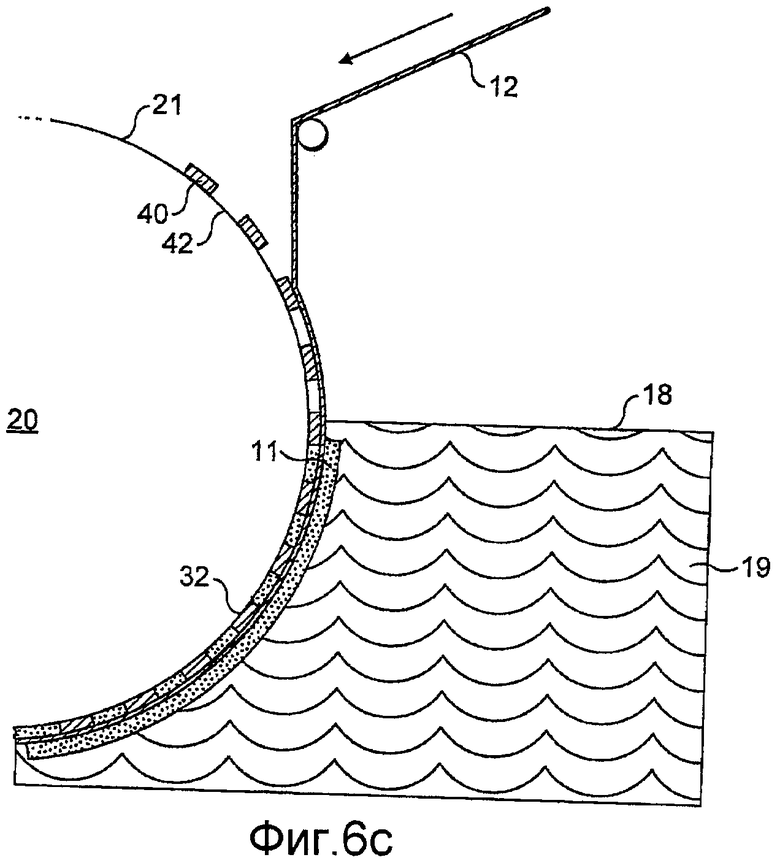
фиг.6a, 6b и 6c - схематические представления компонентов круглосеточных бумагоделательных машин, используемых для изготовления подложки, согласно фиг.1;
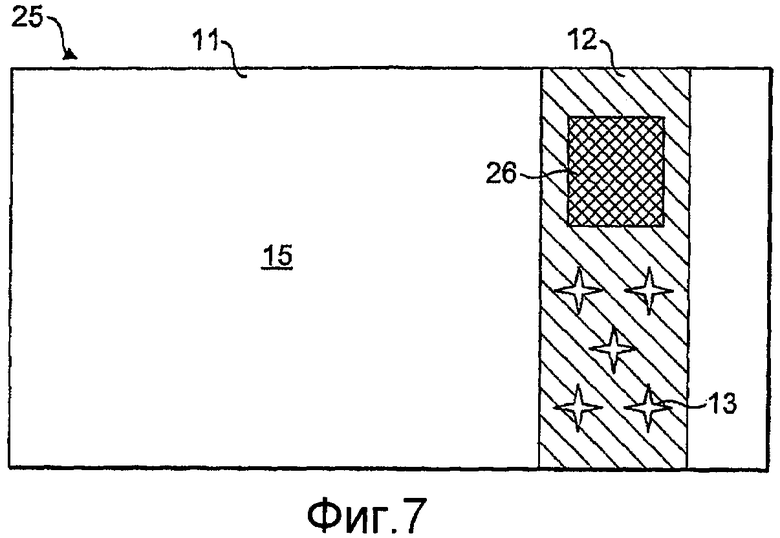
фиг.7 - горизонтальная проекция защитной подложки, альтернативной подложке согласно фиг.1;
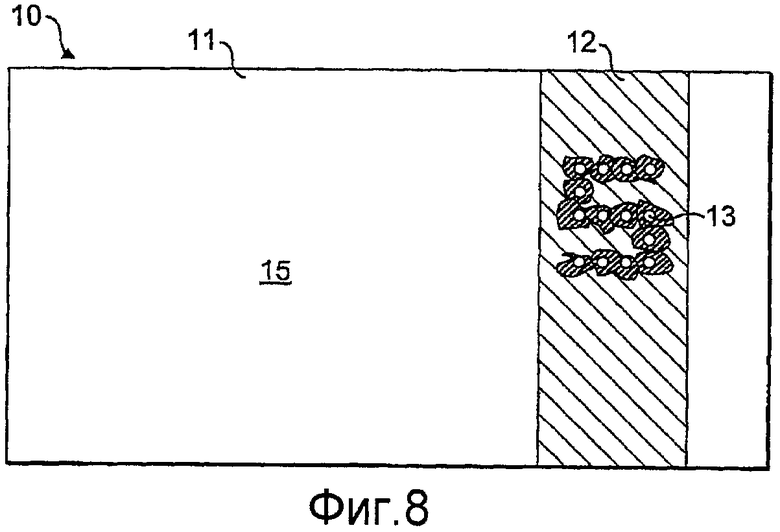
фиг.8 - горизонтальная проекция еще одной альтернативной защитной подложки, рассматриваемой в отраженном свете;
фиг.9 - горизонтальная проекция защитной подложки согласно фиг.8, рассматриваемой в проходящем свете;
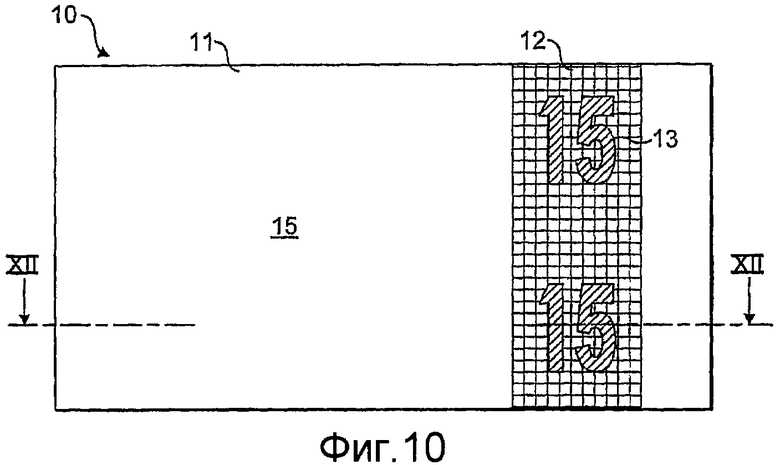
фиг.10 - горизонтальная проекция еще одной альтернативной защитной подложки согласно изобретению;
фиг.11 - сечение боковой проекции еще одной альтернативной защитной подложки согласно изобретению;
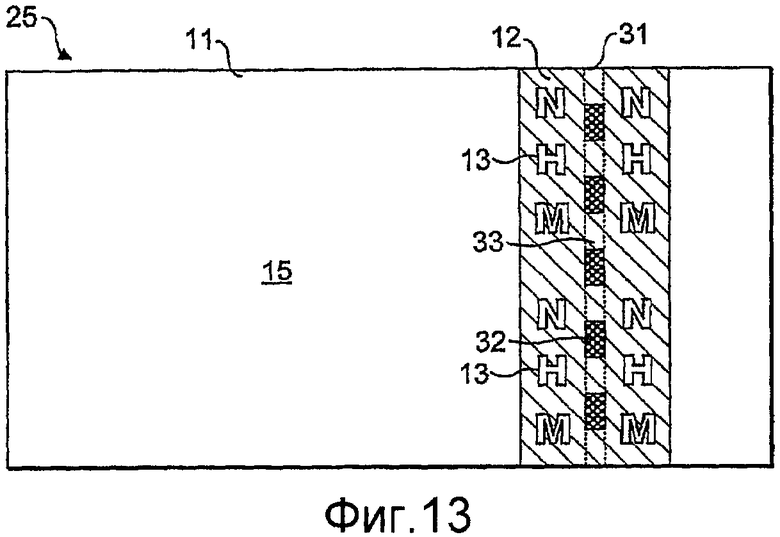
фиг.12 и 13 - горизонтальные проекции еще одних альтернативных защитных подложек согласно изобретению;
фиг.14 - схематическое изображение компонентов круглосеточной бумагоделательной машины, используемой для выполнения еще одного варианта осуществления подложки согласно изобретению;
фиг.15 - боковая проекция части формовочной оболочки круглосеточного цилиндра в машине, согласно фиг.14, в сечении, выполненном по линии XV-XV;
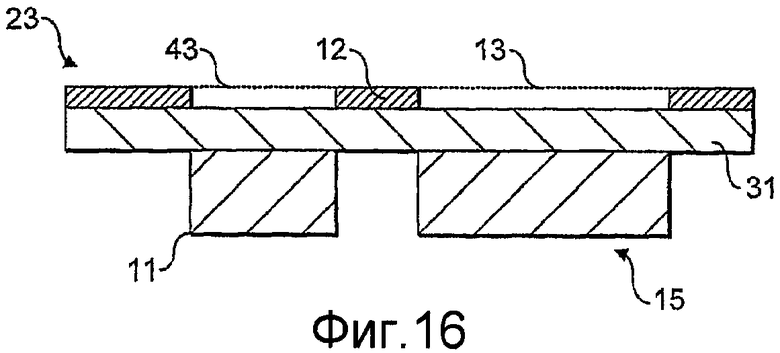
фиг.16 - боковая проекция части полотна подложки, изготовленного машиной, согласно фиг.14, в сечении, выполненном по линии XVI-XVI, согласно фиг.17 и 18;
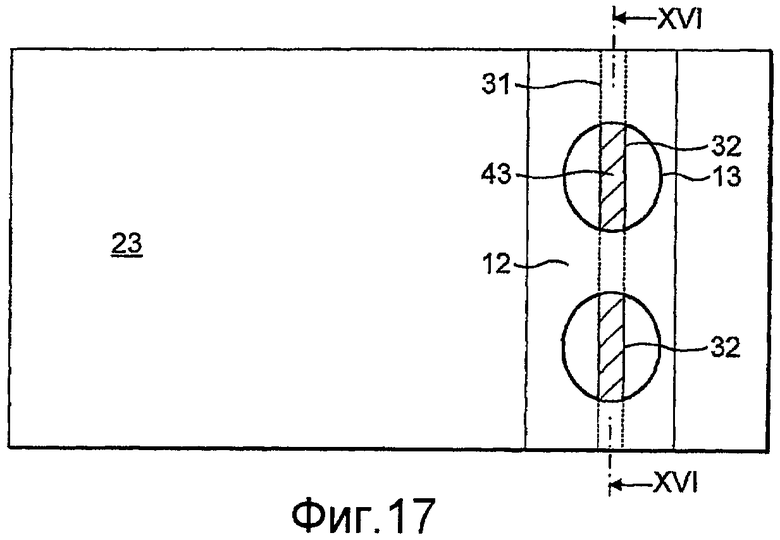
фиг.17 и 18 - передние и задние горизонтальные проекции защитной подложки согласно фиг.16;
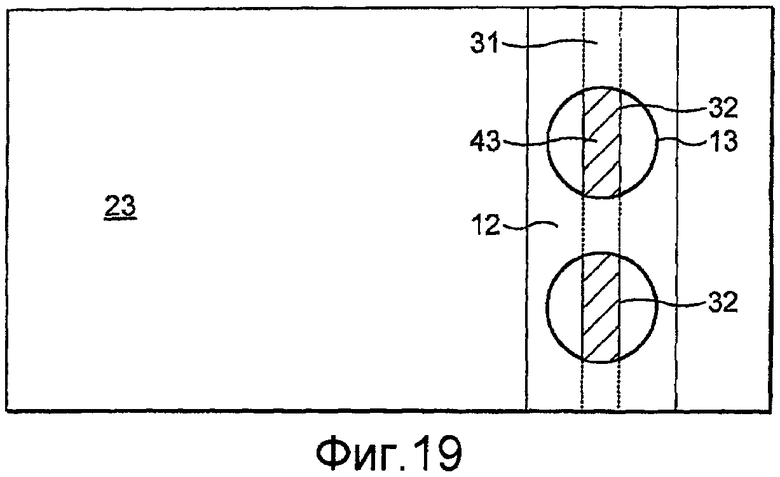
фиг.19 и 20 - передние и задние горизонтальные проекции подложки, альтернативной подложке согласно фиг.16;
фиг.21 и 22 - передняя и задняя вертикальные проекции части ленты, используемой в подложке, согласно изобретению;
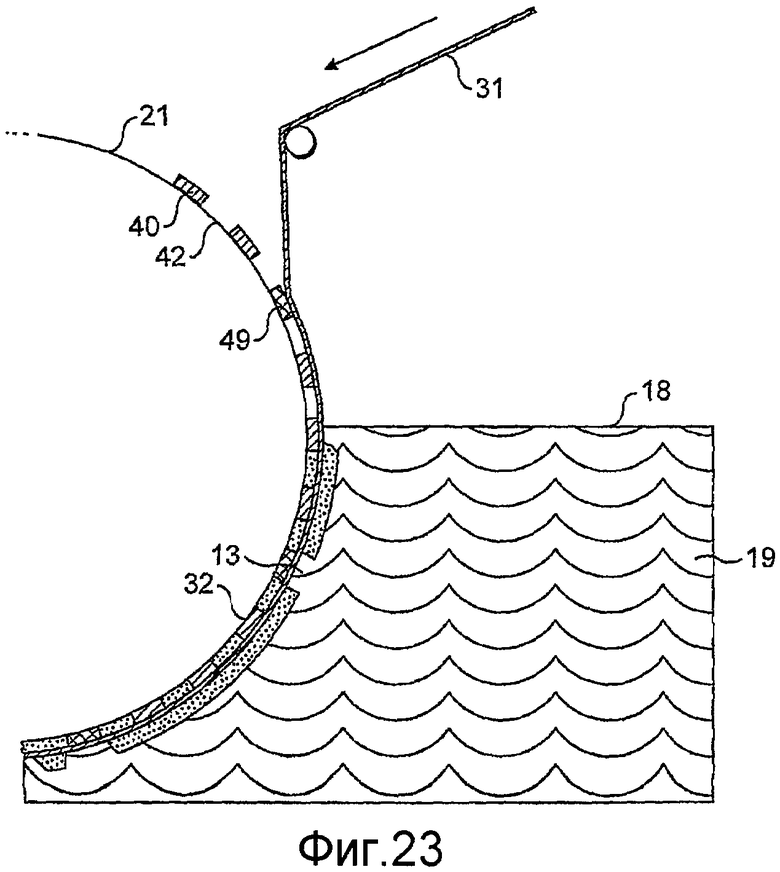
фиг.23 - сечение боковой проекции секции формовочной оболочки круглосеточного цилиндра бумагоделательной машины, используемого для изготовления ленты, согласно фиг.21 и 22; и
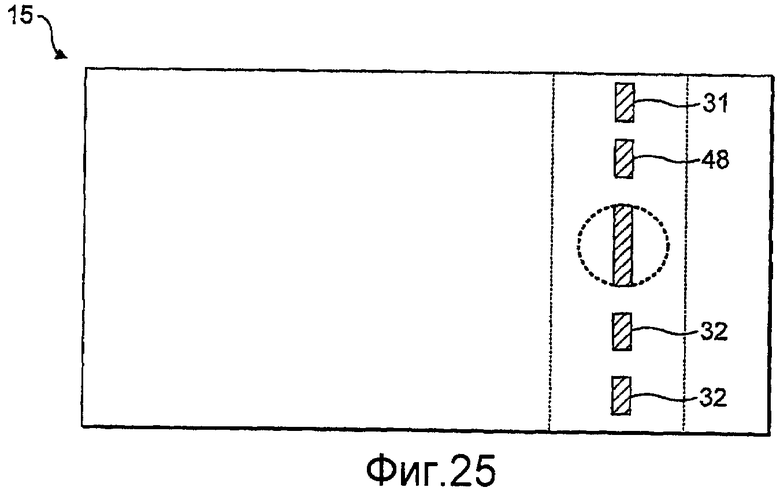
фиг.24 и 25 - передняя и задняя горизонтальные проекции еще одного альтернативного варианта осуществления защитной подложки.
Защитная подложка 10, согласно изобретению, содержит волокнистую несущую основу 11, в которую встроена волокнистая лента 12, и в которой по меньшей мере одно отверстие 13 в виде одной или более перфораций и/или прорезей сначала сформировано таким образом, что волокна из несущей основы 11 взаимодействуют с отверстием(ями) 13.
Фиг.1 показывает волокнистую подложку 10, согласно изобретению, содержащую встроенную волокнистую ленту 12, причем лента 12 выполнена видимой на одной из поверхностей 15 законченной подложки 10. Лента 12 имеет массив отверстий 13 в виде перфораций, заполненных волокнами несущей основы 11.
Фиг.2 показывает увеличенный вид перфораций 13; показано, как волокна из несущей основы 11 проходят за перфорации 13 ленты 12 и частично накрывают поверхность ленты 12 в участке 14 вокруг периметра перфораций 13.
Фиг.3а показывает поперечное сечение секции волокнистой подложки 10, показанной на фиг.2. Взаимодействие волокон несущей основы 11 с перфорациями 13 в ленте 12 характеризуются областью 14 наложения, в результате чего обеспечивается особый оптически изменяемый эффект.
То обстоятельство, что волокна из несущей основы 11 в некоторой степени налагаются на ленту 12, означает, что - при рассмотрении в отраженном свете - перфорации 13 в ленте 12 неразличимые или неясные. Таким образом, изображение или идентификационная информация, образуемая перфорациями 13 в ленте 12, являются расплывчатыми и плохо различимыми невооруженным глазом. Но при рассмотрении в проходящем свете перфорации 13 являются различимыми и ясными, наряду с соответствующим изображением или идентификационной информацией.
В предпочтительном способе изготовления, согласно изобретению, в соответствии с фиг.4 и 6, сначала изготавливают волокнистое полотно 17, содержащее несколько лент 12, расположенных в виде параллельных полос. Отверстия 13 можно ввести в ленту 12 во время изготовления бумаги - путем исключения нанесения волокон в определенных областях, методом создания «загороженных» или «запечатанных» мест на формовочной оболочке круглосеточного цилиндра. Либо ленты 12 можно перфорировать в последующем вторичном процессе, например, лазерным резанием или механической пробивкой.
Как вариант, клеящее покрытие можно нанести на первое полотно 17 при помощи ванны обычного размера, в которой полотно 17 погружают в клеящий полимер. Также можно использовать пресс обычного размера, содержащий пару валиков, в зону контакта которых наносят клей; и через эту зону пропускают сухое или частично сухое полотно. Альтернативно, клей можно нанести сначала на первое бумажное полотно 17 при помощи обычных способов нанесения покрытия, например, способом нанесения покрытия с помощью гравированного цилиндра. Альтернативой использованию клеящего покрытия является введение термоотверждающихся волокон в состав бумаги для бумажных лент 12, в результате чего под действием тепла во время высушивания несущей основы 11 волокна из ленты 12 внедряются в несущую основу 11. Первое волокнистое полотно 17 затем разрезают по обеим сторонам рядов отверстий 13 по линиям 16 отреза, в результате чего получают ленты 12.
Несущая основа 11 и лента 12 предпочтительно выполнены из бумажной массы на основе хлопка, но также можно использовать, как вариант, древесную целлюлозу, или искусственные волокна, или смесь природных или искусственных волокон. Лента 12 предпочтительно представляет собой имеющую низкую проницаемость волокнистую ленту и изготавливается круглосеточной бумагоделательной машиной, чтобы обеспечивать возможность включения в нее сложных средств защиты, хотя можно использовать и другие способы изготовления бумаги, такие как длинносеточный способ. Проницаемость волокнистой ленты 12 можно отрегулировать изменением размера сетки формовочной оболочки 21 круглосеточного цилиндра. Обычная банкнотная, имеющая низкую проницаемость бумажная подложка, содержащая сложные средства защиты, такие как водяные знаки и частично встроенный полимерный элемент защиты, изготавливается на тонкой сетке с типичным размером 70 (элементов подложки/дюйм) на 48 (элементов утока/дюйм) (70/48). Ленты 12 переменной проницаемости можно применить в этом изобретении только с одним требованием, состоящим в том, что готовая перфорированная лента 12 должна иметь достаточную прочность, будучи в работе, чтобы ее можно было встроить в несущую основу 11. В целях настоящего изобретения имеющая низкую проницаемость волокнистая лента 12 является такой лентой, которая, будучи помещенной на формирующую бумагу сетку (например, на формовочной оболочку круглосеточного цилиндра), ограничивает сток и задерживает нанесение волокна. Обычно лента 12 из волокнистой бумаги для использования в этом изобретении должна иметь пористость по Бендтсену в диапазоне 0-100 млс/мин.
Если лента 12 не используется для выполнения на ней сложных средств защиты, требующих низкую проницаемость (например, 0-100 мл/мин пористости по Бендтсену), то можно использовать более проницаемую ленту 12. Проницаемую ленту 12 можно изготовить при помощи формовочной оболочки 21 круглосеточного цилиндра с крупным размером сетки, например типичным размером сетки будет 20 (элементов подложки/дюйм) на 20 (элементов утока/дюйм) 20/20. Производимая из крупной сетки бумага содержит множество дискретных областей с пониженной плотностью волокон по сравнению с остальным полотном. Вода может легко проходить через области пониженной плотности волокна, в результате чего будет получена подложка с низкой проницаемостью. Еще одно преимущество использования сетки крупного размера заключается в том, что лента 12 будет иметь очень заметную водяную линию - явную при рассмотрении готового листа в проходящем свете, тем самым обеспечивая дополнительную защиту и улучшенный внешний вид. Если явно выраженная проволочная сетка не требуется, то проницаемую бумагу можно изготовить при помощи волокон, специально подобранных и обработанных для получения бумаги с высокой проницаемостью.
Для изготовления бумаги с высокой проницаемостью можно использовать и другие способы, включая гальваностереотипы, для выполнения небольших участков бумаги уменьшенной массы. Еще один способ заключается в нанесении водяных струй через цилиндр, вращающийся на сформированном, но еще влажном, бумажном мате. Цилиндр частично закрыт имеющим определенный рисунок трафаретом. При открытии этого трафарета вода проходит через цилиндр и смещает бумажное волокно, создавая участки с низкой, чуть ли не нулевой, массой, которые являются более пористыми, чем прилегающие участки. Эти способы могут обеспечивать определенные участки ленты 12 с высокой проницаемостью по сравнению с другими частями ленты 12.
Полотно несущей основы 11 предпочтительно изготавливают способом с применением круглосеточного цилиндра (фиг.6а). Круглосеточная бумагоделательная машина имеет ванну 18, содержащую взвесь бумажных волокон 19, в которую окунают основную часть цилиндра 20, расположенного горизонтально. Поверхность цилиндра 20 содержит формовочную оболочку 21 круглосеточного цилиндра, выполненную из проволочной сетки. Жидкость проходит через сетку, когда цилиндр 20 вращается, в результате чего бумажные волокна 19 наносятся на сетку и формируют полотно волокнистой основы 11, которую отделяют от цилиндра 20 гауч-валом 22, и отводят.
Упомянутый оптически переменный эффект, согласно изобретению, возникает по той причине, что волокна 19 из несущей основы 11 не ограничиваются полностью отверстиями 13 в ленте и налагаются на ленту 12, формируя волокнистый поверхностный слой по периметру отверстий 13. Степень и форма наложения особая в каждом отверстии 13, но в отраженном свете внешний вид первоначальных отверстий 13 расплывчатый. Наличие налагающихся друг на друга волокон распознается невооруженным глазом и создает дополнительное преимущество для защиты. Положение, в котором лента 12 контактирует с круглосеточным цилиндром 20 во время изготовления несущей основы 11, контролирует образование волокнистого поверхностного слоя по периметру отверстий 13 в ленте 12.
В предпочтительном варианте осуществления ленту 12 подают в ванну 18 в положении, в котором формовочная оболочка 21 круглосеточного цилиндра уже получила существенное покрытие волокон 19 до того, как лента 12 осуществит контакт, как показано на фиг.6а. В случае ленты с низкой проницаемостью: после контакта ленты 12 со сформированной основой 11 волокна 19 мало отлагаются или совсем не отлагаются на ленте 12, но волокна 19 продолжают наноситься вблизи ленты 12 и заполнять перфорации 13 в ленте 12, в результате чего получается лента 12, выполненная видимой на задней поверхности 15 защитной подложки 10. Задняя поверхность 15 является поверхностью, обращенной от формовочной оболочки 21 круглосеточного цилиндра во время формирования подложки 10. Передней поверхностью 23 является поверхность, которая обращена к формовочной оболочке 21 круглосеточного цилиндра.
Как показано на фиг.3а, толщина (у) ленты 12 предпочтительно составляет 20-70% толщины (z) несущей основы 11 и более предпочтительно 40-70% толщины (z) несущей основы 11. Толщина (x), указанная на фиг.3а, является толщиной волокон несущей основы 11, нанесенной на формовочной оболочке 21 круглосеточного цилиндра - перед контактом с формовочной оболочкой 21 круглосеточного цилиндра. Толщина (x) предпочтительно составляет 20-70% толщины (z) несущей основы и более предпочтительно 30-50% толщины (z) несущей основы 11. Чтобы волокна 19 заполнили перфорации 13 в ленте 12 и наложились на ленту 12, образуя волокнистый поверхностный слой по периметру перфораций 13, место, в котором лента 12 контактирует с формовочной оболочкой 21 круглосеточного цилиндра, регулируют таким образом, чтобы комбинированная толщина (x) волокон и толщина (у) ленты были предпочтительно меньше конечной толщины (z) несущей основы 11.
Включение ленты 12 в несущую основу 11, как описано со ссылкой на чертеж фиг.6а, таково, что имеется существенное покрытие из волокон 19 на передней поверхности 16 ленты 12, за счет чего улучшается долговечность законченной защитной подложки 10.
В альтернативном варианте осуществления имеющая низкую проницаемость волокнистая лента 12 контактирует с формовочной оболочкой 21 круглосеточного цилиндра до ее поступления в ванну, как показано на фиг.6b. Как и в предыдущем варианте осуществления, волокна 19 из несущей основы 11 заполняют перфорации 13 в ленте 12 и налагаются на ленту 12, образуя волокнистый слой на поверхности лент 12 по периметру перфораций 13. Отличие этого варианта осуществления состоит в том, что помимо нахождения лент 12 в открытом виде на задней поверхности 15 защитной подложки 10 имеет место пренебрежимо малое покрытие на противоположной передней поверхности 23, в результате которого лента 12 выполнена видимой на обеих сторонах защитной подложки 10. В этом осуществлении и обращаясь к фиг.3а, толщина (x) приблизительно равна нулю.
В альтернативном варианте осуществления, согласно фиг.6с, имеющая низкую проницаемость волокнистая лента 12 с одной или более перфорациями 13 включена в несущую основу 11 таким же способом, который описывается для удлиненных элементов в документе EP-A-00059056. Эта методика предусматривает тиснение формовочной оболочки 21 круглосеточного цилиндра для формирования рельефных участков 40 и введение в контакт ленты 12 с рельефными участками 40 формовочной оболочки 21 круглосеточного цилиндра - перед моментом контактного ввода в ванну с водной бумажной массой 19. Там, где имеющая низкую проницаемость лента 12 плотно контактирует с рельефными участками 40 тиснения, волокна не могут наноситься, и окна 32 формируются на передней поверхности 23 несущей основы 11. После того как законченная подложка 10 будет полностью сформирована и отделена гауч-валом от формовочной оболочки 21 круглосеточного цилиндра, воду извлекают из влажного волокнистого мата, и законченная подложка 10 проходит через процесс сушки. В законченной подложке 10 участки ленты 12, выполненные видимыми в окнах 32, являются видимыми в отраженном свете при рассматривании передней поверхности 23 подложки 10.
Фиг.3b показывает поперечное сечение, эквивалентное сечению, согласно фиг.3а, участка законченной подложки 10, в которой перфорация 13 в ленте 12 контактировала с рельефным участком 40 на круглосеточном цилиндре 21. В этом случае волокна 19 из несущей основы 11 заполняют перфорации 13 в ленте 12 и налагаются на ленту 12, формируя волокнистый слой толщиной (w) на поверхности ленты 12 по периметру перфораций 13. В рельефных участках лента 12 контактирует с формовочной оболочкой круглосеточного цилиндра перед поступлением в ванну и поэтому она выполнена видимой на обеих сторонах защитной подложки 10, и, как показано на фиг.3а, толщина (x) приблизительно нулевая.
Фиг.3с показывает поперечное сечение, эквивалентное фиг.3b, для варианта, согласно которому перфорация 13 в ленте 12 совпадает с промежутком 42 между двумя рельефными участками 40 на формовочной оболочке круглосеточного цилиндра. Волокна 19, формирующиеся под лентой 12, препятствуют стоку через перфорации 13, в результате чего толщина (w) налагающегося поверхностного слоя уменьшена по сравнению с вариантом, когда перфорации 13 контактируют с рельефными участками 40.
Разница в толщине (w) налагающегося поверхностного слоя, показанного на фиг.3b и 3c, обусловливает внешний вид перфорации 13 в ленте 12, который изменяется в зависимости от того, совпадает ли она с рельефным участком 40 на формовочной оболочке 21 круглосеточного цилиндра во время ее включения в несущую основу 11. Если смотреть на заднюю поверхность 15 подложки 10 в отраженном свете, то отверстие/перфорация 13 является неразличимым в большей степени и менее очевидным в участках, первоначально контактировавших с рельефными участками 40 формовочной оболочки 21 круглосеточного цилиндра по сравнению с участками, которые совпадали с промежутками 42 между рельефными участками 40. За счет этого обеспечивается дополнительный оптически переменный эффект при рассмотрении в отраженном свете, в результате чего создается сложность для потенциального подделывателя. Согласно одному из вариантов осуществления лента 12 может содержать крупное отверстие, которое частично совпадает с рельефными участками 40 и с промежутками 42 на формовочной оболочке 21 круглосеточного цилиндра. В этом случае внешний вид одиночного отверстия в отраженном свете будет изменяться по его длине.
Дополнительный бумажный слой можно нанести на заднюю поверхность 15 защитной подложки 10, чтобы покрыть выполненную видимой заднюю поверхность ленты 12. Дополнительный слой можно нанести отдельным способом ламинирования или его можно нанести одновременно с изготовлением главной подложки на короткосеточной бумагоделательной машине и совместить их во влажной секции бумагоделательной машины. Если смотреть на защитную подложку 10 в отраженном свете, то дополнительный бумажный слой будет в еще большей степени маскировать наличие перфораций 13 в бумажной ленте 12.
Согласно изобретению ширина ленты 12 не ограничивается, но ширина ленты 12 предпочтительно составляет 5-50 мм и более, предпочтительно 10-30 мм.
По меньшей мере одно отверстие 13 ленты 12, согласно изобретению, может иметь разные формы. Лента 12 может иметь одно крупное отверстие 13 в виде идентификационного изображения или может иметь массив более мелких перфораций 13, расположенных таким образом, что они формируют идентификационное изображение. Единственное ограничение по размеру отверстий/перфораций состоит в том, чтобы они были видны невооруженным глазом. Средний диаметр отверстий 13 предпочтительно находится в пределах 1-50 мм и более, предпочтительно 5-30 мм.
Как упомянуто выше, отверстия 13 можно сформировать во время бумагоделательного процесса изготовления ленты 12. Документ WO-A-0039391 описывает способ изготовления однослойной бумаги с не имеющими волокна участками путем загораживания одной или более определенных областей формовочной оболочки круглосеточного цилиндра, с последующим отложением слоя бумажных волокон на формовочную оболочку круглосеточного цилиндра вокруг загороженных областей. Загороженные области являются непроницаемыми и поэтому волокна на них по существу не отлагаются. Аналогичный способ изложен в документе WO-A-03054297. Загороженные области можно создавать прикреплением соответствующего металлического или полимерного элемента к формовочной оболочке круглосеточного цилиндра.
Как вариант, отверстие(я) 13 можно создать перфорированием ленты 12 после ее полного формирования и перед включением ее в несущую основу 11. Примеры соответствующих способов перфорирования ленты 12 включают в себя штамповку, высекание штампом, обточку, лазерную резку и резку струей воды.
Ленты 12 не обязательно должны иметь линейный край, и край ленты 12 может быть криволинейным либо может иметь геометрический рисунок, выполненный, например, лазером.
Экспериментальная работа показала, что в тех местах, где край ленты 12 имеет более тонкий волокнистый слой, чем основной массив ленты 12, имеется более высокий уровень сцепления с несущей основой 11 для ленты 12 с единообразной толщиной. Это объясняется тем, что когда ленту 12 повторно смачивают при введении в ванну 18 во время изготовления несущей основы 11, волокна тонкого волокнистого слоя ленты 12 имеют повышенную степень свободы перемещения по сравнению с более толстым слоем и способны спутываться и связываться более эффективно с волокнами несущей основы 11.
Предпочтительный способ изготовления ленты 12 с тонким волокнистым краем заключается в прикреплении непрерывных тонких проволок вокруг формовочной оболочки 21 круглосеточного цилиндра, чтобы обозначить край каждой ленты 12. Эта проволока в результате дает значительное увеличение стока и отложения волокна, формируя светлую линию в подложке вдоль края каждой ленты 12. Подложка значительно тоньше вдоль этих линий 16, и ее можно оторвать соответствующим валиком или наматывающим устройством. Отрывание, в противоположность разрезанию, приводит к появлению рваного волокнистого края, и это обстоятельство в еще большей степени усиливает связь края ленты с несущей основой 11.
Согласно еще одному варианту осуществления ленте 12 можно придавать разные свойства внешнего вида для несущей основы 11. Например, ленту 12 можно сформировать из красных волокон, в результате чего будет получена цветная перфорированная лента 12. Либо лента 12 может иметь непрозрачность большего или меньшего уровня по сравнению с несущей основой 11. И согласно еще одному примеру ленту 12 можно полностью или частично сформировать из фосфоресцентных или флуоресцентных волокон. В альтернативных вариантах осуществления ленту 12 можно окрасить обычным печатанием перед ее введением в несущую основу 11. Вместо сплошного окрашивания обычное печатание позволит нанести на ленту 12 определенный рисунок.
Помимо упорядоченного расположения отверстий или перфораций 13, лента 12 может иметь дополнительные средства защиты - с помощью тех же способов, что и для обычной подложки для банкнот. Такими средствами защиты могут быть имеющие несколько тонов водяные знаки, однотонные водяные знаки, обычно известные под названием гальваностереотипов, полимерные удлиненные элементы, содержащие вделанные в них нити и волокна, шелк или конфетти с соответствующими функциональными свойствами. Функциональные свойства могут включать в себя возбуждаемое ультрафиолетовым излучением флуоресцентное или фосфоресцентное излучение, магнитные свойства и видимые излучения, возбуждаемые инфракрасным излучением.
Имеющие несколько тонов водяные знаки можно сформировать в ленте 12 тиснением проволочной сетки формовочной оболочки 21 круглосеточного цилиндра, прикрепленной к круглосеточному цилиндру 20. При тиснении формовочной оболочки 21 подробным изображением волокна 19 отлагаются с меньшей или большей толщиной на выступающих или углубленных элементах тиснения, образуя полностью трехмерный водяной знак в бумаге. Альтернативным средством защиты является однотонный светлый элемент, обычно известный под названием гальваностереотипного водяного знака. Его создают прикреплением металлического гальваностереотипа или полимерных уплотняющих соединений к формовочной оболочке 21 круглосеточного цилиндра, в результате чего обеспечивается значительное уменьшение стока или отложение волокна с образованием водяного знака в бумаге.
Согласно еще одному варианту осуществления изобретения лента 12 может содержать удлиненный защитный элемент или нить. Включение удлиненных элементов или защитных нитей в защищенную бумагу хорошо известно и подробно описано в патентной литературе. Эти нити могут быть полностью или частично встроены в ленту 12. Обычно частично встроенные нити называют «оконными», т.к. имеющие нити поверхности через правильные интервалы на поверхности подложки выглядят как ряды окон. Имеется описание нескольких способов изготовления защищенной бумаги с так называемыми оконными нитями, и одним из них является описание согласно документу EP-A-59056. Бумагу все еще изготавливают согласно способу документа EP-A-0059056 и реализуют с торговым названием Stardust®.
Согласно еще одному варианту осуществления изобретения волокнистая лента 12 имеет удлиненный элемент, частично встроенный в нее, и по меньшей мере одно дискретное отверстие, проходящее сквозь волокнистую ленту 12, делая видимым по меньшей мере часть удлиненного элемента; и при этом один край удлиненного элемента видим в отверстии(ях) 13. Способ для изготовления этого бумажного полотна с удлиненным элементом, видимым в отверстии, изложен в документе WO-A-04001130.
Еще одно преимущество предлагаемого изобретения заключается в том, что изготовление ленты 12 полностью относится к созданию средств защиты. Это позволяет использовать волокна определенного типа или определенных характеристик для усовершенствования средств защиты. Это особо целесообразно для перфорированной или имеющей отверстия ленты 12, содержащей водяной знак, в котором короткие волокна улучшают резкость водяного знака. Но короткие волокна ухудшают прочность и долговечность, и предлагаемый способ позволяет оптимизировать волокна в несущей основе 11 в отношении их прочности и долговечности. В бумажной промышленности хорошо известно, что прочность на перегиб и сопротивление при растяжении улучшаются, как правило, за счет введения более длинных волокон или искусственных волокон и поэтому, например, прочность несущей основы 11 можно оптимизировать при помощи искусственных волокон из PVOH согласно документу EP-A-873448 B1. Получаемая при этом законченная подложка имеет средство защиты более высокого качества, имеет повышенную прочность и долговечность по сравнению с вариантом, когда средство защиты включают в подложку во время изготовления конечного документа.
Лента 12 может пройти несколько необязательных дополнительных этапов обработки - до того, как она будет включена в несущую основу 11. Для обеспечения дополнительной защиты изображения можно напечатать на ленте 12 с помощью обычных технологий защитной печати, таких как: глубокая печать, трафаретная печать, литография, металлографская печать и др. Поверхность ленты 12 можно видоизменить тиснением или нанесением осязаемой краски, чтобы в конечном документе ленту 12 можно было определить осязанием.
Чтобы обеспечить полное сцепление лент 12 с несущей основой 11, на одну или на обе стороны ленты 12 можно нанести термоклей или водорастворимый клей обычными методами нанесения покрытия или печатания. В предпочтительном варианте осуществления, предусматривающем введение ленты 12 в несущую основу 11 так, что она выходит на заднюю поверхность 15 законченной защитной подложки 10, клей можно нанести только по краю ленты 12 на выходящей стороне, чтобы приклеить волокна из несущей основы 11, которые налагаются на край ленты 12.
Дополнительная выгода отверстий 13 в ленте 12 с низкой проницаемостью заключается в том, что по причине их наличия усиливается сцепление ленты 12 с несущей основой 11 в связи с тем, что волокна подложки присутствуют на обеих сторонах ленты 12. Если отверстий 13 не будет, то волокна из несущей основы 11 будут прикреплены только к одной поверхности ленты 12, т.е. к поверхности, которая не видима на задней стороне 23 защитной подложки 10. Но когда эти отверстия 13 есть, то волокна из несущей основы 11 заполнят отверстия 13 и прикрепятся к ленте 12 на противоположной стороне ленты 12. Сцеплению между лентой 12 с низкой проницаемостью и волокнистой несущей основой 11 предпочтительно содействует ряд отверстий вдоль одного или обоих длинных краев ленты 12 (фиг.13). Альтернативно, можно выполнить ряд отверстий посередине ленты (фиг.1) или массив отверстий по всей поверхности ленты 12. Эксперименты показали, что сцепление ленты 12 с несущей основой улучшается, если отверстия имеют размер в пределах 0,5-2 мм в ширину и 0,5-4 мм в длину и интервал между отверстиями составляет около 1-3 мм.
Помимо включения ленты 12, несущая основа 11 может также содержать обычные средства защиты банкнот, например, имеющие несколько тонов водяные знаки, однотонные водяные знаки, обычно известные под названием гальваностереотипов, полимерные удлиненные элементы, содержащие вделанные в них нити и волокна, шелк или конфетти с соответствующими функциональными свойствами. Функциональные свойства могут включать в себя возбуждаемое ультрафиолетовым излучением флуоресцентное или фосфоресцентное излучение, магнитные свойства и видимые излучения, возбуждаемые инфракрасным излучением. Средства защиты включают в основу обычными методами таким же образом, излагаемым выше для ленты 12.
Опционально выполняют совмещение положения ленты 12 со средствами защиты в несущей основе 11. Совмещение отверстий или перфораций 13 в ленте 12 можно выполнить в отношении таких средств защиты на несущей основе 11, как водяные знаки или гальваностереотипы. Например, ленту 12 можно расположить непосредственно под водяным знаком или в прилегании к водяному знаку, в результате чего изображение, наблюдаемое благодаря наличию отверстий или перфораций, будет связано с изображением водяного знака или будет завершать водяной знак.
Фиг.7-13 показывают несколько альтернативных вариантов осуществления изобретения. Фиг.7 показывает пример защитной подложки 10, согласно изобретению, содержащей низкую проницаемость бумажную ленту 12, и в которой бумажная лента 12 содержит первое защитное средство, обеспечиваемое отверстиями 13 в виде составляющих идентификационную информацию звезд; и еще одно средство защиты в виде обычного, имеющего несколько тонов, водяного знака 26. Как упомянуто выше, волокна из несущей основы 11 просматриваются через отверстия 13 в ленте 12. В этом осуществлении лента 12 имеет состав, окраска которого отличается по цвету от несущей основы 11. Например, если несущая основа 11 по существу белая и лента 12 имеет оттенок синего, то при рассмотрении несущей основы 11 в отраженном свете со стороны выполненной видимой ленты 12 синяя полоса будет смотреться как включающая в себя белые звезды. Но поскольку белые волокна из несущей основы 11 заполняют имеющие форму звезды отверстия 13 ленты 12 и образуют поверхностный слой по периметру отверстий 13, поэтому край звезд не будет четким и будет выглядеть расплывчатым и с плохой резкостью при рассмотрении в отраженном свете. Тот факт, что наличие белых волокон вокруг каждой звезды можно определить невооруженным глазом на синем фоне, создает дополнительное средство защиты. Подделыватель, просто печатающий белые звезды на синем фоне, не сможет повторить этот расплывчатый волокнистый край. В противоположность рассматриванию документа в проходящем свете можно будет ясно видеть четкое изображение звезд на фоне цветной ленты 12. Тот факт, что лента 12 имеет другой цвет по сравнению с несущей основой 11, обеспечивает дополнительное средство защиты и существенно усиливает контраст для фигурных отверстий при рассмотрении в проходящем свете. Альтернативно ленту 12 можно выполнить из состава того же цвета, что и несущую основу 11, но с отличающейся еще одной видимой характеристикой, такой как непрозрачность или плотность; и в этом случае идентификационная информация, сформированная из контура перфораций 13, будет фактически невидимой в отраженном свете, но легко различимой в проходящем свете.
В еще одном варианте осуществления, согласно фиг.8 и 9, имеющая низкую проницаемость бумажная лента 12 имеет массив небольших круглых перфораций 13, расположение которых образует цифру 5. В этом примере бумажная лента 12 сделана из состава бумаги, имеющего меньшую непрозрачность, чем непрозрачность несущей основы 11. Перфорации 13 формируют во время изготовления бумаги для ленты 12 загораживанием формовочной оболочки круглосеточного цилиндра, на которую наносят бумажные волокна. Имеющую определенный рисунок бумажную ленту 12 затем включают в несущую основу 11 - в соответствии с приведенным выше описанием. Волокна из несущей основы 11 образуются в перфорациях 13 ленты 12 и ненамного налагаются на периметр перфораций 13 таким образом, что при рассмотрении в отраженном свете перфорированные участки ясно не различаются, и присутствует по существу не воспринимающееся «расплывчатое» изображение цифры 5 (фиг.8). Но при рассмотрении в проходящем свете наличие ленты 12 сразу становится заметным из-за разности непрозрачности относительно несущей основы 11, и перфорации 13 ленты 12 видны ясно и четко в ленте 12 как резкие круги, образующие цифру 5 (фиг.9).
Фиг.10 показывает пример защитной подложки 10, содержащей проницаемую ленту 12, предпочтительно бумажную и изготавливаемую с помощью проволочной сетки крупного размера. Лента 12 выполнена по существу из того же состава, что и несущая основа 11 и поэтому ее трудно увидеть в отраженном свете, но в проходящем свете лента 12 отличается явной водяной линией, четко ее отличающей от несущей основы 11. Помимо этого, отверстия 13 в форме цифр «1» и «5» созданы в ленте 12 перед ее включением в несущую основу 11 - лазерной резкой. Как и в предыдущих примерах, создаваемая отверстиями 13 идентификационная информация четко не видна в отраженном свете, но становится четкой и легко различимой в проходящем свете.
В альтернативном варианте осуществления защитной подложки 10 с проницаемой лентой 12 эта проницаемая лента 12 пропитана светопропускающим полимером или лаком. Лак можно нанести во время изготовления ленты 12 или отдельным способом печатания или нанесения покрытия. Придание светопропускаемости проницаемому бумажному листу пропиткой полимером хорошо известно из уровня техники, например документы US-A-2021141, GB-A-1489084, US-A-5118526, US-A-4513056. Бумажную ленту 12 затем перфорируют в виде идентификационной информации и включают в несущую основу 11 - согласно описанию со ссылкой на фиг.6а. Полимерная пропитка снижает проницаемость бумажной ленты 12, в результате чего в ее присутствии в основе 11 очень немногие волокна отлагаются на ленте 12, но волокна 19 продолжают отлагаться в примыкании к ленте 12 и заполнять перфорации 13 в ленте 12 и налагаться на ленту 12, образуя волокнистый поверхностный слой по периметру перфораций 13. Перфорации 13 в ленте 12 поэтому выглядят неразличимыми в отраженном свете, но резкими и легко просматриваемыми в проходящем свете. В этом варианте осуществления бумажная лента 12 выглядит светлее, чем несущая основа 11, по причине придающего прозрачность эффекта пропитывающего полимера.
Фиг.11 показывает поперечное сечение защитной подложки 10, содержащей перфорированную, с низкой проницаемостью ленту 12, цвет которой отличается от несущей основы 11. Например, несущая основа 11 белая и лента 12 синяя. Несущая основа 11 имеет обычный имеющий несколько тонов, водяной знак 30, отличающийся тем, что содержит участок неправильной толщины на верхней поверхности основы 11. Лента 12 имеет совмещение в поперечном направлении с водяным знаком 30, в результате чего она расположена непосредственно под основой 11 и выходит на поверхность на противоположной стороне основы 11 к водяному знаку 30. При рассмотрении в проходящем свете цвет ленты 12 выделяет водяной знак 30 и привлекает внимание проверяющего к водяному знаку 30. Защита также усилена за счет того, что положение и содержание перфораций 13 соответствует рисунку водяного знака 30 либо рисунок перфораций 13 может завершать изображение водяного знака 30. В этом примере водяной знак 30 имеет вид крупной звезды, и перфорации 13 имеют вид мелких звезд над и под водяным знаком (фиг.12).
Фиг.13 показывает защитную подложку 10, содержащую перфорированную, имеющую низкую проницаемость ленту 12, имеющую частично встроенный элемент защиты в виде нити 31, видимый в окнах 32. Лента 12 включена в несущую основу, как описано со ссылкой на фиг.6а, при этом лента 12 ориентирована таким образом, что открытые снаружи окна обращены от формовочной оболочки круглосеточного цилиндра. При выходе ленты 12 на заднюю поверхность 15 подложки 10 окна 32 не закрыты волокнами несущей основы 11, и оптические характеристики обычной оконной нити сохраняются.
Цвет ленты 12, согласно фиг.13, отличается от цвета несущей основы 11. При рассмотрении подложки 10 в отраженном свете, с той же стороны выходящей на поверхность ленты 12, видна цветная полоса, посередине которой находится оконная полимерная нить 31. В отраженном свете перфорации 13 в виде букв "NHM" являются расплывчатыми и трудноразличимыми, но в проходящем свете нить 31 видна как единообразная темная полоса, и перфорации 13 становятся очевидными. Цвет ленты 12 обеспечивает дополнительную защиту и также он привлекает внимание обычного пользователя к защитной нити 31.
Согласно еще одному варианту осуществления (не показано) перфорированная лента 12 содержит частично встроенную полимерную нить 31, совмещенную в поперечном направлении со средством защиты в несущей основе 11. Например, ленту 12, показанную на фиг.13, можно расположить непосредственно под имеющим несколько тонов водяным знаком 30 в несущей основе 11. В этом случае защиту можно усилить коррелированием рисунка водяного знака 30 либо с рисунком перфораций 13, формой окон 32 или с оптической информацией в окнах 32. Например, полимерную нить 31 можно использовать для отображения голографического рисунка, чтобы просматриваемая в окнах 32 голограмма имела тот же рисунок, что и водяной знак 30. При просматривании подложки 10 в отраженном свете со стороны открытой снаружи ленты 12 окна 32 будут видны с повторяющимся голографическим изображением, и при рассмотрении в проходящем свете водяной знак 30 того же изображения будет виден непосредственно за оконной нитью 31, указывая проверяющему на явную связь между средствами защиты.
Согласно еще одному варианту осуществления изобретения лента 12 из низкопроницаемой бумаги, содержащая одно или более отверстий 13, включена в несущую основу 11 в комбинации с обычным удлиненным непроницаемым элементом 31 таким образом, что удлиненный непроницаемый элемент 31 контактирует с формовочной оболочкой 21 круглосеточного цилиндра через отверстия 13 в ленте 12 и, тем самым, с участками 43 удлиненного непроницаемого элемента 31, совпадающими с отверстиями 13 на поверхности ленты 12 на передней стороне 23 законченной подложки 10 в окнах 32. Участки 44 удлиненного полимерного элемента 31, не совпадающие с отверстиями 13 в ленте и расположенные на поверхности ленты 12 в сторону от формовочной оболочки 21 круглосеточного цилиндра, будут выходить на поверхность задней стороны 15 несущей основы 11, поскольку волокна не отложатся на низкопроницаемой бумажной ленте 12. Таким образом, удлиненный непроницаемый элемент 31 является видимым в одном или более окон 32 и на передней, и на задней сторонах 23, 15 законченной подложки 10.
Фиг.14-18 показывают вариант осуществления предлагаемого изобретения, обеспечивающий возможность включения удлиненного непроницаемого элемента 31 таким образом, чтобы тот был видим на обеих поверхностях 23, 15 законченной подложки 10. Волокнистая лента 12 из низкопроницаемой бумаги содержит ряд отверстий 13, расположенных вдоль ленты 12. Отверстия 13 можно сформировать во время изготовления бумаги для ленты 12 загораживанием формовочной оболочки 21 круглосеточного цилиндра, на которой отлагаются бумажные волокна 19. Либо отверстия можно сформировать перфорированием ленты 12 после ее полного формирования и до включения ее в несущую основу 11. Примеры соответствующих способов для перфорирования ленты 12 включают в себя штамповку, высекание штампом, обточку и лазерную резку и резку водяной струей.
Включенная в несущую основу 11 лента 12 показана на фиг.14. В этом примере лента 12 и несущая основа 11 выполнены из одинакового состава. Ленту 12 комбинируют с удлиненным непроницаемым элементом 31 непосредственно перед контактом ленты 12 с круглосеточным цилиндром 20. Удлиненный непроницаемый элемент 31 и ленту 12 прилагают друг к другу таким образом, чтобы удлиненный элемент 31 контактировал с лентой 12 на той стороне ленты 12, которая обращена от формовочной оболочки 21 круглосеточного цилиндра. Удлиненный непроницаемый элемент 31 расположен таким образом, что находится поперек одного или более отверстий 13 в ленте 12. Эту объединенную конструкцию затем вводят в контакт с формовочной оболочкой 21 круглосеточного цилиндра (фиг.15) до того, как круглосеточный цилиндр 20 войдет в жидкость в ванне 18; причем результат будет таким, что лента 12 будет видима на передней поверхности 23 законченной защитной подложки 10 (фиг.16). При этом участки 43 удлиненного непроницаемого элемента 31 на отверстиях 13 в ленте также будут контактировать с формовочной оболочкой 21 круглосеточного цилиндра и аналогично будут видимыми на передней поверхности 23 законченной защитной подложки 10. Если низкопроницаемая лента 12 будет хорошо уплотнена, то ограниченный сток своим результатом будет иметь отложение немногих волокон 19 или отсутствие этого отложения на задней поверхности 15 ленты 12, хотя волокна 19 будут продолжать скапливаться вблизи ленты 12 с тем результатом, что лента 12 будет по существу открыта снаружи на задней поверхности 15 законченной защитной подложки 10. Волокна, формирующие несущую основу, будут продолжать формирование отверстий 13 в ленте 12 и налагаться на ленту 12, образуя волокнистый слой на поверхности ленты 12 по периметру отверстий 13.
Если удлиненный непроницаемый элемент 31 достаточно узкий и поэтому не мешает отложению волокон, то волокна 19 тоже будут формироваться на участках 43 непроницаемого удлиненного элемента 31, в результате чего он будет видим только на передней стороне законченной подложки 10. В результате будет образован удлиненный непроницаемый элемент 31, видимый на чередующихся окнах 32 на передней и задней поверхностях 23, 15 законченной подложки 10, как показано на фиг.17 (передняя сторона) и фиг.18 (задняя сторона). Для обеспечения возможности отложения волокон непроницаемый удлиненный элемент 31 должен предпочтительно иметь ширину менее 3 мм и более предпочтительно - менее 2 мм.
Если удлиненный элемент 31 настолько крупный, что будет помехой отложению волокон из-за своей ширины, не перекрываемой волокнами, то участки 43 непроницаемого элемента 31 будут видны и на передней, и на задней поверхностях 23, 15 законченной подложки 10 (фиг.19 и 20). При этом непроницаемый удлиненный элемент 31 предпочтительно имеет ширину более 3 мм и более предпочтительно свыше 6 мм.
Для вариантов осуществления, согласно фиг.14-20, ленту 12 и удлиненный непроницаемый элемент 31 можно вводить в бумагоделательную машину по-разному. Согласно одному из способов ленту 12 и удлиненный непроницаемый элемент 31 можно доставлять на отдельные валики с использованием направляющих бобин, которые будут обеспечивать их контакт в надлежащем месте. Либо ленту 12 и удлиненный непроницаемый элемент 31 можно ввести в контакт на отдельном этапе - до бумагоделательного процесса, и ввести в бумагоделательную машину с того же валика. Как необязательный вариант: клеящий слой можно использовать для связи ленты 12 с удлиненным непроницаемым элементом 31; причем эту клеящую связь можно выполнить до поступления в бумагоделательную машину, например, способом клеящего ламинирования или по время изготовления бумаги с использованием клея, активируемого при нагревании или во влаге.
В предпочтительном варианте осуществления удлиненный непроницаемый элемент 31 вводят в волокнистую ленту 12 во время ее изготовления. Это можно осуществить способом изготовления волокнистых подложек согласно документу WO-A-04001130. Лента 12, показанная на фиг.21 и 22 на виде с передней поверхности 45 и задней поверхности 46, содержит частично встроенный удлиненный непроницаемый элемент 31 и одно или более отверстий 13, в которых видны обе поверхности участков 47 удлиненного непроницаемого элемента 31. Лента 12 также содержит обычные окна 32 согласно документу EP-A-0059056, в которых видна только одна поверхность участков 48 удлиненного непроницаемого элемента 31.
Способ изготовления низкопроницаемой ленты 12, показанной на фиг.21 и 22, иллюстрируется на фиг.23. Пористая опорная поверхность, выполненная, например, в виде формовочной оболочки 21 круглосеточного цилиндра, изготовлена известным способом. Формовочная оболочка 21 круглосеточного цилиндра имеет множество ограничивающих сток участков 49. Эти участки можно создать, например, за счет прикрепления загораживающего материала к формовочной оболочке 21 круглосеточного цилиндра. Загораживающим материалом обычно является металл, привариваемый к формовочной оболочке 21 круглосеточного цилиндра. Другими загораживающими материалами являются парафин, полимер или другой материал, который можно надежно прикрепить к формовочной оболочке 21 круглосеточного цилиндра, чтобы исключить сток воды из волокнистой массы 19 и поэтому предотвратить отложение волокон. Эти ограничивающие сток участки 49 определяют форму отверстий 13 в ленте 12.
Формовочная оболочка 21 круглосеточного цилиндра также имеет тисненые рельефные участки 40, используемые для создания обычных окон 32. Удлиненный непроницаемый элемент 31 вводят в контакт и с рельефными участками 40 и с ограничивающими сток участками 49 на формовочной оболочке 21 круглосеточного цилиндра до момента контактного ввода в ванну с водной бумажной массой 19. Там, где происходит плотный контакт удлиненного непроницаемого элемента 31 с рельефными участками тиснения, волокна не отлагаются, и окна 32 формируются на передней поверхности 45 бумажной ленты 12, которая контактировала с формовочной оболочкой 21 круглосеточного цилиндра. Если удлиненный непроницаемый элемент 31 недостаточно широк, чтобы предотвратить отложение волокон, то волокна будут отлагаться на непроницаемом элементе 31 в контакте с рельефными участками 40, в результате чего он не будет видим на задней поверхности 45 бумажной ленты 12. Участки 49 ограничения стока слабо покрыты волокнами либо не покрыты ими вообще. Но в промежутках 42, которые являются плоскими участками свободного стока, создается полное покрытие волокнами. Поэтому после удаления подложки, используемой для формирования бумажной ленты 12, с формовочной оболочки 21 круглосеточного цилиндра удлиненный непроницаемый элемент будет видим с обеих сторон ленты 12 в отверстиях, соответствующих участкам 49 ограничения стока, и видим с одной поверхности бумажной ленты 12 в окнах 32, соответствующих рельефным тисненым участкам 40. В участках между окнами 32 и отверстиями удлиненный элемент 31 полностью встроен в ленту 12.
Показываемую на фиг.21 и 22 низкопроницаемую ленту 12 затем включают в несущую основу 11, как описано выше со ссылкой на фиг.6b, до поступления круглосеточного цилиндра 20 в жидкость в ванне 18; при этом обычные окна 32 будут обращены от формовочной оболочки 21 круглосеточного цилиндра. Лента 12 видна на передней поверхности 23 законченной защитной подложки 10. Помимо этого, участки 47 удлиненного элемента 31 на отверстиях 13 в ленте 12 также контактируют с круглосеточным цилиндром 20 и аналогично видны на передней поверхности 23 законченной защитной подложки 10 (фиг.24). Если удлиненный непроницаемый элемент достаточно узкий, чтобы не мешать отложению волокон, то волокна 19 также будут формироваться на участках 47 удлиненного непроницаемого элемента 40 и поэтому он будет видим только на передней стороне 23 законченной подложки 10. Волокна, формирующие несущую основу 11, будут продолжать формироваться в отверстиях 13 в ленте 12. Поскольку лента 12 имеет низкую проницаемость, то она тоже будет видна на задней поверхности 15 законченной защитной подложки 10, и поэтому обычные окна 32 не будут покрыты волокнами несущей основы 11, и поэтому участки 48 удлиненного непроницаемого элемента 31 будут видны на задней поверхности 15 (фиг.25).
Способ включения удлиненного непроницаемого элемента 31 в несущую основу 11 таким образом, что он виден в окнах на обеих поверхностях 15, 23 в разных осуществлениях, согласно фиг.14-24, обеспечивает возможность полного регулирования степени и положения видимого снаружи состояния удлиненного непроницаемого элемента 31 в защитной подложке 10. Например, удлиненный непроницаемый элемент 31 может быть видимым на обеих поверхностях 15, 23 законченной подложки 10 в чередующемся порядке (фиг.15-18), или в совпадении (фиг.19), или таким образом, что удлиненный непроницаемый элемент 31 может быть видимым в окнах 32 на одной поверхности и только в одном окне 13 на второй поверхности (фиг.24 и 25).
Таким образом, подложки 10, выполненные в соответствии с изобретением, имеют то преимущество, что отверстия 13 в бумажной ленте 12 обеспечивают средство защиты, которое не является различимым при рассмотрении подложки 10 в отраженном свете, но различимым при рассмотрении подложки 10 в проходящем свете. Отверстие 13 также выполняет вторую функцию, которая заключается в увеличении степени открытости снаружи удлиненного непроницаемого элемента 31, а не только на обеих поверхностях подложки, и это означает, что его можно использовать наилучшим возможным образом. Это - важное обстоятельство, т.к. создание такого удлиненного непроницаемого элемента может быть дорогостоящим.
Удлиненный непроницаемый элемент 31 предпочтительно выполнен из прозрачного сложного полиэфира, хотя для него можно использовать и другие материалы, такие как полиэтилен или полипропилен, и этот элемент может иметь неизменную или переменную ширину. Удлиненные непроницаемые элементы предпочтительно имеют слой клеящего вещества, который содействует встраиванию в ленте и/или в законченной основе.
Удлиненные элементы могут содержать разнообразные средства защиты, как то:
- металлический слой, знаки или рисунки, которые выглядят темными при рассмотрении подложки в проходящем свете по сравнению с более светлой, частично светопропускающей основой. При рассмотрении в отраженном свете блестящие металлические части будут ясно видны в окнах;
- деметаллизированные знаки или рисунки, которые могут содержать области по существу без металла, чтобы использовалась прозрачность пленки-подложки и создавалась крупная область прозрачного окна;
- голографические или дифракционные рисунки, которые могут содержать области полностью металлических растровых экранов для создания частичной прозрачности и/или совсем без металла;
- приводка оттиска спереди назад, в которой напечатаны средства защиты, явственно дающие муар и спереди, и сзади при попытке подделки; либо эти рисунки можно создать на прозрачной пленке перед тем, как сам элемент будет вставлен в бумагу в качестве средства защиты, эти рисунки будет очень трудно воспроизвести при подделке;
- люминесцентные, радужные, изменяющие цвет под действием температуры, жидкокристаллические или магнитные материалы;
- рисунки и знаки, создаваемые отпечатанными красками;
- дихроичные материалы, которые могут иметь разные цвета при рассмотрении в проходящем свете и отраженном свете, например материалы согласно документу GB-A-1552853. Эти материалы особо целесообразны, когда окна спереди и сзади на основе совпадают, с образованием отверстия (как показано на фиг.16);
- тонкопленочные интерференционные устройства, подобные описываемым в документе EP-A-227423, или жидкокристаллические полимеры, или жидкокристаллические пигментные краски, например, согласно документам EP-A-435029 или EP-A-863815.
Удлиненные непроницаемые элементы могут быть ориентированными, т.е. каждая сторона элемента может иметь разную информацию, может быть выполнена из отличающихся от других сторон материалов или иметь разные оптические эффекты. Примеры:
- голографические или дифракционные материалы на первой стороне элемента с тонкопленочным интерференционным устройством на второй стороне;
- жидкокристаллическая пленка на черном или темном фоне на первой стороне или простой металл на второй стороне;
- имеющие разный цвет металлы на каждой стороне, например, алюминий на первой стороне, и еще один металл на второй стороне; либо один или более окрашенных прозрачных лаков на слое металла можно использовать для разнообразия цветов;
- магнитная микрометаллизированная нить согласно документу GB-A-2375078;
- повторяющиеся знаки или средства защиты, расположенные либо в окне, либо в переходных участках на одной или на обеих сторонах подложки.
Возможны и многие прочие варианты, и с этой крупной открытой снаружи областью можно комбинировать многие средства защиты или декоративные элементы совместно на одном элементе.
После включения бумажной ленты 12 на защитной подложке 10 выполняют последующее стандартное печатание для создания защищенного документа, включая одно из или все перечисляемое ниже: литографская печать на предварительно увлажненной бумаге или сухая литографская печать; металлографская печать; высокая печать; флексографическая печать; трафаретная печать; и/или глубокая печать. Рисунки печатают предпочтительно и на основе 11, и на открытых снаружи участках бумажной ленты 12. Напечатанные изображения затем можно коррелировать и совмещать их с изображениями и рисунками, получаемыми с помощью отверстий 13 в бумажной ленте 12.
Напечатанное изображение на выполненных видимыми участках бумажной ленты можно выполнить таким образом, что при рассмотрении защитной подложки 10 в отраженном свете напечатанное изображение будет маскировать наличие отверстий в бумажной ленте 12.
Маскирующей комбинацией может также быть интегрированный рисунок или отдельный дискретный рисунок. Маскирующая комбинация может также быть правильной или неправильной и может состоять из одной или более линий, точек, квадратов или других форм. Предпочтительными являются рисунки, содержащие ясно различимые изображения или объекты. Прочими предпочтительными рисунками являются те, которые имеют дополнительный различимый элемент, например знаки в маскирующем объекте.
Также целесообразно, если маскирующий объект сам содержит ясно различимые изображения или объекты. Это связано с механизмом восприятия изображения глазом, когда мозг обрабатывает изображения по принципу группирования и, например, ясно не воспринимает отождествляющее изображение внизу.
Защитная подложка, согласно изобретению, особо целесообразна для многих типов защищенных документов, включая паспорта, банкноты, ценные билеты и удостоверения, акционерные сертификаты и т.п.
















Изобретение относится к усовершенствованиям в защитных подложках, имеющих средства защиты. Защитная подложка содержит волокнистую несущую основу и включенную в нее волокнистую ленту. Волокнистая лента имеет по меньшей мере одно отверстие, причем форма по меньшей мере одного отверстия является неразличимой при просматривании защитной подложки в отраженном свете, но является различимой при просматривании защитной подложки в проходящем свете. При этом волокнистая лента является по существу видимой по меньшей мере на одной поверхности подложки с волокнами несущей основы, заполняющими указанное по меньшей мере одно отверстие и формирующими волокнистый слой на поверхности ленты вокруг периметра отверстия. Предложенный защитный элемент имеет высокую степень защиты от подделки при простоте изготовления. 5 н. и 43 з.п. ф-лы, 29 ил.
1. Защитная подложка, содержащая волокнистую несущую основу и включенную в нее волокнистую ленту, причем упомянутая волокнистая лента имеет по меньшей мере одно отверстие, и форма указанного по меньшей мере одного отверстия является неразличимой при просматривании защитной подложки в отраженном свете, но является различимой при просматривании защитной подложки в проходящем свете, при этом волокнистая лента является по существу видимой по меньшей мере на одной поверхности подложки с волокнами несущей основы, заполняющими указанное по меньшей мере одно отверстие и формирующими волокнистый слой на поверхности ленты вокруг периметра отверстия.
2. Защитная подложка по п.1, в которой указанное по меньшей мере одно отверстие представляет собой множество отверстий в волокнистой ленте.
3. Защитная подложка по п.1, в которой волокнистая лента включает в себя средство защиты.
4. Защитная подложка по п.3, в которой средством защиты является водяной знак.
5. Защитная подложка по п.3, в которой средством защиты является элемент защиты, содержащий непроницаемую пластмассовую основу.
6. Защитная подложка по п.1, в которой волокнистая лента имеет низкую проницаемость в пределах 0-100 млс/мин пористости по Бендтсену.
7. Защитная подложка по п.1, в которой указанное по меньшей мере одно отверстие в волокнистой ленте содержит идентифицирующую информацию.
8. Защитная подложка по п.1, в которой указанное по меньшей мере одно отверстие в волокнистой ленте имеет размер отверстия, видимого невооруженным глазом.
9. Защитная подложка по п.1, в которой указанное по меньшей мере одно отверстие в волокнистой ленте имеет ширину в пределах 1-50 мм.
10. Защитная подложка по п.9, в которой указанное по меньшей мере одно отверстие в волокнистой ленте имеет ширину в пределах 5-30 мм.
11. Защитная подложка по п.1, в которой волокнистая лента имеет линейный край.
12. Защитная подложка по п.1, в которой волокнистая лента имеет нелинейный край.
13. Защитная подложка по п.1, в которой края волокнистой ленты выполнены тоньше основного корпуса ленты.
14. Защитная подложка по п.1, в которой волокнистая лента имеет тот же внешний вид, что и несущая основа в отраженном свете.
15. Защитная подложка по п.1, в которой цвет волокнистой ленты отличается от цвета несущей основы в отраженном свете.
16. Защитная подложка по п.1, в которой непрозрачность волокнистой ленты отличается от непрозрачности несущей основы.
17. Защитная подложка по п.1, в которой волокнистая лента полностью или частично сформирована из фосфоресцентных или флуоресцентных волокон.
18. Защитная подложка по п.1, в которой несущая основа включает в себя одно или более средств защиты.
19. Защитная подложка по п.18, в которой одно или более средств защиты в несущей основе представляют собой водяные знаки, элементы защиты и т.п.
20. Защитная подложка по п.18, в которой указанное по меньшей мере одно отверстие совмещено со средством защиты в/на несущей основе.
21. Защитная подложка по п.5, в которой в указанном по меньшей мере одном отверстии выполнены видимыми обе стороны по меньшей мере одной части элемента защиты, который является средством защиты, выполненным из волокнистой ленты или из несущей основы.
22. Защитная подложка по п.5, в которой лента также содержит окна, в которых выполнена видимой только одна поверхность по меньшей мере одной части элемента защиты, являющегося средством защиты, выполненным из волокнистой ленты или из несущей основы.
23. Защитная подложка по п.5, в которой элемент защиты, являющийся средством защиты, выполненным из волокнистой ленты или из несущей основы, содержит дополнительные средства защиты.
24. Защитная подложка по п.1, в которой толщина волокнистой ленты составляет от 20 до 70% толщины несущей основы.
25. Защитная подложка по п.24, в которой толщина волокнистой ленты составляет от 40 до 70% толщины несущей основы.
26. Защитная подложка по п.1, в которой глубина волокон, покрывающих одну сторону волокнистой ленты, составляет от 20 до 70% толщины основы.
27. Защитная подложка по п.26, в которой глубина волокон, покрывающих одну сторону волокнистой ленты, составляет от 30 до 50% толщины несущей основы.
28. Защитная подложка по п.26 или 27, в которой совокупная толщина волокон, покрывающих одну сторону волокнистой ленты, и толщина ленты меньше толщины несущей основы.
29. Защищенный документ, выполненный из защитной подложки по п.1.
30. Защищенный документ по п.29, представляющий собой банкноту, ценный документ, акционерный сертификат, паспорт или т.п.
31. Способ формирования защитной подложки по п.1, включающий в себя этапы, согласно которым: формируют волокнистую ленту по меньшей мере с одним отверстием в ней, формируют волокнистую несущую основу и заделывают волокнистую ленту в несущую основу во время формирования несущей основы.
32. Способ по п.31, согласно которому несущую основу и/или волокнистую ленту формируют в круглосеточной бумагоделательной машине.
33. Способ по п.32, согласно которому волокнистую ленту вводят в контакт с формовочной оболочкой круглосеточного цилиндра круглосеточной бумагоделательной машины после того, как слой волокон уже нанесен на формовочную оболочку круглосеточного цилиндра.
34. Способ по п.32, согласно которому волокнистую ленту вводят в контакт с формовочной оболочкой круглосеточного цилиндра круглосеточной бумагоделательной машины до нанесения слоя волокон.
35. Способ по п.31, согласно которому волокнистую ленту и/или несущую основу формируют в длинносеточной бумагоделательной машине.
36. Способ по п.31, согласно которому по меньшей мере одно отверстие формируют во время изготовления ленты.
37. Способ по п.31, согласно которому по меньшей мере одно отверстие создают после полного формирования ленты и до заделывания ее в несущие основы.
38. Способ по п.31, согласно которому множество лент формируют из полотна подложки ленты, при этом множество проволок прикрепляют к опорной поверхности, на которой формируют основу ленты, чтобы уменьшить сток и отложение волокон, и чтобы сформировать светлую линию, определяющую края лент, в результате чего ленты выполняют с возможностью их отделения друг от друга отрывом вдоль этих линий; причем упомянутые ленты имеют рваный волокнистый край.
39. Способ по п.31, также включающий в себя этап, согласно которому элемент защиты включают в несущую основу вблизи ленты.
40. Способ по п.39, согласно которому лента содержит по меньшей мере одно отверстие, через которое элемент защиты контактирует с опорной поверхностью бумагоделательной машины во время формирования несущей подложки.
41. Способ по п.39, согласно которому ленту и элемент защиты объединяют перед включением в несущую основу.
42. Способ по п.39, согласно которому ленту и элемент защиты связывают вместе перед заделыванием в несущую основу.
43. Способ по п.39, согласно которому элемент защиты заделывают в волокнистую ленту во время ее изготовления, причем упомянутая лента содержит по меньшей мере одно отверстие, в котором выполнены видимыми обе стороны по меньшей мере одной части элемента защиты.
44. Способ по п.43, согласно которому лента также содержит окна, в которых выполнена видимой только одна поверхность по меньшей мере одной части элемента защиты.
45. Способ по п.39, согласно которому элемент защиты имеет несколько средств защиты.
46. Защитная подложка, сформированная согласно способу по п.31.
47. Защищенный документ, сформированный из защитной подложки по п.46.
48. Защищенный документ по п.47, представляющий собой банкноту, ценный документ, акционерный сертификат, паспорт или т.п.
| GB 1365876 A, 04.09.1974 | |||
| WO 2005106118 A1, 10.11.2005 | |||
| WO 2004050990 A1, 17.06.2004 | |||
| УСОВЕРШЕНСТВОВАНИЯ В ИЗГОТОВЛЕНИИ БУМАГИ | 1999 |
|
RU2199618C1 |

