Предлагаемое изобретение относится к области шумоглушащих устройств, а именно к панелям шумоглушения авиадвигателей, в помещениях и других случаях.
В настоящее время применяются звукопоглощающие конструкции (ЗПК-1, 2, 3) резонансного типа, представляющие собой трехслойные (однослойные - по числу резонансных слоев) конструкции, в которых обшивка, обращенная к потоку воздуха, перфорирована, противоположная обшивка - сплошной жесткий слой (в качестве заполнителя используется воздухопроницаемый слой, в основном соты). Такие трехслойные конструкции применяются в системах шумоглушения силовых установок самолетов и других случаях. Перфорация обшивки выполняется механообработкой. При последующей приклейке перфорированной обшивки к сотозаполнителю наблюдается заплывание клеем части отверстий перфорации, что ухудшает резонансные характеристики панели.
Известна пятислойная (двухслойная - по числу резонансных слоев) ЗПК, с двумя перфорированными обшивками, одной - неперфорированной и двумя слоями сотового заполнителя. Наличие перфорированных обшивок требует особых технологических приемов и материалов, чтобы обеспечить не только прочное соединение слоев сотового заполнителя, с обшивками, но и максимально сохранить акустическую эффективность ЗПК за счет минимального количества заполненных клеем перфорационных отверстий при склейке обшивок с сотовыми заполнителями (т.е. обшивки и сотовый заполнитель изготавливаются отдельно, производится перфорирование двух обшивок механообработкой и склеиваются слои). Процесс - многопереходный, и при склейке слоев также наблюдается заполнение клеем части отверстий перфорации в обшивках.
Наиболее близким техническим решением, выбранным в качестве прототипа, является двуслойная панель трубчатой конструкции с воздухопроницаемым наружным и средним слоем и стенками трубчатых секций (4). Воздухопроницаемость достигается перфорацией механообработкой, что является недостатком этого решения.
Технической задачей, на которую направлено предлагаемое изобретение, является создание технологии, обеспечивающей снижение трудоемкости и веса конструкции.
Технический результат достигается тем, что двухслойная панель шумоглушения трубчатой конструкции изготавливается за один прием, с образованием перфорации внутреннего слоя, стенок трубчатых элементов и одной наружной обшивки без механообработки путем контактов лент препрега определенной ширины (для получения отверстий на наружном слое панели укладываются ленты перпендикулярно лентам, намотанным на оправках, шириной лент подбирается нужная степень перфорации) с шагом между витками лент, определяющим величину отверстий перфорации. Ленты и обшивки изготавливаются из клеепрепрега, например, КМКС 1.80.Т10.37.
Такое получение перфорированных поверхностей, без механообработки, и изготовление панели за один прием отличается от прототипа и обуславливает соответствие этого решения критерию новизны и может быть применено в производстве панелей шумоглушения.
Сущность предложения поясняется нижеследующим описанием и чертежами, где:
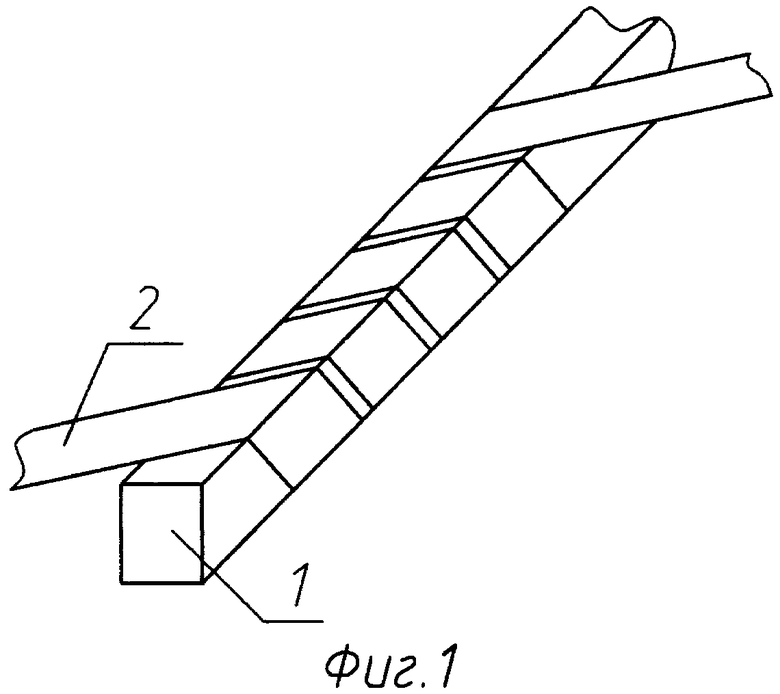
на фиг.1 изображена оправка с намотанной на ней лентой препрега;
на фиг.2 изображена послойная укладка оправок с намотанными лентами препрега;
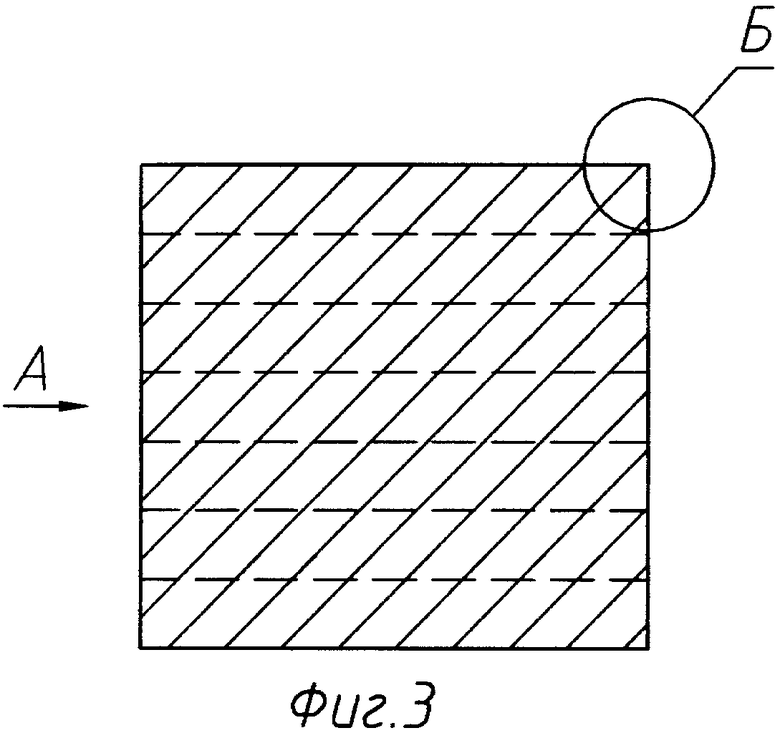
на фиг.3 изображена двухслойная панель трубчатой конструкции - со стороны перфорированной обшивки;
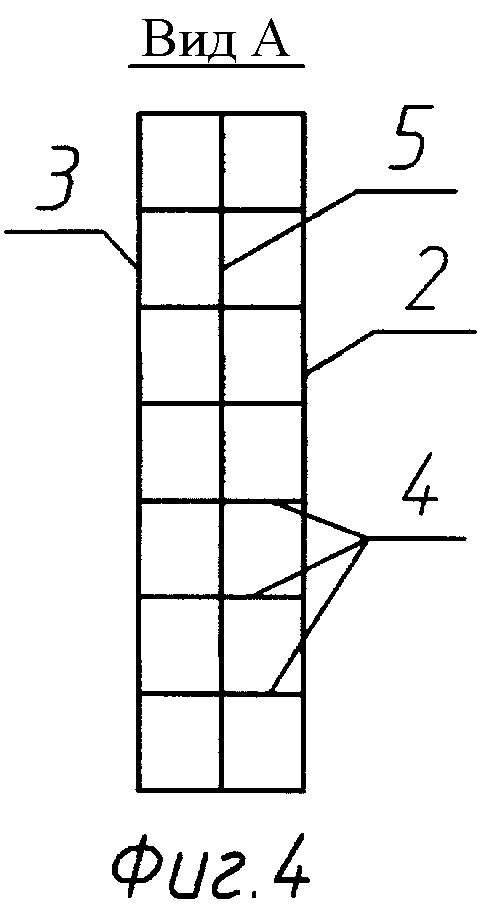
на фиг.4 изображен торец панели трубчатой структуры;
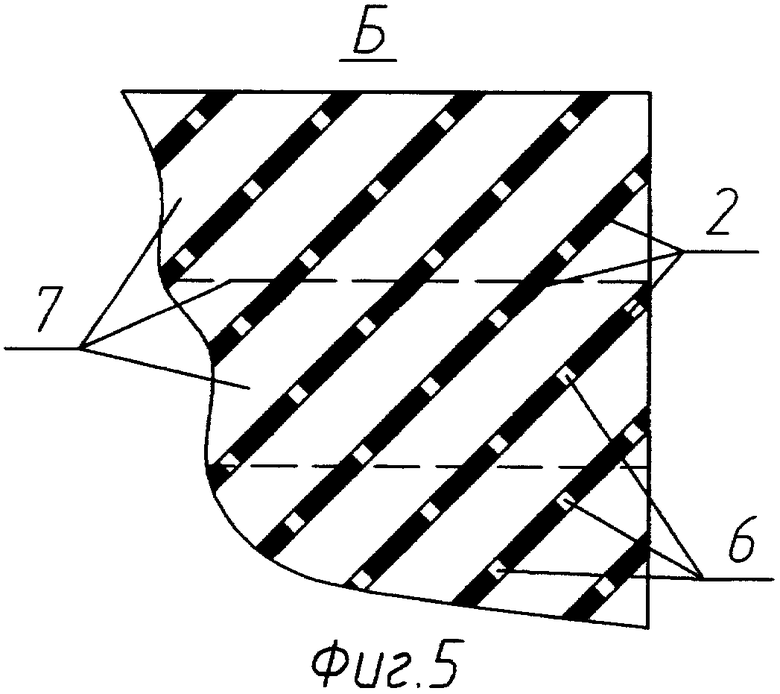
на фиг.5 изображен перфорированный наружный слой панели.
Панель изготавливается следующим образом. Оправки 1 прямоугольного сечения, из термостойкого упругодеформируемого материала, например резиновые ИРП-1338, с антиадгезионной поверхностью обматываются лентой клеепрепрега 2, с шагом между витками лент, в таком же направлении наматываются лентой клеепрепрега остальные оправки и укладываются на сплошную обшивку 3 из клеепрепрега так, чтобы оси оправок первого слоя были параллельны осям оправок второго слоя (для фиксации элементов конструкции между собой осуществляется их нагрев).
Ленты 2, намотанные на оправках 1, соприкасаясь, при укладке оправок, образуют решетку по стенкам 4 трубок и по среднему слою 5. Для получения отверстий 6 на наружном слое панели укладываются ленты 7 перпендикулярно лентам 2, намотанным на оправках 1.
Полученный пакет термообрабатывается по режиму, предусмотренному для данного клеепрепрега под вакуумом или в автоклаве. Затем оправки 1 вынимаются, и получается пятислойная панель трубчатой конструкции с готовыми отверстиями 6, с нужной степенью перфорации и нужной величиной отверстий.
Таким образом, не требуется делать отверстия перфорации механообработкой. Клей не заполняет части отверстий перфорации, и панель делается за один прием.
Таким образом, обеспечивается снижение трудоемкости и веса конструкции.
Были изготовлены опытные образцы. Их результат - улучшенные показатели веса конструкции, снижение трудоемкости и возможность создания перфорации на стенках трубок.
Источники информации
1. Теория и практика технологий производства изделий из композитных материалов и новых металлических сплавов (ТПКММ). (Труды международной конференции 27-30 августа 2003, Москва, Россия). Издательство «Знание»-2004.
2. Теория и практика технологий производства изделий из композитных материалов и новых металлических сплавов (ТПКММ). Корпоративные нано- и CALS технологии в наукоемких отраслях промышленности (Труды 4-й международной конференции. Издательство «Знание»-2006).
3. Конструкции и технологии получения изделий из неметаллических материалов. Сборник тезисов и докладов. Обнинск, 2007.
4. Патент RU №2320881, F02C 7/24, 05.07.06.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ | 2010 |
|
RU2435669C1 |
| ЗВУКОПОГЛОЩАЮЩАЯ КОНСТРУКЦИЯ | 1992 |
|
RU2064691C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| ЗВУКОПОГЛОЩАЮЩАЯ СОТОВАЯ ПАНЕЛЬ | 2016 |
|
RU2630488C1 |
| Слоистая гофрированная панель | 2015 |
|
RU2622657C2 |
| ВОЗДУХОЗАБОРНЫЙ КАНАЛ ДВИГАТЕЛЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2004 |
|
RU2297369C2 |
| ЗВУКОПОГЛОЩАЮЩАЯ СОТОВАЯ ПАНЕЛЬ | 2017 |
|
RU2686915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕГО УСТРОЙСТВА ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2014 |
|
RU2560639C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2022 |
|
RU2797465C1 |
Изобретение относится к области шумоглушащих устройств, а именно к панелям, которые могут применяться в системах шумоглушения силовых установок самолетов и в других случаях. Способ изготовления панели шумоглушения включает изготовление трубчатых элементов, путем намотки препрега на оправки и укладки слоев на обшивку с нагревом каждого слоя перед укладкой. Оси оправок первого слоя параллельны осям оправок второго слоя. Намотанные на оправках ленты, соприкасаясь при укладке оправок, образуют решетку. Для получения отверстий на наружном слое панели ленты укладывают перпендикулярно лентам, намотанным на оправах. Достигается снижение веса конструкции. 5 ил.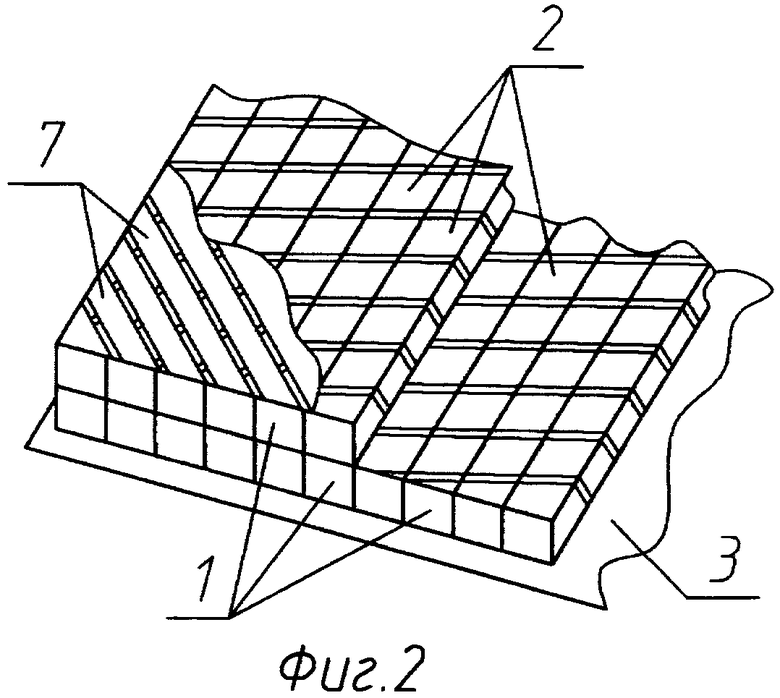
Способ изготовления панели шумоглушения, включающий изготовление трубчатых элементов путем намотки препрега на оправки и укладки слоев на обшивку так, чтобы оси оправок первого слоя были параллельны осям оправок второго слоя, с нагревом каждого слоя перед укладкой и перфорацию, отличающийся тем, что намотанные на оправках ленты, соприкасаясь при укладке оправок, образуют решетку, при этом для получения отверстий на наружном слое панели ленты укладывают перпендикулярно лентам, намотанным на оправах, регулируя степень перфорации и величину отверстий соответственно шириной лент и шагом между витками лент.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕГО УСТРОЙСТВА ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2006 |
|
RU2320881C1 |
| УСТРОЙСТВО ДЛЯ ЗВУКОПОГЛОЩЕНИЯ В ДВУХКОНТУРНОМ ТУРБОРЕАКТИВНОМ ДВИГАТЕЛЕ | 2002 |
|
RU2230208C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УСТАНОВЛЕНИЯ РАЗЛИЧИЯ МЕЖДУ ПРИРОДНЫМ ГАЗОМ И БОЛОТНЫМ ГАЗОМ | 2015 |
|
RU2695669C2 |
| US 3542152 A, 24.11.1970. | |||

