Изобретение относится к области авиадвигателестроения, а именно к устройствам для звукопоглощения в турбореактивных двигателях.
Широко известны звукопоглощающие конструкции реактивных двигателей, выполненные в виде панелей с сотовым заполнителем (патенты США №№5041323, 4969535, 5919029, заявки Великобритании №№2256395, 2252075 и др.).
Известны конструкция и способ изготовления шумопоглощающих панелей для авиационных двигателей. Панель имеет сотовый заполнитель, изготавливается из композиционных материалов путем склеивания профильных элементов (заявка Великобритании №2349445). Другая информация о способах изготовления звукопоглощающих конструкций не выявлена.
Известно устройство для звукопоглощения в двухконтурном турбореактивном двигателе (патент РФ №2230208).
Устройство содержит в канале наружного контура двигателя кольцевые трактовые стенки с полостями вне тракта, звукопоглощающие конструкции в полостях вне тракта, выполненные в виде ряда заполнителей, поперечное сечение каждого из которых представляет фигуру с замкнутым в поперечном сечении контуром, преимущественно в форме четырехугольника.
Как следует из особенностей конструкции, способ ее изготовления включает изготовление звукопоглощающего заполнителя, состоящего из коаксиально расположенных, изолированных друг от друга профилей, например в форме четырехугольника, и последующее соединение его с трактовой и наружной оболочками.
Изготовление сотового заполнителя из композиционных материалов путем склеивания профильных элементов, как предлагается в заявке Великобритании №2349445, связано с большой трудоемкостью технологии, технологии изготовления металлической конструкции ведут к заметному увеличению массы конструкции.
Технической задачей данного изобретения является создание технологии, обеспечивающей снижение трудоемкости изготовления звукопоглощающего устройства и массы конструкции.
Технический результат достигается тем, что в способе изготовления звукопоглощающего устройства турбореактивного двигателя, включающем изготовление звукопоглощающего заполнителя в виде коаксиально расположенных, изолированных друг от друга профилей, например в форме четырехугольника, и последующее соединение его с трактовой и наружной оболочками, звукопоглощающий заполнитель изготавливают отдельными секциями, внутренняя поверхность каждой из которых идентична наружной поверхности трактовой оболочки, при этом профили звукопоглощающего заполнителя получают путем намотки ленты из композиционного материала на формообразующие, упругодеформируемые, например, резиновые элементы, полученные секции полимеризуют, извлекают из них формообразующие элементы, после чего на формообразующую оправку наматывают лентами или нитями из композиционного материала трактовую оболочку, укладывают на нее по окружности с примыканием друг к другу и совмещением профилей секции заполнителя, наматывают на них аналогично трактовой наружную оболочку, образованный пакет полимеризуют, снимают с оправки и выполняют перфорацию в трактовой оболочке и обращенных к ней стенках профилей.
Ниже приводится конкретный технологический процесс, который поясняется чертежами, представленными на фиг.1, 2, 3, 4, 5.
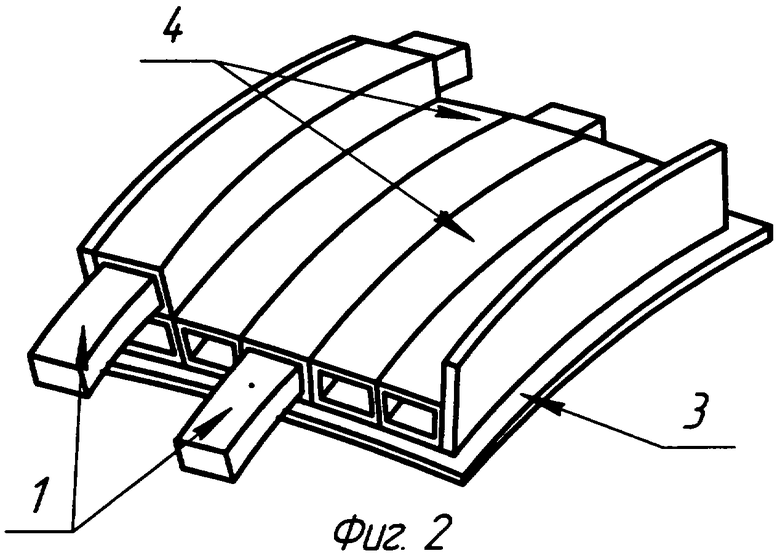
На резиновый элемент 1 наматывают ленту 2 из композиционного материала (фиг.1). Затем на оправку 3 укладывают профили 4 в требуемое число ярусов, например 2 яруса, формируя таким образом секцию звукопоглощающего заполнителя (см. фиг.2). После набора профилей проводят полимеризацию связующего в них при температуре 160°÷180°С и давлении на наружную поверхность секции 0,5÷0,8 МПа, создаваемого с помощью, например, вакуумного мешка.
После окончания режима полимеризации из профилей извлекают резиновые элементы и подрезают их на размер секции в кольцевом направлении. (Готовая секция заполнителя представлена на фиг.3.)
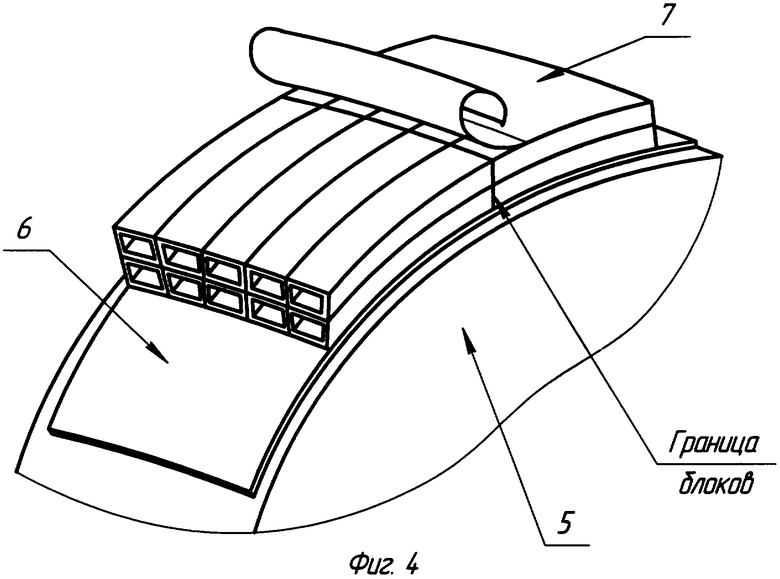
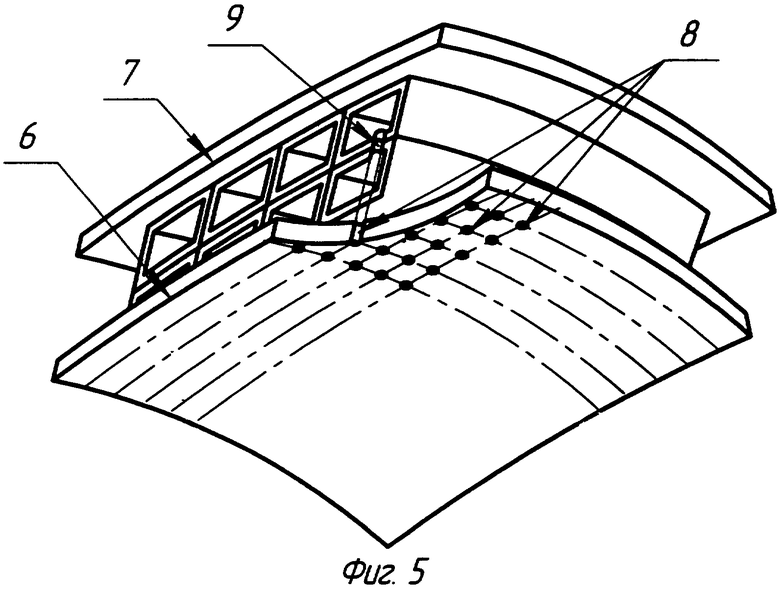
Затем на формообразующую оправку 5 наматывают трактовую оболочку 6 и на нее укладывают по окружности, с примыканием друг к другу и совмещением профилей, секции звукопоглощающего заполнителя. На уложенные секции наматывают наружную оболочку 7 (см. фиг.4), после чего полученный пакет (сборку) подвергают термообработке при температуре t=170÷180°C и давлении 0,5÷0,7 МПа, снимают с оправки и выполняют перфорацию в трактовой оболочке и обращенных к ней стенках профилей (см. фиг.5, отверстия 8, 9).
По данному способу изготовлены опытные образцы звукопоглощающего устройства, которые подтвердили улучшенные показатели как по массе конструкции, так и по трудоемкости изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления звукопоглощающего устройства турбореактивного двигателя | 2017 |
|
RU2684292C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ | 2019 |
|
RU2710179C1 |
| Способ изготовления звукопоглощающего устройства турбореактивного двигателя | 2022 |
|
RU2796302C1 |
| Многослойная звукопоглощающая конструкция двухконтурного турбореактивного двигателя | 2020 |
|
RU2745127C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕГО УСТРОЙСТВА ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2014 |
|
RU2560639C1 |
| Способ изготовления крупногабаритной фланцевой конструкции из слоистых полимерных композиционных материалов | 2018 |
|
RU2696796C1 |
| УСТРОЙСТВО ДЛЯ ЗВУКОПОГЛОЩЕНИЯ В ДВУХКОНТУРНОМ ТУРБОРЕАКТИВНОМ ДВИГАТЕЛЕ | 2002 |
|
RU2230208C2 |
| УСТРОЙСТВО ДЛЯ ЗВУКОПОГЛОЩЕНИЯ В ДВУХКОНТУРНОМ ТУРБОРЕАКТИВНОМ ДВИГАТЕЛЕ | 2004 |
|
RU2280186C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ЗВУКОПОГЛОЩАЮЩЕГО УСТРОЙСТВА | 2008 |
|
RU2382698C1 |
| ТУРБОВЕНТИЛЯТОРНЫЙ ДВИГАТЕЛЬ | 2007 |
|
RU2352798C1 |

Изобретение относится к области авиадвигателестроения, а именно к устройствам для звукопоглощения в турбореактивных двигателях. Способ изготовления звукопоглощающего устройства турбореактивного двигателя включает изготовление звукопоглощающего заполнителя и последующее соединение его с трактовой и наружной оболочками. Звукопоглощающий заполнитель выполняют в виде коаксиально расположенных, изолированных друг от друга профилей, например, в форме четырехугольника. Звукопоглощающий заполнитель изготавливают отдельными секциями, внутренняя поверхность каждой из которых идентична наружной поверхности трактовой оболочки. Профили звукопоглощающего заполнителя получают путем намотки ленты из композиционного материала на формообразующие, упругодеформируемые, например, резиновые, элементы. Полученные секции полимеризуют, извлекают из них формообразующие элементы, после чего на формообразующую оправку наматывают лентами или нитями из композиционного материала трактовую оболочку. Затем укладывают на оболочку по окружности с примыканием друг к другу и совмещением профилей секции заполнителя, наматывают на них аналогично трактовой наружную оболочку. Образованный пакет полимеризуют, снимают с оправки и выполняют перфорацию в трактовой оболочке и обращенных к ней стенках профилей. Изобретение позволяет снизить трудоемкость изготовления звукопоглощающего устройства и его массу. 5 ил.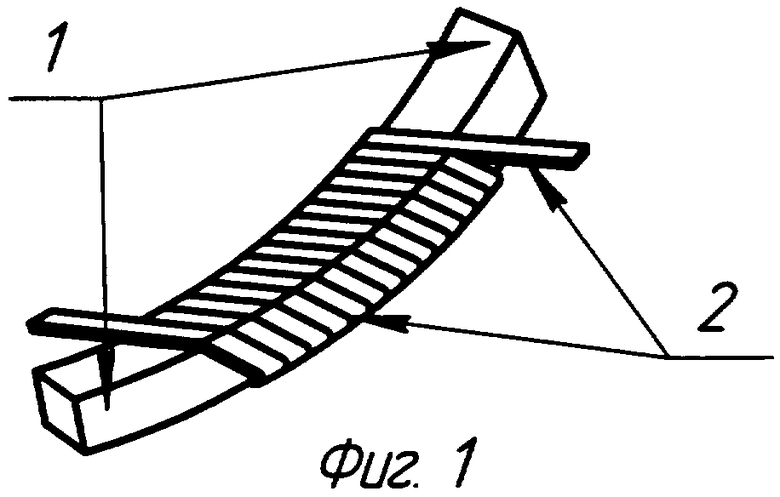
Способ изготовления звукопоглощающего устройства турбореактивного двигателя, включающий изготовление звукопоглощающего заполнителя в виде коаксиально расположенных, изолированных друг от друга профилей, например, в форме четырехугольника, и последующее соединение его с трактовой и наружной оболочками, отличающийся тем, что звукопоглощающий заполнитель изготавливают отдельными секциями, внутренняя поверхность каждой из которых идентична наружной поверхности трактовой оболочки, при этом профили звукопоглощающего заполнителя получают путем намотки ленты из композиционного материала на формообразующие, упругодеформируемые, например резиновые, элементы, полученные секции полимеризуют, извлекают из них формообразующие элементы, после чего на формообразующую оправку наматывают лентами или нитями из композиционного материала трактовую оболочку, укладывают на нее по окружности с примыканием друг к другу и совмещением профилей секции заполнителя, наматывают на них аналогично трактовой наружную оболочку, образованный пакет полимеризуют, снимают с оправки и выполняют перфорацию в трактовой оболочке и обращенных к ней стенках профилей.
| УСТРОЙСТВО ДЛЯ ЗВУКОПОГЛОЩЕНИЯ В ДВУХКОНТУРНОМ ТУРБОРЕАКТИВНОМ ДВИГАТЕЛЕ | 2002 |
|
RU2230208C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 0 |
|
SU361117A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ ГАЗОВОГО ТРАКТА | 2003 |
|
RU2247878C2 |
| Способ изготовления строительных панелей из полимерных композиционных материалов | 1987 |
|
SU1477872A1 |
| US 3542152 A, 24.11.1970 | |||
| СПОСОБ И СИСТЕМА ДЛЯ ЭКСПЛУАТАЦИИ ГАЗОВОГО КОМПРЕССОРА В АММИАЧНО-КАРБАМИДНОЙ УСТАНОВКЕ | 2021 |
|
RU2841031C1 |

