Изобретение относится к технологическим процессам, а именно к способу изготовления сотовой панели из углеволоконного препрега с цианатэфирным связующим и может быть использовано в ракето-, самолетостроении, при изготовлении трехслойных конструкций повышенной устойчивости к нагрузкам при высоких температурах.
Известен способ изготовления заполнителя для трехслойной панели методом растяжения, который описывает патент РФ №2272712, МПК В32В 3/12. «Способ изготовления сотового заполнителя» / B.C. Волков, В.А. Разумовский, A.M. Крюков, Н.А. Садикова. Опубл. 27.03.2006 г. Способ включает следующие операции: нанесение клеевых полос на полотно стеклоткани в продольном направлении, разрезку в направлении, перпендикулярном клеевым полосам, полотна стеклоткани на заготовки, сборку сотового пакета путем укладки со смещением каждой заготовки относительно предыдущей на половину шага клеевых полос, склеивание заготовок сотового пакета по заданному режиму и термостабилизацию свободно подвешенного сотового пакета, получение сотового блока с заданной гранью ячейки путем растяжения сотового пакета, пропитку сотового блока полимерным связующим с последующим термоотверждением его. Полученный после термоотверждения сотовый блок разрезают на сотовые панели требуемой толщины. Недостатком процесса растяжения сотового пакета является то, что относительное сокращение сотового пакета по ширине составляет около 70% исходной ширины при всех типоразмерах ячеек и толщинах материала [Крысин В.Н., Крысин М.В. Технологические процессы формования, намотки и склеивания конструкций. М.: Машиностроение, 1989, С. 56]. Так же растяжение сотового пакета в сотовый блок - это операция, при осуществлении которой образуется наибольшее число дефектов, что объясняется сложностью и трудоемкостью процесса (во время этой операции вскрываются дефекты, возникшие на предыдущих операциях).
Известен способ изготовления трехслойной панели с сотовым заполнителем, изготовленным методом гофрирования, описанный в патенте RU 2081267 C1 В32В 3/12 (1995.01) «Способ изготовления сотовых заполнителей» /Иванов Анатолий Алексеевич, Семенов Василий Иванович, Иванов Сергей Анатольевич, заключающийся в изготовлении объемных элементов в виде гофрированных лент и соединении их друг с другом через плоскую ленту для последовательного образования ряда ячеек сотового заполнителя с последующей пропиткой его при необходимости затвердевающим продуктом, необратимо фиксирующим форму и размер ячеек. К недостаткам данного способа можно отнести разную толщину стенки ячейки сотового заполнителя.
Известен способ изготовления трехслойной панели с использованием сотового заполнителя изготавливаемого методом выкладки, описанный в патенте US 20090202780 А1 от 6 феврая 2009 года, в котором описано послойное формирование сотового заполнителя путем прокладки препрега между пинами шестигранного сечения. К недостаткам данного способа можно отнести громоздкость комплекса оправок при изготовлении больших панелей и разную толщину стенок ячейки отвержденного заполнителя.
Из уровня техники известны трехслойные панели, с заполнителем изготовленным из полипропиленовых трубочек, сваренных в сотовый блок. Метод описан в патенте US 5670001 A от 13.04.1994 г.
К недостаткам данного способа можно отнести низкие показатели прочности, жесткости и термостойкости полипропилена.
Наиболее близким по технической сущности к настоящему изобретению является японский патент JP 2012001013 A «НопеусотЬ core sandwich structure)) от 14.06.2010г, выбранный в качестве прототипа.
В нем описана трехслойная панель, у которой лицевые пластины и сотовый заполнитель с шестигранной ячейкой изготовлены из углеродного волокна и цианат-эфирного связующего. Тканый препрег нарезается на ленты требуемой длины и прокладывается между шестигранными стержнями, установленными в оправку.
К недостаткам прототипа можно отнести неоднородные показатели прочности в связи с разной толщиной стенок ячеек из-за наложения лент препрега друг на друга в местах склейки. Так же тканая структура препрега обладает меньшей прочностью на сжатие, чем однонаправленные, ориентированные перпендикулярно плоскостям облицовок углеродные волокна.
В основу изобретения положена техническая задача, заключающаяся в повышении эксплуатационных характеристик и равномерной прочности структуры трехслойной панели при высоких температурах за счет способа изготовления элементов, их сборки, а также подбора материалов.
Поставленная техническая задача решается тем что, на оправку в виде металлической трубочки геометрического сечения заданного диаметра и длины наматывают однонаправленный углеродный препрег, а углеродный препрег из саржевой ткани подготавливают к отверждению в плоском виде, затем облицовочные пластины и оправки с намотанным на них препрегом отверждают, после чего оправки извлекают из отвержденных трубочек, а трубочки нарезают на равные части требуемого размера, подготавливают к склеиванию, затем каждую трубочку оборачивают цианатэфирной клеевой пленкой, укладывают в обжимающую оправку для формирования сотового блока и отверждают, после чего отвержденный сотовый блок извлекают из обжимающей оправки и нарезают на заготовки требуемой толщины, обрабатывают их и обкладывают ранее отвержденными облицовочными пластинами с двух сторон, прокладывая между пластинами и заполнителем цианатэфирную клеевую пленку, после чего трехслойную панель помещают в вакуумный мешок и отверждают.
Изобретение поясняется чертежами:
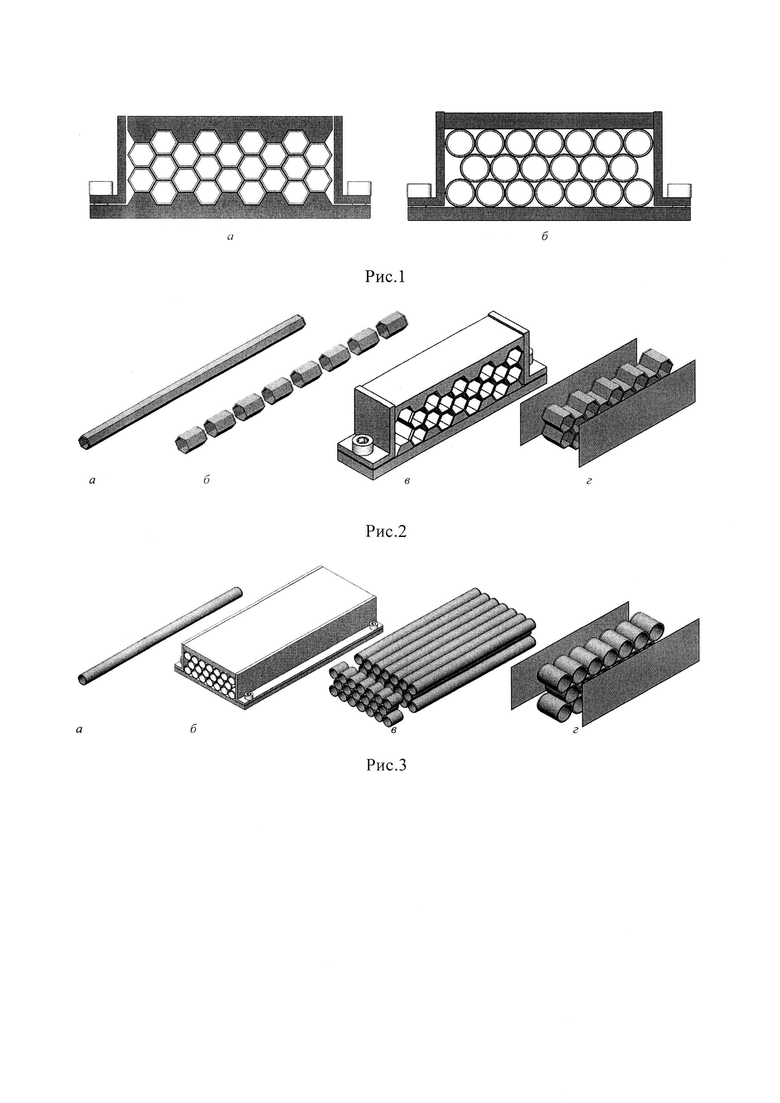
На рисунке 1 отражено: схематичное устройство обжимающей оправки на примере заполнителей с а - шестигранной и 6 - круглой ячейками.
На рисунке 2 отражен основной порядок действий при изготовлении трехслойной панели согласно п. 1 формулы на примере ячеек шестигранного сечения.
На рисунке 3 отражен основной порядок действий при изготовлении трехслойной панели согласно п. 2 формулы на примере ячеек круглого сечения.
Пример 1
На оправку в виде стержня гексагонального сечения с диаметром вписанной окружности 8 мм наматывают однонаправленный углеволоконный препрег с цианатэфирным связующим Аристар-ЕП ТУ 23.99.14-115-94527989-2020 шириной 5 мм. Намотка происходит в три слоя (90°, 0°, 90°). Затем оправку с намотанным однонаправленным препрегом и заготовку под облицовку, толщиной 0,5 мм в виде тканого углеволоконного препрега с цианатэфирным связующим Аристар-ЕТП ТУ 23.99.14-115-94527989-2020 помещают в камеру для отверждения в режиме: 3 часа при 125°С, затем 3 часа при 180°С. После отверждения и извлечения оправок, получившиеся углепластиковые трубочки с толщиной стенки 0,25 мм подвергают абразивной обработке, нарезают на равные фрагменты-ячейки требуемого размера. После абразивной обработки каждую ячейку оборачивают цианатэфирной клеевой пленкой НИИКАМ-ЦКП ТУ 20.50.10-122-945279892022 толщиной 0.125 мм и укладывают в обжимающую оправку для формирования сотового блока (блока заполнителя). После выкладки, сотовый блок в оправке отверждают в камере 3 часа при температуре 125°С и 3 часа при температуре 180°С. После отверждения блок заполнителя извлекают из оправки, нарезают на заготовки с технологическим припуском и шлифуют до требуемой толщины; заготовки обрабатывают для облицовки. Обработанные заготовки заполнителя и облицовочные пластины склеивают при помощи цианатэфирной клеевой пленки НИИКАМ-ЦКП ТУ 20.50.10-122-945279892022. Склеенную панель помещают в камеру и отверждают в вакуумном мешке в режимах 125°С в течении 3 часов, 180°С в течении 3 часов, 210°С в течении 3 часов.
Пример 2
На оправку в виде круглого стержня диаметром 10 мм наматывают однонаправленный углеволоконный препрег с цианатэфирным связующим Аристар-ЕП ТУ 23.99.14-115-94527989-2020 шириной 5 мм. Намотка происходит в три слоя (90°, 0°, 90°). Затем оправку с намотанным однонаправленным препрегом и заготовку под облицовку, толщиной 0,5 мм в виде тканого углеволоконного препрега с цианатэфирным связующим Аристар-ЕТП ТУ 23.99.14-115-94527989-2020 помещают в камеру для отверждения в режиме: 3 часа при 125°С, затем 3 часа при 180°С. После отверждения и извлечения оправок, получившиеся углепластиковые трубочки с толщиной стенки 0,25 мм подвергают абразивной обработке, нарезают на равные фрагменты-ячейки требуемого размера. После абразивной обработки каждую ячейку оборачивают цианатэфирной клеевой пленкой НИИКАМ-ЦКП ТУ 20.50.10-122-945279892022 толщиной 0.125 мм и укладывают в обжимающую оправку для формирования сотового блока (блока заполнителя). После выкладки, сотовый блок в оправке отверждают в камере 3 часа при температуре 125°С и 3 часа при температуре 180°С. После отверждения блок заполнителя извлекают из оправки, нарезают на заготовки с технологическим припуском и шлифуют до требуемой толщины; заготовки обрабатывают для облицовки. Обработанные заготовки заполнителя и облицовочные пластины склеивают при помощи клеевой пленки НИИКАМ-ЦКП ТУ 20.50.10-122-945279892022. Склеенную панель помещают в камеру и отверждают в вакуумном мешке в режимах 125°С в течении 3 часов, 180°С в течении 3 часов, 210°С в течении 3 часов.
Изобретательский уровень предлагаемого способа позволяет решить следующие проблемы и обеспечить получение нового технического результата, указанного выше:
1) Сборка сотового блока из предварительно отвержденного материала позволяет облегчить обработку поверхности и изготавливать детали сложной кривизны и разной толщины.
2) Данный способ позволяет получить одинаковую толщину стенки ячейки, что дает стабильную прочность заполнителя.
3) Послойная намотка позволяет планировать армирование фрагментов-ячеек в зависимости от требуемых параметров панели.
Трехслойные панели изготовленные описанным выше способом могут быть использованы при строительстве космических и летательных аппаратов, а так же корпусов оборудования, защитных кожухов, обтекателей и отражателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОТЕМПЕРАТУРНЫЙ ПЛЕНОЧНЫЙ КЛЕЙ | 2015 |
|
RU2601480C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559446C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ КОМПОЗИТНОЙ ПАНЕЛИ | 2017 |
|
RU2685218C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| ОТВЕРЖДАЕМЫЕ ПРЕПРЕГИ С ОТВЕРСТИЯМИ В ПОВЕРХНОСТИ | 2013 |
|
RU2618068C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2564952C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ТРЁХСЛОЙНЫХ ПАНЕЛЕЙ СЛОЖНОЙ КРИВИЗНЫ | 2018 |
|
RU2680571C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГЛЕКОМПОЗИТНЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2396168C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2355583C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
Изобретение относится к области композитных материалов, а именно к способу изготовления сотовой панели из углеволоконного препрега, и может быть использовано в ракето-, самолетостроении, при изготовлении трехслойных конструкций повышенной устойчивости к нагрузкам при высоких температурах. При изготовлении трехслойной панели на оправку в виде металлической трубочки геометрического сечения заданного диаметра и длины наматывают однонаправленный углеродный препрег, а углеродный препрег из саржевой ткани подготавливают к отверждению в плоском виде, затем облицовочные пластины и оправки с намотанным на них препрегом отверждают, после чего оправки извлекают из отвержденных трубочек, а трубочки нарезают на равные части требуемого размера, подготавливают к склеиванию, затем каждую трубочку оборачивают цианатэфирной клеевой пленкой, укладывают в обжимающую оправку для формирования сотового листа и отверждают, после чего сотовый блок извлекают из обжимающей оправки и нарезают на заполнитель требуемой толщины, обрабатывают их и обкладывают ранее отвержденными облицовочными пластинами с двух сторон, прокладывая между пластинами и заполнителем цианатэфирную клеевую пленку, после чего трехслойную панель помещают в вакуумный мешок и отверждают. Изобретение обеспечивает повышение эксплуатационных характеристик и равномерной прочности структуры трехслойной панели при высоких температурах. 2 з.п. ф-лы, 3 ил., 1 табл.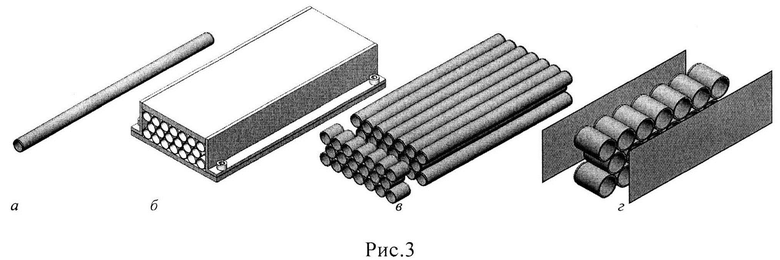
1. Способ изготовления трехслойной панели, заключающийся в том, что на оправку в виде металлической трубочки геометрического сечения заданного диаметра и длины наматывают однонаправленный углеродный препрег, а углеродный препрег из саржевой ткани подготавливают к отверждению в плоском виде, затем облицовочные пластины и оправки с намотанным на них препрегом отверждают, после чего оправки извлекают из отвержденных трубочек, а трубочки нарезают на равные части требуемого размера, подготавливают к склеиванию, затем каждую трубочку оборачивают цианатэфирной клеевой пленкой, укладывают в обжимающую оправку для формирования сотового листа и отверждают, после чего сотовый блок извлекают из обжимающей оправки и нарезают на заполнитель требуемой толщины, обрабатывают их и обкладывают ранее отвержденными облицовочными пластинами с двух сторон, прокладывая между пластинами и заполнителем цианатэфирную клеевую пленку, после чего трехслойную панель помещают в вакуумный мешок и отверждают.
2. Способ по п. 1, отличающийся тем, что отвержденные композитные трубочки подготавливают и склеивают в сотовый блок, который отверждают, после чего отвержденный блок нарезается на заготовки заполнителя требуемой толщины.
3. Способ по п. 1, отличающийся тем, что сотовый заполнитель требуемой толщины обкладывают клеевой пленкой в местах будущих стыков и соединяют их для получения заполнителя большего размера, после чего помещают в обжимную оправку и отверждают.
| US 2021024711 A1, 28.01.2021 | |||
| JP 2012001013 A, 05.01.2012 | |||
| RU 2014146307 A, 10.06.2016 | |||
| WO 2020201951 A1, 08.10.2020 | |||
| JP 2000127271 A, 09.05.2000 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
