Область техники
Настоящее изобретение относится к симметричным и асимметричным формам с неосевым армированием и способам создания симметричных и асимметричных форм с бесшовными ткаными структурами с неосевым армированием.
Предпосылки изобретения
Обтекатели представляют собой кожухи, используемые в авиационно-космической промышленности, которые способны защитить антенну, радар или подобные приборы от влияния внешней среды. Например, обтекатель можно использовать для защиты антенны от сильных ветров, обледенения и/или перепадов температуры в пространстве, окружающем прибор. Без защиты указанные приборы становятся чувствительными к неблагоприятным воздействиям дождя, тепла, эрозии, давления и других источников разрушения, в зависимости от того, где используется прибор.
Обтекатели для авиационно-космического применения обычно имеют осесимметричные или симметричные формы, в большинстве случаев в виде конуса, полусферы, параболоида вращения или полуэллипсоида вращения. Однако обтекатели указанных форм не удовлетворяют требованиям эффективной площади отражения (RCS), которые установлены некоторыми правительственными организациями. То есть, хотя известные обтекатели способны в достаточной мере защищать узел прибора, вследствие их геометрической формы они имеют высокую RCS и, соответственно, могут быть легко обнаружены радаром. К сожалению, материалы, поглощающие сигнал радара, как правило, не могут использоваться совместно с обтекателями, поскольку данные материалы могут создавать помехи для передачи и приема сигналов элементами, находящимися внутри обтекателя. Например, в некоторых авиационно-космических применениях обтекатель защищает заключенные в нем приборы от аэродинамических сил и атмосферных разрушений, и в то же самое время позволяет передачу и прием сигнала радара, а также предохраняет приборы от нарушения аэродинамических характеристик летательного аппарата, на котором он установлен. Взаимные помехи с сигналами, переданными к таким приборам или от них, привели бы приборы в негодность.
Другая конструктивная проблема, с которой сталкивается авиационно-космическая промышленность в отношении обтекателей, заключается в том, что материалы, используемые для их создания, должны обладать достаточно низкими диэлектрическими свойствами для того, чтобы не взаимодействовать с переданными сигналами. Кроме того, диэлектрические свойства материала должны быть однородными, поскольку неоднородность диэлектрических свойств неблагоприятно воздействует на сигналы, входящие в обтекатель и выходящие из него. Например, обтекатели представляют собой, как правило, комбинированные конструкции. Данные комбинированные конструкции обычно состоят из стекловолоконных или кварцеволоконных заготовок со связующим материалом, который является полимером, имеющим низкие диэлектрические свойства. Обтекатели данного типа могут быть созданы, используя литьевое прессование смолы, или путем укладки препрегов из стекловолокна вручную. Термин «препрег» используется для описания материала или однонаправленной ленты, которая предварительно пропитана полимерной смолой. Конструкция заготовок из элементов, изготовленных литьевым прессованием смолы, может быть выполнена, например, при помощи вырезания и сшивания отдельных слоев стекловолокна, фасонного ткачества, направленного ткачества и жаккардового ткачества (челночный ткацкий станок). Однако данные технологии являются затратными по времени и имеют существенный недостаток, заключающийся в том, что обтекатель, выполненный этими способами, будет иметь по меньшей мере один шов, который часто является источником отказа таких конструкций при воздействии экстремальных условий. Кроме того, в обтекателях швы нежелательны, поскольку в месте шва диэлектрические характеристики становятся неоднородными и таким образом могут неблагоприятно воздействовать на передачу и прием сигнала.
Однако в конструкциях обтекателей могут быть использованы технологии трехмерного жаккардового ткачества. При помощи данных технологий можно создать заготовку в виде носка из одного куска ткани. Этот тип заготовки в виде носка является преимущественным, поскольку она не имеет шва, таким образом, исключая существенные проблемы, связанные со швом. В основной конфигурации ткачества нити основы и утка находятся под прямыми углами друг к другу, так что непрерывное уточное волокно ориентировано в окружном направлении, проходящем под 90°, а нити основы следуют вдоль осевых контуров (направление, составляющее 0°) на конечной конструкции. Следовательно, бесшовная заготовка в виде носка, выполненная трехмерным жаккардовым ткачеством, является предпочтительной по сравнению с другими технологиями.
Путем выборочного включения или исключения части нитей основы эти элементы в виде носка могут образовывать различные геометрические формы с закрытыми концами или без них. Они могут быть сотканы в виде отдельного слоя ткани, однако несколько элементов в виде носка могут быть выполнены один на другом для создания необходимой толщины. Затем заготовку можно преобразовать в комбинированную конструкцию, используя описанные ранее технологии изготовления. Однако ткачество сложных трехмерных форм, таких как асимметричные формы, с использованием технологии поточного ткачества является проблематичным.
В процессе улучшения характеристик авиационно-космических летательных аппаратов, невидимых для радиолокационных систем, обнаружено, что обтекатели асимметричной формы являются предпочтительными, поскольку они улучшают способности летательного аппарата уклоняться от радара. Однако появление обтекателей асимметричной формы вызывает дополнительные проблемы в конструкции данных сложных структур трехмерной формы. Предложенное решение состоит в использовании автоматизированных технологий прокладки лентами, в которых на охватываемую оправку укладывают полосы препрега из стекла (или кварца). Укладчик ленточной прокладки должен иметь много степеней свободы, прикладывать однородное давление и обладать способностью к аккуратному размещению лент одна к другой. Несмотря на то, что такие машины имеются в наличии, они чрезвычайно дороги.
Кроме того, может потребоваться армирование обтекателей в неосевом направлении. Например, существует область применения обтекателей, которая требует наличия сопротивления скручиванию или жесткости, предпочтительно в направлении, проходящем примерно под ±45°. Кроме того, другие области применения, которые требуют наличия сопротивления нагрузке, также используют армирование в направлениях, проходящих под ±45°, наряду с армированием в направлениях, проходящих под 0° и 90°. Неосевое армирование нельзя получить технологиями поточного основного ткачества, поскольку в технологиях поточного ткачества нити основы и утка расположены под прямыми углами друг к другу, так что непрерывная уточная нить ориентирована в окружном направлении (90°), а нити основы следуют осевым контурам (направление, составляющее 0°) на конечной конструкции. Таким образом, армирование вдоль направлений, проходящих под ±45°, не получается.
Существует два традиционных подхода для добавления неосевого армирования. Один подход заключается в вырезании двухмерной ткани по косой. Эти неосевые слои требуют значительной ручной работы и создают швы, которые не сохраняют целостность трубчатого 0°/90° элемента в форме носка и, как указано ранее, неблагоприятно воздействуют на конструктивную целостность и диэлектрические свойства обтекателя. Однако эти неосевые слои можно использовать для очень больших заготовок. Второй подход заключается в использовании плетеного элемента в форме носка. Этот подход сохраняет трубчатый вид заготовки, но существует ограничение в ее размере. Более того, этот подход не обеспечивает правильного окружного (90°) армирования.
Таким образом, существует необходимость в экономически эффективном способе создания предметов симметричной и асимметричной формы с неосевым армированием.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению предложено устройство для придания неосевого армирования тканому предмету. Это устройство содержит неподвижную оправку и поворотную оправку. Поворотная оправка поворачивается относительно неподвижной оправки. Часть тканого предмета может быть зажата в неподвижной оправке, в то время как вторая часть тканого предмета может быть зажата в поворотной оправке. При повороте поворотная оправка вызывает скручивание нитей основы в тканом предмете от направления, проходящего под 0°, на угол, зависящий от степени поворота поворотной оправки, в то время как уточные или окружные нити остаются по существу параллельными направлению, проходящему под 90°. Указанная неподвижная оправка имеет симметричную или ассиметричную форму.
Другой аспект настоящего изобретения представляет собой способ создания тканого предмета с неосевым армированием. Способ включает тканье заготовки, в которой нити основы ориентированы по существу параллельно направлению, проходящему под 0°, а уточные или окружные нити ориентированы по существу параллельно направлению, составляющему 90° (окружному направлению). Полученную таким образом заготовку скручивают путем фиксации ее первой части относительно второй ее части. При этом скручивании нити основы скручиваются в сторону от направления, проходящего под 0°, на угол, зависящий от степени поворота поворотной оправки, в то время как уточные или окружные нити остаются по существу параллельными направлению, проходящему под 90°.
Дополнительный аспект настоящего изобретения состоит в создании симметричного тканого предмета с нитями основы и утка, который затем преобразуется в предмет асимметричной формы.
Другие характерные особенности и преимущества, соответствующие настоящему изобретению, станут понятными из приведенного ниже подробного описания иллюстрированных вариантов выполнения со ссылкой на прилагаемые чертежи, на которых соответствующие элементы обозначены одинаковыми номерами позиций.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для более полного понимания изобретения ниже приведено описание со ссылками на прилагаемые чертежи, на которых:
Фиг.1 изображает вид в плане симметричной заготовки;
Фиг.2 изображает вид в плане симметричной заготовки, помещенной на поворотный фиксатор до скручивания согласно одному аспекту настоящего изобретения;
Фиг.3 изображает вид в плане симметричной заготовки, представленной на Фиг.2, после скручивания;
Фиг.4а изображает вид в плане поворотного фиксатора, представленного на Фиг.2;
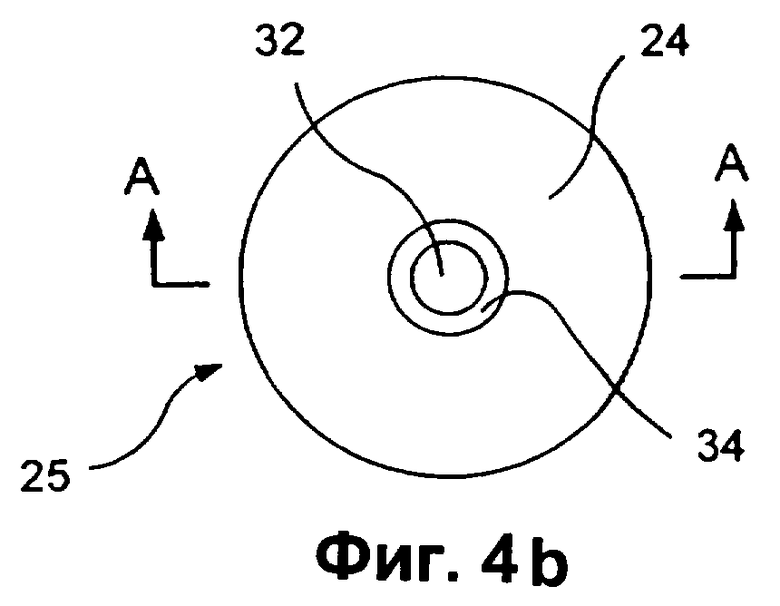
Фиг.4b изображает вид сверху поворотного фиксатора, представленного на Фиг.4а;
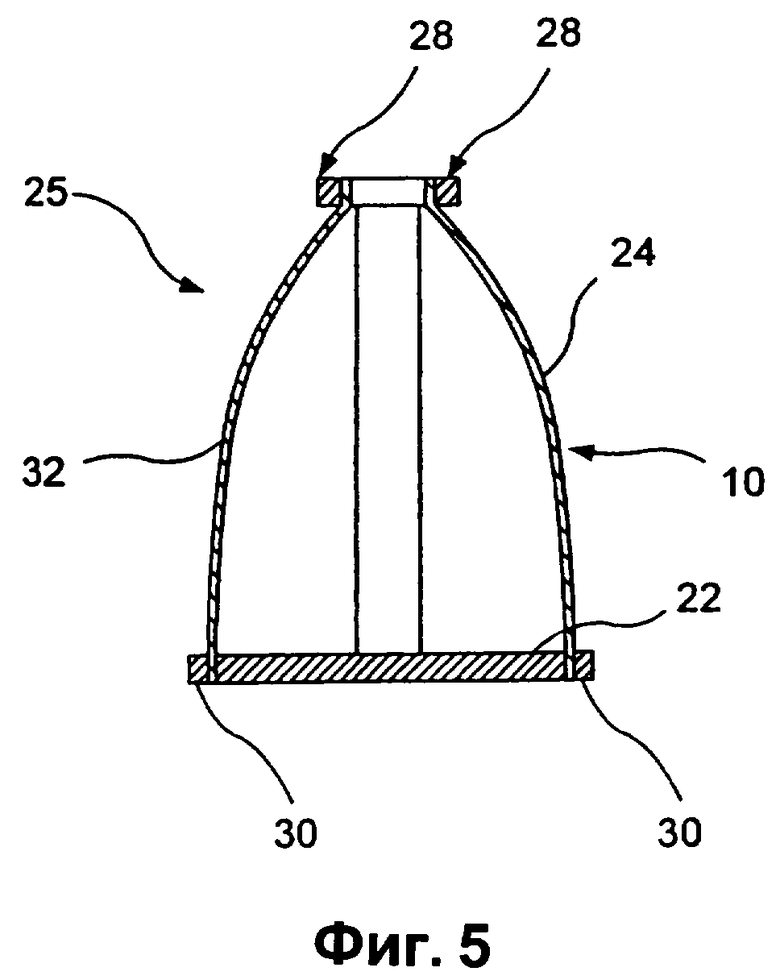
Фиг.5 изображает разрез поворотного фиксатора по линии А-А, показанной на Фиг.4b;
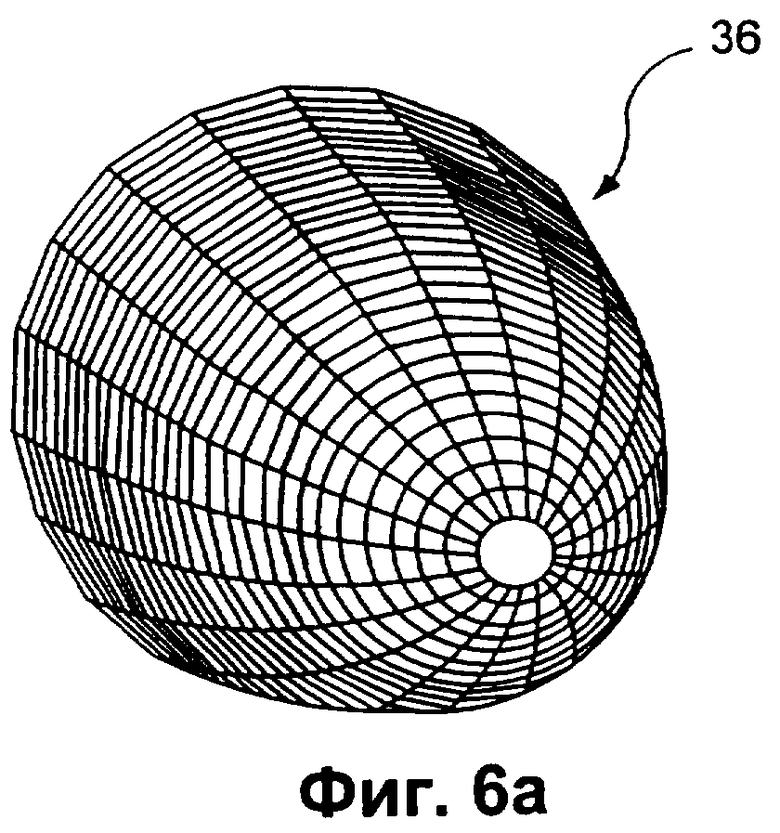
Фиг.6а изображает заготовку симметричной формы согласно одному аспекту настоящего изобретения;
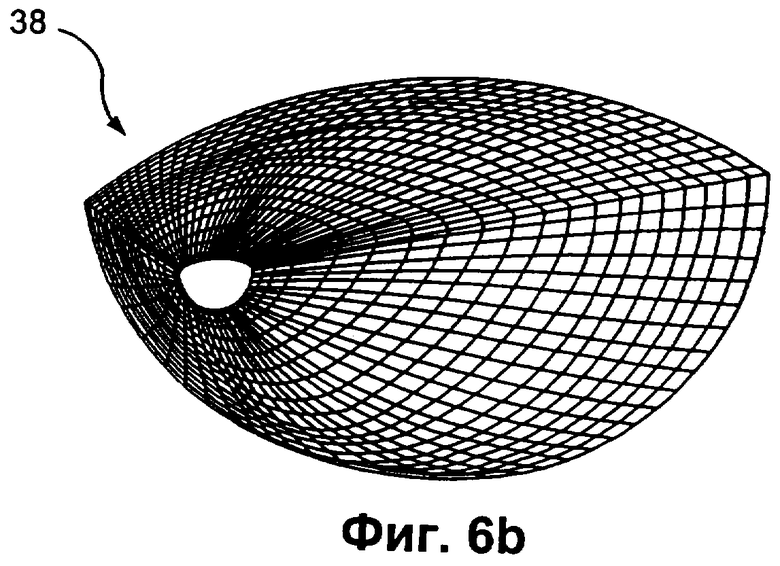
Фиг.6b изображает заготовку асимметричной формы согласно другому аспекту настоящего изобретения;
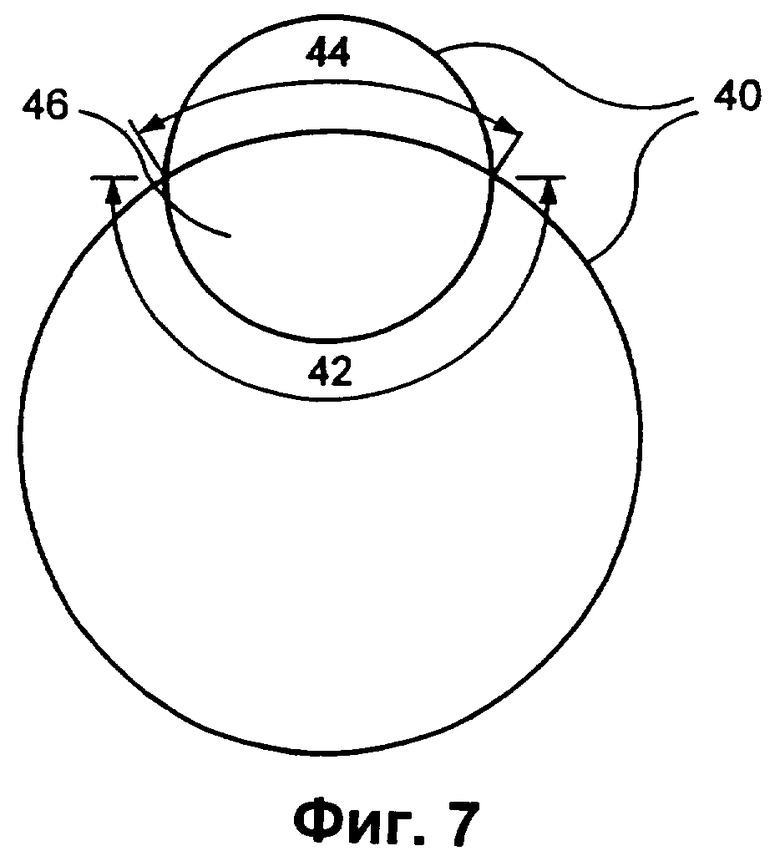
Фиг.7 изображает пересекающиеся круги, используемые для получения асимметричной формы, представленной на Фиг.6b;
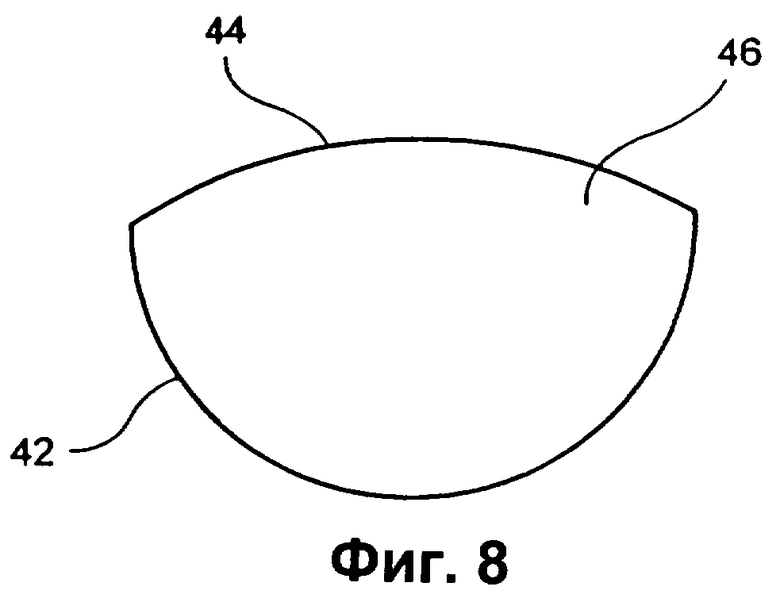
Фиг.8 изображает конечную форму, образованную пересекающимися кругами, представленными на Фиг.7;
Фиг.9 изображает окружность конечной симметричной формы, которая используется для получения асимметричной формы;
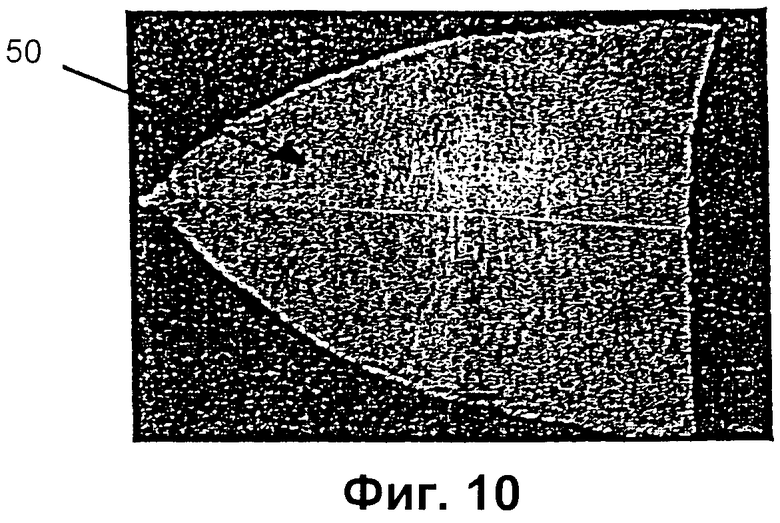
Фиг.10 изображает вид в плане заготовки симметричной формы согласно одному варианту выполнения настоящего изобретения и
Фиг.11 изображает вид в плане заготовки асимметричной формы согласно одному варианту выполнения настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Согласно одному аспекту настоящего изобретения, изображенному на Фиг.1, заготовка 10 симметричной формы в форме носка, которая может быть с открытыми или закрытыми концами, содержит нити 12 основы, по существу параллельные направлению 16, проходящему под 0°, и уточные или окружные нити 14, по существу параллельные направлению, проходящему под 90°, или окружному направлению 18. При использовании окружные или уточные нити и направление, составляющее 90°, относятся к нитям и направлению, которые проходят по окружности вокруг заготовки, в то время как нити основы и направление, составляющее 0°, проходят перпендикулярно окружным нитям заготовки. Заготовка 10 симметричной формы может быть соткана с использованием обычного трехмерного жаккардового ткачества. Нити основы и утка могут быть нитями любых типов, используемых для ткачества заготовок. Более того, нити могут быть предварительно пропитаны полимерной смолой.
Обратимся к Фиг.2, на которой заготовка 10 помещена на неподвижную оправку 20, так что нити 12 основы ориентированы по существу перпендикулярно поворотной оправке 22, а уточные или окружные нити 14 ориентированы по существу параллельно указанной оправке 22. На Фиг.4а изображен фиксатор 25 особой конструкции, используемый для получения неосевого армирования. На Фиг.5 изображен разрез фиксатора 25 по линии А-А, показанной на Фиг.4b. Фиксатор 25 имеет две основные детали: неподвижную оправку 24 и поворотную оправку 22. Заготовка 10 зажата у верхней части 28 неподвижной оправки 24 и у нижней части 30 подвижной оправки 22.
Для улучшения структурной жесткости и прочности заготовки желательно сдвигать или скручивать нити 12 основы для получения неосевого армирования.
Необходимый сдвиг и форма получаются путем скручивания заготовки 10 на поворотном фиксаторе 25, форма которого имеет заданную форму конечного предмета. Как показано на Фиг.3, после поворота поворотной оправки 22 нити 12 основы скручиваются в сторону от направления 16, составляющего 0°, и уже по существу не перпендикулярны основанию оправки 22. Однако нити 14 остаются по существу параллельными основанию оправки 22 или направлению 18, составляющему 90°. Основной принцип заключается в сдвигании элемента в форме носка с нитями, проходящими в направлении 0°/90°, для того чтобы осевое армирование, а именно нити 12 основы скрутились под нужным углом от осевого направления, составляющего 0°, в то время как нити 14 остаются по существу в направлении, составляющем 90°.
При скручивании, по мере того, как нити основы сдвигаются от направления, составляющего 0°, длина заготовки 10 укорачивается. Для компенсации уменьшения длины заготовки 10 стержень 32 оправки 22 может перемещаться вверх или вниз в отверстии 34, проходящем через середину неподвижной оправки 24, как показано на Фиг.4b. Уменьшение длины заготовки 10 симметричной формы можно просчитать и компенсировать во время конструирования и создания указанной заготовки 10.
В тканях с плотным переплетением неосевое армирование можно получить под углами до 20°, после чего заготовка или элемент в форме носка начинает коробиться. Для получения больших углов неосевого армирования, лежащих в диапазоне, составляющем примерно 45°, нужно использовать материал с более редким переплетением, которое позволит дополнительное скручивание элемента в форме носка, прежде чем он начнет коробиться.
Используя технологию симметричного сечения, можно получить комбинированную конструкцию, которая использует этот тип заготовки. То есть, для каждого +θ° слоя существует - θ° слой. Это достигается путем спаривания элемента в виде носка, который был скручен в первом, или отрицательном направлении, с элементом в виде носка, который был скручен во втором, или положительном направлении. Скрученные элементы в виде носка можно также сочетать с нескрученными элементами в виде носка для создания комбинированной заготовки, которая имеет армирование 0°/90°, а также неосевое армирование. Эти заготовки, имеющие форму носка, можно сочетать в любой комбинации или любом количестве, которое необходимо для получения требуемого армирования, толщины или прочности конечного комбинированного предмета. В результате получается бесшовная заготовка, обладающая повышенными механическими свойствами вследствие армирования по всем направлениям по сравнению с нескрученными заготовками, которые не имеют неосевого армирования. Затем заготовку можно превратить в комбинированную конструкцию с использованием известных технологий изготовления, таких как литьевое прессование полимера.
Технология трехмерного жаккардового ткачества предлагает экономически эффективные способы изготовления симметричных заготовок, которые имеют форму носка. Однако также можно использовать другие технологии, известные специалистам в данной области техники, не отходя от сущности настоящего изобретения.
На Фиг.6а изображена симметричная заготовка 36. На Фиг.6b показано, что симметричная заготовка может быть преобразована в асимметричную заготовку 38. Симметричную заготовку 36 можно выполнить плотно прилегающей к асимметричной оправке, при условии, что длина обода или длина окружности симметричной заготовки, которая имеет форму носка, совпадает с длиной обода или длиной окружности асимметричного предмета в отдельном продольном направлении. Фиг.7 демонстрирует на примере, что асимметричная заготовка 46, изображенная также на Фиг.8, составлена из элементов двух пересекающихся кругов 40. На Фиг.7 и Фиг.8 показано, что сумма длин двух пересекающихся отрезков 42 и 44 пересекающихся кругов 40 равна длине окружности 48 круга 50, который представляет собой симметричную заготовку.
На Фиг.10 изображена заготовка или элемент 50 в форме носка симметричной формы, подогнанный до формы, которая была предназначена для соответствия оправке, имеющей асимметричную форму. На Фиг.11 изображена заготовка или элемент 50 в форме носка симметричной формы после помещения его на асимметричную оправку, которая согласует их формы. Такая асимметричная заготовка затем может быть скручена, чтобы придать неосевое армирование. В результате получается асимметричный предмет 52 с неосевым армированием. Затем конечная заготовка может быть дополнительно преобразована в комбинированную конструкцию путем использования известных технологий изготовления, таких как литьевое прессование полимера.
Таким образом, показано, что из заготовок, имеющих форму носка, можно создавать как симметричные, так и несимметричные предметы с неосевым армированием.
Несмотря на то, что в данном документе подробно описан предпочтительный вариант выполнения настоящего изобретения и его модификации, должно быть понятно, что данное изобретение не ограничено именно этим вариантом выполнения и модификациями и что специалисты в данной области техники могут выполнить другие модификации и изменения, не отходя от сущности и объема правовой охраны изобретения, которые определены прилагаемой формулой изобретения.
Группа изобретений относится к многослойному тканому предмету с неосевым армированием и способу создания. Способ включает тканье первой заготовки, в которой нити основы ориентированы по существу параллельно направлению, проходящему под 0°, а уточные или окружные нити ориентированы по существу параллельно направлению, проходящему под 90°. Затем осуществляют скручивание первой заготовки в первом направлении путем фиксации ее первой части относительно ее второй части, при котором нити основы скручиваются в сторону от направления, проходящего под 0°, в то время как уточные, или окружные нити остаются по существу параллельными направлению, проходящему под 90°. После осуществляют наслоение одной или нескольких дополнительных заготовок, которые скручены во втором направлении, противоположном первому направлению, или являются нескрученными, либо комбинации скрученных и нескрученных заготовок. Многослойный тканый предмет содержит заготовку, имеющую нити основы, скрученные от направления, проходящего под 0°, и уточные или окружные нити, ориентированные по существу параллельно направлению, проходящему под 90°. Причем нити основы, скрученные в сторону от направления, проходящего под 0°, обеспечивают неосевое армирование тканого предмета. Многослойный предмет также содержит дополнительный слой из одной или нескольких заготовок, которые скручены в противоположном направлении или нескручены, или комбинацию скрученных и нескрученных заготовок. Достигаемый при этом технический результат заключается в создании экономически эффективного способа, позволяющего получить предметы симметричной и ассиметричной формы с неосевым армированием. 2 н. и 22 з.п. ф-лы, 13 ил.
1. Способ создания многослойного тканого предмета с неосевым армированием, включающий:
тканье первой заготовки, в которой нити основы ориентированы, по существу, параллельно направлению, проходящему под 0°, а уточные или окружные нити ориентированы, по существу, параллельно направлению, проходящему под 90°, скручивание первой заготовки в первом направлении путем фиксации ее первой части относительно ее второй части, при котором нити основы скручиваются в сторону от направления, проходящего под 0°, в то время как уточные или окружные нити остаются, по существу, параллельными направлению, проходящему под 90°, и
наслоение одной или нескольких дополнительных заготовок, которые скручены во втором направлении, противоположном первому направлению, или являются нескрученными, либо комбинации скрученных и нескрученных заготовок.
2. Способ по п.1, в котором указанную заготовку ткут с использованием технологии жаккардового ткачества.
3. Способ по п.1, в котором указанная заготовка является бесшовной.
4. Способ по п.1, в котором указанная тканая заготовка является симметричной.
5. Способ по п.1, в котором указанную симметричную заготовку преобразуют в асимметричную заготовку.
6. Способ по п.1, в котором дополнительно размещают указанную заготовку на поворотном фиксаторе.
7. Способ по п.6, в котором поворотный фиксатор содержит неподвижную оправку и поворотную оправку.
8. Способ по п.7, в котором первую часть указанной заготовки на неподвижной оправке фиксируют относительно ее второй части.
9. Способ по п.8, в котором указанное скручивание выполняют путем поворота поворотной оправки.
10. Способ по п.9, в котором указанное скручивание вызывает скручивание нитей основы в сторону от направления, проходящего под 0°, на угол, зависящий от степени поворота поворотной оправки.
11. Способ по п.9, в котором после указанного скручивания уточные или окружные нити остаются, по существу, параллельными направлению, проходящему под 90°.
12. Способ по п.7, в котором указанная неподвижная оправка имеет симметричную форму.
13. Способ по п.7, в котором указанная оправка имеет асимметричную форму.
14. Способ по п.9, в котором указанный поворот осуществляют в диапазоне углов до примерно 45°.
15. Многослойный тканый предмет, содержащий:
заготовку, имеющую нити основы, скрученные от направления, проходящего под 0°, и уточные или окружные нити, ориентированные, по существу, параллельно направлению, проходящему под 90°, причем нити основы, скрученные в сторону от направления, проходящего под 0°, обеспечивают неосевое армирование тканого предмета; и
дополнительный слой из одной или нескольких заготовок, которые скручены в противоположном направлении или нескручены, или комбинацию скрученных и нескрученных заготовок.
16. Многослойный тканый предмет по п.15, выполненный с использованием технологии жаккардового ткачества.
17. Многослойный тканый предмет по п.15, который является бесшовным.
18. Тканый предмет по п.15, который имеет симметричную форму.
19. Тканый предмет по п.15, который имеет асимметричную форму.
20. Тканый предмет по п.15, который является заготовкой для обтекателя.
21. Тканый предмет по п.15, который имеет открытые концы.
22. Тканый предмет по п.15, который имеет закрытые концы.
23. Тканый предмет по п.15, в котором нити пропитаны полимерной смолой.
24. Тканый предмет по п.15, в котором указанные заготовки выбраны из группы, состоящей из одной или нескольких перечисленных ниже заготовок: заготовок, скрученных в положительном направлении, заготовок, скрученных в отрицательном направлении, и нескрученных заготовок.
| US 5556495 А, 17.09.1996 | |||
| АРМИРОВАННЫЕ СЛОИСТЫЕ ПЛАСТИКОВЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ПРОИЗВОДСТВЕ ПЕЧАТНЫХ ПЛАТ, СПОСОБ ПОЛУЧЕНИЯ ТАКИХ СЛОИСТЫХ МАТЕРИАЛОВ И ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ | 1987 |
|
RU2080750C1 |
| ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО ТЕХНИЧЕСКИХ ЖИДКОСТЕЙ НА ОРГАНИЧЕСКОЙ ОСНОВЕ | 2008 |
|
RU2365424C1 |
| JP 2000245880 A, 12.09.2000. | |||

