Изобретение касается способа выполнения предварительно отформованных заготовок волокнистой структуры, предназначенных для последующего изготовления деталей кольцевой формы из композиционного материала.
Специфической, но не единственно возможной, областью применения данного изобретения является изготовление тормозных дисков из того или иного композиционного материала, в частности, изготовление тормозных дисков из углерод-углеродного композиционного материала, представляющего собой углеродную матрицу, армированную углеволокном.
Детали кольцевой формы из композиционного материала, такие, например, как тормозные диски, образованы из предварительно отформованной заготовки, имеющей волокнистую структуру и уплотненной затем при помощи матрицы. Для тормозных дисков, изготавливаемых из углерод-углеродного композиционного материала, эта заготовка включает углеродные волокна или волокна предшественника углерода, который преобразуется в углерод при помощи специальной термической обработки после образования упомянутой предварительно отформованной заготовки. Таким предшественником углерода, существующим в виде волокон, является, в частности, полиакрилонитрил (PAN) в предварительно окисленном виде. Уплотнение предварительно отформованной заготовки данной детали может быть выполнено с использованием так называемого мокрого способа, а именно, путем пропитки отформованной заготовки соответствующим предшественником углерода в жидком виде, например, той или иной смолой, с последующим преобразованием этого предшественника в углерод при помощи термической обработки, или путем химического впитывания в парообразной фазе.
Хорошо известный способ получения предварительно отформованных заготовок волокнистой структуры, предназначенных для изготовления деталей из композиционных материалов, состоит в наложении друг на друга и последующем скреплении с использованием иглопробивной технологии нескольких слоев двухмерной волокнистой структуры. Эти слои с волокнистой структурой могут представлять собой, например, ткань. Эта ткань в случае необходимости покрывается тонкой пеленой волокон, которые могут быть перемещены иголками при использовании иглопробивной технологии для получения упомянутой предварительно отформованной заготовки сквозь эти наложенные друг на друга слои с двухмерной волокнистой структурой. Так поступают, в частности, в тех случаях, когда упомянутые слои представляют собой ткань, изготовленную из волокон, плохо поддающихся иглопробивному перемещению без разрыва этих волокон или нитей из них, в частности, ткань, изготовленную из волокон углерода.
Такой способ описан, в частности, в источниках FR-A-2 584 106 и FR-A-2 584 107 соответственно для реализации плоских предварительно отформованных заготовок и для реализации предварительно отформованных заготовок в виде тех или иных тел вращения.
Предварительно отформованная заготовка кольцевой формы, предназначенная для изготовления тормозного диска, может быть вырезана из толстой пластины, образованной наложенными друг на друга плашмя слоями волокнистой структуры, пробитыми системой специальных иголок. При использовании такой технологии потери материала могут достигать 50%, что в случае изготовления такой предварительно отформованной заготовки из волокон углерода обходится весьма дорого, учитывая достаточно высокую себестоимость этого волокнистого материала.
Для уменьшения потерь дорогостоящего волокнистого материала было предложено образовывать предварительно отформованную заготовку путем наложения друг на друга и последующего пробивания иглами кольцевых слоев, каждый из которых образован несколькими соединенными между собой секторами. Эти секторы вырезаются из двухмерной волокнистой структуры, например, из соответствующей ткани.
При использовании такой технологии потери материала оказываются меньше, чем в случае вырезания полного кольца, однако, остаются все равно достаточно большими. Кроме того, такой способ оказывается достаточно трудным в использовании и плохо поддается автоматизации, в частности, из-за необходимости точно позиционировать упомянутые секторы, смещая их от одного слоя к другому для того, чтобы линии раздела между отдельными секторами не накладывались друг на друга.
Может также быть рассмотрен вариант вырезания предварительно отформованных заготовок кольцевой формы из полых цилиндров, полученных путем одновременного наматывания на соответствующую оправку и пробивания иглами тканой ленты, как это описано в упомянутом выше источнике FR-A-2 584 107. Этот способ является относительно простым в реализации и не приводит к потерям дорогостоящего волокнистого материала. Однако, в этом случае, применительно к изготовлению тормозных дисков и в отличие от описанных выше способов, слои предварительно отформованной заготовки располагаются перпендикулярно по отношению к трущимся поверхностям этого тормозного диска. При этом уменьшенное сопротивление сдвигу или срезу параллельно слоям волокнистого материала может представлять собой существенный недостаток на уровне вырезов или пазов, выполненных на внешнем или на внутреннем периметре этих тормозных дисков для размещения в них скоб или зажимов, предназначенных для передачи или восприятия усилий, воздействующих на эти тормозные диски в процессе их эксплуатации.
Другая известная технология реализации предварительно отформованных заготовок, предназначенных для последующего изготовления деталей кольцевой формы из композиционных материалов, состоит в использовании текстильного изделия в виде ленты спиральной или винтовой формы, которая плашмя наматывается уложенными друг на друга витками. Такое текстильное изделие может представлять собой ткань, образованную спиральными нитями основы и радиальными уточными нитями.
Как сказано в документах FR-A-2 490 687 и FR-A-2 643 656, спиральная или винтовая форма придается ткани при помощи, по меньшей мере, одного конического валика нитей основы, сматываемых с индивидуальных катушек, установленных на сновальной раме. В полученной таким образом ткани расстояние между радиальными уточными нитями возрастает по ширине спиральной ткани от ее внутреннего диаметра к ее наружному диаметру. Для сохранения одного характера ткани по всей ее ширине в двух упомянутых выше документах предложено вводить дополнительные уточные нити, которые проходят только по части ширины данной ткани от ее наружного диаметра. Такое техническое решение приводит к существенному удорожанию изготовления ткани и является потенциальным источником немаловажных дефектов полученной ткани.
Другая технология, описанная в источнике ЕР-А-0 528 336, кл. С 04 В 35/52, опубл. 24.02.1993, состоит в использовании трубчатой плетенки. Вследствие своей деформируемости эта трубчатая плетенка после ее уплощения или сплющивания может быть смотана спиралью, образуя наложенные друг на друга кольцевые витки, которые соединяются между собой при помощи пробивки иглами. В процессе изготовления такой трубчатой плетенки специальные одномерные элементы (или однонаправленные элементы) могут быть введены параллельно оси этой плетенки. Путем соответствующего изменения титра и/или расстояния между соседними однонаправленными элементами в пространстве между противоположными краями сплющенной трубчатой плетенки можно ввести необходимую компенсацию в изменение поверхностей плотности плетенки между двумя этими краями, причиной которой является деформация плетенки в процессе ее сматывания плашмя в спираль.
Однако, введение этих однонаправленных элементов ухудшает деформируемость или способность к деформации такой плетенки. Кроме того, в процессе сматывания плетенки в спираль траектория, описываемая этими однонаправленными элементами, существенно меняется между внутренней окружностью формируемой кольцевой заготовки. Следует отметить, что в упомянутом документе ЕР-А-0 528 336 рассматривается возможность осуществления в процессе изготовления данной плетенки натяжения в большей или меньшей степени для упомянутых однонаправленных элементов в зависимости от их расположения в окрестности внутренней окружности или в окрестности наружной окружности изготавливаемой кольцевой заготовки. Однако, в дополнение к тому, что такой прием позволяет обеспечить лишь весьма ограниченную компенсацию различий в длине траекторий, описываемых этими однонаправленными элементами в разных зонах формируемой заготовки, поддержание этого натяжения после изготовления плетенки не гарантировано, что приводит к возможности усадки и завивки упомянутых однонаправленных элементов. Кроме того, введение этих однонаправленных элементов в структуру трубчатой плетенки, особенно в том случае, когда эти элементы должны быть введены в эту структуру с различной степенью натяжения, существенно усложняет и удорожает процесс изготовления предварительно отформованной кольцевой заготовки.
Задача данного изобретения состоит в том, чтобы предложить способ получения отформованных заготовок кольцевой формы, не имеющий недостатков, присущих существующему уровню техники в данной области, то есть способ, который обеспечивает возможность реализации предварительно отформованных заготовок кольцевой формы, предназначенных для изготовления соответствующих деталей из композиционного материала, без потери исходного материала и при относительно невысокой стоимости технологического процесса, сохраняя при этом практически однородное объемное содержание волокон по всей предварительно отформованной заготовке.
Поставленные в данном изобретении задачи решаются при помощи способа выполнения предварительно отформованных заготовок волокнистой структуры, предназначенных для изготовления кольцевой формы из композиционного материала, включающего наматывание уложенными друг на друга слоями ленты винтовой или спиральной ткани, содержащей спиральные нити основы и строго радиальные уточные нити, в котором, согласно изобретению, обеспечивают возрастание отнесенной к единице площади массы системы нитей основы спиральной ткани в пространстве между внутренним диаметром этой ткани и ее наружным диаметром и соединяют упомянутые слои ленты спиральной ткани при помощи пробивки их иглами таким образом, чтобы эти слои были обвязаны между собой волокнами, извлеченными этими иглами из нитей данной ткани, причем обеспечивают компенсирование посредством упомянутого увеличения отнесенной к единице площади массы системы нитей основы, по меньшей мере приблизительно, для объемной плотности данной заготовки уменьшения плотности системы уточных нитей данной ткани в пространстве между ее внутренним диаметром и ее наружным диаметром.
Кроме того, согласно изобретению, используют спиральную ткань, по меньшей мере частично образованную нитями, содержащими параллельные друг другу разрывные или относительно короткие волокна, причем целостность этих нитей обеспечивается при помощи специальной нити обвивки, изготовленной из нестойкого или летучего материала, а также тем, что упомянутую нить обвивки удаляют перед соединением материала путем его пробивания иглами. А также используют спиральную ткань, по меньшей мере частично образованную нитями, содержащими разрывные или относительно короткие волокна, сцепление между которыми обеспечивается при помощи их легкого скручивания между собой. При этом используют ткань, номер или толщина нитей основы которой возрастают в пространстве между внутренним диаметром и наружным диаметром этой ткани. Причем используют ткань, плотность системы нитей основы которой возрастает в пространстве между внутренним диаметром и наружным диаметром данной ткани. Вместе с тем упомянутое соединение материала при помощи его пробивки иглами осуществляют при строго постоянной плотности на единицу площади проколов упомянутых игл на всей поверхности уложенных друг на друга слоев ленты спиральной ткани. Кроме того, упомянутое соединение материала заготовки при помощи пробивки иглами осуществляют при помощи системы игл, которая покрывает кольцевой сектор, проходящий по всей ширине ленты спиральной ткани. А упомянутое соединение материала заготовки при помощи пробивки иглами осуществляют на строго постоянную глубину. Соединение материала заготовки при помощи пробивки его иглами осуществляют постепенно, по мере укладки плашмя слоев наматываемой ленты спиральной ткани. Ленту спиральной ткани наматывают вокруг некоторой оси, формируя уложенные друг на друга слои, строго перпендикулярные этой оси. Ленту спиральной ткани наматывают вокруг некоторой оси, образуя уложенные друг на друга конические слои. Ленту спиральной ткани наматывают вокруг направляющей трубы. Ленту спиральной ткани накапливают на питающем диске, откуда эту лету вытягивают через специальную выходную радиальную щель. Ленту спиральной ткани накапливают на оправке, на которую ее предварительно наматывают, образуя пакет уложенных друг на друга конических слоев. Ленту спиральной ткани отбирают с оправки по мере ее наматывания на вращающийся диск для образования предварительно отформованной заготовки, образованной уложенными друг на друга коническими витками этой ленты спиральной ткани, причем передачу этой ленты осуществляют при помощи тангенциального контакта между пакетом конических слоев на оправке и формируемой кольцевой заготовкой. Кроме того, ленту спиральной ткани наматывают уложенными друг на друга плашмя слоями и подвергают непрерывному соединению при помощи пробивки иглами по мере ее намотки с формированием полого цилиндра, а затем вырезают из этого полого цилиндра предварительно отформованные заготовки, предназначенные для изготовления соответствующих деталей кольцевой формы.
Согласно второму объекту изобретения, поставленные в данном изобретении задачи решаются при помощи заготовки кольцевой формы, предварительно отформованной и предназначенной для последующего изготовления тормозных дисков из композиционного материала, и данная заготовка, согласно изобретению, выполнена согласно описанному выше способу со всеми приведенными его уточнениями и дополнениями.
Для изготовления деталей кольцевой формы из композиционного материала, в частности, для случая изготовления из композиционного материала тормозных дисков, заявитель установил, что особенно важным является обеспечение строго однородного объемного содержания волокон во всем объеме предварительно отформованной заготовки, причем это объемное содержание волокон представляет собой процент единицы объема данной предварительно отформованной заготовки, фактически занимаемый волокнами композиционного материала. Действительно, строго однородное объемное содержание волокон означает строго однородную пористость этого материала. В этом случае последующее уплотнение предварительно отформованной заготовки при помощи матрицы может быть выполнено строго однородным образом, что придает данному композиционному материалу строго однородные характеристики по всему его объему.
При использовании способа в соответствии с предлагаемым изобретением упомянутая выше однородность пористости обеспечивается путем сочетания увеличения массы единицы площади основы в пространстве между внутренним диаметром и наружным диаметром формируемой заготовки с пробивкой материала иглами.
Конечно, увеличение массы единицы площади основы ткани скорее, чем увеличение массы единицы площади утка, как это имеет место в упомянутом выше существующем уровне техники в данной области, в определенной степени усугубляет отнесенную к единице площади неоднородность спиральной ткани. Однако, в частности, для применения с целью изготовления тормозных дисков эта неоднородность остается вполне приемлемой в тех случаях, когда внутренний диаметр спиральной ткани является не слишком маленьким и различие между внутренним и внешним диаметрами этой ткани является не слишком большим.
Кроме того, в то время, как увеличение массы единицы площади утка путем введения дополнительных уточных нитей на некоторой части ширины данной спиральной ткани существенно усложняет процесс изготовления этой ткани и значительно увеличивает ее стоимость, увеличение массы единицы площади основы этой ткани может быть реализовано достаточно простым способом и без существенного увеличения стоимости такой ткани. Это может быть сделано, например, путем использования нитей основы возрастающего номера или толщины и/или путем увеличения плотности размещения нитей основы постоянной толщины или номера в пространстве между внутренним диаметром и наружным диаметром этой ткани.
И наконец, изготовление базовой структуры, в данном случае это спиральная ткань, не осложняется необходимостью добавления каких-либо однонаправленных элементов ткани или дополнительных нитей в ней.
Спиральная ткань должна поддаваться выполнению операции пробивки ее иглами без того, чтобы эти иглы оказывали разрушающее воздействие на нити, образующие эту ткань. Поэтому в том случае, когда предварительно отформованная заготовка должна быть реализована из волокон углерода или керамических волокон, предпочтительным является использование спиральной ткани, по меньшей мере частично образованной нитями, содержащими разрывные (то есть не сплошные или относительно короткие) волокна, которые могли бы быть легко вытянутыми упомянутыми иглами.
Эти нити могут быть образованы волокнами углерода или керамики, или волокнами из предшественников углерода или керамики, причем в этом случае преобразование предшественника в углерод или в керамику осуществляется путем специальной термической обработки, выполняемой, например, после пробивания материала иглами.
В предпочтительном варианте реализации используют спиральную ткань, нити которой, как это описано в документе ЕР-А-0 489 637, образованы отдельными разрывными волокнами, параллельными между собой и не скрученными, но с обвивкой, которая обеспечивает целостность нити. Эта обвивка осуществляется с использованием нити из некоторого нестойкого или летучего материала, который удаляется перед иглопробивной обработкой данного материала. Это удаление нити обвивки освобождает волокна для проведения иглопробивной обработки и устраняет, вследствие увеличения объема или распушения волокон, наличие макропористости материала.
В качестве возможного варианта реализации обвитая нить может быть заменена на прядь, образованную разрывными или относительно короткими волокнами, параллельными друг другу, с взаимным сцеплением, достаточным для того, чтобы обеспечить возможность изготовления ткани из этих прядей, не препятствуя последующему пробитию этого материала иглами. Такое минимальное сцепление может быть обеспечено при помощи легкого скручивания, характеризующегося, например, наличием не более 15 оборотов в расчете на один метр такой пряди.
Пробивание материала иглами в предпочтительном варианте реализации осуществляется при строгом соблюдении постоянства плотности размещения этих игл на единицу площади по всей поверхности слоев тканой ленты. Для этого можно использовать систему игл, которая перекрывает некоторый спектр кольца, проходящий по всей ширине данной спиральной тканевой ленты.
В предпочтительном варианте реализации способа в соответствии с предлагаемым изобретением пробивка материала иглами осуществляется на строго постоянную глубину по мере наматывания плашмя спиральной тканевой ленты.
Это наматывание спиральной тканевой ленты может быть реализовано вокруг некоторой оси, образуя тем самым наложенные друг на друга слои, строго перпендикулярные этой оси, или образуя наложенные друг на друга конические слои. Ось, вокруг которой происходит наматывание спиральной тканевой ленты, может быть материализована при помощи трубы.
Другие характеристики и преимущества способа в соответствии с предлагаемым изобретением будут лучше поняты из приведенного ниже описания не являющегося ограничительным примера его практической реализации, где даются ссылки на приведенные в приложении фигуры, среди которых:
фиг. 1 представляет собой схематический вид, демонстрирующий ткань спиральной формы, пригодную для использования способа в соответствии с данным изобретением;
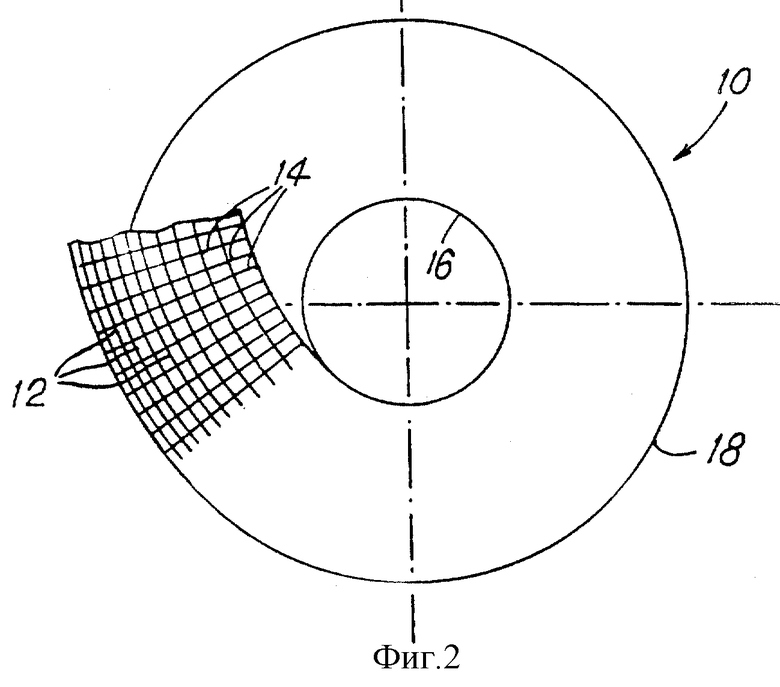
фиг. 2 представляет собой схематический вид другого возможного варианта реализации ткани спиральной формы, также пригодной для реализации способа в соответствии с данным изобретением;
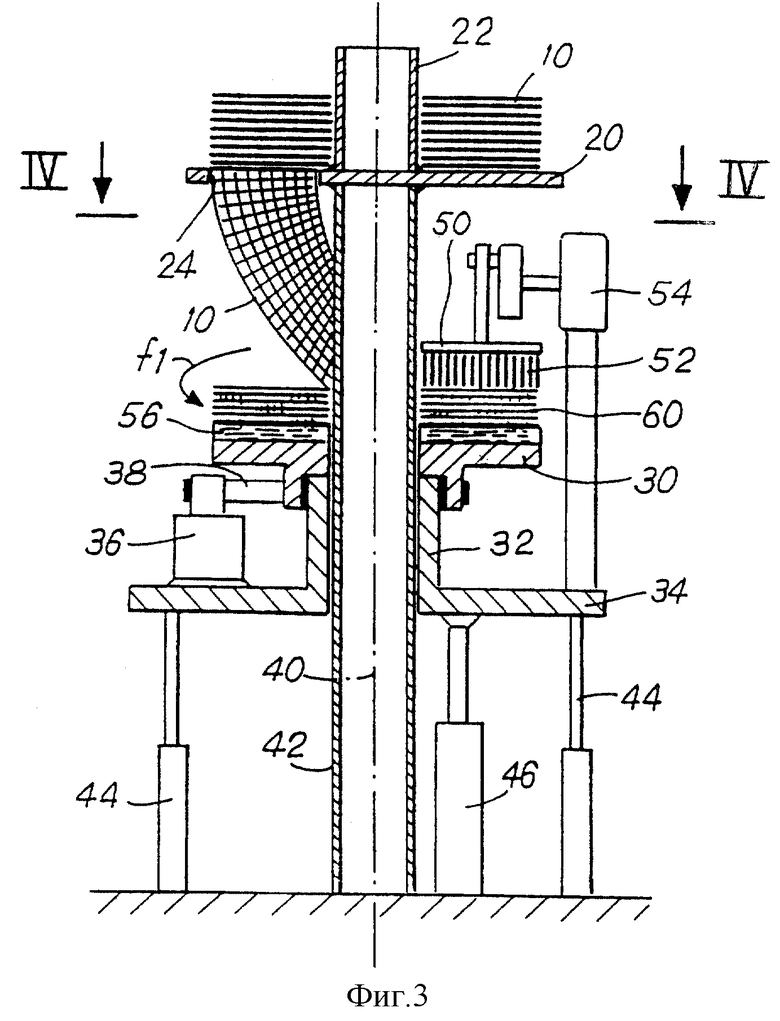
фиг. 3 представляет собой схематический вид спереди и в разрезе первого способа реализации устройства, обеспечивающего возможность реализации способа в соответствии с предлагаемым изобретением;
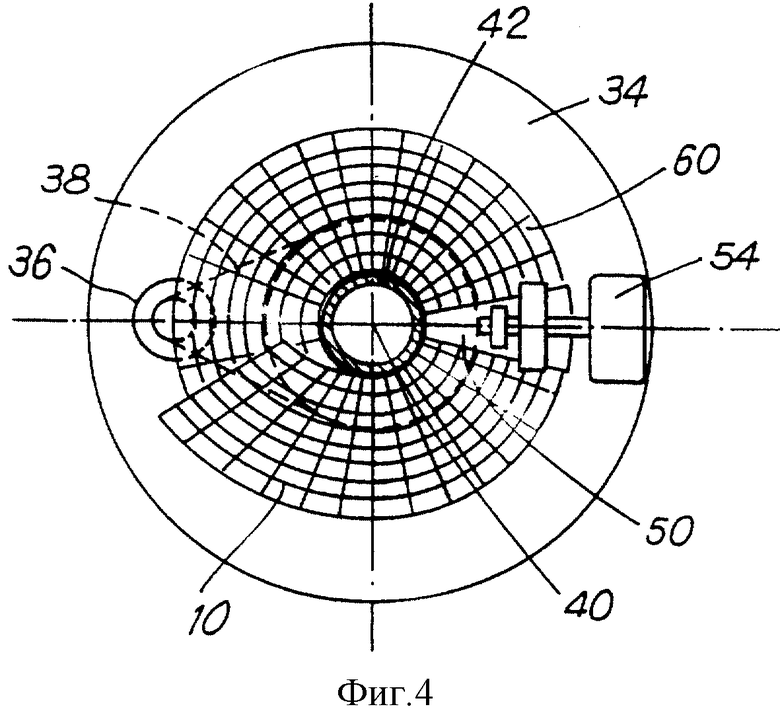
фиг. 4 представляет собой схематический вид сверху в разрезе по линии IV-IV, показанной на фиг.3;
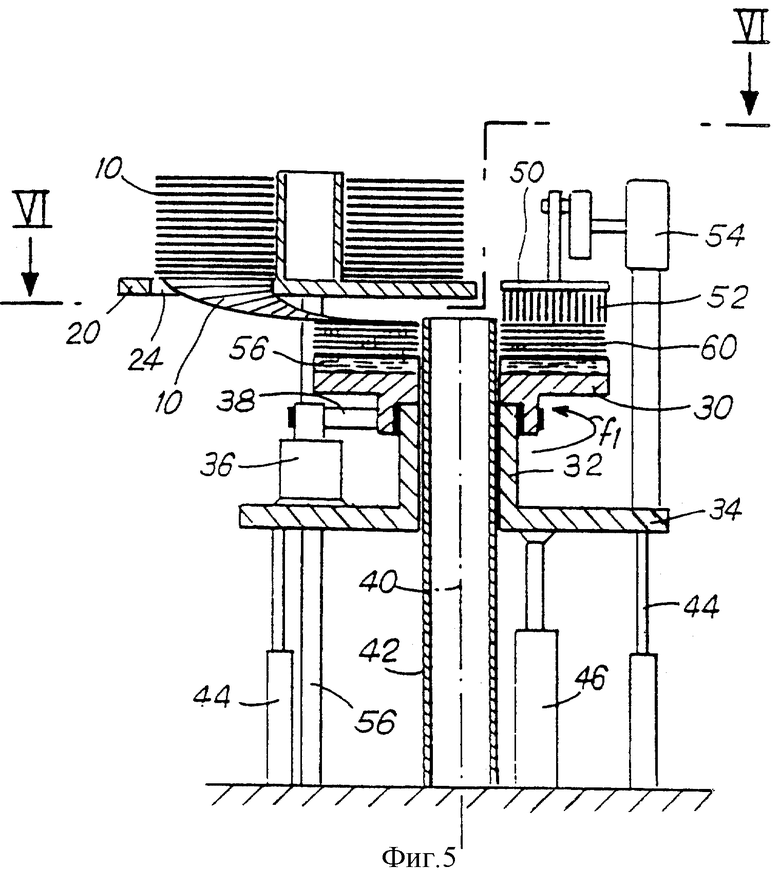
фиг. 5 представляет собой схематический вид спереди в разрезе варианта реализации устройства, показанного на фиг.3 и 4;
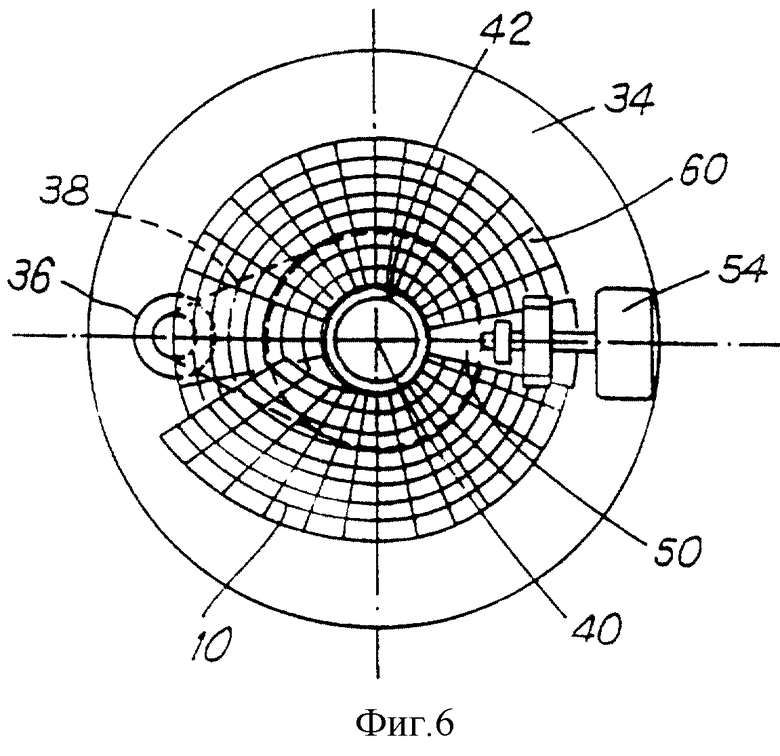
фиг. 6 представляет собой схематический вид сверху и в разрезе по линии VI-VI, показанной на фиг.5;
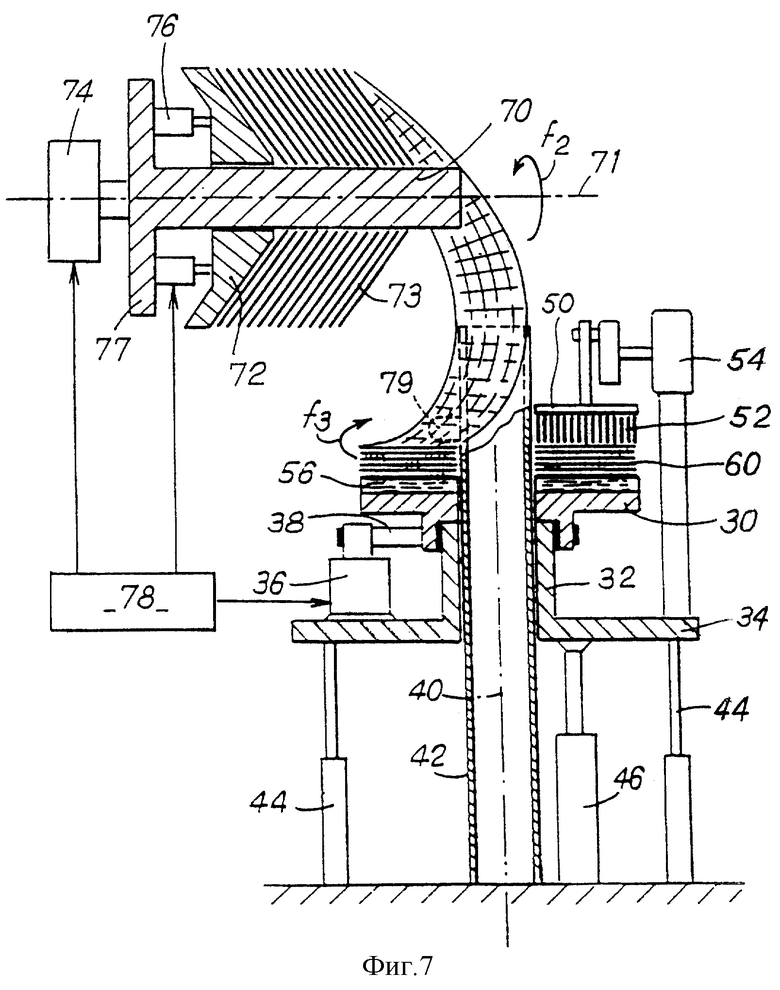
фиг. 7 представляет собой схематический вид спереди и в разрезе другого возможного варианта реализации устройства, показанного на фиг.3 и 4;
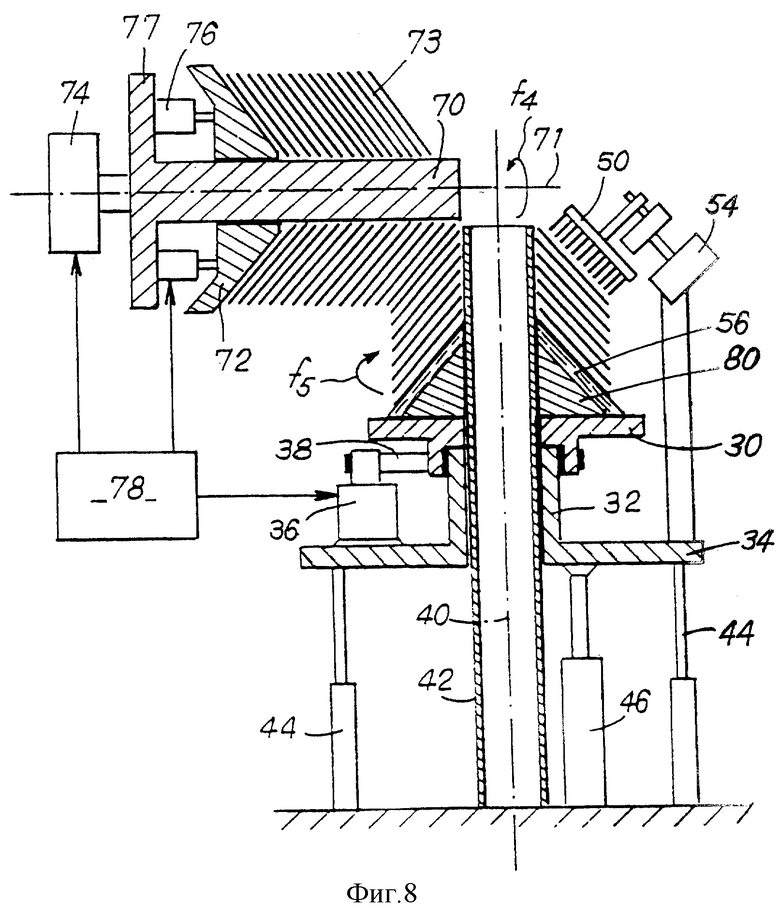
фиг. 8 представляет собой схематический вид спереди и в разрезе второго способа реализации устройства, предназначенного для осуществления способа в соответствии с данным изобретением.
В приведенном ниже описании предлагаемого изобретения в качестве примера рассматривается реализация предварительно отформованных заготовок кольцевой формы из волокон углерода, предназначенных для изготовления тормозных дисков из упомянутого выше углерод-углеродного композиционного материала.
Эти предварительно отформованные заготовки реализуются путем наматывания располагающимися друг поверх друга слоями и пробивки иглами тканой ленты 10 спиральной или винтовой формы, схематически показанной, например, на фиг.1 или 2.
Эта лента спиральной ткани 10 образована спиральными нитями основы 12 и радиальными уточными нитями 14. Как уже было сказано выше и как записано в уже упоминавшихся выше документах FR-A-2 490 687 и FR-A-2 643 656, изготовление такой ткани осуществляется с использованием подачи нитей основы 12 с соответствующих катушек или бобин при помощи конического подающего валика.
Радиальные уточные нити 14 располагаются на удалении друг от друга, величина которого возрастает в пространстве между внутренним диаметром 16 и наружным диаметром 18 упомянутой спиральной ткани. Для того, чтобы компенсировать, по меньшей мере, приблизительно это уменьшение массы единицы площади системы уточных нитей, осуществляется точно соответствующее этому уменьшению увеличение массы единицы площади системы нитей основы в данной ткани.
В способе реализации спиральной ткани в соответствии с предлагаемым изобретением, схематически представленном на фиг.1, это увеличение массы единицы площади системы нитей основы ткани обеспечивается путем использования нитей основы 14, номер или толщина которых изменяются в сторону возрастания в направлении от внутреннего диаметра 16 этой спиральной ткани к ее наружному диаметру 18. Это изменение толщины или номера используемой основной нити может быть постепенным или ступенчатым. В этом последнем случае основа данной ткани разделяется на несколько частей, внутри которых нити основы 14 имеют один и тот же номер или толщину, отличающиеся от номера или толщины нити основы в соседних с данной частях этой ткани.
В способе реализации спиральной ткани в соответствии с предлагаемым изобретением, схематически представленном на фиг.2, увеличение массы единицы площади системы нитей основы этой ткани обеспечивается путем увеличения плотности размещения этих нитей основы 14 в пространстве между внутренним диаметром 16 и наружным диаметром 18 данной спиральной ткани, то есть путем уменьшения расстояния между соседними нитями основы в упомянутом выше направлении, причем все эти нити основы в данном случае имеют один и тот же номер или одинаковую толщину. Эта плотность размещения основных нитей может изменяться плавно или ступенчатым образом, разделяя в этом последнем случае основу данной ткани на несколько соприкасающихся друг с другом частей.
Само собой разумеется, что имеется возможность одновременно изменять при реализации спиральной ткани в соответствии с предлагаемым изобретением как толщину или номер используемой нити основы, так и плотность размещения этих нитей основы 14.
Первый возможный вариант осуществления способа в соответствии с предлагаемым изобретением схематически проиллюстрирован на приведенных в приложении фиг.3 и 4.
Спиральная ткань 10 в исходном состоянии хранится на неподвижном горизонтальном диске 20, будучи намотанной уложенными плашмя друг на друга витками вокруг центрального сердечника 22 цилиндрической формы. Этот диск 20 имеет специальную радиальную щель, через которую упомянутая лента спиральной ткани вытягивается в направлении вниз.
Вытянутая таким образом с накопительного диска 20 лента спиральной ткани затем наматывается уложенными плашмя друг на друга витками на вращающийся диск 30. Этот вращающийся диск 30 установлен на вертикальной оси 32, жестко связанной с основанием 34. На этом основании 34 кроме того закреплен двигатель 36, который приводит упомянутый диск 30 во вращательное движение вокруг его вертикальной оси 40 (в направлении, схематически указанном на фиг.3 стрелкой f1) при помощи приводного ремня 38.
Система, содержащая опору 34 и диск 30, является подвижной в вертикальном направлении вдоль неподвижной центральной направляющей трубы 42, имеющей продольную ось 40. На своем верхнем конце эта труба 42 удерживает неподвижный диск 20. Таким образом, опора 34, вращающийся диск 30 и неподвижный диск 20 являются коаксиальными. Упомянутая подвижная опора 34 лежит на вертикальных телескопических стержнях или штоках 44, причем перемещение этой опоры в вертикальном направлении управляется одним или несколькими силовыми цилиндрами или домкратами 46.
По мере наматывания спиралью плашмя на вращающийся диск 30 лента спиральной ткани 10 подвергается иглопробивному воздействию посредством панели 50, на которой закреплены иглы 52 и которая приводится в возвратно-поступательное движение в вертикальном направлении. Движение этой панели с иглами управляется приводным двигателем 54 при помощи передаточного устройства типа кривошипно-шатунного механизма. Двигатель 54 закреплен на упомянутой подвижной опоре 34.
Пробивка иглами ленты спиральной ткани 10 осуществляется при строго постоянной плотности игл на единицу площади и на строго постоянную глубину. Для обеспечения постоянной плотности проколов иглами 52 на всей поверхности кольцевого слоя спиральной ткани 10 упомянутая панель с иглами 50 имеет форму кольцевого сектора, соответствующего сектору кольцевого слоя ткани. Иглы на этой панели в виде кольцевого сектора распределены равномерным образом. При этом диск 30, на котором располагается формуемая в данном случае заготовка 60, в процессе функционирования данного устройства приводится во вращательное движение вокруг оси 40 с постоянной скоростью.
Глубина пробивки иглами, то есть расстояние, на которое иглы 52 каждый раз проникают в толщу формуемой заготовки 60, выдерживается строго постоянной и равной, например, толщине, образованной несколькими наложенными друг на друга слоями спиральной ткани. Для этого по мере наматывания ленты из ткани 10 на диск 30 осуществляют вертикальное перемещение этого диска в направлении вниз на требуемое расстояние таким образом, чтобы относительное положение поверхности формуемой заготовки и панели с иглами в конце ее вертикального рабочего хода оставались неизменными. В конце реализации данной заготовки 60, после укладки последнего витка ткани 10, осуществляют еще несколько проходов пробивки иглами, продолжая при этом вращать диск 30 таким образом, чтобы объемная плотность иглопробивки в поверхностных слоях ткани была совершенно такой же, как и в остальной части этой заготовки. В процессе по меньшей мере части этих заключительных проходов иглопробивки постепенное понижение диска 30 будет осуществляться так же, как и в процессе предшествующих фаз.
Этот принцип пробивки формуемой заготовки иглами на постоянную глубину при помощи постепенного понижения уровня расположения опоры формуемой заготовки и с использованием заключительных проходов иглопробивки после завершения наматывания витков спиральной ткани является известным и описан, в частности, в уже упоминавшемся выше документе FR-A-2 584 106.
Кроме того, следует отметить, что диск 30 покрыт специальным защитным слоем 56, в который иглы могут проникать без повреждения при осуществлении первых проходов иглопробивки на первых витках ткани 10. Этот защитный слой 56 может быть образован фетровым основанием, выполненным, например, из полипропиленового фетра и покрытого листом пластического материала, например, полихлорвинила. Это покрытие фетровой основы защитного слоя необходимо для того, чтобы исключить в процессе подъема игл увлечение ими в формируемую заготовку 60 волокон, захваченных в этом фетровом основании.
Используемая спиральная ткань 10 должна быть способна выдерживать пробивку иглами без слишком существенного повреждения этими иглами нитей, образующих данную ткань.
Нити 14, 16 должны быть образованы, например, волокнами углерода или волокнами предшественника углерода, например, волокнами предварительно окисленного полиакрилонитрила, причем преобразование этого предшественника в углерод в этом случае осуществляется при помощи специальной термической обработки предварительно отформованной заготовки после пробивания ее иглами.
В предпочтительном варианте реализации нити 14, 16 образованы разрывными или относительно короткими волокнами, располагающимися, например, параллельно друг другу и не скрученными между собой, причем целостность нити в этом случае обеспечивается путем обвивки данной нити специальной нитью из нестойкого или летучего материала, как описано, например, в уже упоминавшемся выше документе ЕР-А-0 489 637.
Упомянутые разрывные или относительно короткие волокна нити, располагающиеся параллельно друг другу, могут быть получены путем вытяжки и контролируемого штапелирования многоволоконного углеродного канатика. Упомянутая нить обвивки изготавливается из легко удаляемого материала, причем это удаление может быть выполнено при помощи воздействия тепла или при помощи растворения этого материала, например, в водном растворе поливинилового спирта. Эта обвивка обеспечивает целостность волоконной нити в процессе тканья. Удаление нити обвивки осуществляется на полученной ткани спиральной структуры перед ее пробивкой иглами, например, на ткани, запасенной на диске 20 перед установкой этого диска на верхнюю часть трубы 42.
В качестве возможного варианта реализации нити 14, 16 могут быть образованы прядями параллельных друг другу разрывных или относительно коротких волокон, сцепление между которыми обеспечивается при помощи их легкого скручивания, достаточного для обеспечения возможности тканья, но не препятствующего последующей пробивке этой ткани иглами.
Описанное выше устройство, предназначенное для осуществления способа в соответствии с предлагаемым изобретением, позволяет обеспечить непрерывное формирование заготовок различной длины, причем максимально возможная длина (или, в конечном счете, толщина) получаемой заготовки определяется величиной вертикального хода опорного диска 34 вдоль трубы 42. Здесь следует отметить, что эта труба 42 служит направляющей не только для подвижной системы, образованной опорой 34 и диском 30, но и для самой заготовки 60 в процессе ее формирования. После того, как заготовка 60 полностью сформирована, она разрезается по радиальным плоскостям для получения предварительно отформованных заготовок тормозных дисков желаемой толщины, после чего эти предварительно отформованные заготовки подвергаются уплотнению при помощи соответствующей матрицы.
Использование спиральной ткани 10, в которой уменьшение плотности системы уточных нитей в пространстве между внутренним диаметром спирали и ее наружным диаметром компенсируется увеличением плотности системы нитей основы, позволяет, после консолидации заготовки с использованием иглопробивной технологии, получить предварительно отформованную заготовку, в которой объемное содержание волокон и пористость являются строго однородными по всему ее объему. Кроме того, использование нитей, образованных разрывными или относительно короткими волокнами, обеспечивает возможность увеличения объема или распушения волокон, что исключает наличие в данной заготовке макропористости и, следовательно, ее неравномерного уплотнения матрицей.
Вариант реализации устройства, обеспечивающего возможность осуществления способа в соответствии с предлагаемым изобретением, схематически представлен на фиг. 5 и 6. Этот вариант реализации отличается от варианта, проиллюстрированного схематически на упомянутых выше фиг.3 и 4, только расположением опоры 20, на которой располагается спиральная ткань. В соответствии с этим вариантом реализации вертикальная ось опоры 20 смещена относительно оси 40 на расстояние, несколько превышающее длину упомянутой панели с иглами 50. Таким образом, эта опора 20 может быть расположена сбоку по отношению к панели 50 с тем, чтобы до минимума уменьшить траекторию прохождения спиральной ткани 10 между радиальной выходной щелью 24 опоры 20 и верхней поверхностью заготовки 60 в процессе ее формирования. Такое расположение элементов данного устройства дополнительно позволяет уменьшить его габаритные размеры по высоте. В этом случае опора 20 лежит на специальном основании 56.
Другой вариант реализации подачи спиральной ткани для формирования кольцевой заготовки схематически представлен на фиг.7. Лента спиральной ткани 10 в этом варианте реализации наматывается на горизонтальную вращающуюся оправку 70, образуя пакет 73 конических слоев, уложенных друг на друга. Угол наклона этих конических слоев по отношению к оси 71 вращения упомянутой оправки составляет примерно 45o. Упомянутые слои спиральной ткани укладываются на конический фланец 72, который является подвижным по поступательному перемещению вдоль упомянутой оси 71 вращения данной оправки.
Вращение упомянутой оправки 70 вокруг своей оси (в направлении, схематически показанном стрелкой f2 на фиг.7) осуществляется при помощи приводного двигателя 74, тогда как поступательное перемещение конического фланца 72 осуществляется при помощи телескопических силовых цилиндров или домкратов 76, вставленных между этим фланцем 72 и основанием 77 оправки.
Лента спиральной ткани 10 вытягивается с данной оправки на ее конце, противоположном месту расположения конического фланца 72, для ее наматывания на вращающийся диск 30. Сам процесс наматывания этой ленты спиральной ткани на диск 30 уложенными друг на друга плашмя витками и пробивка получаемой таким образом конструкции иглами осуществляется здесь так же, как это было описано выше со ссылками на фиг.3 и 4.
Система управления 78 обеспечивает управление двигателями 30 и 74, а также силовыми цилиндрами или домкратами 76, таким образом, чтобы вращение оправки 70 и поступательное перемещение пакета 73 конических слоев ткани на этой оправке были синхронизированы с вращением диска 30 (в направлении, схематически показанном стрелкой f3 на фиг.7) для того, чтобы упомянутая лента спиральной ткани 10 укладывалась на уже сформированную часть заготовки 60 в процессе ее пробивки иглами в соответствии с заданной геометрией и без деформации этой тканой ленты. Специальный прижимной валик 79, установленный на опоре 34, может быть предусмотрен перед панелью с иглами 50 для того, чтобы обеспечить ровную и правильную укладку ленты спиральной ткани 10 перед ее пробивкой иглами.
В случаях, проиллюстрированных схематически на фиг.3, 4, 5, 6 и 7, наматывание спиральной ткани 10 осуществляется витками кольцевой формы, наложенными друг на друга плашмя перпендикулярно оси формуемой заготовки.
Однако, возможна реализация намотки этой спиральной ткани 10 и коническими наложенными друг на друга витками, например так, как это схематически показано на фиг.8.
Вариант реализации устройства, предназначенного для осуществления способа в соответствии с предлагаемым изобретением и схематически представленного на фиг.8, отличается от варианта реализации такого устройства, схематически представленного на фиг.7, тем, что вращающийся диск 30, который удерживает заготовку в процессе ее формирования, снабжен коническим основанием 80, которое определяет форму последовательно укладываемых витков ткани, образующих эту заготовку 60.
Угол, который образуют конические витки спиральной ткани в заготовке 60 в этом варианте реализации устройства для осуществления способа в соответствии с предлагаемым изобретением с осью 40, имеет величину 45o, то есть образует с этой осью тот же самый угол, что и слои ленты спиральной ткани 10, запасенные на оправке 70, с осью вращения этой оправки.
Диск 30 и оправка 70 приводятся во вращательное движение (в направлениях, схематически показанных стрелками f5 и f4 на фиг.8) с одной и той же скоростью и поступательное перемещение пакета 73 слоев спиральной ткани на этой оправке 70 зависит от упомянутой скорости вращения таким образом, чтобы передача ленты спиральной ткани с оправки 70 на вращающийся диск 30 выполнялась путем тангенциального контакта между пакетом 73 и формируемой заготовкой 60. В этом случае нет необходимости предусматривать наличие специального прижимного валка или ролика перед панелью с иглами пробивки 50, как это имело место в варианте реализации устройства, представленного на фиг.7.
Пробивка иглами ленты спиральной ткани 10 на вращающемся диске 30 осуществляется в соответствии с теми же принципами, которые были описаны выше со ссылками на фиг.3 и 4, причем в данном варианте реализации упомянутого устройства панель с иглами пробивки 50 наклонена относительно горизонтальной плоскости на угол 45o таким образом, чтобы проникновение этих игл в витки спиральной ткани формируемой заготовки 60 происходило в направлении, перпендикулярном этим виткам. В данном случае положение панели с иглами 50 определяется таким образом, чтобы исключить всякое взаимодействие между иглами пробивки формируемой заготовки и направляющей трубой 42 кроме снабжения этой направляющей трубы специальным предохранительным покрытием, аналогичным фетровому основанию 56, покрывающему коническое основание 80 вращающегося диска 30.
Намотка заготовки 60 уложенными друг на друга спиральными коническими витками позволяет после вырезания предварительно отформованных кольцевых заготовок тормозных дисков получить трущиеся поверхности этих дисков, не параллельные слоям ткани.
В предшествующем изложении рассматривалась реализация предварительно отформованных заготовок для тормозных дисков из углерод-углеродного композиционного материала. Однако, предлагаемое изобретение может быть применено и к реализации кольцевых предварительно отформованных заготовок, предназначенных для изготовления других деталей из углерод-углеродного композиционного материала, например, для изготовления колес. Предлагаемое изобретение может быть использовано также для реализации предварительно отформованных заготовок, предназначенных для изготовления различных деталей кольцевой формы из других композиционных материалов, причем характер используемых для реализации предварительно отформованных заготовок волокон выбирается в зависимости от желаемых свойств армирующего волокнистого материала деталей, изготовленных из данного композиционного материала.
В соответствии с данным изобретением предварительно отформованные заготовки волокнистой структуры, предназначенные для изготовления деталей кольцевой формы из композиционного материала, выполняют путем намотки укладываемыми друг на друга слоями ленты спиральной ткани, содержащей спиральные нити основы и строго радиальные уточные нити. Отнесенная к единице площади масса системы нитей основы данной спиральной ткани увеличивается в пространстве между ее внутренним диаметром и ее наружным диаметром, и слои этой спиральной ткани консолидируют при помощи их пробивки иглами таким образом, чтобы они были связаны между собой волокнами, вытянутыми этими иглами из нитей данной ткани, причем увеличение отнесенной к единице площади массы системы нитей основы этой ткани компенсирует, по меньшей мере, приблизительно для объемной плотности данной заготовки, уменьшение плотности системы уточных нитей в пространстве между внутренним диаметром и наружным диаметром этой спиральной ткани, что обеспечивает возможность реализации предварительно отформованных заготовок кольцевой формы, предназначенных для изготовления соответствующих деталей из композиционного материала без потери исходного материала и при относительно невысокой стоимости технологического процесса. 2 с. и 16 з.п. ф-лы, 8 ил.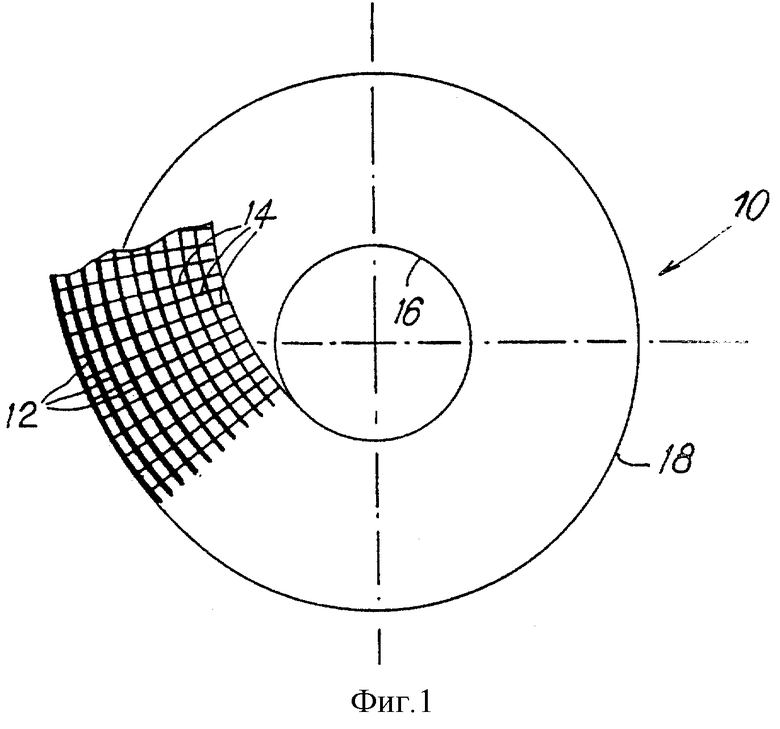
| Способ автоматического управления процессом непрерывного брожения | 1974 |
|
SU528336A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ИЗ УГЛЕРОДНОГО ВОЛОКНА ДЛЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1990 |
|
RU2072012C1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |

