Область техники
Настоящее изобретение относится к тканым заготовкам для армированных композиционных материалов и, в частности, к способу машинного тканья волокнистых заготовок, содержащих замкнутые периметры с пересекающимися элементами в их внутренней части.
Ссылки
Все указанные в настоящем описании патенты, заявки на патенты, документы, ссылки, инструкции производителя, описания, технические характеристики изделий и технологические карты включены в текст настоящего описания и могут быть применены при практическом использовании изобретения.
Уровень техники
В настоящее время использование армированных композиционных материалов для изготовления структурных компонентов широко распространено, в частности, в областях применения, в которых требуемыми характеристиками являются легкость, прочность, жесткость, термостойкость, независимость конструкции и возможность формообработки. Такие компоненты используют, например, в авиационной, аэрокосмической, спутниковой отраслях, в сфере развлечений (например, в гоночных катерах и автомобилях) и других областях.
Обычно такие компоненты содержат армирующие материалы, размещенные внутри матричных материалов. Армирующий компонент может быть изготовлен на основе таких материалов, как стекло, углерод, керамика, арамид, полиэтилен и/или других материалов, обладающих требуемыми физическими, термическими, химическими и/или другими свойствами, главным из которых является высокая прочность при критической нагрузке. При использовании армирующих материалов, которые в конечном счете образуют составляющую часть готового компонента, готовому композиционному компоненту придают требуемые характеристики этих материалов, такие как очень высокая прочность. Обычно составляющие армирующие материалы могут быть выполнены ткаными, вязаными, неткаными или могут иметь другие требуемые структуры и формы для армирующих заготовок. Обычно особое внимание уделяют оптимальному использованию характеристик, для обеспечения которых были выбраны армирующие материалы. Как правило, такие армирующие заготовки сочетают с матричным материалом для формирования готовых компонентов или изготовления производственных материалов для получения в конечном счете готовых компонентов.
После формирования требуемой армирующей заготовки к ней и внутрь нее может быть добавлен матричный материал таким образом, что армирующая заготовка обычно оказывается заключена в матричном материале, а матричный материал заполняет промежутки между составляющими частями армирующей заготовки. В качестве матричного материала могут быть использованы различные материалы, такие как эпоксидная смола, полиэфир, виниловый эфир, керамика, углерод и/или другие материалы, которые также обладают требуемыми физическими, термическими, химическими и/или другими свойствами. Материалы, используемые в качестве матричных материалов, могут быть или не быть аналогичны материалам армирующей заготовки и могут иметь или не иметь аналогичные им физические, химические, термические или другие свойства. Однако обычно в качестве матричных материалов не используют материалы, аналогичные материалам армирующей заготовки, или материалы с аналогичными физическими, химическими, термическими или другими свойствами, поскольку обычно основной задачей при использовании композиционных материалов является получение в готовом изделии сочетания характеристик, которое не может быть получено путем использования одного составляющего материала. Используемые таким образом в сочетании друг с другом армирующая заготовка и матричный материал могут быть затем отверждены и стабилизированы на одном и том же этапе термического отверждения или посредством других известных способов, а затем обработаны на других этапах с целью получения требуемого компонента. Следует отметить, что после отверждения на этом этапе отвердевшая масса матричного материала обычно оказывается очень прочно соединена с армирующим материалом (например, с армирующей заготовкой). Вследствие этого нагрузка, приложенная к готовому компоненту, в частности, через его матричный материал, выполняющий функцию связующего между волокнами, может быть эффективно передана материалу армирующей заготовки и удержана им.
Часто существует необходимость изготовления компонентов, форма которых отлична от простых геометрических форм, таких как по существу пластины, листы, прямоугольники, квадраты и т.д. Одним из способов из изготовления таких компонентов является сочетание таких простых геометрических форм в более сложные требуемые формы. Одно такое типичное сочетание выполняют путем соединения изготовленных вышеописанным образом армирующих заготовок под углом друг к другу (как правило, под прямым углом). Обычно задачами такого углового размещения соединяемых армирующих заготовок является получение требуемой формы для формирования армирующей заготовки, содержащей по меньшей мере одну концевую стенку, или увеличение прочности полученного сочетания армирующих заготовок и композиционной структуры относительно деформации или выхода из строя под действием внешних усилий, таких как давление или нагрузка. В любом случае, дополнительной задачей является выполнение каждого соединения между составляющими компонентами как можно более прочным. Ввиду необходимости получения весьма высокой прочности самих составляющих армирующей заготовки непрочность соединения оказывается в действительности слабым звеном в «цепи» конструкции.
В уровне техники, относящемся к таким типам структур, требуемую окончательную форму получают путем наложения отдельных слоев ткани с усилителем клейкости или отдельных слоев препрега. Полученную слоистую заготовку затем подвергают литьевому прессованию с использованием смолы (в случае использования ткани, содержащей усилитель клейкости) или формованию вакуумным мешком с отверждением (в случае использования препрега). Патент US 5,451,448 относится к композиционной многослойной гибкой обертывающей теплоизоляции, содержащей верхний тканый слой, имеющий слои непрерывного тканого материала, нижний тканый слой, слой высокотемпературной изоляции и при необходимости слои и промежутки отражающего экрана, причем все эти составляющие части закреплены путем использования тканого керамического материала. Верхний и нижний тканые слои закреплены друг относительно друга при помощи двойного трикотажного переплетения тканого керамического материала под углом относительно поверхности верхнего тканого слоя или нижнего тканого слоя, в результате чего между этими верхним и нижним слоями и двойным трикотажным переплетением образуются промежутки, имеющие форму треугольной призмы или трапецеидальной призмы.
В патенте US 6,418,973 предложена тканая заготовка для керамического композиционного материала, имеющая слои переплетенных нитей волокнистого материала и конструкционные элементы, проходящие между этими слоями. Конструкционные элементы могут представлять собой стенки, которые совместно со слоями образуют желобки. Согласно раскрытому в указанном патенте способу заготовки ткут с требуемыми расстояниями между отдельными листами или слоями таким образом, что эти листы оказываются в действительности расположены на заранее определенном расстоянии друг от друга во время тканья. Это не только ограничивает размер и форму получаемых структур, но также не позволяет осуществлять простое изготовление на обычном ткацком станке. Кроме того, заготовка, сформированная согласно указанному патенту, не имеет замкнутых ячеек на ее наружных краях, а траектории уточных нитей не могут быть выбраны таким образом, чтобы в результате формировать непрерывное кольцевое армирование в каждой ячейке, вследствие чего на наружных краях структуры образуются открытые ячейки и ячейки, обладающие меньшей прочностью относительно внутреннего давления. Таким образом, в уровне техники существует необходимость создания тканых заготовок с замкнутыми ячейками на наружных краях и непрерывным кольцевым армированием в каждой ячейке заготовки и способа изготовления таких заготовок.
Настоящее изобретение преодолевает недостатки уровня техники и обеспечивает дополнительные преимущества, такие как меньшая трудоемкость изготовления тканой заготовки, достигаемые посредством использования специальной технологии плоского машинного тканья, при помощи которой сначала формируют плоскотканую заготовку, а затем разворачивают ее для получения ее окончательной формы.
Сущность изобретения
Настоящим изобретением предложена тканая заготовка для армированных композиционных материалов и способ ее изготовления. В частности, настоящим изобретением предложен способ машинного тканья волокнистых заготовок для композиционных материалов с полимерной матрицей, содержащих замкнутые периметры с пересекающимися элементами в их внутренней части.
Соответственно, один вариант реализации настоящего изобретения направлен на создание армированного волокном композиционного материала, содержащего тканую заготовку, имеющую горизонтальные слои и вертикальные слои из тканого материала, вытканные совместно с горизонтальными слоями. Вертикальные слои проходят в виде конструкционных элементов между горизонтальными слоями, а горизонтальные слои вместе с вертикальными слоями образуют сквозные ячейки внутри заготовки. Для получения готового изделия тканая заготовка может быть заполнена полимерным матричным материалом. Заготовка имеет замкнутый периметр с замкнутыми ячейками на наружных краях, образованных круговым плетением уточных волокон. Эти ячейки могут проходить в основном направлении (в случае если наружные края образованы круговым плетением уточных волокон) или в направлении утка и могут быть выполнены в квадратной или прямоугольной форме. Заготовка имеет непрерывное кольцевое армирование в каждой ячейке, образованной круговым плетением уточных волокон.
Один вариант реализации настоящего изобретения относится к способу изготовления армированного волокном композиционного материала, который содержит этапы формирования заготовки путем совместного тканья горизонтальных слоев с вертикальными слоями и раскрытия заготовки после ее получения таким образом, что вертикальные слои проходят в виде конструкционных элементов между горизонтальными слоями, а горизонтальные слои вместе с вертикальными слоями образуют внутри заготовки сквозные ячейки. Тканая заготовка может быть заполнена полимерным матричным материалом путем литьевого прессования или химической инфильтрации в паровой фазе. Заготовка может быть выткана с замкнутым периметром и замкнутыми ячейками на наружных краях при помощи кругового плетения уточных волокон. Ячейки проходят в основном направлении (в случае если наружные края образованы круговым плетением уточных волокон) или в направлении утка и могут быть выполнены в квадратной или прямоугольной форме. Заготовку формируют таким образом, чтобы она имела непрерывное кольцевое армирование в каждой ячейке, образованной круговым плетением уточных волокон.
Соответственно, задачей настоящего изобретения является фиксация всех волокон друг относительно друга в соединениях и, таким образом, исключение расположенных между отдельными слоями смоляных слоев, имеющихся в известных слоистых композиционных материалах, что позволяет устранить вероятность расслоения и обеспечивает увеличение стойкости к повреждениям.
Еще одной задачей настоящего изобретения является обеспечение непрерывности всех волокон в горизонтальной стенке заготовки при прохождении через вертикальные стенки и наоборот, благодаря чему может быть увеличена прочность структуры в местах пересечений.
Еще одной задачей настоящего изобретения является изготовление заготовки таким образом, что уточные волокна во внутренней стенке оказываются вплетены в наружную стенку, что позволяет увеличить прочность и стойкость к повреждениям.
Еще одной задачей настоящего изобретения является исключение практически всех ручных операций, необходимых для получения этих структур в известных способах изготовления слоистых структур. Предлагаемую заготовку ткут в требуемой форме и помещают в литейную форму в виде одного целого, что позволяет уменьшить время и затраты на изготовление.
Еще одной задачей настоящего изобретения является исключение дополнительных этапов, связанных с соединением конструкционных компонентов, путем изготовления цельнотканой заготовки с улучшенными рабочими характеристиками и эффективностью конструкции при меньших затратах на изготовление.
Еще одной задачей настоящего изобретения является исключение этапа обрезки краев таким образом, что вдоль края не оказывается материала, который должен быть обрезан, что позволяет уменьшить время и затраты на изготовление; задачей настоящего изобретения также является устранение необходимости в усилителе клейкости, что позволяет исключить потенциальные недостатки, связанные с несовместимостью с основной смолой.
Еще одной задачей настоящего изобретения является создание цельнотканых заготовок для использования в композиционных структурах, которые не требуют сверления отверстий для болтов или заклепок, обычно используемых для соединения металлических компонентов с целью формирования составных металлических структур.
Еще одной задачей настоящего изобретения является создание цельнотканых заготовок, обладающих значительной устойчивостью в широком диапазоне температур, благодаря чему не происходит изменение их размера и формы, как в случае с известными металлическими структурами.
Еще одной задачей настоящего изобретения является создание цельнотканой заготовки, которая выполнена плоскотканой как в основном направлении, так и в направлении утка. Таким образом, сложные формы всех размеров могут быть получены на обычном ткацком станке. Тканую заготовку согласно настоящему изобретению выполняют плоскотканой, после чего разворачивают для получения окончательной формы структуры, что позволяет получать большее число типов структур, формируемых в соответствии с предлагаемым способом.
Настоящее изобретение может быть использовано для различных применений, таких как, без ограничения, теплообменники, в которых жидкость проходит через открытые каналы, конструкционные панели с каналами, позволяющими беспрепятственно прокладывать электропроводку и другие элементы, такие как гидравлические линии, и авиационные системы для выбрасывания дипольных отражателей, в которых контейнеры с дипольными отражателями загружают в открытые каналы.
Эти и другие задачи и преимущества будут очевидны из описания настоящего изобретения. Армированная волокном структура может быть выткана на обычном ткацком оборудовании, а затем сложена в готовую форму перед заполнением ее смолой без появления нежелательной деформации волокон.
Для лучшего уяснения сущности настоящего изобретения, его преимуществ и задач, решаемых при его использовании, ниже приведено подробное описание примеров предпочтительных вариантов его реализации, которые имеют пояснительный, но не ограничительный характер.
Термины «волокна» и «нити» в настоящем описании являются взаимозаменяемыми и имеют одинаковое значение. Термины «содержащий» и «содержит» в настоящем описании могут означать «включающий» и «включает» или могут иметь значение, приписываемое им в патентном законодательстве США. Термины «состоящий по существу из» и «состоит по существу из» при использовании в формуле изобретения имеют значение, приписываемое им в патентном законодательстве США. Другие аспекты настоящего изобретения раскрыты в нижеследующем описании или становятся очевидными из него (и входят в объем настоящего изобретения).
Краткое описание чертежей
Чертежи, прилагаемые для лучшего уяснения сущности настоящего изобретения и являющиеся частью настоящего описания, иллюстрируют различные варианты реализации изобретения и вместе с этим описанием служат для раскрытия принципов изобретения.
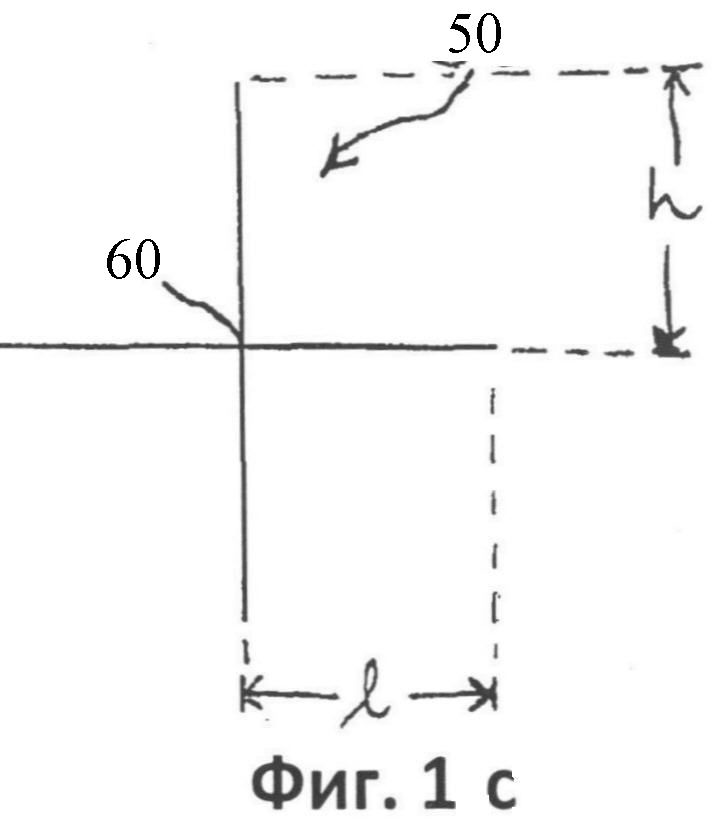
На фиг.1(а)-(с) показаны этапы формирования крестообразного соединения в тканой заготовке согласно одному аспекту изобретения;
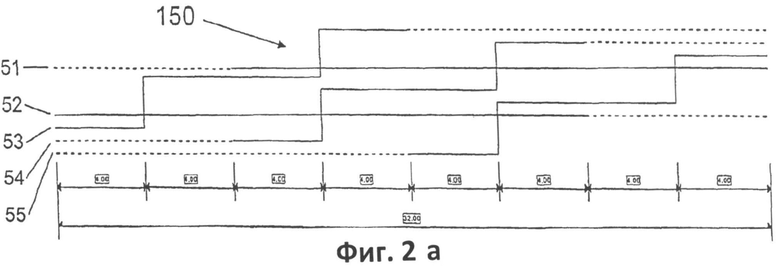
на фиг.2(а)-(b) показаны этапы формирования тканой заготовки согласно одному аспекту изобретения;
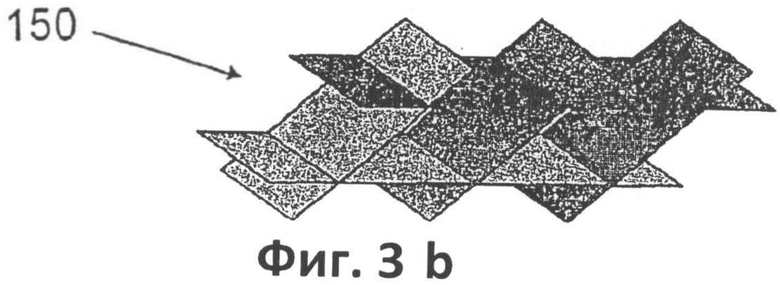
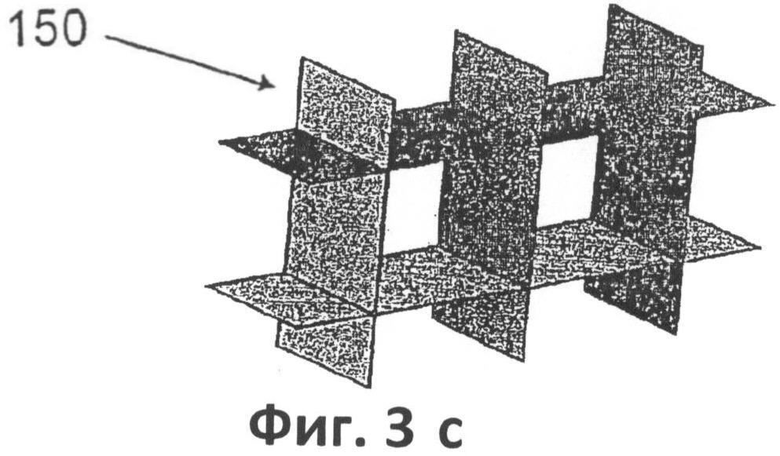
на фиг.3(а)-(с) показаны сечения заготовки, иллюстрирующие этапы формирования заготовки согласно одному аспекту изобретения;
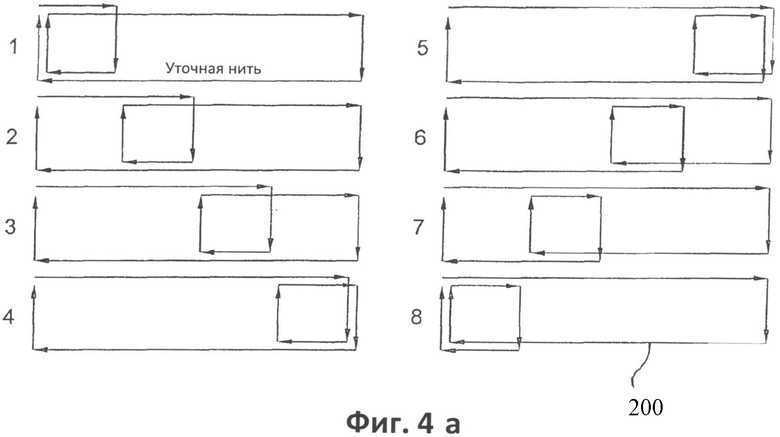
на фиг.4(а) показана типичная последовательность или траектория уточных нитей, за которой в виде полуспирали следует уточная нить, согласно одному аспекту изобретения;
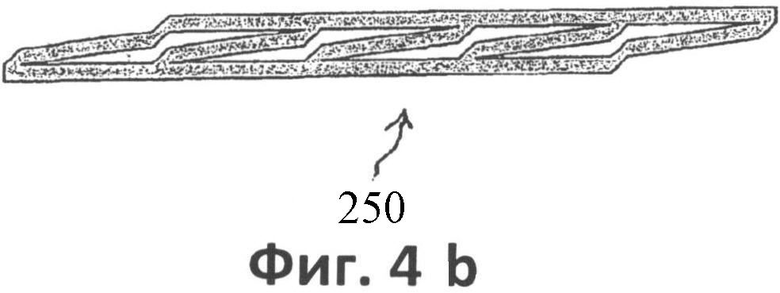
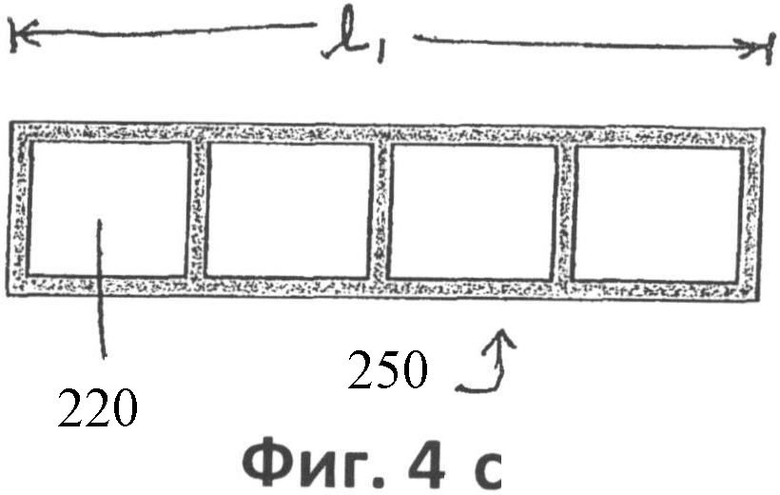
на фиг.4(b)-(с) показаны поперечные сечения тканой заготовки в направлении утка согласно одному аспекту изобретения;
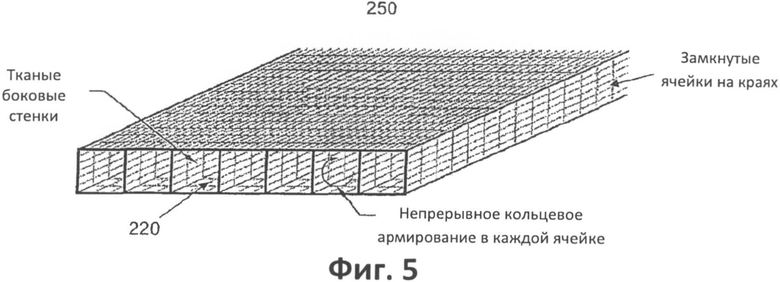
на фиг.5 показано сечение тканой заготовки, имеющей тканые боковые стенки, замкнутые ячейки на обоих краях и непрерывное кольцевое армирование в каждой ячейке, согласно одному аспекту изобретения;
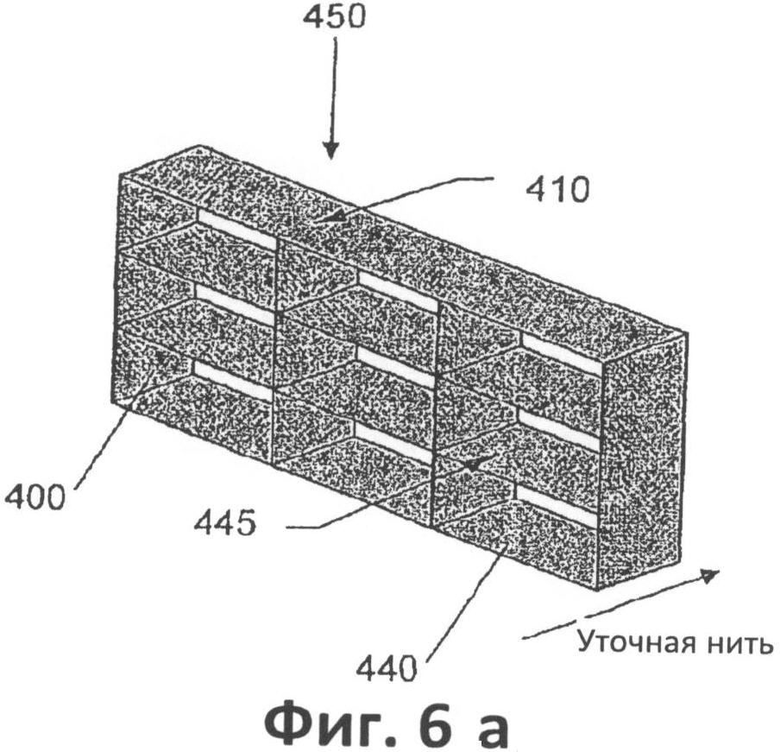
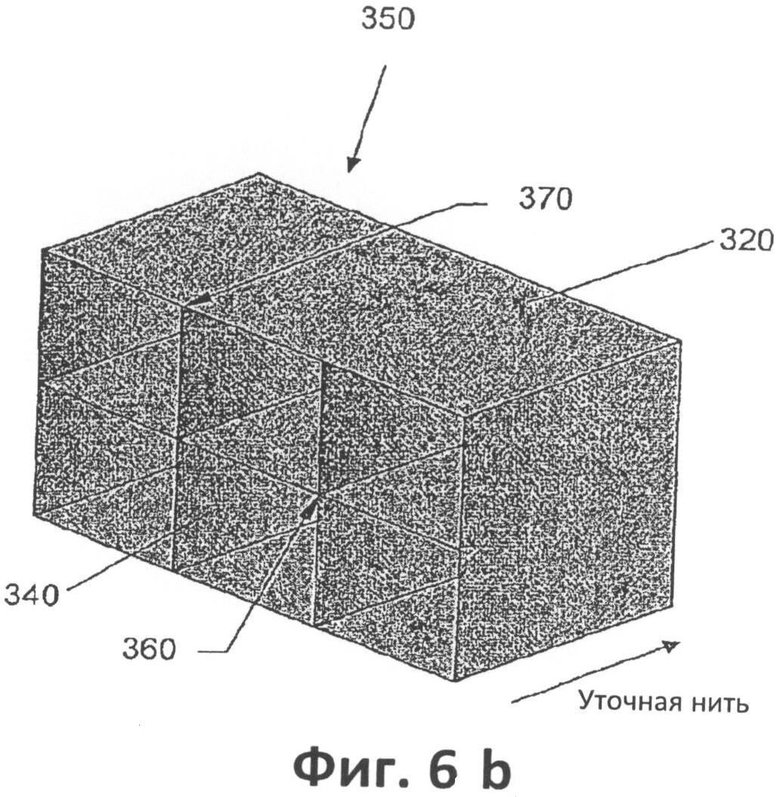
на фиг.6(а)-(b) показаны сечения тканых заготовок, имеющих тканые боковые стенки, замкнутые ячейки на обоих краях и непрерывное кольцевое армирование в каждой ячейке, согласно одному аспекту изобретения;
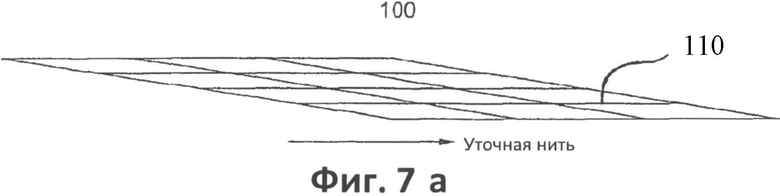
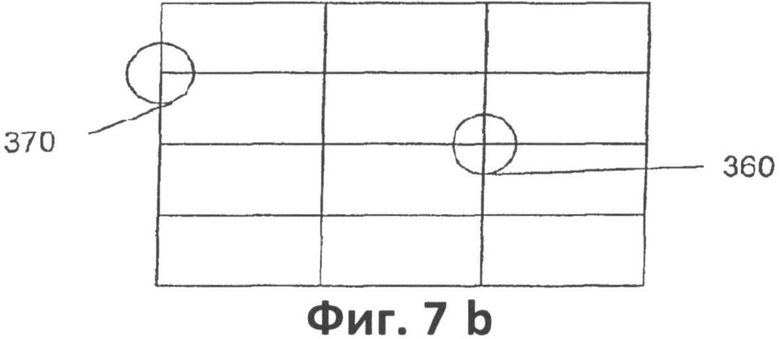
на фиг.7(а)-(b) показана тканая заготовка, имеющая тканые боковые стенки, замкнутые ячейки на обоих краях и непрерывное кольцевое армирование в каждой ячейке, согласно одному аспекту изобретения; а
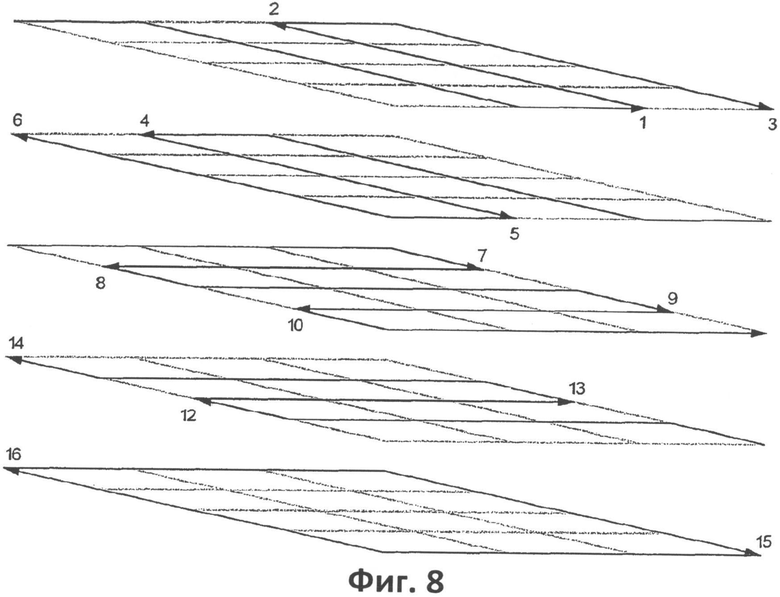
на фиг.8 показана типичная последовательность или траектория нитей утка для получения заготовки с тремя горизонтальными ячейками и тремя вертикальными ячейками согласно одному аспекту изобретения.
Подробное описание предпочтительных вариантов реализации
Ниже приведено подробное описание настоящего изобретения со ссылками на прилагаемые чертежи, на которых показаны предпочтительные варианты его реализации. Однако настоящее изобретение может иметь различные другие варианты реализации и не ограничено раскрытыми в настоящем описании вариантами реализации. Эти показанные варианты реализации приведены в большей степени для полноты настоящего описания и полностью раскрывают объем изобретения для специалистов в данной области.
В нижеследующем описании одинаковые или соответствующие части, показанные на чертежах, обозначены одинаковыми позициями. Кроме того, следует отметить, что в нижеследующем описании такие термины, как «вертикальный», «горизонтальный», «внешний», «внутренний» и т.п., использованы исключительно для наглядности и носят неограничительный характер.
На фиг.1(а)-(с) подробно показан этап формирования крестообразного соединения 60 в тканом материале или заготовке 50 согласно одному варианту реализации изобретения, в котором уточные нити проходят от одной внутренней стенки к другой внутренней стенке внутри заготовки. В частности, на фиг.1(а) показаны два слоя материала 50, сформированного птуем переплетения двух слоев основных волокон/нитей 30, 40 с двумя слоями уточных волокон/нитей 10, 20. Нити 30 переплетают только с нитями 10 по требуемой схеме с формированием верхнего слоя, а нити 40 переплетают с нитями 20 по требуемой схеме с формированием нижнего слоя материала 50 до получения требуемой высоты h внутренней вертикальной стенки и требуемой длины 1 внутренней горизонтальной стенки заготовки. Требуемую высоту h внутренней вертикальной стенки и требуемую длину 1 внутренней горизонтальной стенки определяют на основании требуемых окончательных размеров изготовляемой заготовки. После получения требуемой высоты h и требуемой длины 1 нити 30 взаимно меняют позиции с нитями 40, в результате чего нити 40 оказываются на верхнем слое, а нити 30 оказываются на нижнем слое материала. При этом нити 10, 20 сохраняют свои позиции, так что нити 10 теперь переплетают с нитями 40, а нити 20 переплетают с нитями 30. Следует отметить, что два тканых слоя материала 50 непрерывно проходят друг через друга в основных и уточных нитях/волокнах, и такая целостность сохраняется во всей структуре.
После формирования материала 50 заготовку снимают с ткацкого станка в виде плоского листа. Когда заготовку разворачивают в направлениях, показанных на фиг.1(b), в пересечении получают непрерывное волокно, проходящее без разрывов в основных и уточных нитях, что обеспечивает высокую прочность соединения 60.
На фиг.2(а)-(b) показан этап формирования тканого материала или заготовки 150 согласно одному варианту реализации изобретения. В частности, на фиг.2(а) показано поперечное сечение в основном направлении заготовки 150, сформированной согласно описанному выше способу с использованием пяти слоев уточных нитей и пяти слоев 51-55 основных нитей. Как показано, эти слои 51-55 взаимно меняют позиции на равных отрезках длины в соответствии с требуемыми размерами заготовки. На фиг.2(b) показан вид спереди заготовки 150 в ее окончательной форме при разворачивании после снятия с ткацкого станка. Как показано, заготовка 150 в развернутом положении имеет форму наподобие коробки для яиц и представляет собой совокупность крестообразных соединений, описанных в предыдущем варианте реализации.
На фиг.3(а)-(с) показаны сечения заготовки 150, иллюстрирующие этапы получения окончательной формы этой заготовки. В частности, на фиг.3(а) показана заготовка 150 после ее получения и снятия с ткацкого станка. На фиг.3(b) показано сечение заготовки 150, когда она частично развернута, а на фиг.3(с) показано сечение заготовки 150 в ее окончательной форме. Хотя челночные ткацкие станки принято считать наиболее подходящими для изготовления вышеописанных форм заготовок, другие технологии тканья, такие как жаккардовое переплетение, а также рапирные ткацкие станки могут быть использованы для изготовления тканой заготовки согласно настоящему изобретению. Схемы переплетения, такие как миткалевое, атласное, саржевое переплетения и т.д., могут быть выбраны в зависимости от требуемой толщины и плотности заготовки.
На фиг.4(а)-(с) показан один вариант реализации настоящего изобретения, представляющий собой способ формирования тканой заготовки 250 с использованием одной уточной нити 200, которая проходит через всю структуру заготовки. Уточную нить переплетают в виде полуспирали по меньшей мере с двумя слоями основных нитей с формированием в заготовке 250 замкнутых, ориентированных в основном направлении желобков или ячеек 220. Типичная последовательность или траектория уточных нитей, за которой в виде такой полуспирали следует нить 200, показана на иллюстрациях этапов 1-8, приведенных на фиг.4(а). Заготовку в данном случае ткут таким образом, чтобы уточное волокно/нить 200 было непрерывным в окружном направлении, а получаемая в результате структура имела замкнутые края на всех сторонах заготовки 250 при ее разворачивании, как показано на поперечном сечении, приведенном на фиг.4(с). Длина l1 заготовки 250 ограничена только шириной ткацкого станка, в то время как высота hi стенок может быть выбрана практически любой, поскольку при снятии с ткацкого станка заготовка 250 оказывается непрерывна в основном направлении, как показано на фиг.4(b). На фиг.5 показано сечение заготовки 250, имеющей тканые боковые стенки, замкнутые ячейки 220 на обоих краях и непрерывное кольцевое армирование в каждой ячейке.
Один вариант реализации изобретения представляет собой способ машинного тканья волокнистой заготовки 100, состоящей из замкнутых периметров с пересекающимися элементами в ее внутренней части. Заготовку 100 ткут плоской, как показано на фиг.7(а), а затем разворачивают для получения ячеистой структуры, как показано на фиг.7(b). Тканье осуществляют на челночном ткацком станке таким образом, что уточное волокно/нить 110 оказывается непрерывным в пересечении внутренних стенок, в результате чего получают замкнутые края на всех сторонах заготовки 100, как показано на фиг.7(b). На фиг.8 показана типичная последовательность или траектория уточных нитей для получения показанной на фиг.6(а) заготовки 450 с тремя горизонтальными ячейками 445 и тремя вертикальными ячейками 445. Следует отметить, что, как показано на фиг.6(а), уточное волокно/уточную нить вплетают непрерывно от внутренних стенок 400 в наружные стенки 410 с формированием Т-образного соединения 370 и от внутренних стенок 400 во внутренние стенки 400 с формированием крестообразного соединения 360 соответственно. Следует также отметить, что, как показано на фиг.8, полный цикл схемы плетения разбит на пять этапов, причем на двух этапах горизонтальные внутренние стенки 400 вплетают в наружные стенки 410, на двух других этапах вертикальные внутренние стенки 400 вплетают в вертикальные наружные стенки, а на еще одном этапе получают волокно, непрерывно проходящее через все наружные стенки. При необходимости пятый этап может быть дополнительно повторен для увеличения толщины наружных стенок относительно толщины внутренних стенок.
Пять этапов плетения уточной нити могут следовать в любом порядке. В качестве схемы плетения в основном направлении может быть использована любая схема, которая обеспечивает фиксацию всех уточных волокон друг относительно друга (т.е. миткалевое, атласное, саржевое переплетение и т.д.). Схеме, показанной на фиг.8, соответствует заготовка, содержащая один слой основы в каждой стенке. Аналогичным образом может быть получена заготовка, содержащая несколько слоев основы в каждой стенке. В этом случае показанные траектории уточных волокон должны быть повторены по одному разу для каждого слоя основы, а волокна основы должны быть получены по схеме, которая обеспечивает фиксацию всех слоев друг относительно друга (т.е. сквозную по толщине угловую взаимную фиксацию, сквозную по толщине ортогональную взаимную фиксацию, взаимную фиксацию одного слоя относительно другого и т.д.). Например, при сквозной по толщине угловой взаимной фиксации основные волокна проходят через всю толщину заготовки под углом, определяемым расстоянием между уточными нитями. При сквозной по толщине ортогональной взаимной фиксации основные волокна проходят через всю толщину заготовки между смежными столбцами уточных нитей таким образом, что сквозная составляющая толщины в большей или меньшей степени перпендикулярна поверхностям ткани. Этот тип структуры обычно содержит подкладную основу, которая просто проходит между двумя слоями уточных нитей без переплетения. При взаимной фиксации одного слоя относительно другого основные волокна проходят только частично через толщину заготовки, что обеспечивает фиксацию по меньшей мере двух слоев друг относительно друга. Основные волокна обычно имеют такой же угол фиксации, что и в случае угловой взаимной фиксации, но также могут быть ортогональными. Например, слой 1 в заготовке может быть зафиксирован относительно слоя 2, слой 2 относительно слоя 3 и т.д. Один вариант реализации настоящего изобретения представляет собой способ формирования трехмерной цельнотканой заготовки 350, содержащей две тканые внешние стенки 320 и по меньшей мере одну тканую внутреннюю горизонтальную стенку 330, как показано на фиг.6(b). Стенки 320, 330 соединены друг с другом с помощью тканых внутренних вертикальных стенок 340. Стенки 340 могут присутствовать или не присутствовать на вертикальных внешних краях заготовки 350. Полученная структура представляет собой многоячеистую тканую заготовку 350 с цельными соединениями 360, 370, как показано на фиг.6(b). На фиг.6(а) показана модификация этого варианта реализации, в которой заготовка 450 содержит по меньшей мере четыре расположенных с промежутками слоя 410-440 с вертикальными стенками 400, проходящими между этими слоями, причем эти слои и эти стенки образуют желобки 445, проходящие в основном направлении структуры.
Из сформированной согласно изобретению волокнистой заготовки может быть получен композиционный конструкционный компонент посредством таких способов, как литьевое прессование с использованием смолы или химическая инфильтрация в паровой фазе. Таким образом, изобретение согласно одному варианту реализации представляет собой армированный волокном композиционный материал.
К типичным областям применения готовой структуры относятся области применения, в которых требуется увеличение жесткости в двух направлениях (т.е. основания армированных панелей), и области применения, в которых необходимо наличие соединенных отдельных частей. Предлагаемые заготовки могут быть использованы во многих областях применения, таких как, без ограничения, теплообменники, в которых жидкость проходит через открытые каналы, конструкционные панели с каналами, обеспечивающими беспрепятственную прокладку электропроводки и других элементов, таких как гидравлические линии, и самолетные системы выбрасывания дипольных отражателей, в которых контейнеры с дипольными отражателями размещены в открытых каналах.
Некоторые преимущества настоящего изобретения относительно уровня техники состоят в следующем:
- Все волокна фиксированы друг относительно друга в соединениях, что позволяет устранить расположенные между отдельными слоями смоляные слои, имеющиеся в известных слоистых композиционных материалах, благодаря чему исключена возможность расслоения и увеличена стойкость к повреждениям.
- На внутренних стенках уточные волокна горизонтальной стенки непрерывно проходят через вертикальные стенки и наоборот, что позволяет увеличить прочность. Соединение в пересечении двух внутренних стенок именуется крестообразным соединением 360 и показано на фиг.6(а)-(b).
- На внешних стенках уточные волокна внутренней стенки вплетены в наружную стенку, благодаря чему увеличены прочность и стойкость к повреждениям. Соединение в пересечении внутренней стенки и внешней стенки именуется Т-образным соединением 370 и показано на фиг.6(а)-(b).
- Посредством предлагаемого способа устранены практически все ручные операции, которые необходимы для получения этих структур в известных способах изготовления слоистых структур. Заготовку получают в требуемой форме и помещают внутрь литьевой формы в виде одного целого, что позволяет сократить время и затраты на изготовление.
- Сформированая таким образом заготовка имеет замкнутые края на каждой из сторон, благодаря чему исключен этап обрезки, что также позволяет сократить время и затраты.
- Исключена необходимость использования усилителя клейкости, что позволяет сократить время и затраты на изготовление и устранить возможные недостатки, связанные с несовместимостью с основной смолой.
Задачи и преимущества настоящего изобретения были описаны на примере предпочтительных вариантов его реализации, однако объем настоящего изобретения не ограничен раскрытыми вариантами реализации, а определен прилагаемой формулой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТКАНЫЕ ПРЕФОРМЫ, ИМЕЮЩИЕ ЗАДАННУЮ ФОРМУ, С РАЗНОНАПРАВЛЕННЫМ АРМИРОВАНИЕМ ДЛЯ КОМПОЗИЦИОННЫХ СТРУКТУР | 2009 |
|
RU2504478C2 |
| СПОСОБ СОЗДАНИЯ КОМПОЗИТНОГО УГЛОВОГО СОЕДИНИТЕЛЬНОГО ЭЛЕМЕНТА НА БАЗЕ ЦЕЛЬНОТКАНОЙ 3D ПРЕФОРМЫ С ПЕРЕМЕНОЙ СТРУКТУРЫ АРМИРОВАНИЯ | 2023 |
|
RU2818055C1 |
| УСОВЕРШЕНСТВОВАННАЯ ВОЛОКНИСТАЯ СТРУКТУРА ДЛЯ П-ОБРАЗНЫХ ПРЕФОРМ | 2009 |
|
RU2496930C2 |
| СПОСОБ ТКАНЬЯ ОСНОВ С ЦЕЛЬНЫМИ БОКОВЫМИ СТЕНКАМИ | 2008 |
|
RU2516802C2 |
| СПОСОБ СОЗДАНИЯ КОМПОЗИТНОЙ ДВУТАВРОВОЙ БАЛКИ НА БАЗЕ 3D-ПРЕФОРМЫ С ЦЕЛЬНОТКАНЫМИ ОТВЕРСТИЯМИ | 2024 |
|
RU2823890C1 |
| Способ создания конструкционного сектора кольца аппарата Илизарова | 2023 |
|
RU2810435C1 |
| КВАЗИ-ИЗОТРОПНАЯ ТРЕХМЕРНАЯ ЗАГОТОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2528967C2 |
| ПЛОСКАЯ ТКАНЬ ДЛЯ ФОРМИРОВАНИЯ СТРУКТУРЫ, ИМЕЮЩЕЙ ТРЕХМЕРНУЮ КОНФИГУРАЦИЮ | 2002 |
|
RU2225902C1 |
| П-ОБРАЗНАЯ ЗАГОТОВКА | 2009 |
|
RU2530378C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И КОМПОЗИЦИОННАЯ ОКАНТОВКА ИЛЛЮМИНАТОРА, ПОЛУЧЕННАЯ ТАКИМ СПОСОБОМ | 2011 |
|
RU2481954C1 |

Настоящее изобретение в целом относится к тканой заготовке для армированных композиционных материалов и способу ее изготовления. Тканая заготовка для армированного волокном композиционного материала содержит горизонтальные слои тканого материала и вертикальные слои тканого материала, вытканные как одно целое вместе с горизонтальными слоями. Причем вертикальные слои проходят в форме конструкционных элементов между горизонтальными слоями, а горизонтальные слои и вертикальные слои образуют в заготовке сквозные ячейки. Заготовка имеет непрерывное кольцевое армирование в каждой ячейке, образованной путем кругового плетения уточных волокон. 4 н. и 19 з.п. ф-лы, 17 ил.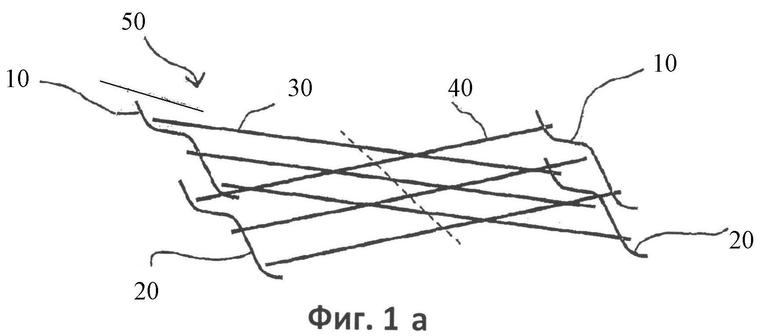
1. Тканая заготовка для армированного волокном композиционного материала, содержащая горизонтальные слои тканого материала и вертикальные слои тканого материала, вытканные как одно целое вместе с горизонтальными слоями, причем вертикальные слои проходят в форме конструкционных элементов между горизонтальными слоями, а горизонтальные слои и вертикальные слои образуют в заготовке сквозные ячейки, отличающаяся тем, что она имеет непрерывное кольцевое армирование в каждой ячейке, образованной путем кругового плетения уточных волокон.
2. Заготовка по п.1, имеющая замкнутый периметр с замкнутыми ячейками на наружных краях, образованными путем кругового плетения уточных волокон.
3. Заготовка по п.1, в которой ячейки проходят в основном направлении.
4. Заготовка по п.1, в которой ячейки проходят в направлении утка.
5. Заготовка по п.1, в которой ячейки выполнены квадратными или прямоугольными.
6. Армированный волокном композиционный материал, содержащий тканую заготовку, имеющую горизонтальные слои тканого материала и вертикальные слои тканого материала, вытканные как одно целое вместе с горизонтальными слоями, причем вертикальные слои проходят в виде конструкционных элементов между горизонтальными слоями, а горизонтальные слои и вертикальные слои образуют в заготовке сквозные ячейки, причем заготовка имеет непрерывное кольцевое армирование в каждой ячейке, образованной путем кругового плетения уточных волокон.
7. Материал по п.6, дополнительно содержащий полимерный матричный материал, заполняющий тканую заготовку.
8. Материал по п.6, в котором заготовка имеет замкнутый периметр с замкнутыми ячейками на наружных краях, образованными путем кругового плетения уточных волокон.
9. Материал по п.6, в котором ячейки проходят в основном направлении.
10. Материал по п.6, в котором ячейки проходят в направлении утка.
11. Материал по п.6, в котором ячейки выполнены квадратными или прямоугольными.
12. Способ изготовления армированного волокном композиционного материала, содержащий этапы, на которых формируют заготовку путем тканья горизонтальных слоев как одного целого вместе с вертикальными слоями, разворачивают заготовку после ее получения таким образом, чтобы вертикальные слои проходили в виде конструкционных элементов между горизонтальными слоями, причем горизонтальные слои и вертикальные слои образуют в заготовке сквозные ячейки, причем заготовка имеет непрерывное кольцевое армирование в каждой ячейке, образованной путем кругового плетения уточных волокон.
13. Способ по п.12, согласно которому тканую заготовку дополнительно заполняют полимерным матричным материалом.
14. Способ по п.13, согласно которому заполнение осуществляют путем литьевого прессования или химической инфильтрации в паровой фазе.
15. Способ по п.12, согласно которому заготовку получают таким образом, чтобы она имела замкнутый периметр с замкнутыми ячейками на наружных краях, путем плетения уточных волокон в окружном направлении.
16. Способ по п.12, согласно которому ячейки проходят в основном направлении.
17. Способ по п.12, согласно которому ячейки проходят в направлении утка.
18. Способ по п.12, согласно которому ячейки выполняют квадратными или прямоугольными.
19. Способ изготовления тканой заготовки для армированного волокном композиционного материала, содержащий этапы, на которых: ткут горизонтальные слои как одно целое вместе с вертикальными слоями для формирования заготовки, разворачивают заготовку после ее получения таким образом, чтобы вертикальные слои проходили в виде конструкционных элементов между горизонтальными слоями, причем горизонтальные слои и вертикальные слои образуют в заготовке сквозные ячейки, а заготовка имеет непрерывное кольцевое армирование в каждой ячейке, образованной путем кругового плетения уточных волокон.
20. Способ по п.19, согласно которому заготовку ткут таким образом, чтобы она имела замкнутый периметр с замкнутыми ячейками на наружных краях, путем плетения уточных волокон в окружном направлении.
21. Способ по п.19, согласно которому ячейки проходят в основном направлении.
22. Способ по п.19, согласно которому ячейки проходят в направлении утка.
23. Способ по п.19, согласно которому ячейки выполняют квадратными или прямоугольными.
| ЕР 0459938 A1, 04.12.1991 | |||
| WO 9839508 A, 11.09.1998 | |||
| ТКАНЬ МНОГОСЛОЙНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2164568C1 |
| Способ изготовления поясной ленты с однослойной средней частью и пустотельными краями на игольном лентоткацком станке | 1978 |
|
SU1050577A3 |

