Изобретение относится к области строительства и касается способа изготовления арматурного изделия в виде стержневой натягиваемой арматуры, в частности, для восстановления многопустотной железобетонной плиты перекрытия здания, пораженной огнем.
Известен способ изготовления арматурного изделия, в котором отдельные арматурные стержни нанизывают на стержни существующей арматуры /пат. RU 2119023, МПК-6 Е04С 5/08, E04G 21/12. Арматурное изделие/ Н.А.Ильин; заявка 96115626/03 от 26.07.96; опубл. 20.09.98. Бюл.№26/ [1].
В известном способе изготовления арматурного изделия, содержащем стержни сетки или каркаса железобетонной конструкции, дополнительную арматуру арматурного изделия выполняют дискретно в виде ряда арматурных элементов, которые располагают в плоскости существующей сетки или каркаса и скрепляют с натяжением. Элементы арматурного изделия выполняют в виде отдельных гнутых стержней. Гнутые стержни состоят из прямолинейных участков (стяжек) и захватов на их концах. В качестве материала для отдельных элементов арматурного изделия принимают сталь низкой прочности классов A 240 (A-I), A 300 (A-II) и A 400 (A-III).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления арматурного изделия, относится то, что арматурное изделие в виде сборной сетки представляет собой сложную конструкцию, применение известного способа изготовления арматурного изделия снижает технологичность его сборки, отсутствует возможность использования в качестве натягиваемой арматуры горячекатаной стали высокой прочности, отсутствует возможность плавного регулирования величины натяжения арматуры, отсутствует возможность укрупнительной сборки элементов анкеровки на специальных постах.
Известен способ изготовления арматурного изделия, в котором арматурный стержень (стержни) выполняют из высокопрочной стали с анкерными упорами на его концах и накладными анкерами в виде скоб из низкопрочной стали, которые приваривают одной стороной к арматурному стержню (стержням) /а.с. SU 1698396, МПК-5 E04C 5/03. Арматурный элемент /А.П.Шульгай; заявка 4770089/33 от 12.11.89; опубл. 15.12.91. Бюл.№46 / [2].
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления арматурного изделия, относится то, что для натяжения арматурных стержней необходимо применение специальных натяжных установок, отсутствует плавное регулирование величины натяжения арматуры, возможен перерасход высокопрочной стали при изготовлении натяжных стержней арматуры, изготовление элементов арматурного изделия малотехнологично.
Наиболее близким техническим решением к изобретению по совокупности признаков является способ изготовления арматурного изделия, которое содержит напрягаемый арматурный стержень, постоянные анкеры и временные концевые анкеры. Напрягаемый арматурный стержень диаметром 14÷22 мм выполняют цельным из арматуры классов A 540 (A-III в), A 600 (A-IV; Ат-IV), А-800 (A-V) и А 1000 (А-VI). Постоянные анкеры выполняют в виде опресованных обойм или высаженных головок диаметром 25÷40 мм; высота опресованных обойм 15-22 мм (отклонение ±2 мм). Натяжение стержней арматуры осуществляют электротермическим или механическим способом. При натяжении упрочненной стержневой арматуры электротермическим способом дополнительно производят контрольные испытания арматуры на растяжение после электронагрева. Анкеровку арматурных стержней производят постоянным анкером или торцевой обоймой. После отпуска натяжения арматуры, производят обрезку концевых участков стержней /ГОСТ 22701.0-77. Плиты железобетонные ребристые преднапряженные размерами 6×3 м. Технические условия (см. п.2.3 Арматурные изделия, черт.10÷12) / [3] - принят за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления арматурного изделия, принятого за прототип, относится то, что при изготовлении изделия невозможно использование дешевой арматурной стали низкой прочности на концевых участках напрягаемого стержня, невозможно натяжение арматуры без применения специальных натяжных установок, в случае электронагрева напрягаемого стержня необходимы дополнительные испытания арматуры на растяжение, срезка концевых анкеров увеличивает расход арматуры, следовательно, известное арматурное изделие металлоемко.
Сущность изобретения заключается в следующем.
Задача, на решение которой направлено заявленное изобретение, состоит в упрощении процесса изготовления арматурного изделия для усиления железобетонных многопустотных панелей перекрытия; в рациональном использовании по длине натягиваемого стального стержня арматуры различных классов по прочности; в улучшении анкеровки и повышение несущей способности заанкеренного стержня; в снижении трудоемкости, потерь высокопрочной стали и металлоемкости изделия.
Технический результат - упрощение процесса изготовления арматурного изделия, повышение технологичности сборки и установки его по месту - в пустотные каналы усиливаемой панели; использование дешевой арматурной стали низкой прочности для концевых ненатягиваемых элементов составного стержня арматурного изделия; плавное регулирование величины натяжения арматурного стержня; укрупнительная сборка элементов анкеровки; быстрая установка анкерных распределительных пластин; сокращение числа вновь изготовляемых элементов арматурного изделия; надежное соединение стыкуемых стержней натягиваемой и ненатягиваемой арматуры; снижение металлоемкости и потерь стали при изготовлении арматурного изделия; уменьшение трудоемкости сборки арматурного изделия по месту его установки; исключение затрат на электронагрев натягиваемого стержня и на дополнительные испытания отожженной арматуры на растяжение; возможность механизации и централизованного изготовления элементов арматурного изделия.
Указанный технический результат при использовании изобретения достигается тем, что в известном способе изготовления арматурного изделия путем натяжения натягиваемого стержня арматуры и установки постоянных концевых анкеров особенностью является то, что натягиваемый стержень арматуры выполняют составным из отрезков горячекатаной арматуры, снабжают стальными стопорными обоймами и стяжной муфтой в средней части изделия, а постоянные концевые анкеры оборудуют анкерными обоймами и быстроустанавливаемыми распределительными пластинами.
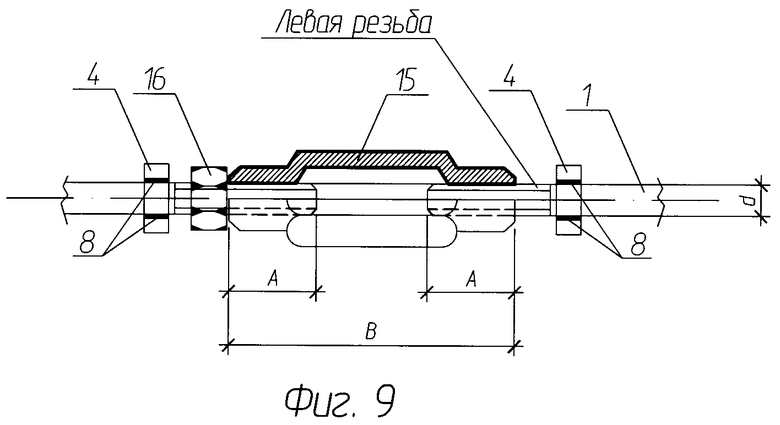
Стяжную муфту составного стержня натягиваемой арматуры выполняют в виде короткой трубы, внутри которой на концевых участках нарезают правую и левую резьбу.
Стяжную муфту составного стержня натягиваемой арматуры выполняют с шестигранным корпусом под динамометрический ключ.
Постоянный концевой анкер составного стержня натягиваемой арматуры классов A 400 (A-III), A 540 (A-III в) и A 600 (A-IV) выполняют в виде крепежной анкерной гайки с буртом и быстроустанавливаемой распределительной пластины с гнездом под гайку с буртом.
Постоянный концевой анкер составного стержня натягиваемой арматуры классов A 600 (A-IV) и A 800 (A-V) выполняют в виде спаренных кортышей-накладок, которые приваривают к верхней стороне концевого участка арматурного стержня, совместно с быстроустанавливаемой распределительной пластиной.
Постоянный концевой анкер составного стержня натягиваемой арматуры классов A 600 (A-IV) и A 800 (A-V) выполняют в виде спаренных кортышей-накладок, которые приваривают к верхней стороне концевого участка арматурного стержня, и коротыша-фиксатора, который приваривают к нижней стороне арматурного стержня, совместно с быстроустанавливаемой распределительной пластиной.
Постоянный концевой анкер составного стержня натягиваемой арматуры классов A 540 (A-III в), A 600 (A-IV) и A 800 (A-V) выполняют в виде высаженной головки высотой 1,8·d, здесь d - номинальный диаметр составного стержня натягиваемой арматуры, совместно с быстроустанавливаемой распределительной пластиной с гнездом под высаженную головку или с увеличенной шайбой под нее.
Коротыши-накладки вырезают длиной lк=m·d, мм, где m=5 для арматуры класса A 600 (A-IV), m=6 для A 800 (A-V) из условия применения одностороннего сварного шва; d - номинальный диаметр составного стержня натягиваемой арматуры, мм.
Постоянный концевой анкер снабжают увеличенной шайбой с отверстием диаметром dш=d+z, мм, где dш - диаметр отверстия увеличенной шайбы, z - зазор (0,5-1,0) мм.
Плоскости опирания коротышей-накладок и коротыша-фиксатора постоянного концевого анкера на торец быстроустанавливаемых анкерных распределительных пластин располагают строго перпендикулярно оси составного стержня натягиваемой арматуры, обеспечивая их плотное примыкание.
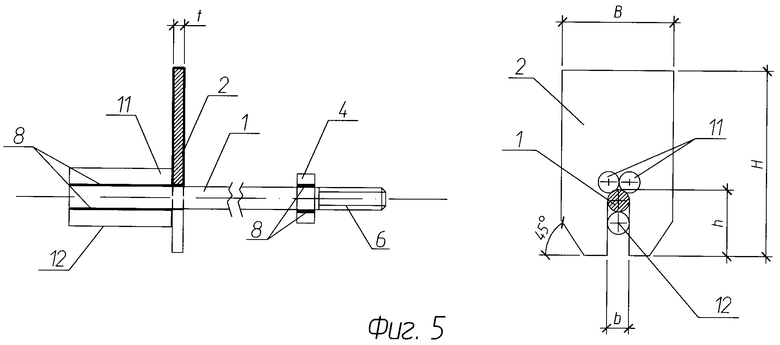
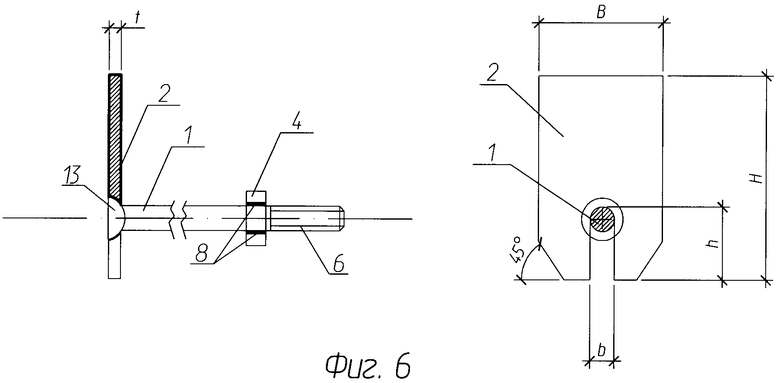
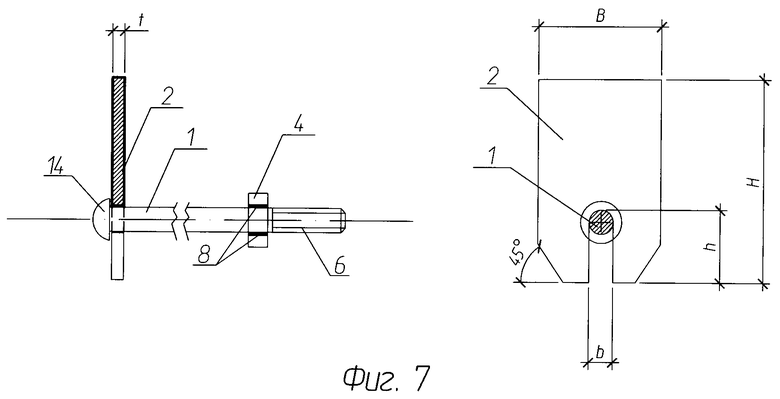
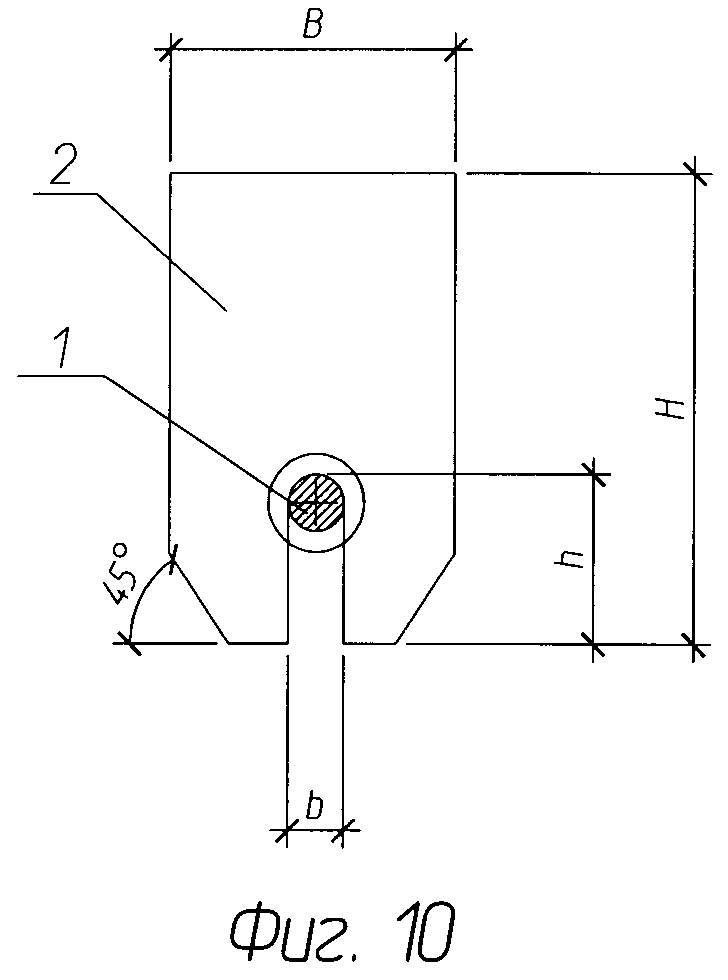
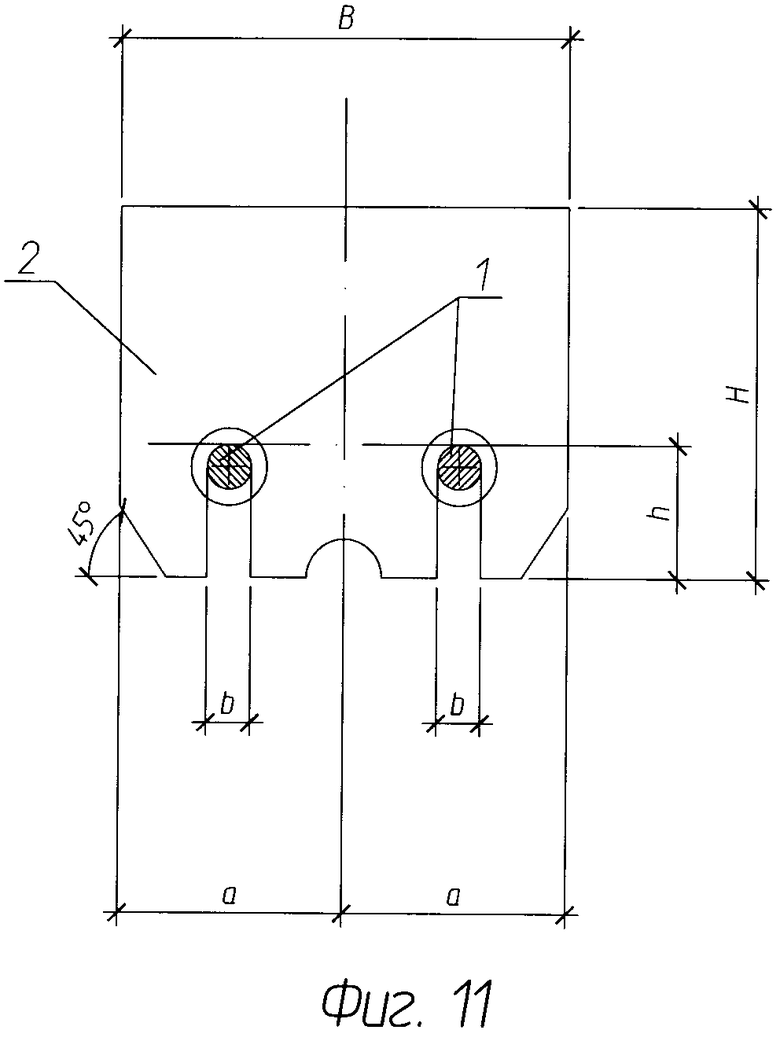
Быстроустанавливаемую анкерную распределительную пластину изготовляют с вырезом в виде вилки с размерами ширины зева b=d+z, мм; и высотой выреза h=H-(ho+0,5·d+z); здесь d - номинальный диаметр составного стержня натягиваемой арматуры, мм; hо - рабочая высота, мм; Н - высота быстроустанавливаемой анкерной распределительной пластины, мм; z - зазор (0,5÷1,0) мм.
Стопорение крепежных гаек анкеров и стяжных муфт относительно составного стержня натягиваемой арматуры производят контргайками, упругими шайбами, сваркой или пластическим деформированием, например кернением.
В качестве натягиваемой арматуры используют ненапрягаемую стержневую арматуру классов A 400 (A-III), A 540 (A-III в), а также ненапрягаемую стержневую арматуру классов A 600 (A-IV), A 800 (A-V) и A 1000 (A-VI).
В качестве арматуры низкой прочности используют ненапрягаемую арматуру классов A 240 (A-I), А 300 (A-II), A 400 и A 500 (A-III).
На составной стержень натягиваемой арматуры на месте установки стяжной муфты нарезают вальцованную резьбу.
Элементы арматурного изделия изготовляют при положительной и отрицательной температуре воздуха.
Причинно-следственная связь между совокупностью признаков и техническим результатом изобретения заключена в следующем:
повышение технологичности сборки арматурного изделия и установки его по месту - в отверстие многопустотной железобетонной панели перекрытия - состоит в простоте заведения элементов составного стержня натягиваемой арматуры в отверстие панели и во введении быстроустанавливаемых анкерных распределительных пластин в зоне анкеровки и последующего натяжения арматурного стержня стяжной муфты (без применения специальных натяжных домкратов); плавное регулирование величины натяжения арматурного стрежня осуществляют за счет использования резьбовых стяжных муфт; укрупнительную сборку элементов анкеровки арматурного изделия производят на специальных постах; упрочнение сердцевины стержней арматуры в местах нанесения крепежной резьбы выполняют за счет нагартовки резьбы; быструю установку анкерной распределительной пластины производят за счет выполнения прорези в ней; сокращение числа вновь изготовляемых элементов арматурного изделия производят за счет применения стандартных стальных обойм; надежное соединение стыкуемых стержней натягиваемой и ненатягиваемой арматуры производят путем сварки или стяжки соединительными муфтами;
снижение металлоемкости и потерь стали при изготовлении арматурного изделия производят за счет:
- более полного использования коротких отрезков арматуры;
- замены сталей высокой прочности на стали низкой прочности;
- исключения операции подрезки концов натягиваемой стержневой арматуры и временных концевых анкеров;
- снижения расхода термически упрочненной арматуры, отожженной электронагревом, на дополнительные испытания на растяжение.
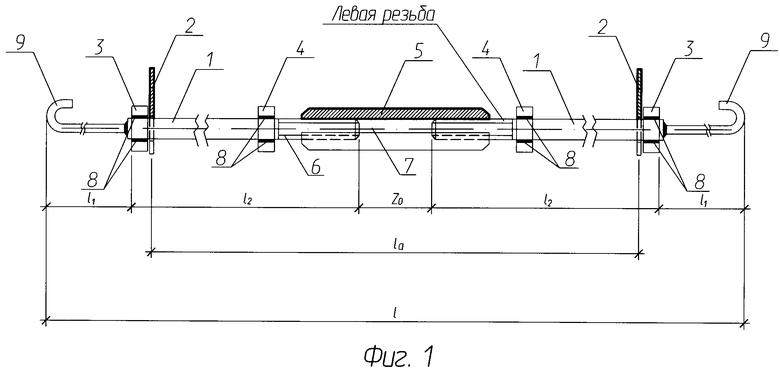
На фиг.1 изображено изготавливаемое арматурное изделие в виде составной натягиваемой стержневой арматуры с постоянными концевыми анкерами в виде анкерных и стопорных обойм, быстроустанавливаемых анкерных распределительных пластин и стяжной муфты с двухсторонней крепежной резьбой:
1 - составной стержень натягиваемой арматуры,
2 - быстроустанавливаемая анкерная распределительная пластина,
3 - анкерная обойма,
4 - стопорная обойма,
5 - стяжная муфта из отрезка трубы,
6 - вальцованная резьба,
7 - зазор (между стягиваемыми концами стержней составной арматуры),
8 - обжатие или сварка обоймы,
9 - ненатягиваемые элементы составного стержня.
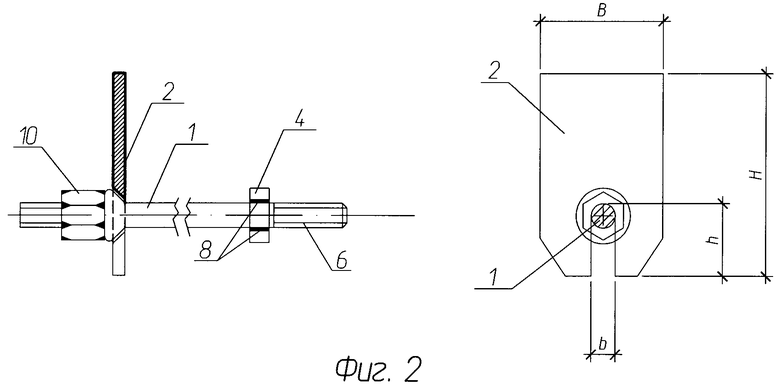
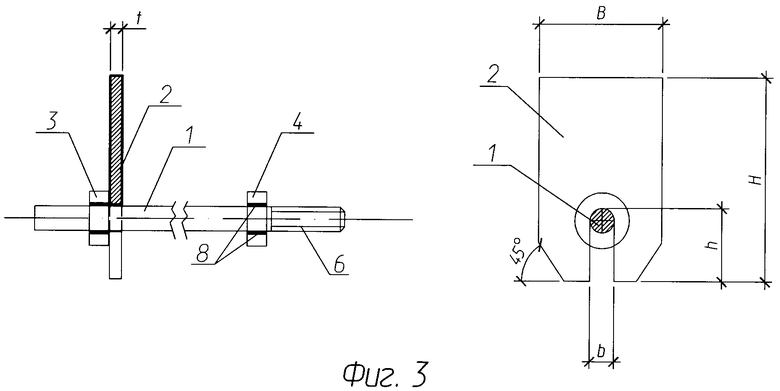
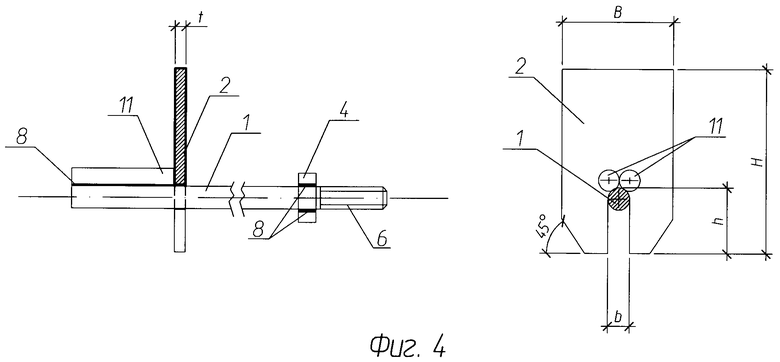
На фиг.2÷7 изображены предлагаемые постоянные концевые элементы анкеров на составной стержень натягиваемой арматуры (позиции 1-9 см. фиг.1):
- анкерная гайка с буртом 12 для арматуры классов А 400 (А-Ш), A 540 (A-III в) и A 600 (A-IV) и быстроустанавливаемая анкерная распределительная пластина 2 (фиг.2 и 5);
- анкерная обойма 3, обжатая или на сварке, для арматуры классов A 600 (A-IV) и A 800 (A-V) и быстроустанавливаемая анкерная распределительная пластина 2 (фиг.3);
- коротыши-накладки 13 на сварке для арматуры классов A 540 (A-III в), A 600 (A-IV) и A 800 (A-V) и быстроустанавливаемая анкерная распределительная пластина (фиг.6);
- круглая высаженная головка 10 и полукруглая высаженная головка 11 для арматуры классов A 540 (A-III в), A 600 (A-IV), A 800 (A-V) и быстроустанавливаемые анкерные распределительные пластины 2 (фиг.4 и 5):
10 - круглая высаженная головка,
11 - полукруглая высаженная головка,
12 - анкерная гайка с буртом,
13 - коротыш-накладка,
14 - стяжная муфта с шестигранным корпусом;
15 - контргайка;
16 - коротыш-фиксатор;
l1 - длина ненатягиваемого отрезка стержня арматуры, мм;
l2 - длина натягиваемого отрезка стержня арматуры, мм;
z0 - зазор между натягиваемыми отрезками арматуры, мм;
la - расстояние между концевыми анкерами, мм;
l - длина арматурного изделия в сборке, мм.
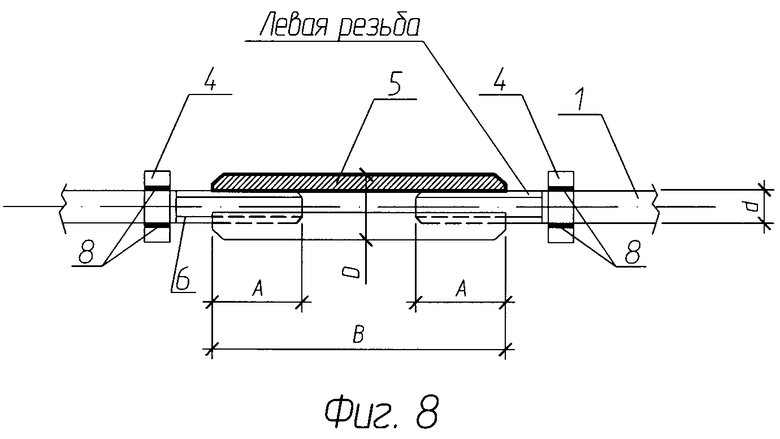
На фиг.8-9 изображены виды предлагаемых стяжек напрягаемого стержня арматуры:
- стяжная муфта из отрезка трубы 5 под трубный ключ (фиг.8);
- стяжная муфта с шестигранным корпусом 14 под динамометрический ключ с контргайкой 15 (фиг.7 и 9); A, B и D - охват стержня, длина и диаметр муфты (цифровые обозначения приведены на фиг.1-7).
На фиг.10-11 изображены виды предлагаемых быстроустанавливаемых анкерных распределительных пластин арматурного изделия: для одного натягиваемого стержня арматуры (фиг.10); для двух натягиваемых стержней арматуры (фиг.11).
Сведения, подтверждающие возможность применения изобретения с получением указанного выше технического результата
Выполнен проект усиления многопустотной железобетонной панели П2 перекрытия общественного здания, поврежденного огнем (г.Самара, Торговый центр ЗАО «Аверс», 2008 г.). Многопустотная панель П2 выполнена по чертежам серии ИЖ 567-03, марка ПБ 72.12-8; размеры панели в плане 7,2×1,2 м; высота сечения 220 мм. Железобетонная панель П2 стендового безопалубочного формования, бетон класса В30, рабочая арматура - высокопрочная проволока класса Bp 1200 (Bp - II) диаметром 5 мм, овальные пустотные каналы (8 отверстий) высотой 140 мм, шириной 54 мм; толщина внутренних ребер панели 41 мм; осевое расстояние для нижнего ряда рабочих стержней 20 мм.
Проектом усиления предложено арматурное изделие, изготовленное предлагаемым способом, в виде горизонтальной стяжки с использованием натягиваемого стержня арматуры, который составляют из спаренных отрезков горячекатаной арматуры класса A 600 (A-IV) диаметром 20 мм, на составной стержень натягиваемой арматуры 1 устанавливают анкерные обоймы 3 и стопорные обоймы 4 высотой 14 мм, наружный диаметр обоймы 40 мм; в месте стыковки отрезков составного стержня натягиваемой арматуры между собой устанавливают стяжную муфту с шестигранным корпусом 14 длиной B=90 мм, диаметром D=27 мм, длину нарезки резьбы с обоих концов стяжной муфты 14 принимают равной 36 мм; постоянные концевые анкеры оборудуют быстроустанавливаемыми анкерными распределительными пластинами 2 из толстолистовой стали на два рабочих стержня арматуры каждая.
Источники информации
1. Ильин, Н.А. Пат. RU 2119023, МПК-6 E04C 5/08, E04G 21/12. Арматурное изделие / Н.А.Ильин; заявка 96115626/03 от 26.07.96; опубл. 20.09.98. Бюл.№26.
2. Шульгай, А.П. А.с. SU 1698396, МПК-5 E04C 5/03. Арматурный элемент / А.П.Шульгай; заявка 4770089/33 от 12.11.89; опубл. 15.12.91. Бюл.№46.
3. ГОСТ 22 701.0-77. Плиты железобетонные ребристые преднапряженные размерами 6×3 м. Технические условия (см. п.2.3 Арматурные изделия, черт. 10÷12).
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМАТУРНОЕ ИЗДЕЛИЕ | 2009 |
|
RU2394968C1 |
| СПОСОБ УСИЛЕНИЯ ЖЕЛЕЗОБЕТОННОЙ МНОГОПУСТОТНОЙ ПАНЕЛИ ПЕРЕКРЫТИЯ ЗДАНИЯ | 2009 |
|
RU2398944C1 |
| УСТРОЙСТВО ДЛЯ УСИЛЕНИЯ МНОГОПУСТОТНОЙ ПАНЕЛИ ПЕРЕКРЫТИЯ ЗДАНИЯ | 2009 |
|
RU2394970C1 |
| СПОСОБ АНКЕРОВКИ НАПРЯГАЕМЫХ РАСПОРОК УСИЛЕНИЯ | 2005 |
|
RU2315158C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ СЖАТЫХ ЭЛЕМЕНТОВ | 2005 |
|
RU2308583C2 |
| АНКЕРНОЕ УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ НАПРЯГАЕМЫХ РАСПОРОК УСИЛЕНИЯ | 2005 |
|
RU2308582C2 |
| Способ заготовки и натяжения арматурных стержней | 1975 |
|
SU669040A1 |
| СПОСОБ ЗАГОТОВКИ И НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1994 |
|
RU2065909C1 |
| УСТРОЙСТВО ДЛЯ УСИЛЕНИЯ КОЛОНН И ИХ ОГОЛОВКОВ | 2005 |
|
RU2308581C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЖЕЛЕЗОБЕТОННОЙ КОЛОННЫ И ЕЕ ОГОЛОВКА | 2005 |
|
RU2308585C2 |
Изобретение относится к строительству и касается изготовления арматурного изделия в виде составного натягиваемого стержня арматуры с постоянными концевыми анкерами, в частности, арматурное изделие используют для усиления многопустотной железобетонной панели перекрытия здания. Техническим результатом изобретения является упрощение процесса изготовления элементов арматурного изделия, повышение технологичности сборки и установки изделия по месту - в пустоты усиливаемой панели; использование арматурной стали низкой прочности для концевых не натягиваемых элементов составного стержня натягиваемой арматуры; снижение металлоемкости и потерь стали при изготовлении арматурного изделия. Указанный технический результат при использовании изобретения достигается тем, что в способе изготовления арматурного изделия, включающем натяжение составного стержня натягиваемой арматуры и установку постоянных концевых анкеров, натягиваемый стержень арматуры выполняют составным из отрезков горячекатаной арматуры, снабжают стопорными обоймами и стяжной муфтой в средней части изделия, а постоянные концевые анкеры оборудуют анкерными обоймами и быстроустанавливаемыми анкерами распределительными пластинами из толстолистовой стали. 15 з.п. ф-лы, 11 ил.
1. Способ изготовления арматурного изделия путем натяжения натягиваемого стержня арматуры и установки постоянных концевых анкеров, отличающийся тем, что натягиваемый стержень арматуры выполняют составным из отрезков горячекатаной арматуры, снабжают стальными стопорными обоймами и стяжной муфтой в средней части изделия, а постоянные концевые анкеры оборудуют анкерными обоймами и быстро устанавливаемыми анкерными распределительными пластинами.
2. Способ по п.1, отличающийся тем, что стяжную муфту составного стержня натягиваемой арматуры выполняют в виде короткой трубы, внутри которой на концевых участках нарезают правую и левую резьбу.
3. Способ по п.1, отличающийся тем, что стяжную муфту составного стержня натягиваемой арматуры выполняют с шестигранным корпусом под динамометрический ключ.
4. Способ по п.1, отличающийся тем, что постоянный концевой анкер составного стержня натягиваемой арматуры классов А 400 (A-III), А 540 (A-III в) и А 600 (A-IV) выполняют в виде крепежной анкерной гайки с буртом и быстро устанавливаемой анкерной распределительной пластины с гнездом под гайку с буртом.
5. Способ по п.1, отличающийся тем, что постоянный концевой анкер составного стержня натягиваемой арматуры классов А 600 (A-IV) и А 800 (A-V) выполняют в виде спаренных коротышей-накладок, которые приваривают к верхней стороне концевого участка арматурного стержня, совместно с быстро устанавливаемой анкерной распределительной пластиной.
6. Способ по п.1, отличающийся тем, что постоянный концевой анкер составного стержня натягиваемой арматуры классов А 600 (A-IV) и А 800 (A-V) выполняют в виде спаренных коротышей-накладок, которые приваривают к верхней стороне концевого участка арматурного стержня, и коротыша-фиксатора, которые приваривают к нижней стороне арматурного стержня, совместно с быстро устанавливаемой анкерной распределительной пластиной.
7. Способ по п.1, отличающийся тем, что постоянный концевой анкер составного стержня натягиваемой арматуры классов А 540 (A-III в), А 600 (A-IV) и А 800 (A-V) выполняют в виде высаженной головки высотой 1,8·d, здесь d - номинальный диаметр составного стержня натягиваемой арматуры, совместно с быстро устанавливаемой анкерной распределительной пластиной с гнездом под высаженную головку или с увеличенной шайбой под нее.
8. Способ по пп.5 и 6, отличающийся тем, что коротыши-накладки вырезают длиной lк=m·d, мм, где m=5 для арматуры класса А 600 (A-IV), m=6 для А 800 (A-V) из условия применения одностороннего сварного шва, d - номинальный диаметр составного стержня натягиваемой арматуры, мм.
9. Способ по п.1, отличающийся тем, что постоянный концевой анкер снабжают увеличенной шайбой с отверстием диаметром dш=d+z, мм, где dш - диаметр отверстия увеличенной шайбы, z - зазор (0,5-1,0) мм.
10. Способ по пп.5 и 6, отличающийся тем, что плоскости опирания коротышей-накладок и коротыша-фиксатора постоянного концевого анкера на торец быстро устанавливаемых анкерных распределительных пластин располагают строго перпендикулярно оси составного стержня натягиваемой арматуры, обеспечивая их плотное примыкание.
11. Способ по п.1, отличающийся тем, что быстро устанавливаемую анкерную распределительную пластину изготовляют с вырезом в виде вилки с размерами ширины зева b=d+z, мм; и высотой выреза h=H-(ho+0,5·d+z); здесь d - номинальный диаметр составного стержня натягиваемой арматуры, мм; ho - рабочая высота, мм; Н - высота быстро устанавливаемой анкерной распределительной пластины, мм; z - зазор (0,5-1,0) мм.
12. Способ по п.1, отличающийся тем, что стопорение крепежных гаек анкеров и стяжных муфт относительно составного стержня натягиваемой арматуры производят контргайками, упругими шайбами, сваркой или пластическим деформированием, например кернением.
13. Способ по п.1, отличающийся тем, что в качестве натягиваемой арматуры используют ненапрягаемую стержневую арматуру классов А 400 (A-III), А 540 (A-III в), а также напрягаемую стержневую арматуру классов А 600 (A-IV), А 800 (A-V) и А 1000 (A-VI).
14. Способ по п.1, отличающийся тем, что в качестве арматуры низкой прочности используют ненапрягаемую стержневую арматуру классов А 240 (A-I), А 300 (A-II), А 400 и А 500 (A-III).
15. Способ по п.1, отличающийся тем, что на составном стержне натягиваемой арматуры на месте установки стяжной муфты нарезают вальцованную резьбу.
16. Способ по п.1, отличающийся тем, что элементы арматурного изделия изготовляют при положительной и отрицательной температуре воздуха.
| Счетная линейка для расчета шихты | 1935 |
|
SU51639A1 |
| Устройство для соединения арматурных стержней | 1988 |
|
SU1548381A1 |
| Крыло для самолетов | 1941 |
|
SU64245A1 |
| WO 2004113639 A, 29.12.2004 | |||
| JP 10266466 А, 06.10.1998 | |||
| ЕВДОКИМОВ Н.И | |||
| и др | |||
| Технология монолитного бетона и железобетона, Москва, Высшая школа, 1980, с.83-87. | |||

