Изобретение относится к устройству для охлаждения металлической ленты с, по меньшей мере, двумя полями форсунок, расположенными друг против друга относительно металлической ленты, непрерывно движущейся в своем продольном направлении, которые включают направленные к соответствующей поверхности ленты, присоединенные к дутьевым коробам для охлаждающего газа форсунки, и с предусмотренными между форсунками проточными каналами для отвода потоков охлаждающего газа из форсунок, отклоненных поверхностью ленты.
Для предотвращения образования нежелательных структур или выделений после термической обработки металлических лент, в частности из стали, эти металлические ленты необходимо очень быстро охлаждать, а именно с помощью защитного газа, обычно смеси водорода с азотом, для исключения реакции окисления в зоне поверхности ленты. Для достижения требуемых градиентов охлаждения, которые для стальных лент толщиной 1 мм в зависимости от легирующего состава лежат между 50 и 150°С/с, охлаждающий газ должен с высокой скоростью направляться на поверхность ленты и снова отводиться от нее. Для этой цели из ЕР 1029933 В1 известны дутьевые короба, расположенные по обеим сторонам ленты рядами на боковом расстоянии друг от друга, которые имеют направленные к соответствующей поверхности ленты, распространяющиеся поперек продольного направления ленты форсунки с плоским факелом. Эти форсунки с плоским факелом, расположенные последовательно друг за другом рядами в продольном направлении ленты отдельных дутьевых коробов, дополняют сквозные ряды форсунок, расположенные поперек продольному направлению ленты. Таким образом, охлаждающий газ, выходящий из форсунок с плоским факелом, отклоняющийся от поверхности ленты, может отводиться между рядами форсунок. Кроме того, в сравнении с форсунками с плоским факелом с помощью полей с форсунками с круглым факелом может быть получена более равномерная нагрузка поверхности ленты охлаждающим газом, в этом известном устройстве проточные каналы дутьевых коробов, образованные между отдельными рядами форсунок, пересекаются друг с другом, что влечет за собой неравномерные условия обтекания с опасностью наступления коробления ленты из-за ее неравномерного охлаждения, что делает необходимой последующую правку металлической ленты.
Таким образом, в основе изобретения лежит задача создания такого устройства описанного вида для охлаждения металлической ленты, которое позволило бы обеспечить равномерное охлаждение металлической ленты с высоким градиентом охлаждения без опасности коробления.
Указанная задача решается в изобретении посредством того, что форсунки группами объединены в блоки форсунок, расположенные параллельно рядами друг около друга с боковым расстоянием между ними, которые состоят из соединенных с дутьевыми коробами посредством газовых каналов, направленных к соответствующей поверхности ленты, распределенных по длине форсуночных блоков фурменных сопел, и что для отвода потоков охлаждающего газа между распространяющимися поперек дутьевых коробов форсуночных блоков предусмотрены проточные каналы.
Благодаря применению форсуночных блоков, образующих газовые каналы для охлаждающего газа, могут простым способом предусматриваться поля форсунок с круглым факелом, которые получаются благодаря расположенным в форсуночных блоках, распределенным по длине форсуночных блоков фурменных сопел. Благодаря наличию расстояний между расположенными рядом друг с другом рядами форсуночных блоков обеспечивается предпочтительное удаление потоков охлаждающего газа, отклоненных поверхностью ленты, которые могут отбираться при сравнительно небольшой потере давления благодаря проточным каналам между блоками форсунок. Благодаря форсункам с круглым факелом и удалению потоков охлаждающего газа, отклоняемых поверхностью ленты, между форсуночными блоками можно поддерживать предпочтительные условия охлаждения металлической ленты, так что может обеспечиваться равномерное охлаждение металлической ленты без опасности коробления ленты.
Для исключения отрицательного влияния дутьевых коробов на удаление охлаждающего газа можно соединять форсуночные блоки на своих торцевых сторонах с дутьевыми коробами. В этом случае дутьевые короба находятся вне зоны потока охлаждающего газа, обтекающего форсуночные блоки. Однако также имеется возможность присоединения форсуночных блоков в их продольной середине к дутьевым коробам, что значительно облегчает последовательное присоединение форсуночных блоков в их продольном направлении, сохраняя расстояние между форсунками у последовательно присоединенных форсуночных блоков. Для поддержания внутри блока форсунок равномерного потока охлаждающего газа в направлении к отдельным фурменным соплам блоки форсунок могут в своем поперечном сечении от места присоединения к дутьевым коробам сужаться к своим концам.
Чтобы создать особо предпочтительные конструктивные условия, может быть, кроме того, предусмотрено, что форсуночные блоки, снабженные каждый двумя рядами форсунок, установленными с промежутком друг относительно друга, образуют фурменные сопла между двумя участками стенки с обтекателями, дополняющими друг друга для соответствующего форсуночного канала, и что участки продольной стенки, расположенные рядом друг с другом между обтекателями, по меньшей мере, на одном краевом участке образуют разделительные стенки, попеременно соединяющие друг с другом фурменные сопла обоих рядов форсунок, от которых расходятся участки продольной стенки к продольным стенкам газового канала. Так как вследствие этих мероприятий лишь торцевые поверхности продольных краев участков продольной стенки направлены к поверхности ленты, и эти участки продольной стенки лежат вплотную друг к другу между отдельными форсунками в одном краевом участке, так что в зоне лежащих вплотную друг к другу краевых участков образуются разделительные стенки, проходящие перпендикулярно к поверхности ленты, поочередно соединяющие форсунки обоих рядов, потоки охлаждающего газа, равномерно отклоненные во все стороны поверхностью ленты, при форсунках с круглым факелом, в области форсуночных блоков с помощью разделительных стенок разделяются благоприятным в аэродинамическом отношении способом на два отдельных потока, которые отводятся через проточные каналы между форсуночными блоками. Участки продольной стенки, расходящиеся от лежащих вплотную друг к другу краевых участков к продольным стенкам газовых каналов, образуют для обратного течения потоков охлаждающего газа стабилизаторы, которые проходят вдоль отклоненных потоков охлаждающего газа к проточным каналам между форсуночными блоками, а именно, с уменьшенным завихрением, поддерживающим отток.
Сами форсунки формируются не только с помощью форсуночного сопла, но и дополнительно с помощью подводящего канала форсунки, который образуется соответственно между попарно противолежащими друг другу обтекателями обоих участков продольной стенки каждого форсуночного блока. Таким образом, с помощью центрирования подводящего канала форсунки обеспечивается определенное направление выхода потоков охлаждающего газа независимо от формы поперечного сечения форсуночного блока в зоне форсунок, в частности, когда высота разделительных стенок, образованных с помощью лежащих вплотную друг к другу участков продольной стенки форсуночных блоков, измеренная в направлении осей форсунок, соответствует, по меньшей мере, среднему диаметру, так как в этом случае подводящие каналы форсунок имеют минимальную длину, соответствующую своему среднему диаметру.
Так как разделительные стенки попеременно соединяют друг с другом форсунки обоих рядов форсунок каждого форсуночного блока, то при проходе разделительной стенки через оси непосредственно соединенных друг с другом форсунок обтекатель участка продольной стенки выступал бы соответственно на внешней стороне, обращенной от другого форсуночного ряда больше, чем на внутренней стороне, обращенной к другому форсуночному ряду, что при штамповке обтекателей способствовало бы возникновению различных нагрузок участков продольной стенки на внешней и внутренней стороне. Для устранения связанных с этим недостатков стыковые поверхности между участками продольной стенки, формирующими форсунки, в зоне отдельных форсунок могут лежать в плоскости диаметра форсунок, проходящей в продольном направлении форсуночных блоков, так, что в отношении попарно противолежащих друг другу обтекателей обоих участков продольной стенки форсуночных блоков получаются симметричные пропорции.
На чертеже в качестве примера представлен предмет изобретения, где показывают:
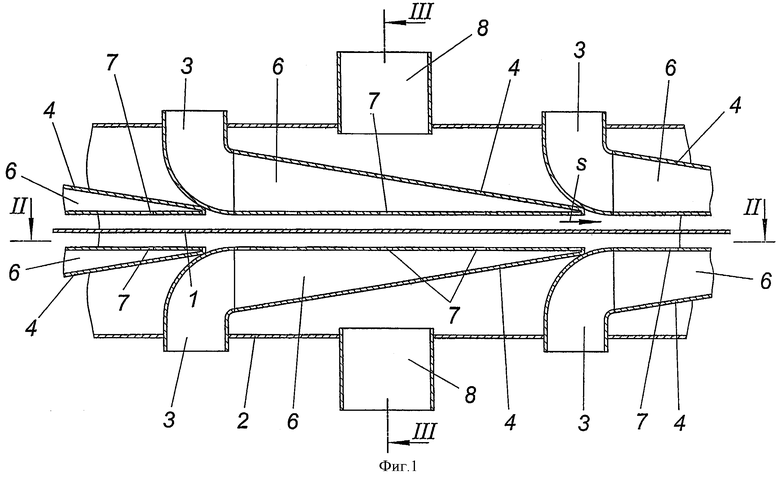
фиг.1 - упрощенный продольный разрез предложенного в соответствии с изобретением устройства для охлаждения металлической ленты,
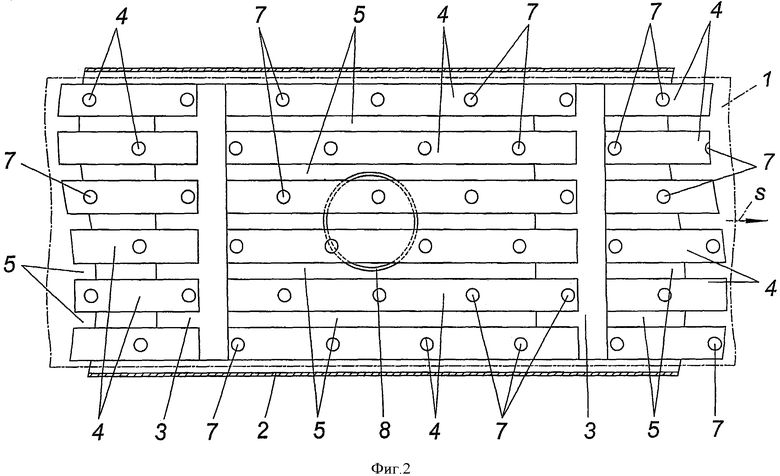
фиг.2 - указанное устройство в разрезе по линии II-II на фиг.1,
фиг.3 - разрез по линии III-III на фиг.1,
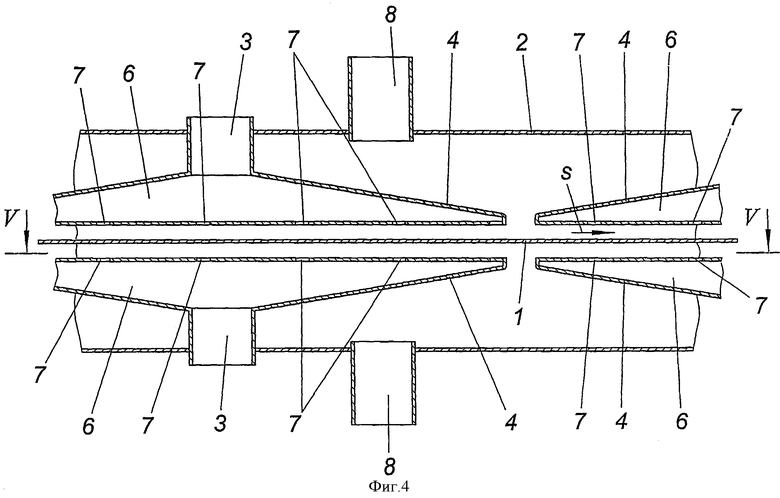
фиг.4 - соответствующее фиг.1 изображение варианта исполнения устройства, предложенного в соответствии с изобретением,
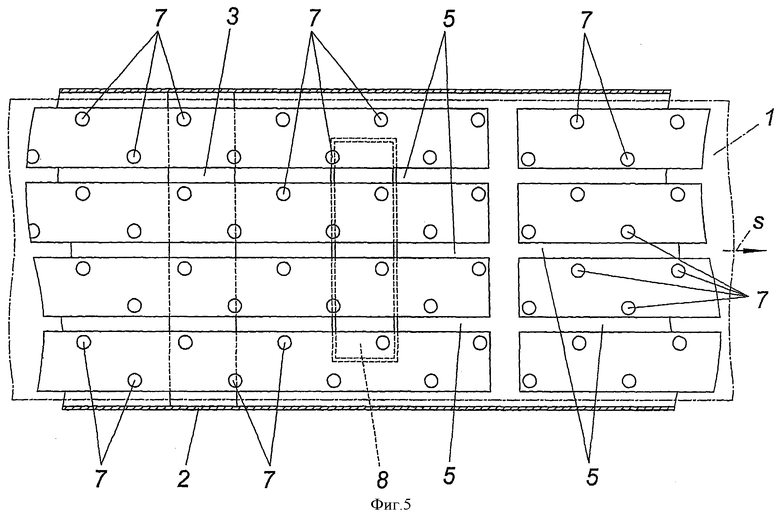
фиг.5 - разрез по линии V-V на фиг.4,
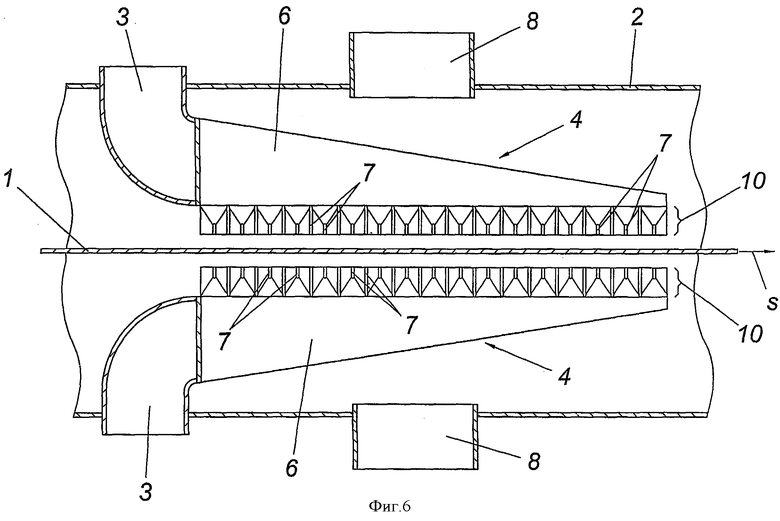
фиг.6 - блок форсунок другого варианта осуществления устройства, предложенного в соответствии с изобретением, схематический вид сбоку,
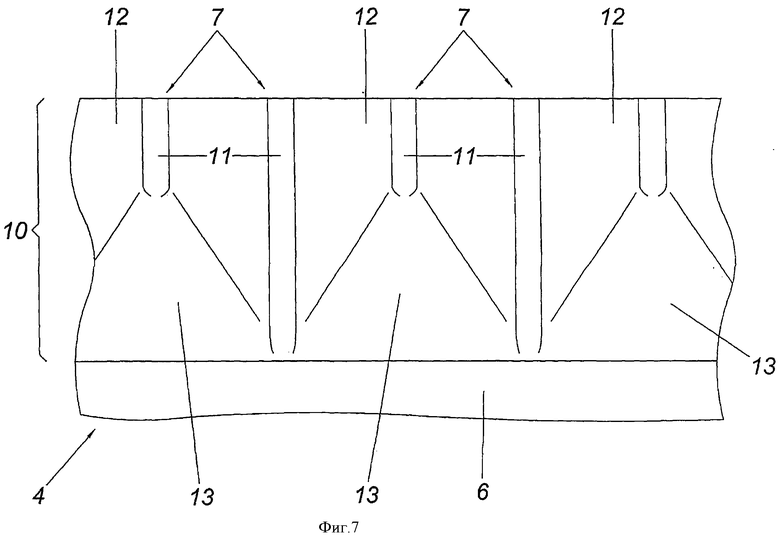
фиг.7 - блок форсунок на фиг.6 с частичным вырезом в области участков продольной стенки, вид сбоку в увеличенном масштабе,
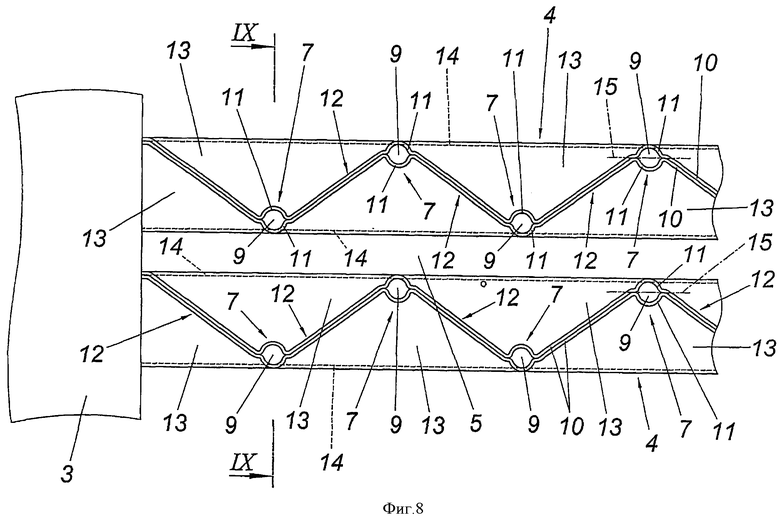
фиг.8 - вид сверху на блок форсунок на фиг.7 и
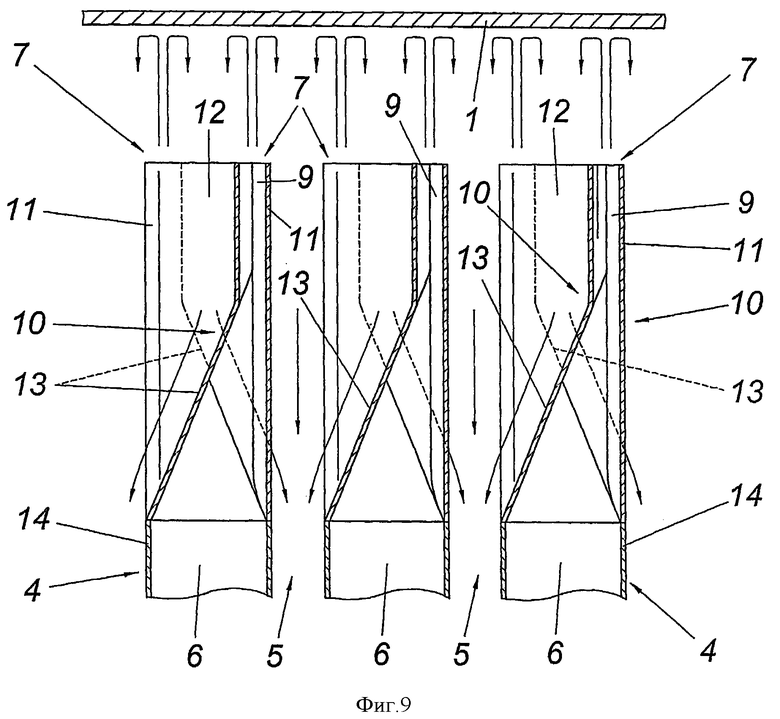
фиг.9 - разрез по линии IX-IX на фиг.8.
Представленное устройство для охлаждения металлической ленты 1 имеет согласно фиг.1-3 корпус 2, через который в направлении подачи s непрерывно движется подлежащая охлаждению металлическая лента 1. По обеим сторонам металлической ленты 1 предусмотрены дутьевые короба 3 для охлаждающего газа, например газовой смеси, состоящей из 95% по объему азота и 5% по объему водорода. К этим дутьевым коробам 3 присоединены форсуночные блоки 4, проходящие параллельно рядами друг с другом и образующие между собой проточные каналы 5. Сами форсуночные блоки 4 образованы в форме прямоугольного в поперечном сечении газового канала 6, который сужается от дутьевого короба 3 и имеет на стороне, обращенной к металлической ленте 1, круглые фурменные сопла 7. Фурменные сопла 7 распределены по всей длине форсуночного блока 4, присоединенного торцевой стороной к соответствующему дутьевому коробу 3, и расположены в ряд, так что образуется форсуночное поле с равномерно распределенными по участку поверхности металлической ленты 1 форсунками с круглым факелом, как это, в частности, можно видеть на фиг.2. Фурменные сопла 7 смежных форсуночных блоков 4 смещены по отношению друг к другу с образованием промежутка.
Потоки охлаждающего газа, выходящие из фурменных сопел 7 в сторону поверхности ленты, отклоняются на поверхности ленты и через проточные каналы 5 между форсуночными блоками 4 отводятся от металлической ленты 1, как это показывают стрелки потоков на фиг.3. Так как корпус 2 образует для отведенных потоков охлаждающих газов сборное пространство, охлаждающий газ может отводиться из корпуса 2 с помощью выпускных патрубков 8. В соответствии с примером осуществления форсуночные блоки 4 проходят в продольном направлении металлической ленты 1, т.е. в направлении подачи s, что, в частности, допускает образование сопел 7 с различными поперечными сечениями потока по длине форсуночных блоков, без необходимости опасаться нерегулярного охлаждения ленты, так как одинаковые, расположенные друг над другом форсуночные блоки 4 гарантируют равномерное распределение потоков охлаждающего газа поперек продольного направления ленты. Кроме того, устройство для охлаждения может быть установлено на лентах различной ширины, если краевые форсуночные блоки 4 закрываются от относящихся к ним дутьевых коробов 3, так что к этим находящимся вне ширины металлической ленты 1 форсуночным блокам 4 не будет больше подводиться охлаждающий газ. Ориентировка форсуночных блоков 4 в продольном направлении металлической ленты является, однако, не обязательной.
Пример осуществления, показанный на фиг.4 и 5, отличается от приведенного на фиг.1-3, в основном, только формой форсуночных блоков 4, которые в своей продольной середине присоединены к дутьевым коробам 3. Газовый канал 6 форсуночных блоков 4 простирается при этом по обеим сторонам дутьевых коробов 3, причем опять же имеется сужение к концам газового канала 3 для обеспечения равномерной нагрузки фурменных сопел 7. Как можно видеть на фиг.5, предусмотрено два ряда фурменных сопел 7 на каждый форсуночный блок 4, причем фурменные сопла 7 обоих рядов смещены по отношению друг к другу. При таком расположении фурменных сопел 7 могут применяться совпадающие форсуночные блоки 4, что упрощает изготовление.
Согласно примеру, представленному на фиг.6-9, форсуночное поле образуется форсуночными каналами 9, равномерно распределенными по участку поверхности металлической ленты 1. Согласно фиг.9 потоки охлаждающего газа, выходящие из форсуночных каналов 9 к поверхности ленты, снова отклоняются на поверхности ленты и отводятся от металлической ленты через проточные каналы 5 между форсуночными блоками 4, как это показано стрелками, обозначающими потоки.
Отдельные фурменные сопла 7 каждого форсуночного блока 4 формируются между двумя участками 10 продольной стенки форсуночных блоков 4. Эти участки 10 продольной стенки снабжены попарно противолежащими друг другу дополняющими форсуночные каналы 8 обтекателями 11, между которыми участки 10 продольной стенки в краевом участке лежат вплотную друг к другу, и фурменные сопла 7 обоих форсуночных рядов образуют попеременно соединяющиеся друг с другом разделительные стенки 12, как это, прежде всего, следует из фиг.8. От этих разделительных стенок 12 расходятся участки 10 продольной стенки с образованием стабилизаторов 13 для возвращающихся в проточные каналы 5 потоков охлаждающего газа к продольным стенкам 14 газовых каналов форсуночных блоков 4. Таким образом, разделительные стенки 12 разделяют потоки охлаждающего воздуха, отклоненные поверхностью ленты, в зоне каждого форсуночного блока 4 на два отдельных потока, и они отводятся в соответствии с изображением на фиг.9 по обеим сторонам форсуночных блоков 4, что создает предпочтительные условия для возврата отклоненных потоков охлаждающего газа. Правда из-за участков продольной стенки, расходящихся к продольным стенкам 14 газового канала 6, во входной области потока отдельных форсуночных каналов 9 появляется несимметричность, которая может отрицательно сказываться на ориентировке потоков охлаждающего газа, выходящих из фурменных сопел 7. Чтобы исключить такое отрицательное влияние, форсуночные каналы 9 могут иметь минимальную длину, которая соответствует их среднему диаметру.
Из фиг.8 следует, что стыковые поверхности 15 между участками продольной стенки 10 в зоне фурменных сопел 7 лежат в плоскости диаметра форсуночных каналов 9, проходящей в продольном направлении форсуночных блоков 4. Это создает предпочтительную предпосылку для симметричного формирования противолежащих попарно друг другу обтекателей 11 и, таким образом, обуславливает равномерное нагружение обоих участков 10 продольной стенки при штамповке обтекателей 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| Малоэмиссионная вихревая горелка | 2018 |
|
RU2693117C1 |
| ВИХРЕВАЯ ГОРЕЛКА | 2006 |
|
RU2333422C2 |
| ВИХРЕВОЙ ПЫЛЕУЛОВИТЕЛЬ СО ВСТРЕЧНО-ЗАКРУЧЕННЫМИ ПОТОКАМИ | 2017 |
|
RU2665535C1 |
| ВИХРЕВОЙ ПЫЛЕУЛОВИТЕЛЬ СО ВСТРЕЧНО-ЗАКРУЧЕННЫМИ ПОТОКАМИ | 2017 |
|
RU2665528C1 |
| ПЫЛЕУЛОВИТЕЛЬ ВИХРЕВОЙ С СИСТЕМОЙ ПОЖАРОВЗРЫВОБЕЗОПАСНОСТИ | 2017 |
|
RU2668028C1 |
| УСТРОЙСТВО ДЛЯ РАСПЫЛЕНИЯ ВОДЫ | 2013 |
|
RU2511978C1 |
| Фурменный прибор доменной печи | 1981 |
|
SU992587A1 |
| ПЫЛЕУЛОВИТЕЛЬ ВИХРЕВОЙ С СИСТЕМОЙ ПОЖАРОВЗРЫВОБЕЗОПАСНОСТИ | 2017 |
|
RU2663734C1 |
| КОМБИНИРОВАННАЯ ПЫЛЕУГОЛЬНАЯ ГОРЕЛКА | 2012 |
|
RU2511947C1 |
| ДВУХСТУПЕНЧАТАЯ СИСТЕМА ПЫЛЕУЛАВЛИВАНИЯ С ВИХРЕВЫМ ПЫЛЕУЛОВИТЕЛЕМ | 2017 |
|
RU2673363C1 |
Изобретение предназначено для повышения равномерности охлаждения металлической ленты. Устройство содержит, по меньшей мере, два форсуночных поля, противолежащие друг другу относительно непрерывно продольно перемещаемой металлической ленты, которые включают направленные к соответствующей поверхности ленты, присоединенные к дутьевым коробам для охлаждающего газа форсунки, с размещенными между форсунками проточными каналами для отвода потоков охлаждающего газа, отклоненных поверхностью ленты. Создание высокого градиента охлаждения без опасности коробления обеспечивается за счет того, что форсунки по группам объединены в форсуночные блоки, параллельно расположенные рядами с боковым зазором между ними, которые состоят из соединенных с дутьевыми коробами (3) газовых каналов (6), направленных к соответствующей поверхности ленты, распределенных по длине форсуночных блоков (4) фурменных сопел (7), при этом для отвода потоков охлаждающего газа между распространяющимися поперек дутьевых коробов (3) форсуночных блоков (4) предусмотрены проточные каналы (5). 6 з.п. ф-лы, 9 ил.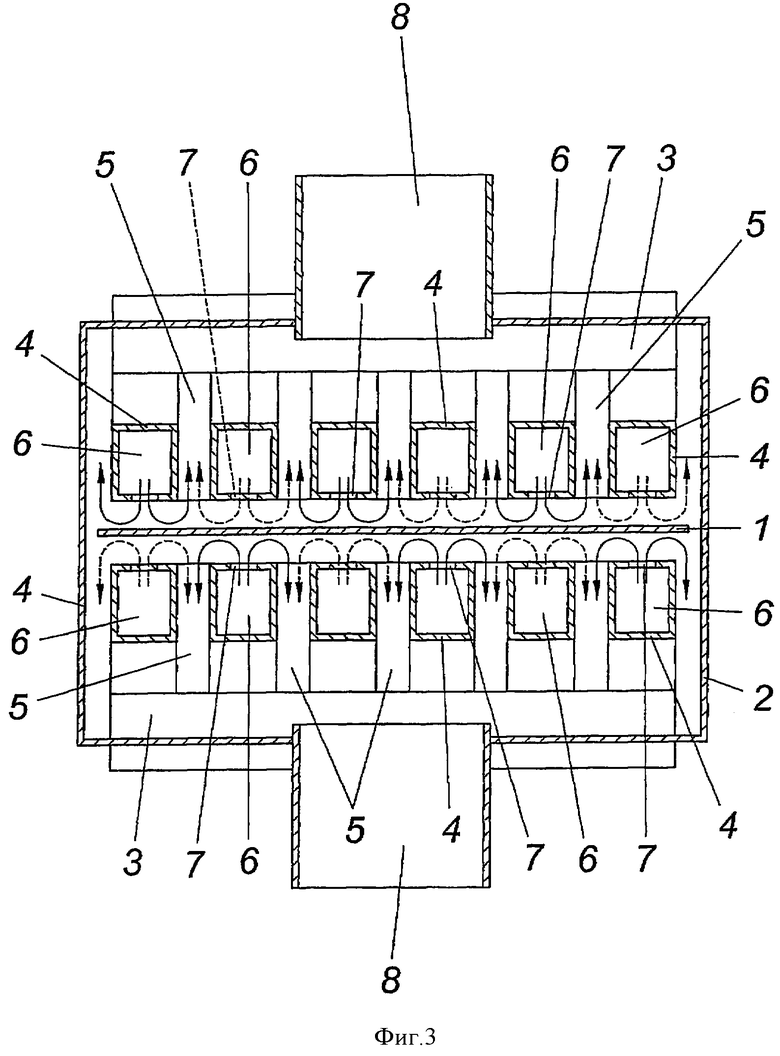
1. Устройство для охлаждения металлической ленты (1), включающее, по меньшей мере, два форсуночных поля, расположенные противоположно друг другу относительно непрерывно продольно перемещаемой металлической ленты (1), содержащие форсунки, направленные к соответствующей поверхности ленты и присоединенные к дутьевым коробам (3) для охлаждающего газа, и расположенные между форсунками проточные каналы (5) для отвода подаваемых из форсунок потоков охлаждающего газа, отклоняемых поверхностью ленты, отличающееся тем, что форсунки группами объединены в форсуночные блоки (4), параллельно расположенные рядами с боковым зазором между ними, состоящие из соединенных с дутьевыми коробами (3) газовых каналов (6), направленных к соответствующей поверхности ленты, и распределенных по длине форсуночных блоков (4) фурменных сопел (7), при этом проточные каналы (5) для отвода потоков охлаждающего газа выполнены между форсуночных блоков (4), расположенных поперек дутьевых коробов (3).
2. Устройство по п.1, отличающееся тем, что форсуночные блоки (4) соединены с дутьевыми коробами (3) на одной из своих торцевых сторон.
3. Устройство по п.1, отличающееся тем, что форсуночные блоки (4) соединены с дутьевыми коробами (3) в средней части своей продольной стороны.
4. Устройство по п.1, отличающееся тем, что форсуночные блоки (4) в своем поперечном сечении, по которому идет поток, выполнены сужающимися к своим концам от места присоединения к соответствующим дутьевым коробам (3).
5. Устройство по п.1, отличающееся тем, что каждый форсуночный блок (4) снабжен двумя рядами форсунок, смещенными друг относительно друга, с образованием фурменных сопел (7) между двумя участками (10) продольной стенки, выполненной с обтекателями (11), дополняющими друг друга для соответствующего форсуночного канала (9), при этом между обтекателями (11) участки (10) продольной стенки расположены вплотную друг к другу и, по меньшей мере, на одном краевом участке образуют разделительные стенки (12), попеременно соединяющие друг с другом фурменные сопла (7) обоих рядов форсунок, от которых расходятся участки (10) продольной стенки к продольным стенкам (14) газового канала (6).
6. Устройство по п.5, отличающееся тем, что высота разделительных стенок (12), образованных лежащими вплотную друг к другу участками (10) продольной стенки, измеренная в направлении форсуночных каналов (9), по меньшей мере, соответствует среднему диаметру форсунок.
7. Устройство по п.5 или 6, отличающееся тем, что стыковые поверхности (15) между участками (10) продольной стенки, образующими фурменные сопла (7), в зоне отдельных фурменных сопел (7) расположены в плоскости диаметра фурменных сопел (7), проходящей в продольном направлении форсуночных блоков (4).
| US 6358465 B1, 19.03.2002 | |||
| Способ поддержания температурного режима прокатки | 1985 |
|
SU1386323A1 |
| Установка для охлаждения | 1980 |
|
SU1204641A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ТИТРОВАНИЯ | 2003 |
|
RU2238550C1 |

