Настоящее изобретение относится к способу упаковывания в атмосфере с высоким содержанием кислорода свежего мясного продукта на поддерживающем элементе, упаковываемом в двойную упаковочную пленку, содержащую внутреннюю, кислородопроницаемую, и внешнюю, кислородонепроницаемую, упаковочную пленку, в котором также предотвращается изменение цвета мяса, причем кислородонепроницаемая пленка находится в непосредственной близости к поверхности мясного продукта. Настоящее изобретение также относится к новой получаемой посредством этого упаковке свежего мяса и к новой системе двойного упаковывания, в частности, подходящей для использования в указанном способе упаковывания.
EP-A-690012 описывает барьерную упаковку для свежих мясных продуктов, в которой мясной продукт помещают на поддерживающий элемент, такой как лоток, и затем упаковку закрывают, используя внутреннюю кислородопроницаемую пленку поверх продукта и поддерживающего элемента, и внешнюю кислородонепроницаемую пленку поверх кислородопроницаемой пленки. Две пленки разнесены по меньшей мере на 0,25 мкм, причем расстояние между ними содержит кислородопроницаемую область, и внутри упаковки присутствует минимальный отдельный свободный объем, содержащий по меньшей мере некоторое количество кислорода, эффективное для того, чтобы препятствовать изменению цвета упакованного мясного продукта в течение его срока годности. Концепция способа по ЕР-А-690012 состоит в том, что благодаря поддерживанию такого минимального промежутка между этими двумя пленками, кислород, содержащийся в упаковке, будет иметь доступ ко всей поверхности мясного продукта, включая верхнюю поверхность продукта, с которой контактирует (или может контактировать) внутренняя кислородопроницаемая пленка. Таким образом, также предотвращают изменение цвета, когда упакованное мясо продолжается вверх относительно высоты стенок лотка, что является самой критической ситуацией в барьерной упаковке свежего мяса.
ЕР-А-690012 иллюстрирует различные альтернативные упаковки, в которых комбинация внутренних кислородопроницаемых и внешних кислородонепроницаемых пленок выполняет требования формулы изобретения. Однако в подробном описании внимание сконцентрировано на вариантах осуществления, в которых пространство между этими двумя пленками, в которых кислород может свободно циркулировать, получают посредством состава в виде частиц, присутствующего между этими двумя пленками.
В сравнительном примере ЕР-А-690012, без макрочастиц тонкая кислородопроницаемая область между этими двумя пленками не поддерживалась, и на верхней поверхности наблюдалось изменение цвета мяса.
В другом сравнительном примере ЕР-А-690012 способ, используемый для поддерживания промежутка между двумя упаковочными пленками, в отсутствие макрочастиц приводил к ослабленной внешней упаковке и неприемлемому внешнему виду упаковки.
Хотя макрочастицы, используемые в ЕР-А-690012, как упоминалось, не оказывают отрицательного влияния на оптический вид упаковки, тем не менее было бы предпочтительно избегать присутствия таких макрочастиц по многим причинам, например для улучшения общего внешнего вида упаковки, предотвращения возможного загрязнения пищевого продукта, увеличения количества альтернативных пленок и их комбинаций, которые можно, соответственно, использовать, и т.д.
Авторы настоящего изобретения исследовали эту систему упаковывания и обнаружили, что можно получать двойную упаковку по в ЕР-А-690012, с приемлемым внешним видом, без необходимости использования материала в виде частиц между двумя упаковочными пленками, с помощью способа упаковывания, в котором две упаковочные пленки накладывают одну на другую и сматывают вместе в один подающий рулон и, перед подачей в секцию упаковывания, кратковременно разделяют, а затем снова накладывают одну на другую, таким образом позволяя захватить тонкий слой газа между ними. Это разделение пленки легко обеспечить посредством одного или более валов, расположенных в упаковывающей линии после секции разматывания упаковочной пленки и перед секцией упаковывания.
Использование упаковочных пленок в форме соединения двух пленок, намотанных с наложением в одном рулоне, помимо обеспечения возможности использования обычных упаковочных машин только с незначительной модификацией для пленок с временным разделением, имеет большое преимущество обеспечения исключительного внешнего вида упаковки, поскольку в процессе упаковывания не создаются никакие морщины или складки из-за того, что эти две пленки одновременно натягиваются в подающем рулоне. Этого достигают при изготовлении одного подающего рулона путем раздельного и непрерывного регулирования натяжения отдельных пленок, разматывая их с их соответствующих рулонов, чтобы компенсировать различные удлинения.
Кратковременное разделение между этими двумя пленками перед стадией упаковывания обеспечивает возможность создания или восстановления тонкого воздушного слоя между этими двумя пленками, в котором воздух, содержащийся там, затем будет свободно обмениваться через кислородопроницаемую, контактирующую с пищевым продуктом упаковочную пленку, с кислородом, который будет присутствовать внутри окончательной упаковки. Этого будет достаточно, чтобы предотвращать изменение цвета мяса даже в тех точках (верхняя поверхность), в которых внутренняя кислородопроницаемая пленка контактирует с мясным продуктом (или может контактировать с мясным продуктом, когда упаковку, например, вертикально ставят на полках или ею неправильно манипулируют в цикле распределения), и визуальное впечатление состоит в том, что внешняя кислородонепроницаемая пленка, особенно если она сжимается, в свою очередь контактирует с кислородопроницаемой внутренней пленкой.
Особенно хорошие результаты можно получать, используя тонкие упаковочные пленки.
В частности обнаружено, что использование тонкой контактирующей с пищевым продуктом газопроницаемой пленки гарантирует быстрый и легкий кислородный обмен между тонкой кислородопроницаемой областью, разделяющей две упаковочные пленки, и отдельным свободным объемом упаковки, содержащим количество кислорода, требуемое для предотвращения изменения цвета. Этот кислородный обмен необходим в течение всего срока годности упаковки, поскольку кислород постепенно поглощается мясом, и поэтому изменение цвета можно предотвращать, только если количество кислорода, расходуемое в тонком слое, близком к поверхности мяса, непрерывно восстанавливается.
Также кислородонепроницаемая пленка не должна быть толстой, и обнаружено, что если ее толщину контролируют, внешний вид упаковки также улучшается.
Кроме того, обнаружено, что когда, согласно предпочтительному варианту осуществления изобретения, упаковочная пленка является термоусаживающейся, при использовании тонких пленок, легче избегать деформации лотка, которая иначе могла бы произойти с некоторыми из обычных жестких или изготовленных из пенопласта лотков при продаже.
Заявитель также нашел, что композиционный материал из тонких упаковочных пленок, подходящих для использования в этой упаковочной системе, можно удобно получать, расслаивая соответствующим образом выбранную кислородобарьерную пленку на кислородопроницаемый участок и кислородонепроницаемый участок, и затем накладывая указанные два компонента, в своего рода перевернутом положении, чтобы гарантировать способность термосваривания пленки, и таким образом герметичность упаковки.
Эти полученные данные являются основой настоящего изобретения.
Первым объектом настоящего изобретения является способ производства упаковки для свежего мяса путем помещения мясного продукта на поддерживающий элемент и закрывания упаковки в атмосфере с высоким содержанием кислорода посредством двойной упаковочной пленки, содержащей внутреннюю, контактирующую с пищевым продуктом, кислородопроницаемую пленку и внешнюю кислородонепроницаемую пленку, где указанную двойную упаковочную пленку располагают поверх мясного продукта и термически приклеивают к периферии поддерживающего элемента, чтобы образовать закрытый объем внутри упаковки, содержащей по меньшей мере количество кислорода, эффективное для того, чтобы препятствовать изменению цвета упакованного мясного продукта, причем указанный способ отличается тем, что
- двойную упаковочную пленку используют как композиционный материал, намотанный на одном подающем рулоне; и
- после разматывания и перед введением в упаковочную секцию, двойную упаковочную пленку кратковременно разделяют на ее два компонента, которые затем накладывают снова один на другой перед стадией термосваривания.
В предпочтительном варианте осуществления упаковочные пленки, или по меньшей мере внутренняя кислородопроницаемая пленка, являются термоусаживающимися пленками двухосевой вытяжки, при этом способ упаковывания включает в себя термообработку, чтобы получать их усадку и вулканизировать какие-либо складки в упаковочном средстве. Такая термообработка может быть отдельной стадией после стадии термосваривания пленки, или предпочтительно является частью стадии термосваривания, то есть температура, достигаемая в секции уплотнения, из-за присутствия термосваривающей рамки, является достаточной, чтобы получать желаемую усадку упаковочного средства (упаковочных средств).
Поскольку в способе упаковывания по настоящему изобретению эти две пленки входят в секцию упаковывания как композиционный материал, наложенные одна на другую, с тонким слоем воздуха, захваченным между ними, не ожидают, что расстояние между двумя упаковочными пленками в окончательной упаковке может быть более 1 мм.
Разделение между кислородопроницаемой и кислородонепроницаемой пленками в способе по изобретению можно получать, поместив между двумя пленками, которые подают от разматывающегося подающего рулона к секции упаковывания поддерживающего элемента и поддерживают в натяжении, один или более валов, расположенных перпендикулярно направлению перемещения пленки и параллельно полотну пленки.
Свежее мясо, которое можно предпочтительно упаковывать с помощью способа по настоящему изобретению, включает в себя свежее красное мясо, свежую домашнюю птицу, с кожей или без нее, свежую свинину и свежую рыбу; предпочтительно упакованное мясо может быть свежим красным мясом (например, свежей говядиной, свежей молодой бараниной, свежей кониной и свежей козлятиной), свежей свининой и свежей домашней птицей.
Вторым объектом настоящего изобретения является упаковка свежего мяса, полученная способом по первому объекту, в которой пространство между двумя обращенными друг к другу поверхностями упаковочных пленок не содержит никакого материала в виде частиц.
Третьим объектом настоящего изобретения является упакованный свежий мясной продукт, включающий в себя свежий мясной продукт в упаковке, содержащей
- поддерживающий элемент, поддерживающий на своем основании свежий мясной продукт;
- кислородопроницаемую пленку поверх свежего мясного продукта и поддерживающего элемента и уплотненную к периферии поддерживающего элемента;
- кислородонепроницаемую пленку поверх кислородопроницаемой пленки, но отдаленную от нее по меньшей мере на 0,25 мкм и уплотненную к кислородопроницаемой пленке по периферии поддерживающего элемента, где указанная пленка соединяет по меньшей мере участок закрытого объема внутри упаковки, и этот закрытый объем содержит газ, содержащий количество кислорода, эффективное для того, чтобы препятствовать изменению цвета свежего мясного продукта, в котором внутренняя, контактирующая с пищевым продуктом, кислородопроницаемая пленка является термоусаживающейся пленкой толщиной меньше 15 мкм, предпочтительно меньше 12 мкм, более предпочтительно меньше 10 мкм, а внешняя кислородонепроницаемая пленка имеет толщину меньше 25 мкм, предпочтительно меньше 20 мкм, более предпочтительно меньше 18 мкм.
В предпочтительном варианте осуществления пространство между двумя обращенными друг к другу поверхностями упаковочных пленок не содержит какой-либо материал в виде частиц.
Поддерживающий элемент может быть плоским или по существу плоским, но предпочтительно образован в форме лотка. То есть поддерживающий элемент обязательно включает в себя поддерживающую поверхность продукта для приема и поддерживания упаковываемого продукта и периферию, к которой уплотняют кислородопроницаемую пленку. Предпочтительно поддерживающий элемент включает в себя образованную в нижнем направлении полость и верхний фланец, в котором поддерживающая поверхность продукта определена образованной в нижнем направлении полостью, а верхний фланец является периферией поддерживающего элемента.
В самом предпочтительном варианте осуществления и внутренняя кислородопроницаемая, и внешняя кислородонепроницаемая пленка являются термоусаживающимися.
Когда обе пленки являются термоусаживающимися, их предпочтительно выбирают таким образом, чтобы обеспечивать сравнимый процент усадки при температуре, достигаемой каждой из этих двух пленок на стадии термообработки. В частности, поскольку внутренняя кислородопроницаемая пленка достигает температуры немного ниже, чем внешняя кислородонепроницаемая пленка, потому что она ближе к холодному упаковываемому продукту и дальше от источника тепла, предпочтительно внутренняя кислородопроницаемая пленка будет иметь процент свободной усадки, сравнимый с процентом усадки внешней кислородобарьерной пленки при температуре, которая на несколько градусов ниже.
Когда одна или обе пленки являются термоусаживающимися, они будут предпочтительно иметь меньшее усилие усадки, в частности, в поперечном направлении.
Усилие усадки является усилием, реализуемым материалом во время процесса усадки, а низкое усилие усадки упаковочных пленок, в частности, в поперечном направлении, будет полезным для предотвращения возможной деформации поддерживающего элемента. Способ, который используется для оценки этого параметра, описан в ЕР-А-729900.
Обычно термоусаживающиеся пленки будут иметь максимальное усилие усадки, по меньшей мере в поперечном направлении, при температуре, достигаемой в секции термического склеивания, или на стадии термообработки при отделении, не больше чем 0,05 кг/см, предпочтительно не больше чем 0,04 кг/см. Это можно получать, выбирая соответственно пластики, используемые для пленок, или их последовательности в структурах пленок, или устанавливая соответствующим образом некоторые из параметров процесса (температуру ориентации, коэффициент ориентации), вовлеченных в изготовление термоусаживающихся пленок, или подвергая термоусаживающиеся пленки большому усилию усадки на стадии отжига, или используя комбинации этих средств.
Если обе пленки будут термоусаживающимися, то натяжение усадки внешней кислородобарьерной пленки предпочтительно будет сравнимо, или более предпочтительно будет немного ниже, чем натяжение усадки внутренней кислородопроницаемой пленки.
Хотя тонкие пленки, которые можно подходящим образом использовать для производства указанной упаковки, можно получать непосредственно экструзией или совместной экструзией, сопровождаемой ориентацией, когда желательна термоусаживающаяся пленка, также можно получать подходящую комбинацию двойной упаковочной пленки, начиная с подходящим образом выполненной кислородонепроницаемой пленки-предшественника, содержащей два внешних термосваривемых слоя (тс1, тс2) и центральный кислородобарьерный слой; расслоения указанной пленки на кислородопроницаемый участок, содержащий один из двух внешних слоев начальной кислородонепроницаемой пленки-предшественника (тс1) и кислородонепроницаемый участок, содержащий кислородобарьерный слой и другой внешний термосвариваемый слой начальной кислородонепроницаемой пленки-предшественника (тс2); и соответственного введения относительного положения кислородонепроницаемого участка таким образом, что внешний термосвариваемый слой (тс2) в указанном участке будет слоем, непосредственно обращенным к кислородопроницаемому участку в двойной упаковочной пленке.
Это необходимо, потому что, как только совместимость между этими двумя слоями, определяющими расслаивающую границу раздела между ними, уменьшается, чтобы достигнуть легкого расслаивания, будет невозможно термически склеивать их вместе с силой склеивания, достаточной для обеспечения герметичности упаковки.
Эту "инверсию" можно получать, после расслаивания, переворачивая кислородонепроницаемый участок пленки вверх дном перед наложением этих двух участков и наматывая их на один подающий рулон, или в качестве альтернативы, наматывая расслоенную пленку на один рулон без какой-либо инверсии, удаляя из таким образом полученного подающего рулона только первый виток внешней пленки и затем разматывая с него двойную упаковочную пленку с внешним термосвариваемым слоем (тс2) кислородонепроницаемого участка, обращенного к кислородопроницаемому участку такой же двойной упаковочной пленки.
В прежнем случае, термосвариваемый слой (тс1) кислородопроницаемого участка останется слоем, вовлеченным в приклеивание указанного участка к опоре, и в случае, если указанный кислородопроницаемый участок имеет только один слой, поверхность указанного одного слоя, которая будет термически приклеена к периферии поддерживающего элемента, будет внешней поверхностью термосвариваемого слоя (тс1) предшественника. В последнем случае, напротив, она будет поверхностью кислородопроницаемого участка, вовлеченного в расслаивание, который будет термически приклеен к периферии поддерживающего элемента в окончательной упаковке.
Дополнительным объектом настоящего изобретения является упакованный свежий мясной продукт, включающий в себя свежий мясной продукт в упаковке, содержащей
- поддерживающий элемент, поддерживающий на своем основании свежий мясной продукт;
- кислородопроницаемую пленку поверх свежего мясного продукта и поддерживающего элемента и уплотненную к периферии поддерживающего элемента;
- кислородонепроницаемую пленку поверх кислородопроницаемой пленки, но отдаленную от нее по меньшей мере на 0,25 мкм и уплотненную к кислородопроницаемой пленке по периферии поддерживающего элемента, причем указанная пленка образует по меньшей мере участок закрытого объема внутри упаковки, и этот закрытый объем содержит газ, содержащий количество кислорода, эффективное для того, чтобы препятствовать изменению цвета свежего мясного продукта, причем указанная упаковка отличается тем, что двойную упаковочную пленку, содержащую кислородопроницаемую и кислородонепроницаемую пленки, получают путем i) расслаивания подходящим образом выполненной кислородонепроницаемой пленки-предшественника, которая содержит центральный кислородобарьерный слой и два внешних термосвариваемых слоя (тс1, тс2), на кислородопроницаемый участок, содержащий один из двух внешних слоев пленки-предшественника (тс1), и кислородонепроницаемый участок, содержащий кислородобарьерный слой и другой внешний термосвариваемый слой пленки-предшественника (тс2), и ii) соответственного инвертирования относительного положения кислородонепроницаемого участка таким образом, что внешний термосвариваемый слой (тс2) в указанном участке будет слоем, непосредственно обращенным к кислородопроницаемому участку в двойной упаковочной пленке.
Еще одним объектом настоящего изобретения является подающий рулон композиционного материала из кислородопроницаемой пленки и кислородонепроницаемой пленки, полученного расслоением подходящим образом выполненной кислородонепроницаемой пленки-предшественника; композиционный материал из кислородопроницаемой пленки и кислородонепроницаемой пленки, полученный путем расслаивания подходящим образом выполненной кислородонепроницаемой пленки-предшественника и инвертирования положения по меньшей мере кислородонепроницаемого участка; и использование его в способе упаковывания согласно первому объекту настоящего изобретения.
На чертежах:
Фиг.1 - схематичный вид в сечении варианта выполнения упаковочной машины для осуществления способа по изобретению.
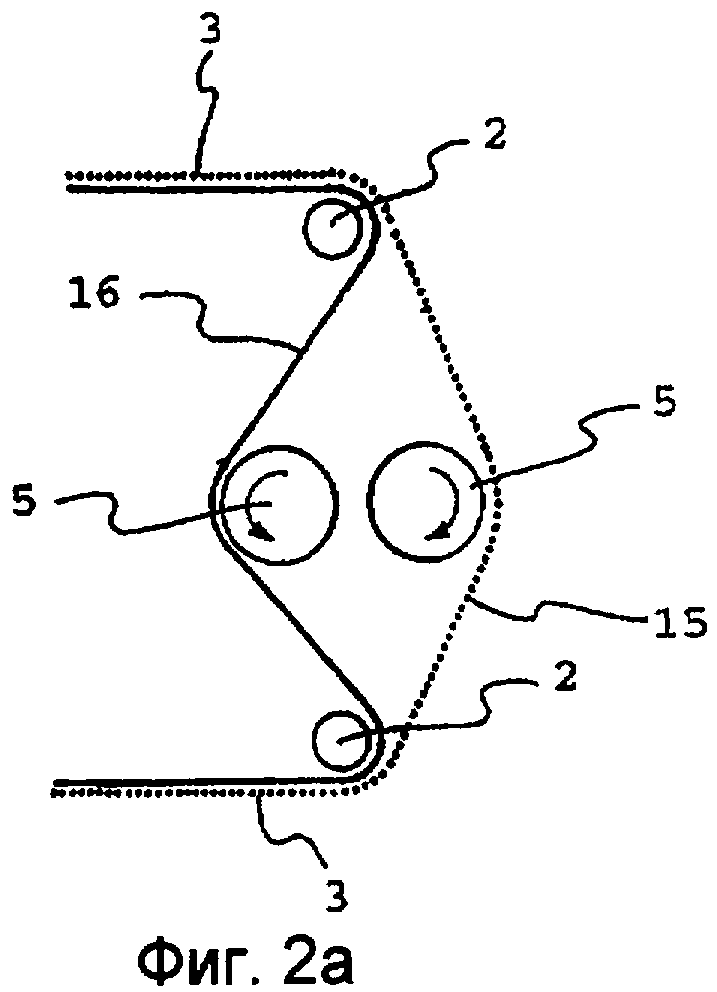
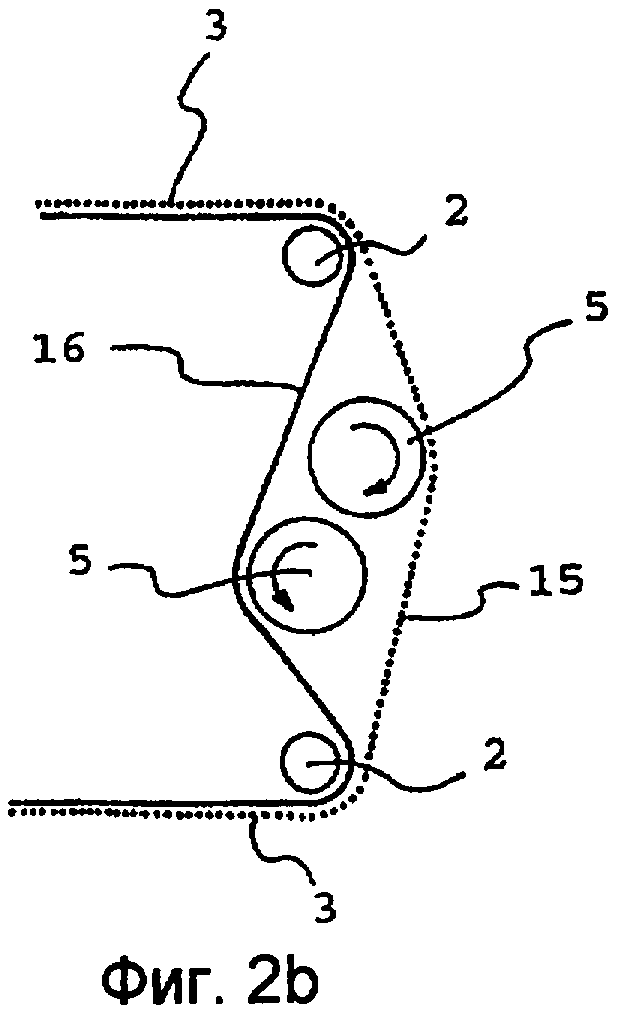
Фиг.2a и 2b - упрощенные и увеличенные виды в сечении разных вариантов осуществления разделительных валов.
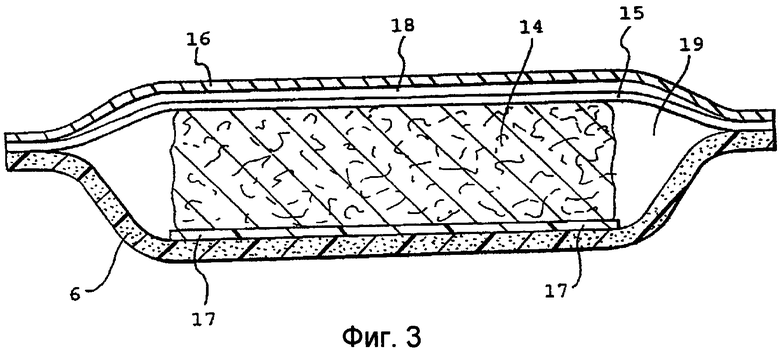
Фиг.3 - схематичный вид в сечении одного варианта осуществления упаковки по изобретению.
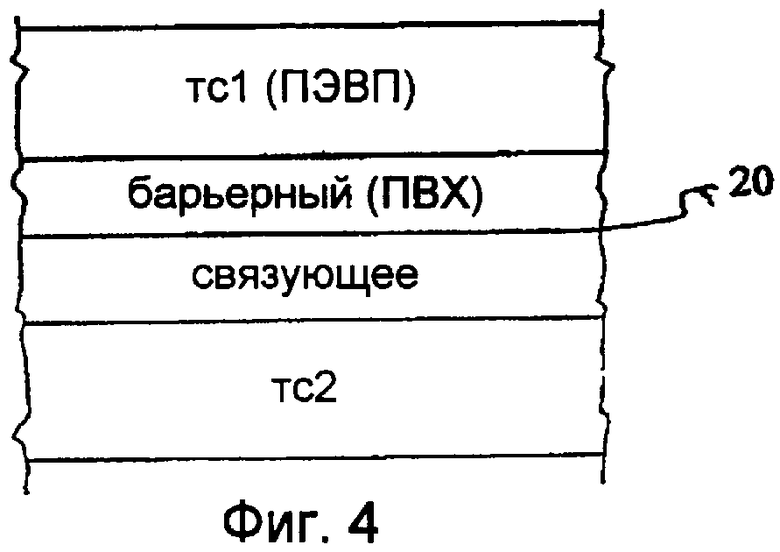
Фиг.4 и 5 - увеличенные и схематичные виды в сечении неограничивающих примеров нерасслаиваемых кислородонепроницаемых пленок, которые можно использовать в качестве предшественников для новой двойной упаковочной пленки по изобретению.
Фиг.6 - составной материал двойной упаковочной пленки, который можно получать, начиная с предшественника фиг.4.
Фиг.7 и 8 - вид составного материала двойной упаковочной пленки, который может быть получен из предшественника по фиг.5.
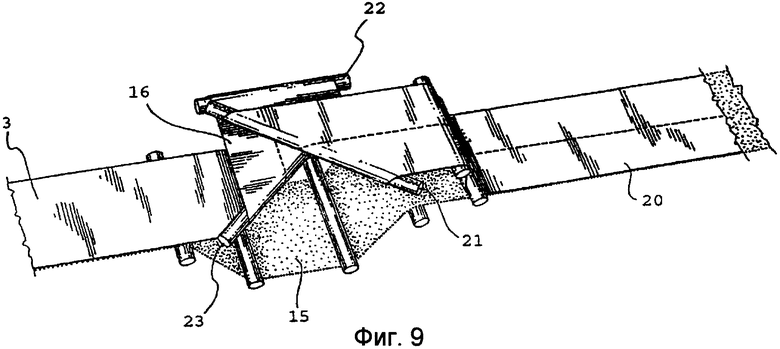
Фиг.9 - схематичный вид устройства, которое можно использовать, чтобы инвертировать положение (переворачивать) кислородонепроницаемого участка после расслаивания предшественника.
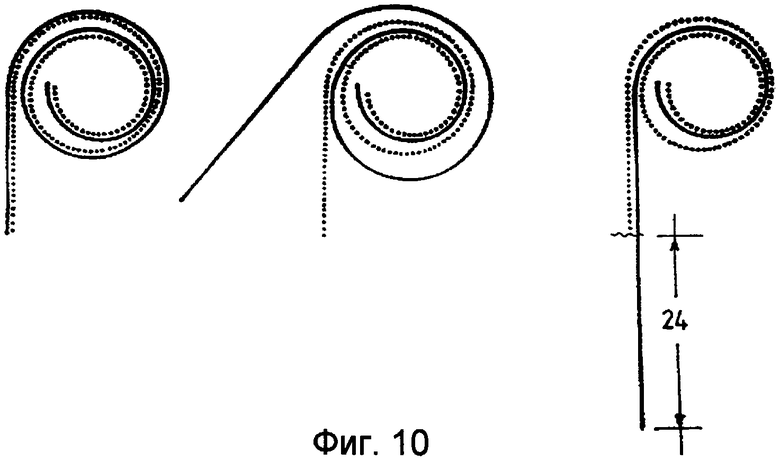
Фиг.10 - упрощенная схема последовательного разматывания и удаления первого витка внешней пленки в подающем рулоне расслоенного, неперевернутого предшественника, а затем разматывания двойной упаковочной пленки.
Способ упаковывания по изобретению можно выполнять на обычной упаковочной машине, введя в нее только незначительные модификации для разделения композиционного материала двойной упаковочной пленки на ее компоненты перед вводом в упаковочную секцию.
Упаковочные машины, которые можно соответствующим образом приспосабливать для выполнения способа по настоящему изобретению, включают в себя, например, Multivac 400 и Multivac T550 с помощью Multivac Sep. GmbH, Mondini E380, E390 или E590 с помощью Mondini S.p. A., Ross А20 или Ross С45 с помощью Ross-Reiser, Meca-2002 или Meca-2003 с помощью Mecaplastic, упаковочные машины лотков, изготавливаемые Sealpac, и подобные машины.
Упаковочная машина, схематично показанная на фиг.1, имеет секцию (1) разматывания и ряд приводных роликов (2), чтобы направлять, с правильным натяжением, раскрученную двойную упаковочную пленку (3) в секцию (4) упаковывания. Разделяющие валы (5) используют для разделения двух пленок составной двойной упаковочной пленки (3). Указанный вал, который в упаковочной машине фиг.1 расположен перед входом в секцию (4) упаковывания, можно размещать где-нибудь на пути пленки от секции (1) разматывания к секции (4) упаковывания и жестко прикреплять к раме машины. Прикрепление можно осуществлять через один единственный конец вала или предпочтительно через оба конца, чтобы избежать нежелательных колебаний. Поддерживающие элементы (6), которые в варианте осуществления фиг.1 иллюстрируются как образованные в форме лотков, передают в секцию (4) упаковывания посредством конвейера (7). Упаковочная секция по существу является вакуумной камерой, включающей в себя верхнюю камеру (8) и нижнюю камеру (9), которые можно перемещать вертикально, в противоположных направлениях, чтобы открывать и закрывать секцию (4) упаковывания. Нижняя камера (9) включает в себя несущую пластину для вложения поддерживающих элементов (на фиг.1 не показаны), и эту пластину можно поднимать вверх для стадии термосваривания. Нижняя камера также имеет вакуумируемое отверстие (10) и отверстие (11) для инжекции желаемого газа. Верхняя камера (8) оборудована термосваривающими рамками (на фиг.1 не показаны), которые сконструированы так, чтобы выравниваться с периферией поддерживающих элементов, и которые очерчивают полости достаточно уменьшенной глубины, чтобы не соприкасаться с упаковочными пленками, покрывающими упакованные продукты, во время стадии термосваривания. Как только поддерживающие элементы (6) правильно располагаются в нижней камере (9), верхнюю камеру (8) и нижнюю камеру (9) перемещают, как обозначено стрелками, чтобы закрыть камеру. Затем отверстие (10) действует для вакуумирования камеры, включающей в себя пространство между поддерживающими элементами (6) и упаковочной пленкой (3), и когда вакуумирование заканчивается или когда давление внутри камеры достигает установленного значения, отверстие (10) закрывается, а отверстие (11) открывается, чтобы ввести желаемую атмосферу.
Заполняемый газ будет иметь высокое содержание кислорода (то есть содержание выше, чем его содержание в атмосфере), что, однако, будет зависеть от типа упаковываемого мяса и будет стремиться, соответственно, препятствовать изменению цвета мяса в течение всего срока годности упакованного продукта. В частности, для свежего красного мяса заполняемый газ будет предпочтительно иметь содержание кислорода по меньшей мере 60% на объем, на основании всего объема заполнения газом, предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 85%. Однако в общем кислород будут примешивать к маленькому количеству инертного газа, такого как азот, аргон, углекислый газ и подобные газы. Для мяса домашней птицы, с другой стороны, будет достаточным более низкое содержание кислорода, чтобы препятствовать изменению цвета мяса, и газ, наполнивший упаковку, таким образом, обычно будет содержать количество кислорода до 30% от всего объема заполняемого газа, предпочтительно составляющего, например, 30% кислорода и 70% азота.
Как только желаемое давление газа достигается внутри камеры и вокруг продукта, подлежащего упаковыванию, отверстие (11) закрывается, и несущие пластины, вложенные в поддерживающие элементы в нижней камере (9), поднимаются вверх, чтобы проталкивать периферию указанных поддерживающих элементов, покрытых двойной упаковочной пленкой, к термосваривающим рамкам в верхней камере (8), чтобы термически приклеивать, с помощью давления, периферию поддерживающих элементов к кислородопроницаемой пленке (15) и кислородопроницаемую пленку (15) к кислородонепроницаемой пленке (16) по указанной периферии. Уплотнительные рамки в общем оснащены ножами, очерчивающими уплотнительные рамки на внешней стороне, чтобы отделять единичные окончательные упаковки от основы двойной упаковочной пленки. Когда стадия термосваривания завершается, нижнюю камеру (9) и верхнюю камеру (8) открывают, окончательные упаковки удаляют из камеры, и основу двойной упаковочной пленки наматывают на рулон для отходов (12) на выходе упаковочной секции. В варианте по фиг.1 (14) являются свежими мясными продуктами, подлежащими упаковыванию.
В варианте по фиг.1 разделение обеспечивают с использованием одного разделяющего вала, который либо закреплен, либо может свободно вращаться. Однако, поскольку перемещение этих двух пленок на противоположных сторонах вала проявляет противоположное воздействие на вращающееся движение вала, то есть один - по часовой стрелке, а другой - против часовой стрелки, нет никакого преимущества в том, чтобы использовать свободно вращающийся вал, и закрепленный вал будет предпочтительнее. Напротив, когда разделение обеспечивают с использованием двух валов, как показано на фиг.2a или 2b, эти два вала предпочтительно будут холостыми, поскольку каждый из них может вращаться отдельно, чтобы выравнивать направление пленки, контактирующей с валом, и это может уменьшать трение. Направление движения пленок и вращения валов на фиг.2a и 2b обозначено стрелками.
Также можно использовать более двух валов, по-другому расположенных, или обеспечивать две или более отдельных стадии на пути пленки, но эти дополнительные особенности не принесут дополнительное существенное преимущество.
Подходящими материалами для изготовления вала (валов) являются металл, стекловолокно, поликарбонат, камень и т.д. Возможно, их можно покрывать предотвращающим слипание полимерным материалом, таким как, например, слой Teflon®.
Фиг.3 иллюстрирует упаковку, достигаемую с помощью вышеуказанного способа. Поддерживающий элемент (6), который в предпочтительном варианте осуществления, показанном на фиг.3, имеет форму лотка, может быть полужестким или предпочтительно жестким. Как используют здесь, термины "жесткие" и "полужесткие", когда относятся к поддерживающим элементам (6), означают, что они относятся либо к плоским, либо к имеющим форму лотка опорам, которые приспособлены непосредственно для их поддерживания и имеют определенную форму, размер и, если имеют форму лотка, объем, в которых, однако, форма "полужестких" опор может обратимо изменяться прикладыванием маленького давления, в то время как "жесткие" опоры могут допускать некоторое количество физических усилий без деформации.
Поддерживающие элементы (6) могут быть плоскими и иметь любую желаемую форму, например квадратную, прямоугольную, круглую, овальную и т.д., или предпочтительно они имеют форму лотка с участком основания или нижним участком, который может иметь любую желаемую форму, как видно выше, и боковые стенки, продолжающиеся вверх, и возможно, также наружу от периферии указанного участка основания, и заканчивающиеся фланцем, окружающим верхнее отверстие.
Поддерживающие элементы для использования в способе упаковывания по настоящему изобретению могут быть однослойными или многослойными структурами, или вспененными, частично вспененными, или твердыми.
Их толщина может в различных местах располагаться в диапазоне от приблизительно 200 мкм для твердой структуры до приблизительно 7 мм для вспененной структуры. Обычно жесткие структуры имеют толщину от 200 мкм до 3 мм, предпочтительно от 300 мкм до 2,6 мм, более предпочтительно от 400 мкм и 2 мм, в то время как вспененная или частично вспененная структура имеет толщину от 1 до 7 мм, предпочтительно от 2 до 6 мм, более предпочтительно от 3 до 5 мм.
Подходящие материалы, из которых можно образовывать поддерживающие элементы (6), или большую их часть, могут включать в себя полимеры на основе стирола, например полистирол и полистирол с высоким воздействием, нейлоны, полипропилен, полиэтилен с высокой плотностью, полиэфиры, например гомо- и сополимеры полиэтилентерефталата и полиэтиленнафталина, поливинилхлорида и подобные материалы.
Поддерживающие элементы (6) должны иметь внешнюю контактирующую с пищевым продуктом поверхность, которая является термосвариваемой с кислородопроницаемой пленкой двойной упаковочной пленки. Поэтому, если материал, используемый для объемной структуры, не будет термосвариваемым, то будет необходимо либо расщеплять его с одно- или многослойной пленкой, содержащей внешний термосвариваемый слой, либо коэкструдировать его с одним или более слоями, включающими в себя внешний термосвариваемый слой. В качестве альтернативы можно также покрывать его, по меньшей мере на периферии опоры или на фланце лотка, термосвариваемым материалом.
Поддерживающие элементы (6) предпочтительно должны обеспечивать барьеру для прохождения через них кислорода, чтобы поддерживать желаемую окружающую среду с высоким содержанием кислорода внутри упаковки. Таким образом, их можно образовывать из объемного материала, который непосредственно имеет кислородобарьерные свойства, или указанный объемный материал не является кислородонепроницаемым, но является слоистым с кислородобарьерной пленкой, или их можно образовывать из объемного материала, который не является кислородобарьерным материалом, но толщина которого, однако, достаточно высокая, чтобы радикально ограничивать газовый обмен с окружающей средой.
Предпочтительно указанные поддерживающие элементы имеют скорость передачи кислорода (СПК) ниже 300 см3/м2·день·атм (Прим. пер.: по стандарту ISO 2556 это означает передачу менее 300 см3 кислорода через 1 м2 пленки за один день при перепаде давления на пленке 1 атм), измеренную при 23°C и 0% относительной влажности, такую как, например, ниже 250 см3/м2·день·атм, или ниже 200 см3/м2·день·атм, или ниже, 150 см3/м2·день·атм, и более предпочтительно ниже 100 см3/м2·день·атм, такую как, например, ниже 75 см3/м2·день·атм, или ниже 50 см3/м2·день·атм, или ниже 30 см3/м2·день·атм, измеренную при таких же условиях, как описано выше.
Предпочтительными материалами для изготовления поддерживающих элементов (6) являются, например, лист пенополистерола, ламинированного в многослойную кислородонепроницаемую пленку, содержащую полиолефиновый внешний термосвариваемый слой, центральный кислородобарьерный слой, содержащий, например, поливинилиденхлорид, этиленвиниловый спирт, полиамиды или их смеси, и второй внешний связующий слой, который увеличивает прочность связи между многослойной пленкой (вкладышем) и подложкой из объемного полистирола; совместно экструдированные частично вспененные структуры, содержащие один или более слоев пенополипропилена, внешний, контактирующий с пищевым продуктом, полиолефиновый термосвариваемый слой и центральный кислородобарьерный слой, обычно содержащий ЭВС, ПА или их смеси; бумажную целлюлозу или картонный материал, выровненный с многослойной термопластической пленкой, содержащей первый внешний термосвариваемый полиолефиновый слой, центральный кислородобарьерный слой, обычно содержащий ЭВС (этиленвиниловый спирт), ПА или их смеси, и второй внешний клейкий слой, например, из модифицированного полиолефина, чтобы связывать пленку с бумажной подложкой; и т.д.
Как используется здесь, термин "полиолефин" относится к любому полимеризированному олефину, который может быть линейным, разветвленным, циклическим, алифатическим, ароматическим, замененным или незамененным. Более конкретно, термин "полиолефин" включает в себя гетерогенные или гомогенные гомополимеры олефина, сополимеры олефина, сополимеры олефина и сомономеры неолефина, сополимеризированные олефином, такие как виниловые мономеры и подобные. Конкретные примеры включают в себя гомополимер полиэтилена, гомополимер полипропилена, гомополимер полибутена, со/тройной сополимер этилен-α-олефина, тройной сополимер пропилен-этилен-α-олефина, сополимер бутен-α-олефина, сополимер сложного эфира ненасыщенного этилена, этилен-ненасыщенный кислотный сополимер, (например, сополимер акрилата этилен-этила, сополимер акрилата этилен-бутила, сополимер акрилата этилен-метила, сополимер этилен-акриловой кислоты и сополимер этилен-метакриловой кислоты), сополимер этилен-винилового ацетата, иономер и т.д.
Как используется здесь, термин "модифицированный полиолефин" представляет собой содержащий полиолефины, как определено выше, модифицированный посредством сополимеризации гомополимер олефина или его сополимер с ненасыщенной карбоксильной кислотой, например малеиновой кислотой, фумаровой кислотой или подобной кислотой, или их производной, такой как ангидрид, сложный эфир или металлическая соль или подобной элемент. Он также содержит полиолефины, модифицированные с помощью введения в гомополимер олефина или сополимер, смешивая или предпочтительно прививая, ненасыщенную карбоксильную кислоту, например малеиновую кислоту, фумаровую кислоту или подобную кислоту, или их производной, такой как ангидрид, сложный эфир или металлическую соль или подобный элемент.
Окончательная упаковка может также содержать поглощающую прокладку (17), например, расположенную на поддерживающей поверхности поддерживающего элемента (6), под свежим мясным продуктом (14), как известно в данной области, или в качестве альтернативы, если поддерживающий элемент имеет форму лотка, он может содержать перфорированное двойное дно, отделяющее упакованный продукт от резервуара в нижней части лотка, в которой может собираться конденсат и удаляться с поля зрения. В качестве еще одной альтернативы, поддерживающая поверхность поддерживающего элемента (6) может содержать маленькие полости, в которых может собираться конденсат. Количество и размер этих полостей будут зависеть от типа мяса и объема конденсата, который он создает, в то время как их форма будет предпочтительно сконструирована так, чтобы помогать задержанию конденсата, даже когда опора наклонена.
Двойная упаковочная пленка (3), закрывающая упаковку, состоит из внутренней контактирующей с пищевым продуктом кислородопроницаемой пленки (15) и внешней кислородонепроницаемой пленки (16). При использовании способа по изобретению никакой сыпучий материал не должен присутствовать в пространстве (18) между этими двумя пленками, поскольку эти две пленки будут поддерживаться на расстоянии, достаточном для проникания кислорода с помощью тонкого слоя воздуха, вовлекаемого во время стадии разделения пленок.
Кислородопроницаемые пленки являются пленками, которые имеют СПК по меньшей мере 2000 см3/м2·день·атм, при измерении при 23°C и 0% относительной влажности, такую как, например, по меньшей мере 2500 см3/м2·день·атм или по меньшей мере 3000 см3/м2·день·атм или по меньшей мере 3500 см3/м2·день·атм, более предпочтительно по меньшей мере 4000 см3/м2·день·атм, такую как, например, по меньшей мере 5000 см3/м2·день·атм или по меньшей мере 8000 см3/м2·день·атм или по меньшей мере 10000 см3/м2·день·атм, при измерении в тех же условиях.
Кислородопроницаемая пленка (15) может быть однослойной или многослойной.
Хотя количество слоев не является критическим, однако предпочтительные кислородопроницаемые пленки будут содержать 1, 2 или 3 слоя.
Ее толщина фактически может составлять до 50 мкм или даже больше, но предпочтительно она должна поддерживаться ниже 15 мкм, более предпочтительно ниже 12 мкм, еще более предпочтительно ниже 10 мкм. Обычно она будет иметь толщину приблизительно от 6 или 7 мкм до приблизительно 15 мкм.
В общем, она будет содержать полиолефины или модифицированные полиолефины, поскольку полиолефин и модифицированные полиолефины являются кислородопроницаемыми и термосвариваемыми пластиками. Одна внешняя поверхность кислородопроницаемой пленки должна фактически термически приклеиваться к периферии поддерживающего элемента (6), а другая внешняя поверхность должна термически приклеиваться к кислородонепроницаемой пленке (16).
Однако в конкретных случаях кислородопроницаемая пленка (15) может содержать различные пластики, например, соответствующим образом выбранные для контактирующего с пищевым продуктом слоя, подлежащего термосвариванию с поддерживающим элементом (6). Например, когда поддерживающий элемент (6) образован из полиэтилентерефталата (ПЭТ), внутренняя кислородопроницаемая пленка может быть многослойной пленкой, содержащей очень тонкий (1-2 мкм) внешний контактирующей с пищевым продуктом слой ПЭТ и другой внешний пластиковый слой, подходящий для термосваривания с кислородонепроницаемой пленкой (16), если многослойная пленка является кислородопроницаемой, как определено выше.
Предпочтительно кислородопроницаемая пленка является термосвариваемой пленкой, в которой термин "термосвариваемая", как используется здесь, означает, что пленка является пленкой двухосевой вытяжки, при этом, когда ее нагревают до температуры 120°C за 4 секунды, процент свободной усадки в каждом из продольного и поперечного направлений составляет по меньшей мере 10% (измеренного по стандарту ASTM D2732).
Кислородопроницаемая пленка может содержать соответствующие количества добавок, обычно используемых в изготовлении пленок, такие как суспензия и антиадгезив, например тальк, воск, кварц и т.п., антиоксиданты, наполнители, пигменты и краски, структурированные ингибиторы, структурированные усиливающие агенты, поглотители ультрафиолета, антистатические добавки, противозапотевающие добавки или составы и подобные добавки, известные специалистам в области упаковочных пленок.
В предпочтительном варианте осуществления кислородопроницаемая пленка (15) будет содержать противозапотевающие добавки или составы, чтобы предотвращать образование водных капелек на поверхности пленки, обращенной к свежим мясным продуктом. Противозапотевающие добавки можно примешивать к полимерам или смесям полимера термосвариваемого слоя или внутреннего слоя, если таковые вообще имеются, перед экструзией (совместной экструзией) пленки, или состав противозапотевающей добавки можно покрывать или распылять на поверхность предварительно выполненной кислородопроницаемой пленки.
Кислородонепроницаемая пленка будет иметь скорость пропускания кислорода (СПК) ниже 300 см3/м2·день·атм, при измерении при 23°C и 0% относительной влажности, такую как, например, ниже 250 см3/м2·день·атм, или ниже 200 см3/м2·день·атм, или ниже 150 см3/м2·день·атм, более предпочтительно ниже 100 см3/м2·день·атм, такую как, например, ниже 75 см3/м2·день·атм или ниже 50 см3/м2·день·атм, или ниже 30 см3/м2·день·атм, при измерении в тех же условиях.
Она должна иметь кислородобарьерные свойства и быть термосвариваемой с кислородопроницаемой пленкой.
Поэтому предпочтительно кислородонепроницаемая пленка (16) будет многослойной пленкой, содержащей по меньшей мере кислородобарьерный слой, толщину которого необходимо устанавливать так, чтобы достигать желаемого СПК для пленки, обозначенной выше, и термосвариваемый слой, который обеспечивает возможность термосваривания кислородонепроницаемой пленки с кислородопроницаемой пленкой. Полимерами, которые можно, соответственно, использовать для кислородобарьерного слоя, являются поливинилиденхлорид, ЭВС, ПА и их смеси, причем ЭВС, ПА и их смеси являются предпочтительными. Обычно термосвариваемый слой будет содержать полиолефины и/или модифицированные полиолефины, как определено выше.
Если желательно, могут присутствовать другие слои, такие как, например, второй внешний слой, который может иметь состав, одинаковый или отличающийся от термосвариваемого слоя, связующие или клейкие слои, содержащие полиолефины и/или модифицированные полиолефины, чтобы улучшать соединение между барьерным слоем и термосвариваемым слоем и факультативно между барьерным слоем и другим внешним слоем, помогающим уплотнению слоем, то есть внутренним слоем пленки, смежным термосвариваемому слою, и т.д.
Предпочтительно толщина кислородонепроницаемой пленки (16) будет меньше 25 мкм, предпочтительнее меньше 20 мкм, и еще более предпочтительно меньше 18 мкм.
Количество слоев в кислородонепроницаемой пленке не является критическим. Обычно кислородонепроницаемые пленки будут содержать до 9-10 слоев, предпочтительно до 7, более предпочтительно 2-5 слоев.
В упаковке, показанной на фиг.3, (19) является объемом внутри упаковки, соединенным двойной упаковочной пленкой, которая содержит газ, содержащий количество кислорода, эффективное для того, чтобы препятствовать изменению цвета свежего мясного продукта.
Подходящие комбинации тонких кислородопроницаемых и кислородонепроницаемых пленок можно получать, начиная с кислородонепроницаемой пленки-предшественника (20), содержащей центральный кислородобарьерный слой и два внешних термосвариваемых слоя (тс1, тс2), в которых два смежных слоя в указанной предшествующей пленке плохо совместимы и могут легко расслаиваться на границе раздела, определенной между ними, чтобы создавать кислородопроницаемый участок и кислородонепроницаемый участок. Два смежных слоя в предшествующей пленке определены как "плохо совместимые", когда прочность соединения между указанными двумя слоями составляет менее чем приблизительно 40 г/25 мм, предпочтительно менее чем приблизительно 30 г/25 мм, более предпочтительно менее чем приблизительно 20 г/25 мм, еще более предпочтительно менее чем приблизительно 10 граммов/25 мм.
Используемый здесь термин "прочность соединения" между двумя смежными слоями относится к прочности прилипания между этими двумя слоями, которая соединяет их друг с другом, при измерении в направлении, которое является в общем перпендикулярным плоскости пленки. Ее измеряют с помощью минимального количества усилия ("усилие расслаивания"), требуемого для внутреннего разделения (расслоения) пленки между этими данными слоями в соответствии с ASTM F904-91. Предшествующая пленка должна иметь по меньшей мере три слоя. Однако предпочтительно, чтобы она имела 4 или больше слоев. Как правило, каждый из двух смежных слоев, которые являются плохо совместимыми, является центральным кислородобарьерным слоем, и поэтому расслаивание произойдет на границе раздела с указанным барьерным слоем. Защитный слой обычно содержит поливинилиденхлорид (ПВХ), этиленвиниловый спирт (ЭВС), полиамиды (ПА), или их смеси, в которых предпочтительны ЭВС, ПА и их смеси.
Примеры кислородонепроницаемых предшествующих пленок, которые можно расслаивать, чтобы создавать кислородопроницаемый и кислородонепроницаемый участок, включают в себя структуры с четырьмя слоями тс1/барьерный/соединительный/тс2, в которых получающийся кислородопроницаемый участок будет однослойной пленкой тс1, структуры из пяти слоев тс1/слой1/барьерный/связующее2/тс2, в которых совместимость между слоем1 и барьерным слоем является недостаточной и расслоение приведет к кислородопроницаемой пленке с двумя слоями тс1/слой1, или структуры с шестью слоями, такие как тс1/слой1/барьерный/связующее2/слой2/тс2 или тс1/соединительный1/слой1/барьерный/связующее2/тс2 или тс1/слой2/слой1/барьерный/связующее2/тс2 и т.д., в которых расслоение на границе между барьерным слоем и слоем 1 приведет к 2- или 3-слойным кислородопроницаемым пленкам.
Предшествующая пленка может также содержать более одного кислородобарьерного слоя, например, двухслойный последовательный ПА/ЭВС или трехслойный последовательный ПА/ЭВС/ПА.
Примеры таких пленок, например, представлены шестислойными структурами тс1/ПА/ЭВС/ПА/связующее2/тс2 или тс1/слой1/ПА/ЭВС/связующее2/тс2, или семислойной структурой тс1/слой1/ПА/ЭВС/ПА/связующее2/тс2. В этих случаях расслоение может, соответственно, происходить на границе раздела между указанной барьерной последовательностью и слоем тс1 или слоем1, таким образом приводя к однослойному или двухслойному кислородопроницаемому участку тс1 или тс1/слой1, соответственно, и к четырех- или пятислойному кислородонепроницаемому участку ПА/ЭВС/связующее2/тс2 или ПА/ЭВС/ПА/связующее2/тс2.
Фиг.4 иллюстрирует пример 4-х слойной пленки-предшественника, в которой совместимость между слоем тс1 (например, полиэтилен высокой плотности - ПЭВП) и центральным барьерным слоем (например, ПВХ), является очень низкой, и расслоение происходит на границе раздела между тс1 и барьерным слоем.
Фиг.5 иллюстрирует пример 7-слойной пленки-предшественника, содержащей центральную барьерную последовательность ПА/ЭВС/ПА, и один из двух связующих слоев, смежных указанной последовательности (связующее1), имеет очень плохую совместимость со слоем полиамида. В этом случае расслоение происходит на границе раздела между слоем полиамида и указанным соединительным 1 слоем.
Для использования в качестве двойной упаковочной пленки в способе по настоящему изобретению будет невозможно использовать расслоенные участки, сохраняющие такую же последовательность, как в предшествующей пленке, потому что два слоя, которые являются плохо совместимыми и имеют тенденцию к отслоению, не будут в состоянии термосвариваться один с другим с достаточным усилием уплотнения, чтобы обеспечить герметичность упаковки.
Поэтому будет необходимо, как показано на фиг.6 для пленки-предшественника фиг.4 и на фиг.7 и фиг.8 для пленки-предшественника фиг.5, так или иначе инвертировать положение кислородонепроницаемого участка таким образом, чтобы слой указанного кислородонепроницаемого участка, который в окончательной упаковке будет уплотнен с кислородопроницаемым участком, стал внешним термосвариваемым слоем пленки-предшественника, оставшимся в кислородонепроницаемом участке.
Этого можно достигнуть двумя различными способами, показанными на фиг.9 и 10.
Фиг.9 иллюстрирует способ, в котором только кислородонепроницаемый участок перевернут относительно кислородопроницаемого участка, то есть способ, который можно использовать для получения двойной упаковочной пленки, в которой поверхность кислородопроницаемой пленки (15), подлежащей термосвариванию с периферией поддерживающего элемента (6) в окончательной упаковке, является такой же внешней поверхностью термосвариваемого слоя предшествующего слоя (20). В этом способе предшествующая пленка (20) расслаивается, и затем положение кислородонепроницаемого участка (16) переворачивают, поворачивая указанный участок вверх дном посредством механизма инвертирования пленки, включающего в себя три переворачивающих стержня (21, 22, 23). Затем перевернутый кислородонепроницаемый участок (16) накладывают на кислородопроницаемый участок, и эти два участка наматывают на один подающий рулон (на фиг.9 не показан). На указанном чертеже на верхней поверхности предшественника (20) начерчена линия, чтобы показать более ясно путь указанной поверхности в процессе инвертирования. Когда кислородонепроницаемую пленку (16) затем накладывают на кислородопроницаемую пленку (15), линия больше не будет видима, потому что она будет на скрытой поверхности, обращенной к кислородопроницаемой пленке.
Способ, показанный на фиг.10, с другой стороны, можно использовать для того, чтобы получать двойную упаковочную пленку, в которой и кислородонепроницаемый, и кислородопроницаемый участки, полученные от расслаивания предшественника, раздельно переворачивают так, что поверхность кислородопроницаемого участка, включенного в расслоение, становится поверхностью кислородопроницаемой пленки, которую термосваривают с периферией опоры, а поверхность кислородонепроницаемого участка, включенного в расслаивание, становится внешней, устойчивой к плохому обращению, поверхностью газонепроницаемой пленки. Ее получают, расслаивая предшествующую пленку, наматывая два участка, наложенные с такой же последовательностью, как в предшествующей пленке, и удаляя из полученного рулона первый виток только наружной пленки (24). Таким образом полученный подающий рулон можно соответствующим образом использовать в упаковочном способе по настоящему изобретению, когда его будут разматывать, вытягивая две наложенные пленки, подлежащие использованию, в виде составной двойной упаковочной пленки.
Преимущества способа по настоящему изобретению подтверждены с помощью выполнения некоторых сравнительных испытаний.
В этих испытаниях использовали имеющие форму лотка поддерживающие элементы из пенополистирола, выровненного с кислородобарьерной пленкой толщиной 24 мкм, содержащей центральный барьерный слой ЭВС и термосвариваемый внешний слой гетерогенного сополимера этилен-α-олефина с плотностью 0,920 г/см3. В качестве комбинации двойного упаковочного средства использовали кислородопроницаемую пленку толщиной 15 мкм с центральным слоем гетерогенного сополимера этилен-α-олефина с плотностью 0,920 г/см3 и два внешних слоя, содержащие смесь гетерогенного сополимера этилен-α-олефина с плотностью 0,915 г/см3, гетерогенного сополимера этилен-α-олефина с плотностью 0,920 г/см3 и сополимер этилен-винилового ацетата (с содержанием ВА (винилацетата) 4%), содержащего 1,5 вес.% противозапотевающего состава, как описано в EP-739398, и кислородонепроницаемую пленку толщиной 25 мкм с 7-слойной симметричной структурой с центральным слоем ЭВС, вставленным между двумя слоями полиамида, и двумя внешними слоями, имеющими такой же состав, как внешние слои кислородопроницаемой пленки, связанные со слоями полиамида, с помощью подходящего соединительного слоя. СПК кислородопроницаемой пленки был 10000 см3/м2·день·атм, а СПК кислородонепроницаемой пленки был 24 см3/м2·день·атм. Процент свободной усадки кислородопроницаемой пленки при 120°C был 35/40 (LD/TD), и процент свободной усадки кислородонепроницаемой пленки при такой же температуре был 15/20. Эти две пленки были намотаны вместе на один подающий рулон.
Никакие макрочастицы не присутствовали между этими двумя пленками.
Куски свежего мяса меньше, чем полость лотка, но на несколько мм длиннее, чем боковые стенки лотка, были упакованы с помощью указанного соединения в атмосфере 95%-ного кислорода с использованием машины Multivac T400, модифицированной введением в нее разделяющего пленку вала, по существу как показано на фиг.1. Полученные таким образом упаковки имели очень хороший внешний вид упаковок без морщин и складок на упаковочных пленках и очень хороший внешний вид. Эти упаковки содержали продукты, указанные в таблице 1 ниже. Их поддерживали в охлажденных условиях, и в течение целого периода срока годности никакого видимого изменения цвета мяса не наблюдалось, даже на верхней поверхности. Непосредственный срок годности для каждого продукта, поддерживаемого при этих условиях, также показан в таблице 1
Сравнительные испытания выполняли, используя такие же упаковочные материалы, но в сравнительном способе a) наматывания двух упаковочных пленок на один подающий рулон, но без разделения этих двух пленок перед стадией упаковывания лотка, и в сравнительном способе b) использования этих двух пленок, намотанных на двух отделенных рулонах и наложения их перед введением в секцию упаковывания лотка.
Хотя в упаковках, полученных с помощью сравнительного способа a), четкое изменение цвета можно было заметить на верхней поверхности упаковки, на которой пленки контактируют с мясом, с упаковками, полученными с помощью сравнительного способа b), внешний вид упаковки был недопустим из-за присутствия морщин и складок.
Для подтверждения того, что с использованием способа по настоящему изобретению можно гарантировать протекание кислорода в промежутке между кислородопроницаемой пленкой и кислородонепроницаемой пленкой даже на верхней поверхности упаковки, на которой пленка находится в тесном контакте с мясом и растянута напротив него, мы выполнили дополнительные испытания, изолирующие маленькую область в упаковочном средстве, уплотняя эти две пленки вместе, и таким образом предотвращая протекание кислорода к этой области. Затем мы разместили эту область двойного упаковочного средства в прямом контакте с куском свежего красного мяса. Как ожидалось, кислород, присутствующий в этой маленькой изолированной области, был быстро поглощен мясом внизу, и затем поверхность мяса начинала темнеть из-за отсутствия кислорода, протекание которого в маленькую изолированную область было предотвращено с помощью термосваривания. В близлежащей области цвет мяса продолжал быть красным, что являлось свидетельством высокого уровня кислорода. Эти испытания подтвердили, что способ по изобретению обеспечивает возможность поддерживать минимальный промежуток между двумя упаковочными пленками, куда введенная модифицированная атмосфера с высоким содержанием кислорода может непрерывно притекать, предотвращая изменение цвета.
Были выполнены дополнительные мелкомасштабные испытания по изготовлению системы двойного упаковывания с помощью расслаивания предшественника, по существу соответствующей кислородонепроницаемой пленке, используемой в испытании, описанном выше, но отличающейся от нее в отношении плохо совместимого пластика, заменившего один из связующих слоев. Прочность связи между слоем полиамида и указанным пластиком в предшествующей пленке была 35 г/25 мм. Полученные кислородопроницаемые и кислородонепроницаемые участки имели толщину приблизительно 8 и приблизительно 17 мкм соответственно. Инверсию получили после способа, схематично иллюстрированного на фиг.10, так что термосвариваемый слой кислородопроницаемой пленки был слоем, вовлеченным в расслаивание. Использованные поддерживающие элементы были такими же, как в вышеуказанных испытаниях. Результаты, полученные в испытаниях упаковывания, были очень хорошими в показателях отсутствия изменения цвета упакованного мяса, внешнем виде упаковки и герметичности упаковки.
Группа изобретений относится к способу упаковывания свежего мясного продукта, упаковке свежего мяса и к новой системе двойного упаковывания, в частности, подходящей для использования в указанном способе упаковывания. Способ состоит из помещения мясного продукта (14) на поддерживающий элемент (6) и закрывания упаковки в кислородосодержащей атмосфере посредством двойной упаковочной пленки (3). Упаковочная пленка (3) содержит внутреннюю, контактирующую с пищевым продуктом, кислородопроницаемую пленку (15) и внешнюю кислородонепроницаемую пленку (16): Указанную двойную упаковочную пленку располагают поверх мясного продукта и прикрепляют термосвариванием к периферии поддерживающего элемента, чтобы образовать закрытый объем внутри упаковки, содержащий по меньшей мере количество кислорода, эффективное для того, чтобы препятствовать изменению цвета упакованного мясного продукта. Двойную упаковочную пленку (3) используют в виде составного материала, намотанного на один подающий рулон (1). После разматывания и перед введением в секцию (4) упаковывания, внутреннюю кислородопроницаемую пленку (15) и внешнюю кислородонепроницаемую пленку (16) двойной упаковочной пленки (3) разделяют и снова накладывают одну на другую перед стадией термосваривания. Технический результат направлен на улучшение цвета мяса. 3 н. и 9 з.п. ф-лы, 10 ил.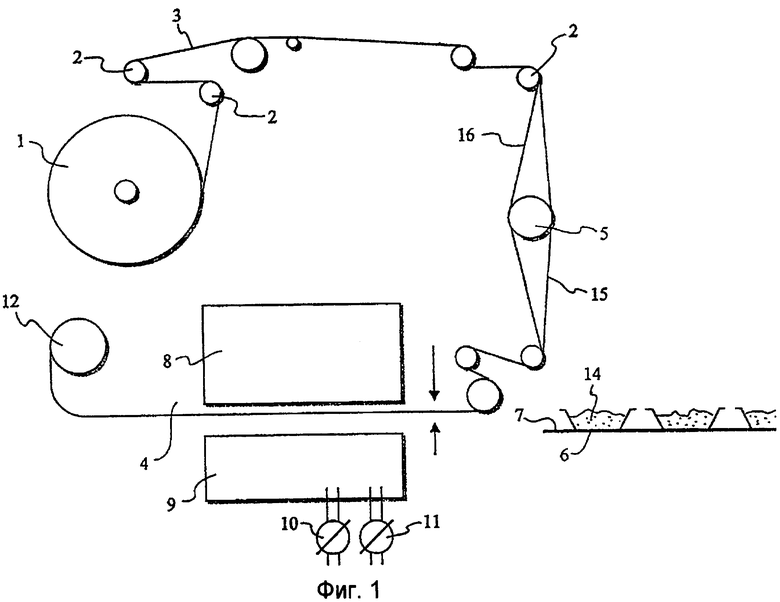
1. Способ производства упаковки свежего мяса путем помещения мясного продукта (14) на поддерживающий элемент (6) и закрывания упаковки в кислородосодержащей атмосфере посредством двойной упаковочной пленки (3), содержащей внутреннюю, контактирующую с пищевым продуктом, кислородопроницаемую пленку (15) и внешнюю кислородонепроницаемую пленку (16), причем указанную двойную упаковочную пленку располагают поверх мясного продукта и прикрепляют термосвариванием к периферии поддерживающего элемента, чтобы образовать закрытый объем (19) внутри упаковки, содержащий по меньшей мере количество кислорода, эффективное для того, чтобы препятствовать изменению цвета упакованного мясного продукта, отличающийся тем, что
двойную упаковочную пленку (3) используют в виде составного материала, намотанного на один подающий рулон (1); а
после разматывания и перед введением в секцию (4) упаковывания, внутреннюю кислородопроницаемую пленку (15) и внешнюю кислородонепроницаемую пленку (16) двойной упаковочной пленки (3) разделяют и снова накладывают одну на другую перед стадией термосваривания.
2. Способ по п.1, в котором разделение кислородопроницаемой пленки (15) и кислородонепроницаемой пленки (16) обеспечивают посредством введения между этими двумя пленками, подаваемыми с натяжением от разматывающего подающего рулона (1) к секции (4) упаковывания, одного или более валов (5), перпендикулярных направлению перемещения пленки и параллельных полотну пленки.
3. Способ по п.1, в котором кислородопроницаемая пленка (15) и предпочтительно также кислородонепроницаемая пленка (16) являются термоусаживающимися пленками двухосевой вытяжки, при этом способ включает термообработку для их усадки, причем указанная термообработка может быть отдельной стадией после термосваривания пленки или, предпочтительно, частью стадии термосваривания.
4. Способ по п.3, в котором и кислородопроницаемая пленка (15), и кислородонепроницаемая пленка (16) являются термоусаживающимися пленками двухосевой вытяжки, при этом их выбирают таким образом, чтобы обеспечить сравнимый процент усадки при температуре, достигаемой каждой из них на стадии термообработки.
5. Способ по п.1, в котором двойная упаковочная пленка (3) является составным материалом из кислородопроницаемой пленки и кислородонепроницаемой пленки, полученным путем i) расслоения подходящим образом выполненной кислородонепроницаемой пленки-предшественника, содержащей центральный кислородобарьерный слой и два внешних термосвариваемых слоя (тс1, тс2), на кислородопроницаемый участок, содержащий один из двух внешних слоев пленки-предшественника (тс1), и кислородонепроницаемый участок, содержащий кислородобарьерный слой и другой внешний термосвариваемый слой предшественника (тс2), и ii) подходящим образом инвертирования относительного положения кислородонепроницаемого участка таким образом, что внешний термосвариваемый слой (тс2) в указанном участке становится слоем, непосредственно обращенным к кислородопроницаемому участку в двойной упаковочной пленке.
6. Способ по любому предшествующему пункту, в котором внутренняя кислородопроницаемая пленка двойной упаковочной пленки (3) по меньшей мере частично контактирует с мясным продуктом.
7. Упаковка свежего мяса, полученная способом по любому из пп.1-6, в которой мясной продукт (14) размещен на поддерживающем элементе (6), а упаковка закрыта в атмосфере с высоким содержанием кислорода двойной упаковочной пленкой (3), содержащей внутреннюю, контактирующую с пищевым продуктом, кислородопроницаемую пленку (15) и внешнюю кислородонепроницаемую пленку (16), причем указанная двойная упаковочная пленка расположена поверх мясного продукта и приварена термосваркой к периферии поддерживающего элемента с образованием закрытого объема (19) внутри упаковки, содержащего по меньшей мере количество кислорода, эффективное для предотвращения изменения цвета упакованного мясного продукта, причем пространство (18) между двумя обращенными друг к другу поверхностями упаковочных пленок не содержит никакого материала в виде частиц.
8. Упаковка по п.7, в которой внутренняя кислородопроницаемая пленка двойной упаковочной пленки (3) по меньшей мере частично контактирует с мясным продуктом.
9. Упаковка по п.7 или 8, в которой двойная упаковочная пленка, содержащая кислородопроницаемую пленку и кислородонепроницаемую пленку, получена путем i) расслаивания подходящим образом выполненной кислородонепроницаемой пленки-предшественника, содержащей центральный кислородобарьерный слой и два внешних термосвариваемых слоя (тс1, тс2), на кислородопроницаемый участок, содержащий один из двух внешних слоев пленки-предшественника (тс1), и кислородонепроницаемый участок, содержащий кислородобарьерный слой и другой внешний термосвариваемый слой пленки-предшественника (тс2), и ii) подходящего инвертирования относительного положения кислородонепроницаемого участка так, что внешний термосвариваемый слой (тс2) в указанном участке непосредственно обращен к кислородопроницаемому участку в двойной упаковочной пленке.
10. Составной материал из кислородопроницаемой пленки и кислородонепроницаемой пленки, полученный путем i) расслаивания подходящим образом выполненной кислородонепроницаемой пленки-предшественника, содержащей центральный кислородобарьерный слой и два внешних термосвариваемых слоя (тс1, тс2), на кислородопроницаемый участок, содержащий один из двух внешних слоев пленки-предшественника (тс1), и кислородонепроницаемый участок, содержащий кислородобарьерный слой и другой внешний термосвариваемый слой пленки-предшественника (тс2), и ii) подходящего инвертирования относительного положения кислородонепроницаемого участка так, что внешний термосвариваемый слой (тс2) в указанном участке будет слоем, непосредственно обращенным к кислородопроницаемому участку в двойной упаковочной пленке.
11. Составной материал по п.10 в виде рулона для его подачи.
12. Составной материал по п.10 или 11, в котором кислородонепроницаемая пленка-предшественник способна расслаиваться на границе раздела между центральным кислородобарьерным слоем и одним из двух смежных слоев.
| Способ получения хлор-или бромалкилсульфонов | 1976 |
|
SU690012A1 |
| US 6698165 B1, 02.03.2004 | |||
| Логарифмический преобразователь передаточных параметров четырехполюсников в период импульсной последовательности | 1977 |
|
SU769454A1 |
| US 5103618 А, 14.04.1992 | |||
| Способ получения хлор-или бромалкилсульфонов | 1976 |
|
SU690012A1 |
| US 5402622 А, 04.04.1995 | |||
| АВТОМАТИЧЕСКАЯ УПАКОВОЧНАЯ МАШИНА ПРЕИМУЩЕСТВЕННО ДЛЯ ЖИДКИХ И ПОЛУЖИДКИХ ПРОДУКТОВ | 1998 |
|
RU2138427C1 |
| Устройство для упаковывания предметов | 1989 |
|
SU1676932A1 |

