Изобретение относится к обработке металлов резанием и может быть использовано для бесконтактного определения температуры в зоне резания при механической обработке.
Знание температуры в зоне резания необходимо для предотвращения перегревов. Все технологические факторы процесса резания влияют на температуру [Резников А.Н. Теплофизика резания. М.: Машиностроение, 1969. - 288 с.]. Поэтому температура является ограничивающим фактором при форсировании режимов.
В процессе механической обработки постоянно повышают производительность процесса резания. Поэтому необходимо знать температуру резания с точки зрения форсирования режимов. Форсирование можно осуществить за счет непрерывного контроля механической обработки.
Как правило, температуру резания в производственных условиях измеряют редко. В производство поступают технологические рекомендации, на основании которых назначают режимы резания. Все рекомендации имеют заниженные режимы по причинам опасности перегрева детали, выхода из строя технологического оборудования и отсутствия непрерывного контроля над тепловыми процессами в зоне резания. Непрерывный контроль позволяет управлять режимами резания, добиваясь их максимальных значений.
В настоящее время наиболее распространены способы определения температуры термопарой, оптическим пирометром или измерением акустического сигнала.
Известен способ измерения температуры в зоне контакта инструмента с обрабатываемой заготовкой с помощью термопары (естественной, искусственной, полуестественной) [Вульф A.M. Резание металлов. Л.: Машиностроение, 1973, с.163-165].
Недостатком данного способа является необходимость строить для каждого обрабатываемого материала и резца свою тарировочную кривую зависимости между температурой и показаниями милливольтметра. Сложность вызывает процесс размещения термопары в зоне резания, постоянно изменяющейся во времени. Данные недостатки представляют сложность для тарирования устройства и ограничивают возможность применения данного способа.
Известен способ бесконтактного измерения температуры оптическим пирометром. Принцип действия пирометра основан на измерении мощности теплового излучения объекта измерения преимущественно в диапазонах инфракрасного излучения и видимого света (А.Неделько. Преимущества и недостатки бесконтактного способа определения температуры. Журнал НМ-обрудование, март 2005, стр.50-53).
Недостатками известного способа являются: сложность встройки в инструментальные узлы, трудности полного учета связей между термодинамической температурой объекта и регистрируемой пирометром тепловой радиацией. Между пирометром и объектом не должно быть препятствий, непрозрачных в рабочей области спектра пирометра, в противном случае, в результате уменьшения потока излучения, показания пирометра будут занижены. Объект измерения должен быть непрозрачным в данной области спектра.
Для корректного проведения измерений необходимо, чтобы объект полностью перекрывал поле зрения. Иначе поток теплового излучения, попадающий на приемник (датчик) пирометра от объекта измерения, уменьшится пропорционально сокращению перекрываемой объектом площади, и на приемник будет попадать излучение заднего фона (объектов, расположенных за объектом измерения).
Пирометром может быть измерена только температура поверхности объекта. Для настройки и поверки пирометров необходимо использовать модели абсолютно черного тела, излучательная способность которых близка к единице и определена с высокой точностью.
Технический результат изобретения заключается в уточнении технологических рекомендаций по режимам резания и повышении качества регистрируемого сигнала за счет отсутствия взаимных помех в многокомпонентных газовых смесях.
Технический результат достигается тем, что зону резания изолируют от внешней воздушной среды, затем с помощью газоанализатора, зонд которого расположен вблизи зоны резания, измеряют концентрацию углеродсодержащих газов и определяют температуру процесса резания при помощи корреляционной зависимости между указанной температурой и концентрацией углеродсодержащих газов.
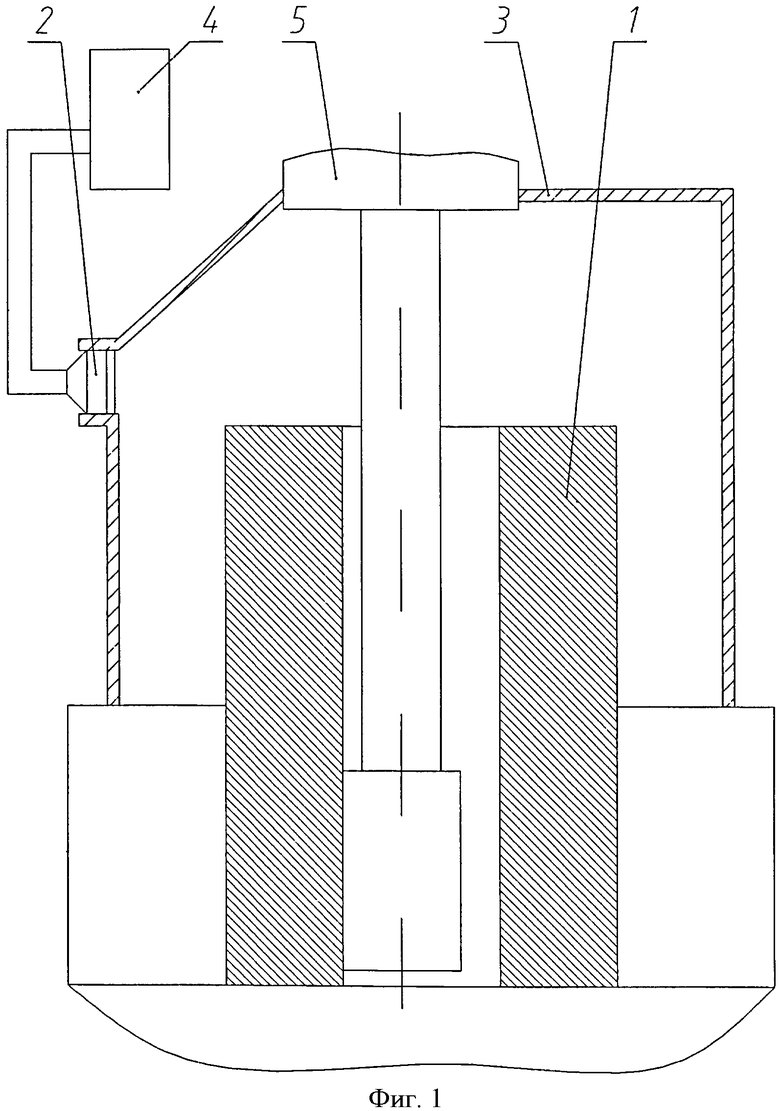
На фиг.1 изображена схема установки для измерения концентрации образующегося газа. Вблизи зоны резания к обрабатываемой детали 1 на расстоянии 30-50 мм помещают зонд газоанализатора 2. Изоляцию зоны резания от окружающей среды производят при помощи защитного кожуха 3. Газоанализатор 4 измеряет концентрацию газов, находящихся в газовоздушной среде зоны резания. В качестве исследуемого газа используется оксид углерода (II) (СО) и углеродосодержащие газы (СН). В исследовании используется газоанализатор автомобильного типа, универсальный, работающий, как правило, по измерению двух-четырех компонент (СО, СН, СO2, O2 и др.).
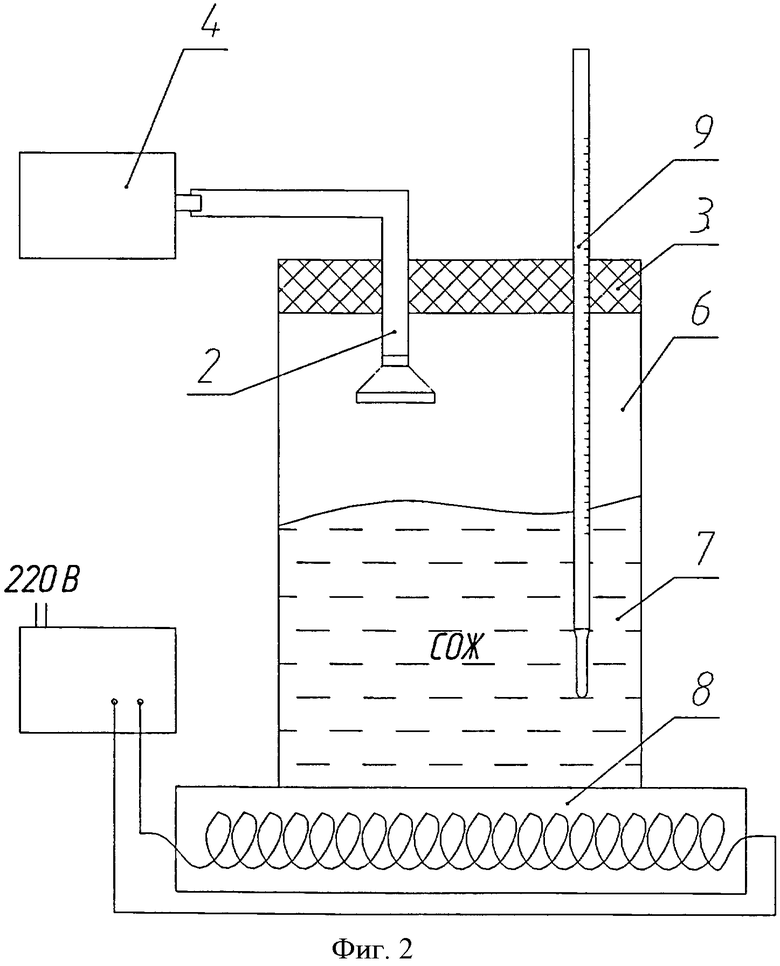
На фиг.2 изображена схема установки для тарировки. В ванну 6 наливается СОЖ 7. При нагреве ванны нагревательной плиткой 8 температура расплава регистрируется термометром 9, и одновременно регистрируются показания концентрации газа В(СО), поступающего через газозаборник 2, газоанализатором 4. Для точности ванна изолирована защитным кожухом 3. Термометр измеряет усредненную температуру расплава.
Определение температуры проводят по предварительно эмпирически определенной зависимости от концентрации образующихся газов. Для установления зависимости проведена серия измерений, при которой определялась температура зоны резания традиционным способом (при помощи термометра или термопары), а концентрация газа - газоанализатором. Измерения проводились на установке, изображенной на фиг.2. Измеряя температуру в интересующем диапазоне температур, провели серию измерений «температура» - «концентрация газа». Полученное множество точек или построенный по точкам тренд является полученной зависимостью концентрации от температуры. После выполнения вышеописанных шагов данная установка считалась откалиброванной и готовой для измерения концентрации газовоздушной среды заявленным способом.
Определяющим показателем режима резания является тепловая энергия (Резников А.Н. Теплофизика резания. М.: Машиностроение, 1969. - 288 с.). Способ позволяет осуществлять непрерывный контроль над тепловыми процессами в зоне резания.
В процессе механической обработки происходят химические процессы, связанные с образованием новых соединений в жидкой и газообразной фазе. Результатом действия этих процессов является сформированная газовоздушная среда. Согласно [Швецов И.В. Газоаналитическое отображение процессов механической обработки. Великий Новгород, НовГУ им. Ярослава Мудрого, 2004. - 131 с.] данная среда является информационным носителем процесса механической обработки. По параметрам, характеризующим процесс газовыделения (концентрация образованного вещества), оценивают температуру в зоне резания. Способ предлагает использовать газовоздушную среду для определения температуры.
В зоне резания (фиг.1) происходит химическое взаимодействие углерода и серы с атмосферным воздухом. При механической обработке определяется концентрация углерода, выделяющегося из металла или из зоны резания, куда подается углеродосодержащее СОТС. Углерод, соединяясь с атмосферным кислородом, образует оксид углерода.
Предложенный способ работает в диапазоне температур, при которых осуществляется процесс механической обработки. В реальных условиях механообработки верхняя граница этого диапазона составляет 1000°С. Согласно [Швецов И.В. Газоаналитическое отображение процессов механической обработки. Научное издание. Великий Новгород, НовГУ им. Ярослава Мудрого, 2004. - 131 с.] применение газового анализа возможно при температурах до 1200°С.
Пример.
На экспериментальной установке на базе токарно-винторезного станка 16К20 были проведены опыты по изучению концентрации образующихся в зоне резания углеродсодержащих газов. Точение стали 45 проводилось при подаче S=0,2 мм/об резцом из твердого сплава Т15К6 со значениями углов φ=45° и γ=0, глубина резания t=4 мм, износ h3=0 мм. Исследование концентрации газов проводилось при помощи газоанализатора АВГ 4.2.01, температура зоны резания измерялась термопарой.
Анализ экспериментальных данных показывает, что с увеличением условий резания (скорости резания) происходит увеличение концентрации образованных газов. Полученная зависимость показывает о возможности промышленной реализации данного способа.
Предлагаемый способ отличается высоким быстродействием и низкой погрешностью измерений. Быстродействие определяется исключительно технической возможностью газоанализатора, а погрешность измерений газовых каналов составляет не более 10-12%. Полученный газоанализатором сигнал передается на персональный компьютер, в котором можно получить значения температуры, соответствующие концентрации образованных газов. Газоанализатор имеет малую массу, габариты и невысокую стоимость.
Предлагаемый способ не требует внедрения приспособлений в измеряемую среду, позволяет повысить производительность процесса механической обработки за счет работы при более интенсивных (прогрессивных) режимах резания, близких к максимально допустимым температурам резания, снизить долю бракованных изделий, вызванных их перегревом, а также обеспечивает непрерывный контроль над температурой в зоне резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ В ЗОНЕ РЕЗАНИЯ МЕТАЛЛА | 2014 |
|
RU2585917C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ЖИДКОСОДЕРЖАЩИХ ПОРИСТЫХ СРЕД | 2005 |
|
RU2305260C2 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ПОВЕРХНОСТИ НАГРЕТЫХ ТЕЛ | 2003 |
|
RU2238529C1 |
| УСТРОЙСТВО НАГРЕВА ДЛЯ СКАНИРУЮЩИХ ЗОНДОВЫХ МИКРОСКОПОВ | 1999 |
|
RU2169440C2 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ВЗАИМОДЕЙСТВИЯ КОМПОНЕНТОВ КОНДЕНСИРОВАННОЙ СРЕДЫ В ВОЛНЕ ГОРЕНИЯ ФРОНТАЛЬНОГО САМОРАСПРОСТРАНЯЮЩЕГОСЯ ВЫСОКОТЕМПЕРАТУРНОГО СИНТЕЗА ИЛИ САМОРАСПРОСТРАНЯЮЩЕГОСЯ ВЫСОКОТЕМПЕРАТУРНОГО СИНТЕЗА В РЕЖИМЕ ТЕПЛОВОГО ВЗРЫВА | 2010 |
|
RU2439509C1 |
| СПОСОБ И УСТРОЙСТВО ДЕТЕКТИРОВАНИЯ ДОВЗРЫВНЫХ КОНЦЕНТРАЦИЙ МЕТАНА В ВОЗДУХЕ | 2010 |
|
RU2447426C2 |
| Бесконтактный способ измерения температуры с помощью флуоресцентных зондов | 2023 |
|
RU2808699C1 |
| БЕСПИЛОТНЫЙ ЛЕТАТЕЛЬНЫЙ АППАРАТ ДЛЯ ДИСТАНЦИОННОГО МОНИТОРИНГА АТМОСФЕРНОГО ВОЗДУХА | 2024 |
|
RU2829975C1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ОТРАЖАЮЩЕЙ ПОВЕРХНОСТИ МЕТАЛЛА | 1994 |
|
RU2107268C1 |
| СПОСОБ ПРЕДАВАРИЙНОГО, АВАРИЙНОГО И ПОСТАВАРИЙНОГО КОНТРОЛЯ ИСТОЧНИКОВ РАДИАЦИОННОЙ, ХИМИЧЕСКОЙ И ВЗРЫВОПОЖАРНОЙ ОПАСНОСТИ В ГЕРМЕТИЧНЫХ ОБИТАЕМЫХ ОБЪЕКТАХ, ПРЕИМУЩЕСТВЕННО ПОДВОДНЫХ ЛОДКАХ, И КОМПЛЕКСНАЯ СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2596063C1 |
Способ заключается в том, что зону резания детали изолируют от внешней воздушной среды и с помощью газоанализатора, зонд которого размещают вблизи зоны резания, измеряют концентрацию образующихся в зоне резания углеродсодержащих газов, по величине которой судят о температуре процесса резания. Технический результат: повышение точности определения температуры резания. 2 ил., 1 табл.
Способ бесконтактного определения температуры в зоне резания при механической обработке, заключающийся в том, что зону резания детали изолируют от внешней воздушной среды и с помощью газоанализатора, зонд которого размещают вблизи зоны резания, измеряют концентрацию образующихся в зоне резания углеродсодержащих газов, по величине которой судят о температуре процесса резания.
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ПОВЕРХНОСТИ НАГРЕТЫХ ТЕЛ | 2003 |
|
RU2238529C1 |
| Устройство для измерения температуры резания | 1986 |
|
SU1431897A1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИРОВАНИЯ СОСТОЯНИЯ ПРОЦЕССА РЕЗАНИЯ ИНСТРУМЕНТОМ ДЕТАЛИ | 1990 |
|
RU2027556C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1994 |
|
RU2086361C1 |
| JP 2000131209 А, 12.05.2000. | |||

