ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу получения электродов солнечной батареи и устройства электрохимического осаждения. Конкретнее, данное изобретение относится к способу получения электродов для солнечной батареи и к устройству для электрохимического осаждения, что может улучшить фотоэлектрическое преобразование и снизить себестоимость. Время реакции этого способа коротко, и легко можно обработать получившуюся отработавшую жидкость.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Солнечная батарея является устройством, которое способно преобразовывать энергию света в электроэнергию. В основном солнечная батарея может включать в себя полупроводниковую пленочную солнечную батарею, пластинчатая солнечная батарея может включать в себя монокристаллическую кремниевую солнечную батарею и поликристаллическую кремниевую солнечную батарею. Эффективность преобразования солнечной батареи для преобразования энергии солнечного света в электроэнергию является важной рабочей характеристики солнечной батареи. Поскольку чистота и качество кристалла монокристаллического кремния выше, чем у поликристаллического кремния, действенность солнечной батареи из монокристаллического кремния в основном выше, чем у поликристаллической кремниевой солнечной батареи.
Процесс массового производства кристаллической солнечной батареи, во-первых, заключается в том, что поврежденный слой поверхности кристаллического кремния удаляется, а потом процесс образования структуры производится для снижения отражательной способности поверхности кристаллического кремния, и потом производится диффузия для образования р-n перехода, и пленка нитрида кремния осаждается на поверхности эмиттера солнечной батареи для пассивирования и антиотражения, наконец, металлические электроды печатаются посредством трафаретной печати, после того как процесс спекания образован для положительного электрода и отрицательного электрода. Эффективность солнечной батареи, полученной данным способом, с использованием процесса трафаретной печати для образования электродов солнечной батареи составляет примерно 14-16%.
Хотя способ с использованием трафаретной печати для образования электродов солнечной батареи легок в производстве, для получения лучшего омического контакта электродов солнечной батареи и кристаллического кремния и для снижения контактного сопротивления теневая область трафарета электрода, напечатанная, является относительно малой, что составляет примерно 50 Ом. Такая компоновка солнечной батареи - это одна из причин того, почему так низка эффективность настоящей коммерческой солнечной батареи.
Для того чтобы снизить теневую область солнечной батареи и улучшить сопротивление эмиттера, S.Wenhem изобрел 20 лет назад структуру солнечной батареи, которая называется скрытым контактом. Указанная структура солнечной батареи разработана с целью устранения недостатков процесса печати обыкновенного трафарета. В конструкции структуры скрытой контактной батареи плоский контактный электрод заменен электродом со штриховым контактом для снижения теневой области. Такая конструкция структуры не только обеспечивает контактную область электродов и солнечной батареи, но и уменьшает ширину каждого электрода от 150 мкм до 30 мкм, кроме того, она снижает теневую область электродов солнечной батареи с обычных 5% до ниже 3%.
Между тем, структура батареи скрытого контакта позволяет производить селективно-диффузионную солнечную батарею. В конструкции батареи со скрытым контактом сопротивление эмиттерного листка в основном контролируется до сопротивления ниже 10 Ом. После того как сопротивление эмиттерного листка улучшено, ток в солнечной батарее намного повысится, и поэтому эффективность фотоэлектрического преобразования солнечной батареи улучшается. Эффективность батареи со скрытым контактом при массовом производстве обычно находится выше 17,5%.
Данный электрод с батареей со вскрытым контактом при массовом производстве получается способом химического осаждения меди. Процесс химического осаждения меди - это относительно медленный химический процесс, для которого требуется приблизительно 10 часов для получения требуемой толщины медных электродов. Чтобы предотвратить проблемы с напряжением и адсорбцией, вызванные чрезмерно быстрой скоростью осаждения, скорость осаждения меди в основном устанавливается на 2 мкм и ниже в час. Другая причина установления скорости осаждения меди с относительно небольшой скоростью состоит в предупреждении замыкания у верхней стороны штриха, вызываемого осаждением меди.
Другая сложность с изготовлением электродов с батареей со скрытым контактом при использовании способа химического осаждения меди состоит в том, что срок годности раствора для химического осаждения меди короток, причем раствор нельзя больше использовать после использования в нескольких порциях. Следовательно, выпускается большое количество отработавшей жидкости при получении способа массового производства химического осаждения. Поскольку органика, которая трудна для процесса, содержится в выпущенной отработавшей воде, процесс с использованием химического осаждения меди повышает стоимость производства.
Кроме того, раствор для химического осаждения меди относительно нестабильный, и легко происходило самоосаждение меди, что влияет на нормальное производство. Кроме того, контроль состояния процесса химического осаждения меди также является очень строгим. Например, требование по температурному контролю раствора для химического осаждения меди очень строгое. Чтобы уменьшить возможность самоосаждения меди, требуется не только воздушный барботаж, но и фильтрация во время процесса химического осаждения меди. Для поддержания стабильности концентрации раствора также требуется добавление дополнительного раствора. Добавление дополнительного раствора нужно строго контролировать. Если дополнительный раствор добавлен в слишком большом количестве, может произойти самоосаждение меди, тогда как если дополнительный раствор добавляется в слишком малом количестве, то можно уменьшить скорость осаждения меди.
Кроме того, большинство рабочих процессов химического осаждения меди осуществляют при температуре, которая выше комнатной температуры, например выше 50 градусов, и, таким образом, для такого процесса требуется большое количество подаваемой энергии, и стоимость производства еще более увеличивается. Из-за длительного времени реакции энергопотребление весьма значительно.
Нужно срочно преодолеть проблему того, как исключить недостатки описанной выше обычной технологии при улучшении эффективного фотоэлектрического преобразования.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Данное изобретение создано для решения вышеописанных проблем. Один аспект данного изобретения состоит в создании способа изготовления электродов солнечной батареи и устройства для электрохимического осаждения, что может не только улучшить омический контакт между электродами солнечной батареи и кристаллического кремния, но также повысить силу адсорбции электродов солнечной батареи и кристаллического кремния, снизить последовательное сопротивление солнечной батареи и улучшить эффективность преобразования солнечной батареи.
Другой аспект данного изобретения состоит в создании способа электрохимического осаждения и устройства для получения электродов солнечной батареи, которое применяется для производства электродов батареи со скрытым контактом, и этот способ может значительно сократить время и стоимость производства электродов и улучшить эффективность производства.
Другой аспект данного изобретения состоит в обеспечении способа получения электродов солнечной батареи и устройства электрохимического осаждения, что может сильно уменьшить стоимость производства электродов батареи со скрытым контактом.
Еще один аспект данного изобретения состоит в создании способа получения электродов солнечной батареи и устройства для него, которые могут снизить количество выброса отработавшей жидкости в процессе производства. Отработавшая жидкость, вырабатываемая согласно способу, легко поддается обработке, и, таким образом этот способ является экологическим способом производства электродов солнечной батареи.
Для того чтобы достигнуть описанные выше цели и получить описанные выше преимущества, данное изобретение предусматривает способ производства электродов солнечной батареи, включающий в себя: этап выполнения неглубокой диффузии на одной поверхности полупроводниковой пластины для образования p-n перехода после очистки и текстурирования поверхностей полупроводниковой пластины; этап осаждения пленки для пассивирования и антиотражения на поверхности с неглубокой диффузией полупроводниковой пластины; этап формирования штрихов на указанной поверхности полупроводниковой пластины; этап выполнения глубокой диффузии после очистки штрихов; этап выполнения процесса пассивирования для поверхности, которая противоположна указанной поверхности полупроводниковой пластины; этап выполнения процесса химического осаждения металла для пассивированной полупроводниковой пластины, и образование сплава полупроводниковой пластины и метала после их спекания; этап выполнения химического осаждения металла или слава металла для полупроводниковой пластины, описанной выше, в течение определенного времени; этап выполнения электрохимического осаждения металла или сплава металла для полупроводниковой пластины в устройстве электрохимического устройства осаждения для формирования электродов солнечной батареи.
Кроме того, данное изобретение предусматривает способ получения электродов солнечной батареи, включающий в себя: этап осуществления неглубокой диффузии на одной поверхности полупроводниковой пластины для образования р-n перехода после чистки и текстурирования поверхностей полупроводниковой пластины; этап осаждения слоя пленки для пассивирования и антиотражения на поверхности с неглубокой диффузией полупроводниковой пластины; этап исключения пассивирования и пленки антиотражения в обнаруженном положении, где основные решетки и вспомогательные решетки размещены на указанной поверхности полупроводниковой пластины; этап промывки обнаруженного участка основной решетки и вспомогательной решетки и затем выполнение глубокой диффузии; этап выполнения процесса пассивирования поверхности, которая противоположна указанной поверхности полупроводниковой пластины; этап выполнения процесса химического осаждения металла для пассивированной полупроводниковой пластины и образование сплава полупроводниковой пластины и металла после их спекания; и этап выполнения электрохимического осаждения металла или сплава металла для полупроводниковой пластины в устройстве электрохимического осаждения для образования электродов солнечной батареи.
Данное изобретение, кроме того, предусматривает устройство для электрохимическое осаждения для получения электродов солнечной батареи, в котором в отношении способа производства солнечной батареи устройство используется на этапе электрохимического осаждения металла или сплава металла для образования электродов солнечной батареи, а устройство включает в себя гальванический элемент для раствора, где содержится раствор электролита; по меньшей мере, один из электродов металла или сплава металла в растворе электролита; блок электропитания для выдачи электроэнергии; и полупроводниковую пластину, расположенную параллельно электродам металла или сплава металла.
От принципа обычной химической металлизации отличается процесс образования электродов данного изобретения, являющийся электрохимическим процессом, то есть образование металлических электродов приводится в действие электроэнергией. Ионы металла в растворе электролита, активизированные электрическим потенциалом, передвигаются к отрицательному электроду, и электроны, захватываются поверхностями отрицательного электрода, т.е. поверхностями полупроводниковой пластины для генерирования атомов металла. При активизации электрическим потенциалом металл у положительного электрода непрерывно теряет электроны и образуются ионы металла, которые растворяются непрерывно в растворе электролита для поддержания стабильности концентрации ионов металла в растворе электролита.
Благодаря тому что принцип химического осаждения металла и электрохимического осаждения металла фундаментально различен, скорость образования электродов этого изобретения, а именно скорость электрохимического осаждения металла, намного больше скорости химического осаждения металла. Важным преимуществом данного изобретения является то, что время образования электродов уменьшается от приблизительно 10 часов для химического осаждения металла до не более 1 часа. В основном образование электродов можно завершить более чем через 10 минут.
Другое преимущество данного изобретения в том, что потому, что процесс электрохимического осаждения металла проще, чем процесс химического осаждения металла, то объем работы шире, и, таким образом, электрохимическое осаждение металла особенно пригодно для промышленного производства. Например, температура, требующаяся при электрохимическом осаждении металла, невысока, и в основном электрохимическим осаждением металла можно управлять при комнатной температуре, таким образом, оно не только удобно для контроля за производством, но также экономит на стоимости нагревания. Состав раствора электролита, используемого в процессе электрохимического осаждения, также очень прост, и соответственно раствор электролита можно использовать неоднократно в течение долгого времени.
Металлические электроды, образованные в общем процессе химического осаждения, некристаллические, тогда как металлические электроды электрохимического осаждения кристаллические, следовательно, металлические электроды, образованные электрохимическим осаждением, имеют лучшую стабильность и проводимость, что напрямую влияет на то, что металлические электроды электрохимического осаждения могут снизить потери тока, вырабатываемого солнечной батареей на электродах, и улучшить эффективность преобразования солнечной батареи.
Поскольку химическая реакция электрохимического осаждения очень проста, например влияние электрохимического осаждения металла на величину рН раствора электролита и изменение состава раствора очень малы, и управление раствором также очень простое, процесс электрохимического осаждения по данному изобретению применим для промышленного производства. Важнее, что стоимость производства для способа образования электродов солнечной батареи данного изобретения очень низкая. И обработка отработавшей воды проще, чем при химическом осаждении металла. Для солнечной батареи, полученной посредством электрохимического процесса согласно данному изобретению, количество отработавшей жидкости очень небольшое, и обработку отработавшей жидкости производить легко.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
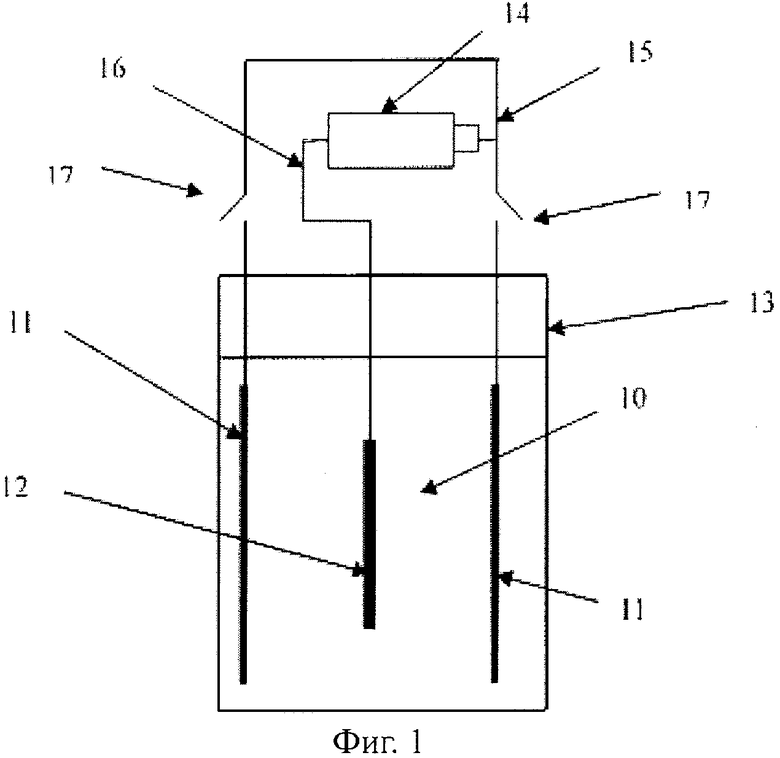
Фиг.1 - это вид, схематически показывающий устройство электрохимического осаждения для производства электродов солнечной батареи согласно данному изобретению.
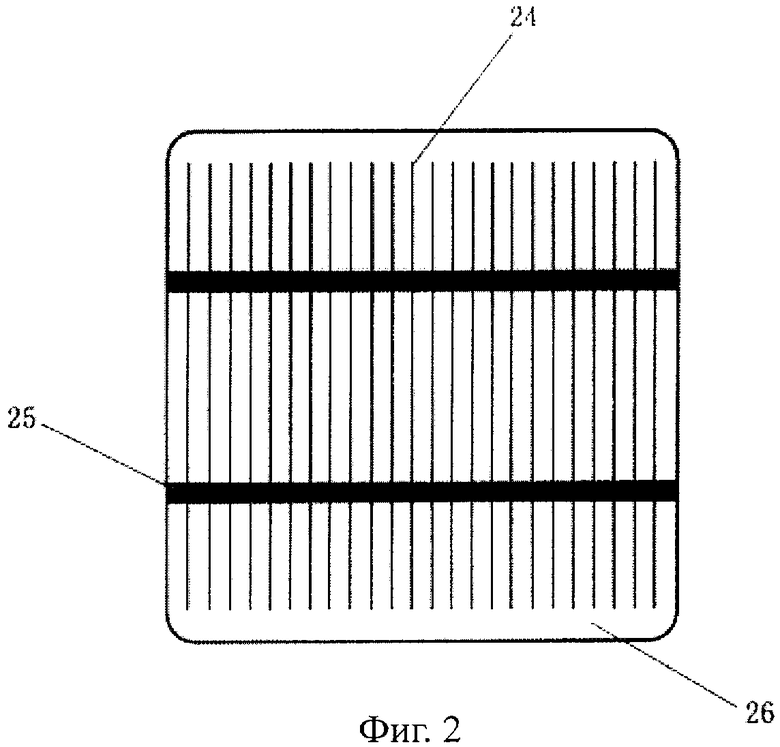
Фиг.2 - это вид, схематически показывающий структуру солнечной батареи со скрытым контактом, которая производится согласно данному изобретению.
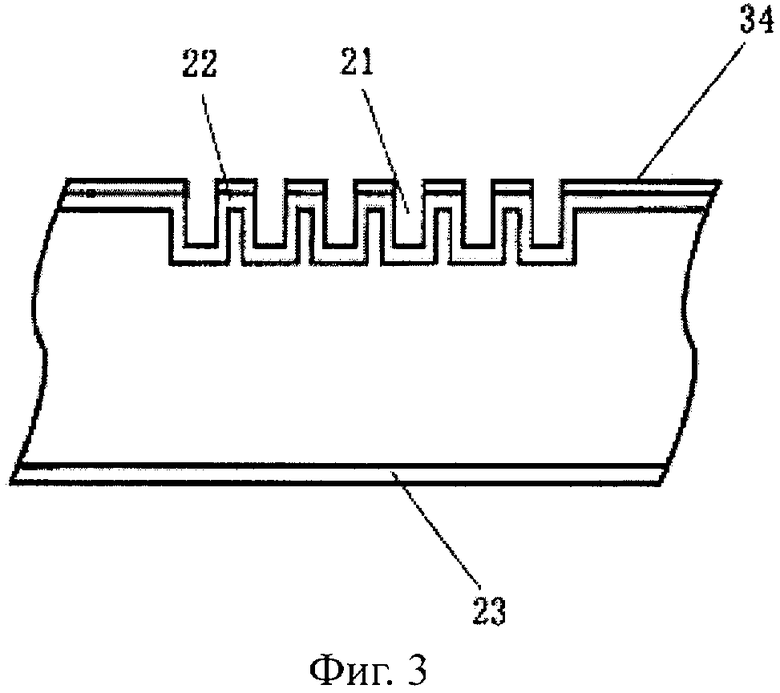
Фиг.3 - это вид в поперечном сечении, показывающий структуру основной решетки батареи со скрытым контактом в первом варианте осуществления изобретения до электрохимического осаждения металла или металлического сплава.
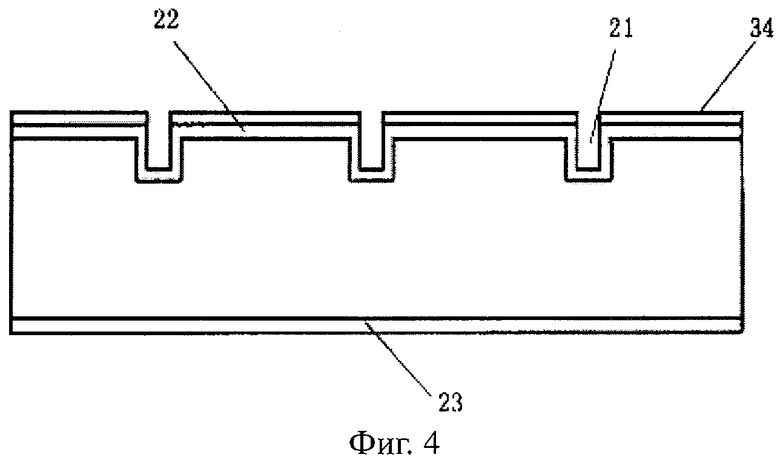
Фиг.4 - это вид в поперечном сечении, показывающий структуру вспомогательных решеток батареи со скрытым контактом в первом варианте осуществления до электрохимического осаждения металла металлического сплава.
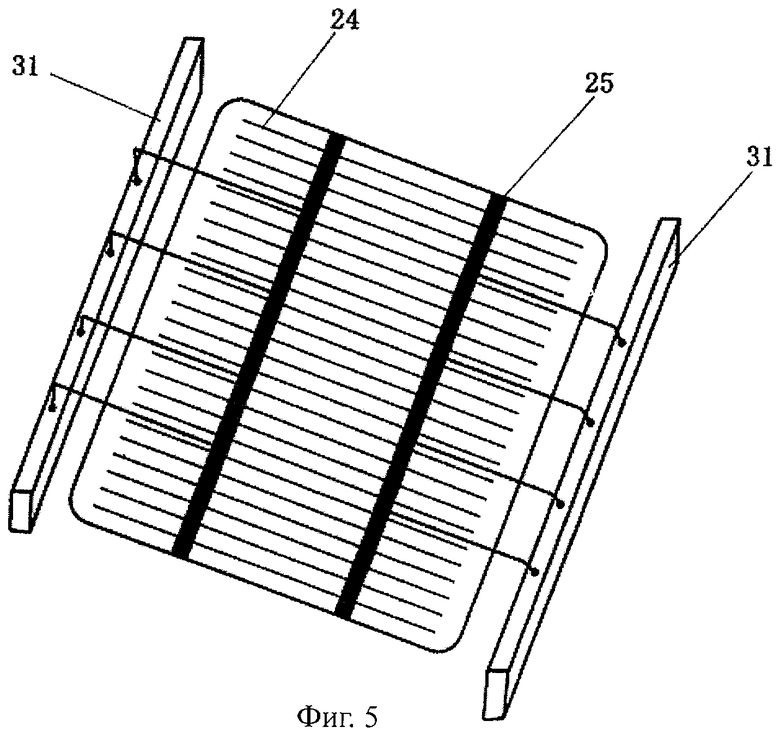
Фиг.5 - это вид, схематически показывающий процесс многоточечного контакта для обычной солнечной батареи во втором варианте осуществления данного изобретения.
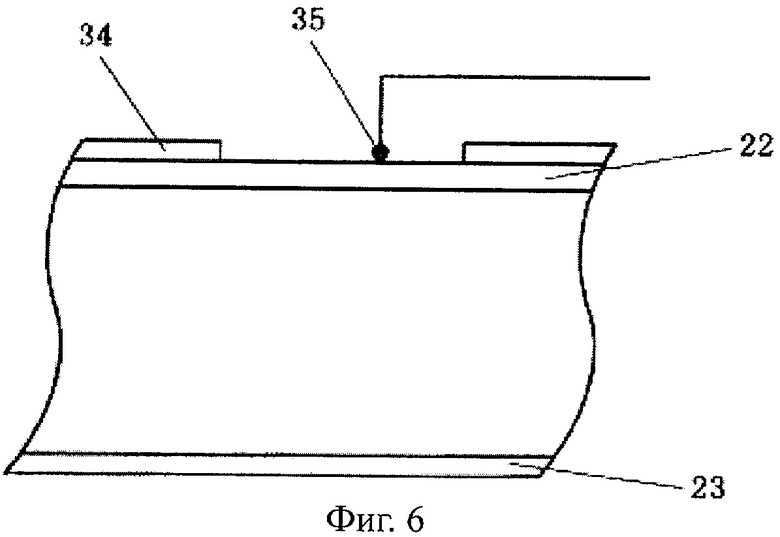
Фиг.6 - это вид в поперечном сечении, показывающий процесс многоточечного контакта для основных решеток во втором варианте осуществления изобретения. Обозначения, принятые на сопроводительных чертежах:
10 - раствор электролита;
11 - электрод из металла или металлического сплава;
12 - полупроводниковая пластина;
13 - ванна для проработки электролита;
14 - блок электропитания;
15 - проводящий провод;
16 - проводящий провод;
17 - переключатель;
21 - лазерная канавка;
22 - эмиттер;
23 - задний электрод;
24 - вспомогательные решетки;
25 - основные решетки;
26 - солнечная батарея;
31 - отрицательный силовой электрод;
34 - антиотражающая пленка;
35 - контакт.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ ПО ВОЗМОЖНЫМ ВАРИАНТАМ ОСУЩЕСТВЛЕНИЯ
Способ получения электродов солнечной батареи и устройство для него согласно данному изобретению будут описаны со ссылкой на сопроводительные чертежи.
Первый вариант осуществления изобретения
Неглубокая диффузия производится на листе 125×125 мм монокристаллического кремния после его промывки и текстурирования; сопротивление эмиттера 22, полученного неглубокой диффузией, устанавливается на 150 Ом; слой нитрида кремния осаждается на поверхности эмиттера 22 как пассивирующая и антиотражательная пленка 34. Канавки 21 образованы на поверхности эмиттера 22 с помощью лазера для образования основных решеток 25 и вспомогательных решеток 24, которые пересекаются друг с другом; глубокая диффузия производится в отношении основных решеток 25 и вспомогательных решеток 24 после их промывки, так чтобы сопротивление листа основных решеток 25 и вспомогательных решеток 24 понизились до 10 Ом; алюминий разбрызгивается на заднюю сторону эмиттера 22 и спекается с образованием заднего поля поверхности алюминия, заднего электрода 23; химическое осаждение с обогащением никелем производится в отношении кремниевого листа, на котором поле задней поверхности алюминия образовано после того, как указанный кремниевый лист промывается плавиковой кислотой, после чего промывается для образования сплава кремния и никеля; химическое осаждение металла или металлического сплава производится в отношении сплава кремния и никеля в течение 15 минут, так что сопротивление вспомогательных решеток составляет 3 Ом на сантиметр; и обработка с электрохимическим осаждением выполняется в отношении листа кремния для образования электродов солнечной батареи.
Устройство электрохимического осаждения, в котором кремний электрохимически осаждается, как показано на фиг.1, включает электролитическую ванну 13 (ванну для электролита), раствор электролита 10, электроды из металла или сплава металла 11, блок электропитания 14 и полупроводниковую пластину 12.
Полупроводниковая пластина 12 в варианте осуществления является листом кремния.
Электроды из металла или сплава металла 11 - это в основном пластины или другие телесные формы, такие как форма сетки. Чтобы достигнуть лучшего распределения электрического поля, область электродов из металла или сплава металла 11 в основном больше, чем полупроводниковая пластина 12. В основном два электрода из металла или сплава металла 11 должны быть параллельны друг другу, таким образом, получение относительно равномерного распределения электрического поля достигается для достижения более однородного осаждения металла. Электроды из металла или сплава металла 11 с обеих сторон селективно соединяются проводящим проводом 15 через переключатели 17.
Полупроводниковая пластина 12 расположена между двумя электродами из металла или сплава металла 11 и параллельна указанным двум электродам. Проводящий провод 16 соединяет отрицательный электрод блока 14 электропитания с полупроводниковой пластиной 12. Проводящий провод 15 соединяет положительный электрод блока электропитания 4 с электродами из металла или сплава металла 11 через переключатели 17. В условиях, когда переключатели 17 замкнуты, обе поверхности полупроводниковой пластины 12 и электроды из металла или сплава металла 11 вызывают разность электрического потенциала, в то время когда блок электропитания 14 выдает электроэнергию, и указанная разность электрического потенциала функционирует таким образом, что ионы металла в растворе электролита 10 постоянно осаждаются на полупроводниковую пластину 12, тогда как металл на электродах из металла или сплавах металла 11 постоянно ионизируется в растворе электролита 10, и таким образом получается солнечная батарея с электродами, образованными одновременно на обеих поверхностях полупроводниковой пластины 12.
Вообще металл или сплав металла могут быть медью, серебром или другим металлом или металлическим сплавом проводящего материала из металла или металлического сплава, которые могут быть получены путем омического контакта с полупроводниковой пластиной.
Блок электропитания 14 на фиг.1 может выдавать постоянный ток (ПТ) или импульсную мощность. Скорость электрохимического осаждения больше, чем скорость импульсной мощности с той же объемной плотностью тока, что и при использовании постоянного тока. Конечно, можно также использовать импульсную мощность, и преимущество использования импульсной мощности состоит в том, что полученные осаждением электроды являются относительно гладкими и плоскими, однако скорость осаждения малая. Конечно, для батареи со скрытым контактом преимущество импульсной мощности состоит в том, что она позволяет избежать перекрытия металла или сплава металла вверху лазерной канавки и в пространстве под лазерной канавкой. Конечно, если электроды солнечной батареи не осаждаются в лазерной канавке, относительно большого эффекта можно достичь с использованием постоянного тока.
Раствор электролита 10 может быть обычным раствором соли металла, например раствор халькантита. Преимущество использования раствора халькантита состоит в том, что химический состав очень простой и стоимость производства очень низка. Конечно, иногда очень полезна небольшая добавка для улучшения плоскостной структуры электродов с осаждением металла.
Ванна для электролита 13 обычно изготавливается на основе макромолекулярного полимера. Поскольку раствор электролита 10 - обычно слабая кислота, макромолекулярный полимер, такой как пластик и т.д., можно использовать как материал ванны электролита.
Объемная плотность тока для электродов, полученных электрохимическим осаждением металла в соответствии с данным изобретением, может меняться в зависимости от различных металлов. Например, объемную плотность тока можно установить на значении 1-5 ампер на квадратный дециметр, если металлом является медь. По мере увеличения объемной плотности тока увеличивается скорость электрохимического осаждения металла. Если объемная плотность тока слишком низка, скорость осаждения металла становится слишком малой. Если объемная плотность тока слишком высока, имеется относительно высокое напряжение в осажденной металлической пленке, поэтому возникает разница адсорбции. Между тем, объемная плотность тока в металлических электродах зависит также от структуры солнечной батареи. Например, во время образования электродов на скрытом контакте, как показано на фиг.2, слишком высокая скорость осаждения металла может вызвать перекрытие вверху лазерной канавки и пространства под лазерной канавкой.
Температуру электрохимического осаждения металла в данном устройстве можно менять в зависимости от разных металлов. Например, если металл медь, температура осаждения может контролироваться просто на уровне комнатной температуры. Если температура осаждения металла слишком низкая, это влияет не только на скорость осаждения меди, но и процесс осаждения не произойдет. Если температура осаждения металла слишком высокая, это влияет не только на стоимость энергии, но и намного увеличивается степень шероховатости.
Время электрохимического осаждения металла в основном устанавливается устройством как 1 мин - 1 час. Предпочтительное время электрохимического осаждения металла зависит от состояния поверхности солнечной батареи, концентрации тока для электрохимического осаждения металла и от температуры электрохимического осаждения металла. Если электроды солнечной батареи находятся в канавке, для того чтобы предотвратить закупоривание верхнего отверстия канавки скорость электрохимического осаждения может быть немного ниже и устанавливаться в диапазоне 10 минут - 1 час.
Блок электропитания 14 выбирается импульсным, а медь выбирается как электроды из металла или сплава металла в варианте осуществления изобретения, и конкретный способ процесса электрохимического осаждения для листа кремния, описанный выше, состоит в том, что отрицательный электрод импульсной мощности соединен с двумя концевыми частями основных решеток и расположен в ванне электролита 13, в которой раствор 10 электролита является раствором халькантита, и обе стороны листа кремния являются медной платой, соединенной с положительным электродом импульсной мощности, а объемная плотность тока устанавливается на 2,5 ампера на квадратный дециметр; температура электролита с раствором составляет 25 градусов, электрохимическое осаждение продолжается 20 минут, солнечная батарея образуется после промывки и сушки. Установлено, что эффективность фотоэлектрического преобразования солнечной батареи составляет 18,08%, причем концентрация тока солнечной батареи, напряжение и коэффициент заполнения составляют 37,16 мА/кв.см, 616 мВ и 0,795 соответственно.
Второй вариант осуществления изобретения
Диффузия производится на листе 125×125 мм поликристаллического кремния для образования p-n перехода после промывки поврежденного слоя листа поликристаллического кремния; сопротивление листа после диффузии составляет 100 Ом. Затем пленка нитрида кремния осаждается на поверхности эмиттера поликристаллического кремния для пассивирования и антиотражения. Нитрид кремния в основной решетке 25 и вспомогательных решетках 24 подвергаются эрозии для чистки с использованием способа химической эрозии, и затем проводится глубокая диффузия, так чтобы сопротивление листа в части решетки составляло менее 10 Ом. Алюминий наносится трафаретной печатью на задней стороне эмиттера 22 и спекается для образования поля алюминия на задней поверхности, т.е. заднего электрода 23. Затем осаждается слой тонкой пленки никеля путем погружения поликристаллического кремния в раствор, в котором никель химически осажден, сплав никеля образуется после спекания, затем производится обработка электрохимическим осаждением на лист поликристаллического кремния с использованием устройства электрохимического осаждения, описанного выше, для образования электродов солнечной батареи.
В описанном выше устройстве электрохимического осаждения положительный электрод блока электропитания 14 можно соединить с любой стороной электродов из металла или сплава металла 11 через переключатель 17. Таким образом, процесс образования электродов путем электрохимического осаждения может произойти только на поверхности полупроводниковой пластины 12. Например, если процесс производства солнечной батареи требует только, чтобы металл осаждался на электроде эмиттера солнечной батареи, металлический электрод, обращенный к эмиттеру, электризуется только как положительный в данном изобретении, таким образом, электроды солнечной батареи образуются только на эмиттере.
Кроме того, количество контактов отрицательного электрода блока электропитания 14 и полупроводниковой пластины 12 может меняться согласно разным конструкциям и процессам получения солнечной батареи. Например, когда сопротивление основных решеток и вспомогательных решеток полупроводниковой пластины 12 высокое, можно применить способ многоточечного контакта.
Поскольку электроды солнечной батареи расположены в плоскости, можно использовать большую объемную плотность тока, т.е. можно быстрее подготовить металл для электрохимического осаждения и таким образом время осаждения электродов солнечной батареи можно установить на 5-15 минут.
Предпочтительно в этом варианте осуществления изобретения источник постоянного тока выбирается как блок электропитания 14 и медь выбирается как электроды из металла или сплава металла, причем процесс электрохимического осаждения для листа из поликристаллического кремния выглядит таким образом: отрицательный электрод постоянного тока можно соединить с основной решеткой поликристаллического кремния с использованием способа многоточечного контакта, и расстояние между любыми двумя контактами 35 составляет 10 мм; лист поликристаллического кремния помещен в ванне электролита 13, в которой раствор электролита 10 является раствором халькантита, и плата меди, обращенная к эмиттеру, соединена с положительным электродом устройства прямого тока; объемная плотность тока устанавливается на уровне 3,5 ампера на квадратный дециметр; температура ванны электролита устанавливается на 25 градусов, электрохимическое осаждение происходит в течение 15 мин, солнечная батарея формируется после промывки и просушки. Определено, что эффективность преобразования солнечной батареи составляет 15,87%, причем концентрация тока солнечной батареи, напряжение и коэффициент заполнения составляют 33,37 мА/кв. см, 619 мВ и 0,769 соответственно.
Третий вариант осуществления изобретения
Доказано, что эффективность фотоэлектрического преобразования солнечной батареи достигается осаждением слоя металла на основных решетках и вспомогательных решетках эмиттера путем использования способа химического осаждения металла прежде всего для уменьшения сопротивления решеток и затем электрохимического осаждения.
Конкретнее, после образования сплава кремния и никеля путем спекания листа кремния с полем поверхности задней поверхности алюминия по второму варианту осуществления изобретения после химического осаждения меди в течение 15 мин, сопротивление вспомогательных решеток составляет 1 Ом на сантиметр, затем отрицательный электрод импульсной мощности соединен с одной стороной основной решетки и расположен в ванне электролита 13, в которой раствор электролита 10 является раствором халькантита, и две стороны листа кремния являются медной платой, которая соединена с положительным электродом импульсной мощности, и объемная плотность тока устанавливается на 2,5 ампер на дециметр; температура ванны электролита составляет 25 градусов, электрохимическое осаждение в течение 20 мин, электроды солнечной батареи образуются после промывки и сушки. Определено, что эффективность фотоэлектрического преобразования составляет 16,12%, причем объемная плотность тока солнечной батареи, напряжение и коэффициент заполнения составляют 33,98 мА/кв.см, 615 мВ и 0,772 соответственно.
В описанном выше способе при использовании многоточечного контакта по мере постоянного увеличения толщины химически осажденного металла могут постепенно уменьшаться контакты отрицательного электрода блока электропитания 14 и полупроводниковой пластины. Когда толщина химически осажденного металла достигает определенной величины, можно организовать производство электродов солнечной батареи данного изобретения посредством контакта между отрицательным электродом блока электропитания 14 и полупроводниковой пластиной 12.
Данное изобретение не ограничивается конкретно описанными выше вариантами осуществления изобретения, специалисты могут сделать различные изменения и модификации не отступая от сущности и природы данного изобретения. Эти соответствующие изменения и модификации принадлежат к объему защиты формулы данного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двустворчатые батареи для биомедицинского устройства | 2017 |
|
RU2670597C9 |
| СОЛНЕЧНАЯ БАТАРЕЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2626053C2 |
| Способ разборки отработавших ресурс аккумуляторных батарей | 1992 |
|
SU1831737A3 |
| Батареи биомедицинских устройств трубчатой формы с химически осаждаемым уплотнением | 2017 |
|
RU2672572C1 |
| БАТАРЕИ БИОМЕДИЦИНСКОГО УСТРОЙСТВА С ЭЛЕКТРООСАЖДЕННЫМИ КАТОДАМИ | 2017 |
|
RU2682482C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧИПОВ МНОГОСЛОЙНЫХ ФОТОПРЕОБРАЗОВАТЕЛЕЙ | 2007 |
|
RU2368038C1 |
| Способ электрохимического осаждения пленок тройного сплава CoNiFe | 2022 |
|
RU2794924C1 |
| ПОКРЫТИЕ ДЛЯ СУРОВЫХ СРЕД И ДАТЧИКИ С ТАКИМ ПОКРЫТИЕМ | 2006 |
|
RU2359266C2 |
| СПОСОБ ПОЛУЧЕНИЯ АНОДНОГО ОКСИДА АЛЮМИНИЯ С ВЫСОКОУПОРЯДОЧЕННОЙ ПОРИСТОЙ СТРУКТУРОЙ И СПОСОБ ФОРМИРОВАНИЯ МАССИВОВ АНИЗОТРОПНЫХ НАНОСТРУКТУР НА ЕГО ОСНОВЕ | 2010 |
|
RU2555366C2 |
| Биометрические элементы подачи питания с полимерными электролитами | 2017 |
|
RU2682795C1 |
Способ получения электродов солнечной батареи включает в себя следующие этапы: этап выполнения неглубокой диффузии на поверхности полупроводниковой пластины для образования р-n перехода после промывки и текстурирования полупроводниковой пластины; этап осаждения слоя пленки для пассивирования и противоотражения на поверхности с неглубокой диффузией полупроводниковой пластины; этап образования канавок на указанной поверхности полупроводниковой пластины; этап выполнения глубокой диффузии после промывки канавок; этап выполнения процесса пассивирования на поверхности, которая противоположна указанной поверхности полупроводниковой пластины; этап выполнения процесса химического осаждения металла для пассивированной полупроводниковой пластины и образования сплава полупроводниковой пластины с металлом после спекания; этап химического осаждения металла или сплава металла для полупроводниковой пластины, указанной выше, в определенный период времени; и этап выполнения электрохимического осаждения металла или сплава металла для полупроводниковой пластины в устройстве электрохимического осаждения для образования электродов солнечной батареи. Также предложен еще один вариант способа получения электродов солнечной батареи и устройство электрохимического осаждения для получения электродов солнечной батареи. Изобретение обеспечивает улучшение эффективности фотоэлектрического преобразования и снижение стоимости производства. 3. н. и 13 з.п. ф-лы, 6 ил.
1. Способ получения электродов солнечной батареи, заключающийся в том, что включает в себя:
а: этап выполнения неглубокой диффузии на поверхности полупроводниковой пластины для образования р-n перехода после промывки и текстурирования полупроводниковой пластины;
b: этап осаждения слоя пленки для пассивирования и противоотражения на поверхности с неглубокой диффузией полупроводниковой пластины;
с: этап образования канавок на указанной поверхности полупроводниковой пластины;
d: этап выполнения глубокой диффузии после промывки канавок;
е: этап выполнения процесса пассивирования на поверхности, которая противоположна указанной поверхности полупроводниковой пластины;
f: этап выполнения процесса химического осаждения металла для пассивированной полупроводниковой пластины и образования сплава полупроводниковой пластины с металлом после спекания;
g: этап химического осаждения металла или сплава металла для полупроводниковой пластины, указанной выше, в определенный период времени; и
h: этап выполнения электрохимического осаждения металла или сплава металла для полупроводниковой пластины в устройстве электрохимического осаждения для образования электродов солнечной батареи.
2. Способ по п.1, отличающийся тем, что полупроводниковая пластина является листом монокристаллического кремния или поликристаллическим кремнием.
3. Способ по п.1, отличающийся тем, что металл или сплав металла может быть медью, серебром или другими проводящими материалами из металла или сплава металла, которые могут иметь омический контакт с полупроводниковой пластиной.
4. Способ по п.1, отличающийся тем, что на этапе b нитрид кремния используется как пленка для пассивирования и антиотражения, а металл который используют на этапе f является никелем.
5. Способ по п.1, отличающийся тем, что канавки на этапе end являются основными решетками и вспомогательными решетками, пересекающими друг друга и образованными способом лазерной литографии или химической эрозии.
6. Способ по п.1, отличающийся тем, что на этапе е сплав кремния и алюминия
можно получить с использованием разбрызгивания алюминия на другую поверхность полупроводниковой пластины или трафаретной печати алюминиевой плазмы и спекания.
7. Способ по п.5, отличающийся тем, что этап h, кроме того, включает в себя: соединение положительного электрода блока электропитания с электродами из металла или сплава металла, соединенными с раствором электролита в устройстве электрохимического осаждения;
помещение полупроводниковой пластины в раствор электролита; и
соединение отрицательного электрода блока электропитания с основной решеткой полупроводниковой пластины.
8. Способ по п.7, отличающийся тем, что раствор электролита является раствором электролита с ионами металла или сплава металла, в которых молекулярная структура та же самая, что и в указанном металле или сплаве металла.
9. Способ по п.7, отличающийся тем, что блок электропитания может быть источником постоянного тока или импульсной мощности.
10. Способ по п.7, отличающийся тем, что способ соединения отрицательного электрода блока электропитания с основной решеткой может представлять собой соединение одной или двух сторон основной решетки или представлять собой соединение, в котором имеется много контактов с равномерным пространством между отрицательным электродом блока электропитания и основной решеткой.
11. Способ по п.7, отличающийся тем, что электроды могут быть образованы на обеих поверхностях полупроводниковой пластины одновременно или только на одной поверхности полупроводниковой пластины согласно количеству электродов из металла или сплавов металла и конкретного положения, в котором потенциальное поле образовано согласно полупроводниковой пластине.
12. Способ получения электродов солнечной батареи, заключающийся в том, что включает в себя:
а: этап выполнения неглубокой диффузии на одной поверхности полупроводниковой пластины для образования р-n перехода после промывки и текстурирования поверхностей полупроводниковой пластины;
b: этап осаждения слоя пленки для пассивирования и антиотражения на поверхности с неглубокой диффузией полупроводниковой пластины;
с: этап осаждения пленки пассивирования и антиотражения в части, где основная решетка и вспомогательные решетки помещены на поверхности полупроводниковой пластины;
d: этап промывки основных решеток и вспомогательных решеток и затем проведения глубокой диффузии;
е: этап проведения процесса пассивирования на поверхности, противоположной поверхности полупроводниковой пластины;
f: этап проведения процесса химического осаждения металла для пассивированной полупроводниковой пластины и образования сплава полупроводниковой пластины и металла после спекания; и
g: этап выполнения электрохимического осаждения металла или сплава металла для полупроводниковой пластины в устройстве электрохимического осаждения для образования электродов солнечной батареи.
13. Устройство электрохимического осаждения для получения электродов солнечной батареи, в котором устройство используется на этапе, в котором способ изготовления электродов солнечной батареи используется по любому из пп.1-12 для электрохимического осаждения металла или сплава металла с образованием электродов солнечной батареи, причем устройство содержит ванну электролита, в которой содержится раствор электролита; по меньшей мере один электрод из металла или сплава металла, помещенный в растворе электролита; блок электропитания для выдачи электроэнергии; и полупроводниковую пластину, расположенную параллельно электродам из металла или сплавов металла.
14. Устройство электрохимического осаждения по п.13, отличающееся тем, что положительный электрод блока электропитания может быть селективно соединен с электродами из металла или сплава металла через переключатель.
15. Устройство электрохимического осаждения по п.13 или 14, отличающееся тем, что блок электропитания - это источник постоянного тока или импульсной мощности.
16. Устройство электрохимического осаждения по п.13 или 14, отличающееся тем, что отрицательный электрод блока электропитания может соединяться с полупроводниковой пластиной с использованием способа многоточечного контакта.
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОПРЕОБРАЗОВАТЕЛЯ | 2002 |
|
RU2219621C1 |
| WO 2005086633 A2, 22.09.2005 | |||
| WO 2005083799 A1, 09.09.2005 | |||
| ЕР 1182709 А1, 27.02.2002 | |||
| US 6084175 A, 04.07.2000. | |||

