Изобретение относится к технологии выполнения ремонтных работ и может использоваться при очистке водой поверхности бетона и железобетона при ремонте после деструктивного воздействия серной кислоты H2SO4 в процессе коррозии II вида (при воздействии сернистых газов, таких как сернистый ангидрит SO2, серный ангидрит SO3 при различных температурах и сероводород H2S при микробиологической коррозии). При очистке бетона водоструйным способом происходит насыщение поверхности бетона водой, что является основным условием при нанесении ремонтных составов на цементной основе.
Известен способ водоструйной очистки бетонных и железобетонных поверхностей перед нанесением ремонтных составов (см. Технологические указания по ремонту бетонных и железобетонных поверхностей смесью ТФ-2-РС4. ЗАО НПО «НовТехСтрой». - М., 2004 г.), который заключается в том, что перед нанесением составов ремонтируемые участки бетонных и железобетонных конструкций должны быть очищены от ослабленных и непрочных участков. Недостатком данного способа является отсутствие четких параметров очистки поверхности, таких как давление и длительность воздействия, при которых происходит полное удаление сульфатизированного коррозионного слоя и не происходит повреждения очищаемой поверхности бетона. Не указаны параметры очистки поверхности для конкретного класса бетона.
Известен также способ водоструйной очистки бетонных и железобетонных поверхностей перед нанесением ремонтных составов (см. Инструкция по применению Лахта ремонтный состав базовый, РИ 15.Л.07-12.2004. ЗАО «Растро». СПб, 2004 г.), которые заключаются в том, что перед нанесением составов ремонтируемые участки бетонных и железобетонных конструкций должны быть очищены от пыли, грязи и прочих веществ, ухудшающих прочность сцепления раствора с поверхностью. Недостатком данного способа также является отсутствие четких параметров очистки поверхности, таких как давление и длительность воздействия, при которых происходит полное удаление сульфатизированного коррозионного слоя и не происходит повреждения очищаемой поверхности бетона. Не указаны параметры очистки поверхности для конкретного класса бетона.
Наиболее близким к предлагаемому способу очистки поверхности бетонных и железобетонных конструкций является способ очистки поверхности водоструйной установкой, развивающей давление до 60…70 МПа (около 600-700 атм) (Руководство по ремонту бетонных и железобетонных конструкций транспортных сооружений с учетом обеспечения совместимости материалов (ОАО ЦНИИС, М., 2005 г., стр.89).
Недостатком данного способа является отсутствие оптимальных параметров струи воды для наилучшей степени очистки, сохранении или удалении коррозионных слоев, таких как сульфатизированный слой и карбонизированный слой. Недостатком данного способа является также отсутствие данных о минимальном классе бетона по прочности, для которого возможно применение водоструйной установки данного давления. Кроме того, недостатком данного способа является отсутствие данных о продолжительности очистки и расходе воды.
Техническая задача, решаемая посредством разработанного способа, состоит в определении оптимальных параметров обеспечения качественной очистки поверхности бетона и железобетона, таких как давление, продолжительность воздействия, качество очистки поверхности, расход воды, производительность перед ремонтом после деструктивного воздействия серной кислоты H2SO4 в процессе коррозии II вида.
Данная задача достигается тем, что по предлагаемому способу очистки поверхности бетонных и железобетонных конструкций перед ремонтом, включающим обработку поверхности струей воды под давлением, согласно изобретению обработку, водой ведут под давлением 450-500 атм, расход воды составляет 20-25 л/мин, производительность 60-80 м2/час, продолжительность воздействия 0,5-1,0 мин/м2, степень очистки Sa 2½.
Сопоставительный анализ с аналогами и прототипом показывает, что ни в одной из работ не определены оптимальные параметры очистки поверхности бетона и железобетона, что во многих случаях не позволяет проводить качественную очистку бетона. При некачественной очистке на поверхности сохраняется сульфатизированный слой. Нанесение ремонтных составов на такую плохо подготовленную поверхность, содержащую сульфаты, приводит к скорому отслоению ремонтных покрытий в процессе эксплуатации и неэффективности потраченных средств на ремонт. Таким образом, адгезия ремонтного состава напрямую зависит от качества подготовки поверхности бетона и арматуры (т.е. удаления коррозионных слоев) и является важным фактором включения в совместную работу нанесенного ремонтного состава и обеспечения долговечности отремонтированной конструкции в целом.
Таким образом, заявляемое техническое решение отвечает критериям изобретения «новизна» и «изобретательский уровень».
Для экспериментального исследования предложено использовать водоструйный способ очистки поверхности бетона и железобетона давлением в интервале 250-900 атм. Глубину очистки до «здорового» бетона предложено определять по наличию малиной окраски, которую он принимает при pH>9 в результате обработки поверхности индикатором (0,1% спиртовым раствором фенолфталеина).
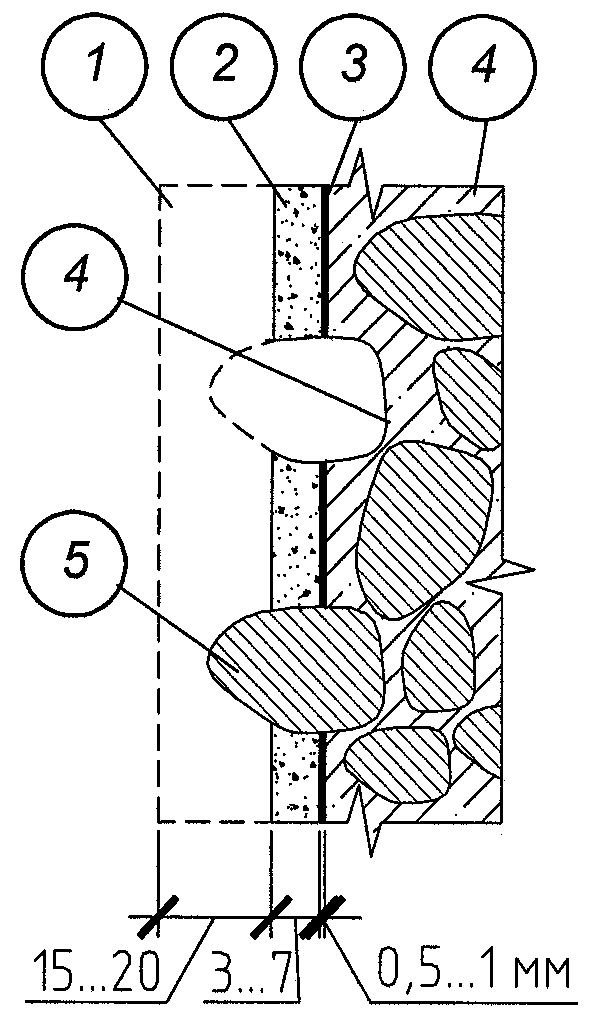
На чертеже представлена поверхность корродированного бетона после деструктивного воздействия серной кислоты, где 1 - несвязный сульфатизированный слой, удаляемый очисткой водоструйным способом под давлением до 250 атм; 2 - твердый сульфатизированный слой, удаляемый очисткой водоструйным способом под давлением 450-500 атм; 3 - карбонизированный слой, не удаляемый полностью очисткой водоструйным способом, что допустимо при ремонте; 4 - «здоровый» бетон основы, который окрашивается в малиновый цвет (pH>9) при обработке индикатором (0,1% спиртовым раствором фенолфталеина); 5 - крупный заполнитель.
При водоструйной очистке бетона и железобетона класса по прочности выше В20 после деструктивного воздействия серной кислоты H2SO4 в интервале 250-900 атм экспериментально установлено (таблица), что:
- при очистке под давлением до 250 атм в различной степени удаляется лишь рыхлый наружный слой продуктов коррозии (поз.1, чертеж), а прочный переходный слой гипса светло-коричневого цвета остается (поз 2, чертеж). При этом очищенная поверхность индикатором не окрашивается. Расход воды составляет 9-12 л/мин, производительность 80-90 м2/час. Продолжительность воздействия около 0,4-0,8 мин/м2. Арматура очищается до степени Sa 1 (по ISO 8504:2000 «Подготовка стальной поверхности перед нанесением красок и относящихся к ним продуктов. Методы подготовки поверхности»), что недостаточно для качественного ремонта.
- при очистке под давлением 450-500 атм сульфатизированный слой удаляется полностью, однако бетон принимает малиновую окраску лишь на 10% площади из-за сохранения внутреннего карбонизированного слоя, что допустимо. Расход воды составляет 20-25 л/мин, производительность 60-80 м2/час. Продолжительность воздействия около 0,5-1,0 мин/м2. Арматура очищается до степени Sa 2½, что достаточно для качественного ремонта. Кроме того, при нанесении ремонтных составов обеспыливание и увлажнение поверхности не требуется.
- при очистке под давлением 600 атм сульфатизированный слой удаляется полностью, поверхность окрашивается индикатором на 20% площади, однако появляются признаки повреждения структуры бетона, что недопустимо. Расход воды составляет 25-30 л/мин, производительность 70-90 м2/ч. Продолжительность воздействия около 0,5-1,0 мин/м2. Арматура очищается до степени Sa 2½.
- при очистке под давлением 900 атм. и выше сульфатизированный слой удаляется полностью, поверхность окрашивается индикатором на 30% площади, однако при этом происходит сильное повреждение структуры бетона в виде трещин глубиной более 5 мм и выкрашивания зерен заполнителя, что недопустимо. Расход воды составляет 35-40 л/мин, производительность 80-100 м2/ч. Продолжительность воздействия около 0,5-1,0 мин/м2. Арматура очищается до степени Sa 2½-3.
Водоструйная очистка под давлением 450-500 атм после деструктивного воздействия серной кислоты для бетона и железобетона класса по прочности ниже В20 использоваться не может по причине сильного повреждения его структуры.
Поскольку в карбонизированном слое (поз.3, чертеж) не содержится веществ, вызывающих протекание реакций с увеличением объема продуктов, он при подготовке поверхности и ремонте может быть сохранен. Кроме того, при ремонте материалами на цементной основе будет иметь место восстановление pH в этом слое за счет миграции щелочей из нового покрытия, что исключит опасность коррозии арматуры. Таким образом, обязательным условием успешного ремонта является полное удаление лишь сульфатизированной части корродированного слоя.
При очистке бетона водоструйным способом давлением 450-500 атм помимо полного удаления сульфатизированного слоя, происходит насыщение поверхности бетона водой, что является основным условием при нанесении ремонтных составов на цементной основе. Этим данный способ очистки также выгодно отличается от других, таких как дробеструйный, пескоструйный, механический и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДРОБЕСТРУЙНОЙ ОЧИСТКИ ПОВЕРХНОСТИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ ПЕРЕД РЕМОНТОМ | 2011 |
|
RU2457049C1 |
| СПОСОБ АБРАЗИВОСТРУЙНОЙ ОЧИСТКИ ПОВЕРХНОСТИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ ПЕРЕД РЕМОНТОМ | 2012 |
|
RU2510786C2 |
| СПОСОБ РЕМОНТА ЖЕЛЕЗОБЕТОННЫХ ФУНДАМЕНТОВ ОПОР ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ | 2006 |
|
RU2305731C1 |
| СПОСОБ УСИЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2451144C1 |
| СПОСОБ РЕМОНТА И/ИЛИ УСИЛЕНИЯ ВЛАЖНЫХ И/ИЛИ ЗАСОЛЕННЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2012 |
|
RU2484218C1 |
| СПОСОБ УСИЛЕНИЯ И ЗАЩИТЫ СТАРЫХ ЖЕЛЕЗОБЕТОННЫХ ФУНДАМЕНТОВ, СВАЙ И СТОЕК ЭЛЕКТРОУСТАНОВОК ОТ ВОЗДЕЙСТВИЯ ОКРУЖАЮЩЕЙ СРЕДЫ | 2006 |
|
RU2331737C2 |
| СПОСОБ УСИЛЕНИЯ ЖЕЛЕЗОБЕТОННОЙ КОЛОННЫ | 2012 |
|
RU2494204C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЛИ НАНЕСЕНИЯ ЗАЩИТНОГО СЛОЯ НА БЕТОННЫЕ И ЖЕЛЕЗОБЕТОННЫЕ ПОВЕРХНОСТИ | 2006 |
|
RU2307815C1 |
| БЫСТРОТВЕРДЕЮЩИЙ СВЯЗАННЫЙ ЦЕМЕНТНЫЙ РАСТВОР, СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ И ЭСКОРТ-МЕТОД РЕМОНТА БЕТОННЫХ, ЖЕЛЕЗОБЕТОННЫХ СООРУЖЕНИЙ ПОД ВОДОЙ | 2003 |
|
RU2248951C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВРЕЖДЕННЫХ ИЗГИБАЕМЫХ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 1994 |
|
RU2087653C1 |
Изобретение относится к технологии выполнения ремонтных работ и может использоваться при очистке водой поверхности бетона и железобетона при ремонте после деструктивного воздействия серной кислоты H2SO4 в процессе коррозии II вида (при воздействии сернистых газов, таких как сернистый ангидрит SO2, серный ангидрит SO3 при различных температурах и сероводород H2S при микробиологической коррозии). Способ обеспечивает повышение качества очистки. В способе поверхность обрабатывают струей воды под давлением, обработку ведут под давлением 450-500 атм, расход воды составляет 20-25 л/мин, производительность 60-80 м2/ч, продолжительность воздействия 0,5-1,0 мин/м2, степень очистки Sa 21/2. 1 ил.
Способ очистки поверхности бетонных и железобетонных конструкций перед ремонтом, включающий обработку поверхности бетона и железобетона струей воды под давлением, отличающийся тем, что обработку водой ведут под давлением 450-500 атм., расход воды составляет 20-25 л/мин, производительность 60-80 м2/ч, продолжительность воздействия около 0,5-1 мин/м2, степень очистки Sa 21/2.
| СПОСОБ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2267474C2 |
| Устройство для охлаждения движущейся металлической ленты, например, при непрерывной отливке металлических слитков или полос | 1941 |
|
SU63263A1 |
| US 6129094 A, 10.10.2000. | |||

