Изобретение относится к технологии получения защитно-декоративного покрытия на ровных гладких поверхностях, в частности на керамической плитке, стекле, металле, пластике, предназначенных для крепления к облицовываемой поверхности, и может быть использовано в строительстве в качестве отделочного материала, а также для создания элементов интерьера и экстерьера зданий, конструкций.
Гладкие плоские поверхности декорируются либо нанесением на них слоя полимера, либо при помощи подглазурной и надглазурной росписи керамическими красками с последующим обжигом. Недостатком таких способов декорирования является сложность технологий, требующих значительных энергетических и временных затрат. Кроме того, при декорировании изображения подобными способами не всегда удается достичь четкого и яркого рисунка с чистыми оттенками цветов. Изображение получается расплывчатым, с нечетким контуром рисунка, тусклым, либо со слишком темным фоном, либо с низкой интенсивностью многоцветного рисунка.
Известен способ декорирования изделий, включающий нанесение на изготовленное в форме плиты, пластины, керамики, стекла покрытия на основе порошкообразного полимера с минеральным компонентом, термообработку покрытия и перенос рисунка с помощью сублимационной термопечати на поверхность изделия (патент RU №2000955, С1, МПК B44C 1/16, 1/165, B44M 5/26, от 30.03.92 г., опубл. 15.10.93 г.).
Недостатком данного способа декорирования поверхностей изделия является сложность нанесения изображения или рисунка, заключающаяся в необходимости выполнения определенных операций, без которых не обеспечивается получение рисунка, а именно термическая обработка изделия в печах, перенос рисунка с термопереводной бумаги и выполнение рисунка специальными полиграфическими красками, содержащими сублимирующие красители, в состав которых должно входить оптимальное количество белого пигмента, что увеличивает длительность изготовления декорированного изделия и стоимость готового изделия, а также приводит к невозможности нанесения произвольного изображения с различной техникой исполнения рисунка. Кроме того, рисунок с термопереводной бумаги переносится на уже изготовленное полимерное покрытие на поверхность изделия снаружи посредством термопресса при высокой температуре, в результате чего при эксплуатации изделия невозможно обеспечить предохранение рисунка от механических повреждений, атмосферных воздействий из-за его незащищенности, что приводит в процессе эксплуатации к ухудшению качества изделия в целом.
Известен способ изготовления облицовочной плитки, включающий нанесение декоративного покрытия в виде печатного изображения или рисунка на листовой материал, нанесение защитного слоя на декоративное покрытие. Декоративное покрытие в виде печатного изображения или рисунка наносится на промежуточный негигроскопичный листовой материал, которое затем лицевой стороной приклеивается к тыльной поверхности стеклянной пластины связующим на полимерной основе. На другую сторону печатного изображения наносится защитный слой. Приклеенное к стеклу печатное изображение вместе с защитным слоем подвергают высушиванию и далее наносят на тыльную сторону плитки, предназначенную для крепления к облицовываемой поверхности (патент RU №74146 U1, МПК E04F 13/00, B44C 5/04, от 23.11.2007, опубл. 20.06.2008 г.).
Недостатками данного способа декорирования поверхностей облицовочной плитки являются сложность и длительность получения декорированной поверхности, состоящие в необходимости наличия дополнительного защитного слоя и пластины из стекла, покрывающей декорированное печатное изображение, а также обязательной термической обработки изделия, что усложняет процесс получения декоративного покрытия, увеличивает длительность декорирования изделия и повышает стоимость готового изделия. Кроме того, стеклянная пластина, покрывающая сверху декоративное изображение и служащая для предохранения от механических повреждений, атмосферных воздействий и перепадов температуры, является непрочным элементом, что может привести при монтаже плитки или ее эксплуатации к повреждению стекла и незащищенности декоративного покрытия. Данным способом невозможно обеспечить нанесение произвольного изображения с различной техникой исполнения рисунка.
Предлагаемым изобретением решается задача упрощения способа получения защитно-декоративного покрытия, устойчивого к истиранию, и снижения стоимости процесса покрытия.
Поставленная задача достигается тем, что в способе получения защитно-декоративного покрытия на ровной гладкой поверхности изделия, включающем нанесение декоративного покрытия, нанесение защитного слоя на декоративное покрытие, согласно изобретению декоративное покрытие наносят на изделие посредством прямой печати изображения или в виде наклеивания пленки с предварительно нанесенным на нее изображением, устанавливают изделие с декоративным покрытием в форму из эластичного материала с натягом, при этом декоративное покрытие изделия должно быть расположено над углом расхождения верхних граней формы, а в качестве защитного слоя используют жидкий полимер с последующей его полимеризацией.
Нанесение декоративного покрытия при помощи прямой печати изображения непосредственно на изделие, предназначенное для крепления к облицовываемой поверхности, или посредством наклеивания прозрачной пленки с предварительно нанесенным на нее изображением с последующим нанесением на декоративное покрытие слоем жидкого прозрачного полимера позволяет значительно упростить способ получения защитно-декоративного покрытия изделия и значительно снизить стоимость процесса покрытия и готового изделия.
Расположение поверхности декоративного покрытия на изделии в форме выше места расхождения ее верхних граней под углом обеспечивает растекание жидкого прозрачного полимера равномерно по всей поверхности изделия, включая и края изделия, с одновременным затеканием полимера в расширенную часть формы и образованием равномерного ровного защитного слоя на поверхности изделия и расширенной части формы. Образование равномерного ровного слоя на поверхности изделия вызвано капиллярным подъемом жидкого полимера по стенкам формы, находящимся под углом или на незначительном расстоянии от краев помещенного в форму изделия. Кроме того, при расположении декоративного покрытия изделия выше места расхождения под углом верхних граней формы обеспечивается возможность сцепления жидкого полимера с торцами изделия при попадании его в расширенную часть формы, что способствует защите декоративного покрытия от повреждения и по торцам изделия, в результате чего поверхность декоративного покрытия защищена со всех сторон и исключается ее повреждение.
При этом выполнение формы из эластичного материала данной конструкции, внутренние размеры которой меньше размеров изделия, обеспечивает плотное облегание формы с изделием в местах их соприкосновения за счет натяга, что предотвращает растекание полимера и его затекание на сторону, противоположную декорированной стороне изделия и предназначенную для крепления к облицовываемой поверхности, в результате чего данная сторона остается чистой, что упрощает способ изготовления изделия и последующее применение изделия.
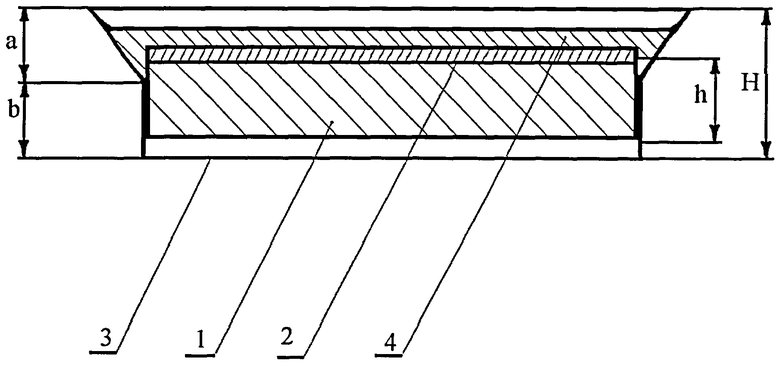
На чертеже показана форма для размещения в ней изделия с предварительно нанесенным на ее поверхности декоративным покрытием.
Способ получения защитно-декоративного покрытия осуществляется следующим образом.
На ровную гладкую поверхность изделия 1 (глазурованную поверхность керамической плитки, стекло, металл, пластик и т.д.) наносят декоративное покрытие 2 в виде печатного изображения. Декоративное покрытие 2 наносят любым известным методом, например методом прямой печати на твердых поверхностях либо наклеиванием самоклеящейся пленки с изображением (например, Oracal, PMF и других производителей). В случае если используется самоклеящаяся пленка, на нее предварительно печатается необходимое изображение. Метод использования самоклеящейся пленки обеспечивает высокие декоративные качества изделия благодаря нанесению на ее поверхность изображения посредством цифровой печати. Изделие 1 с декоративным покрытием 2 помещают в форму 3. Форму 3 изготавливают из эластичного материала, например кремнийорганического компаунда, силикона, полиуретановой смолы и т.д. Внутренние размеры формы 3 должны быть не менее чем на 1 мм меньше размеров размещаемого в ней изделия. Верхние грани «а» формы 3 расположены под острым углом по отношению к нижним граням «b», например под углом 45°, образуя расширенную часть формы 3. Высота нижних граней «b» формы 3 составляет приблизительно 2/3 от всей высоты «h» изделия. Глубина «H» формы 3 больше высоты «h» изделия 1 не менее чем на 3 мм. Для создания формы 3 предварительно изготавливают матрицу формы 3 с зеркальным отображением размеров относительно горизонтальной линии рабочего положения формы 3 и отливают форму. Технология отливки формы 3 стандартная. Затем изделие 1 с предварительно нанесенным на него декоративным покрытием устанавливают в эластичную форму 3 таким образом, чтобы декоративное покрытие 2 было выше нижней грани «b» не менее чем на 1 мм, а форма обхватывала изделие 1. При этом форма 3 плотно облегает изделие 1 за счет своей эластичности. Затем форму 3 с изделием 1 устанавливают на горизонтальную поверхность и выставляют горизонталь поверхности с декоративным покрытием 2 изделия 1. Сверху на поверхность декоративного покрытия 2 наносят равномерный слой жидкого полимера 4 таким образом, чтобы полимер 4 попал и в расширенную часть формы 3, образованную гранями «a». Затем изделие 1 в форме 3 с нанесенным на него полимером 4 оставляют для полимеризации полимера 4. В качестве полимера 4 может быть использована эпоксидная, полиуретановая, полиэфирная или любая другая смола. Возможна заливка также любым другим жидким полимером 4 с дальнейшей полимеризацией. Возможно нанесение полимеров 4 последовательно в несколько слоев для повышения прочности, износо- и химической устойчивости финишного слоя или его декоративных свойств. Во время приготовления полимера 4, нанесения его на декорированную поверхность изделия 1, а также полимеризации должны соблюдаться условия, указанные производителем полимера. При полимеризации обеспечивается образование равномерного ровного слоя по всей поверхности изделия 1, вызванного капиллярным подъемом жидкого полимера по стенкам расширенной части формы 3, находящейся за пределами изделия 1, помещенного в форму 3. Одновременно с этим конструкция формы 3 позволяет проникнуть полимеру 4 на грани формы 3, обеспечивая сцепление полимера 4 непосредственно с изделием 1. После полимеризации изделие 1 извлекают из формы 3. Образовавшиеся неровности и выступы на торцах изделия обрабатывают.
Для практического осуществления изобретения в производственных условиях было произведено нанесение декоративного покрытия на ровную глазурованную поверхность керамической плитки.
К глазурованной поверхности керамической плитки размерами 200×300 мм и толщиной 7 мм приклеили самоклеящуюся пленку, на которой был предварительно напечатан рисунок в виде пейзажа. Затем изготовили матрицу для формы. Внутренние размеры матрицы составляют 199×299 мм. Нижние вертикальные грани матрицы имеют высоту 5 мм, затем грани расходятся в стороны под углом 45°. Размеры расширенной части матрицы составили 305×205 мм. Глубина матрицы равна 10 мм. Поверхность матрицы залили сверху жидким силиконом, слоем толщиной приблизительно 2-3 мм. После застывания силикона форму сняли с матрицы. Затем керамическую плитку с пленкой установили в форму таким образом, чтобы пленка была сверху и находилась выше места расхождения граней формы в стороны на 1-2 мм. Форма плотно обхватывает плитку за счет эластичности силикона. Форму с установленной в ней керамической плиткой установили на горизонтальный стол. Сверху на пленку налили равномерным слоем в 1 мм эпоксидную смолу таким образом, чтобы смола при растекании заполнила и расширенную часть формы, и оставили на для затвердевания смолы. Затвердевание смолы провели в обычных условиях при температуре 18-20°C. После затвердевания смолы извлекли плитку из формы. Обратная сторона плитки чистая, затекания смолы не обнаружено. Неровности и выступы смолы на торцевой поверхности плитки обработали. Рисунок на плитке имеет четкие формы, без разводов. После измерения размеров ширина и длина плитки осталась без изменения.
Таким образом, использование предлагаемого изобретения позволяет получить защитно-декоративное покрытие на ровных гладких поверхностях более простым и дешевым способом и получить при этом высокое качество наружной поверхности. Обеспечивается предохранение рисунка от механических повреждений и атмосферных воздействий, что значительно продлевает срок его эксплуатации.
Изобретение относится к технологии получения защитно-декоративного покрытия на ровных гладких поверхностях, в частности на керамической плитке, стекле, металле, пластике. На поверхность изделия наносят декоративное покрытие. Изделие с декоративным покрытием помещают в форму из эластичного материала таким образом, чтобы декоративное покрытие было выше ее нижней грани, при этом форма плотно облегает изделие за счет своей эластичности. Форму с изделием устанавливают на горизонтальную поверхность. Сверху на поверхность декоративного покрытия наносят равномерный слой жидкого полимера, который, растекаясь, попадает и в расширенную часть формы, и оставляют для полимеризации полимера. После полимеризации изделие извлекают из формы. Образовавшиеся неровности и выступы на изделии обрабатывают. Изобретение обеспечивает упрощение способа получения защитно-декоративного покрытия, устойчивого к истиранию. 1 ил.
Способ получения защитно-декоративного покрытия на ровной гладкой поверхности изделия, включающий нанесение декоративного покрытия, нанесение защитного слоя на декоративное покрытие, отличающийся тем, что декоративное покрытие наносят на изделие посредством прямой печати изображения или в виде наклеивания пленки с предварительно нанесенным на нее изображением, установление изделия с декоративным покрытием в форму из эластичного материала с натягом, при этом декоративное покрытие изделия должно быть расположено над углом расхождения верхних граней формы, а в качестве защитного слоя используют жидкий полимер с последующей его полимеризацией.
| Способ и прибор для определения содержания карбонильных соединений в газах | 1941 |
|
SU74146A1 |
| RU 2003477 C1, 30.11.1993 | |||
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО ИЗОБРАЖЕНИЯ | 2005 |
|
RU2306228C2 |
| СПОСОБ ВЫПОЛНЕНИЯ ПАННО | 2000 |
|
RU2171182C1 |
| US 5916662 A, 29.06.1999 | |||
| US 3065559 A, 27.11.1962. | |||

