ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к области производства декоративных отделочных строительных материалов, таких как покрытие или облицовка, например, для стен и потолков, состоящих из нескольких слоев, например, слоистые панели или листы, в частности, клеящиеся материалы в виде пленки.
УРОВЕНЬ ТЕХНИКИ
Традиционным отделочным материалом домашнего декора уровня техники является плитка или мрамор, которые обычно используются для отделки стен кухни и ванной комнаты. Указанные декоративные отделочные строительные материалы обладают большой массой, а цементный раствор, который используется для их закрепления на стене, дополнительно увеличивает общий вес стены. Кроме того, производство облицовочной плитки является сложным, а процесс ее укладки требует специальных навыков от рабочих, особенно, если стена имеет дополнительные выступы и/или ниши. Резка плитки связана с образованием большого количества пыли и отходных материалов, что приводит к ухудшению окружающей среды на месте строительства.
Для решения обозначенных проблем уровня техники был предложен способ производства легкой самоклеящейся многослойной пластиковой стеновой панели, описанный в патенте CN209099691U (опубл. 12.07.2019, МПК C09J 7/29, E04F13/077), который характеризуется низкой стоимостью, энергосбережением и защитой окружающей среды, а сама панель имеет легкий вес и является удобной для установки.
Известный способ включает в себя этапы, на которых:
- жесткую вспененную подложку из ПВХ материала вместе с цветной пленкой подают в устройство прессования, где подвергают тепловому прессованию для нанесения рисунка на подложку;
- жесткую вспененную подложку вместе с нанесенным рисунком подают в устройство для тиснения;
- жесткую вспененную подложку вместе с нанесенным рисунком после тиснения подают в лакировочную машину для нанесения слоя УФ-краски, после чего подвергают сушке и затем разрезают под заданный размер на режущем станке;
- далее, на задней стороне разрезанной панели в низкотемпературной камере вспенивания формируют слой мягкого вспененного пластика, на который наносят водостойкий прочный адгезивный слой;
- затем на бумагоделательной машине адгезивный слой покрывают съемной (отрывной) бумагой;
- готовую панель отправляют на хранение.
Таким образом, готовая панель, полученная известным способом, содержит жесткий вспененный базовый слой, на который нанесен цветной пленочный рисунок, покрытый слоем УФ-краски, а на обратной стороне базового слоя сформирован слой мягкого вспененного пластика, на который наносят водостойкий прочный адгезивный слой, покрытый слоем отрывной бумаги.
Несмотря на ряд преимуществ описанной выше панели в сравнении с традиционными кафельными или мраморными плитками, способ ее производства является по-прежнему трудоемким и затратным по времени, т.к. требует нанесения адгезивного слоя на каждую отдельную панель. Жесткий базовый слой может быть легко поврежден при транспортировке как в процессе производства, так и в процессе доставки до конечного потребителя, что требует дополнительных расходов на организацию безопасного производства и транспортировки. Рисунок, наносимый тепловым прессованием цветной пленки, может отслаиваться и подвергаться деформации в ходе эксплуатации изделия. Более того, он является по существу плоским и не в достаточной степени удовлетворяет эстетические запросы потребителя, отсутствует отражающая тепло поверхность, а стоимость готовой ПВХ панели по-прежнему достаточно высока.
Более того, не смотря на снижение веса готовой ПВХ панели, по-прежнему необходимо добиваться снижения веса подобных изделий для оптимизации и сокращения транспортировочных расходов. В виду отсутствия гибкости готовой ПВХ панели затруднен или полностью не возможен ее монтаж на закругленные поверхности, такие как цилиндрические колонны или выступы, арочные своды и т.п. Кроме того, выполнение технологических отверстий, например, под выступы, трубы газо- и водоснабжения, электрические розетки, выключатели и т.п., по-прежнему требует применения специального инструмента.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Таким образом, несмотря на достижения уровня техники по-прежнему стоит задача разработки изделия декоративного назначения, которое было бы легким по весу, простым в монтаже и удовлетворяло эстетические запросы потребителя. Настоящее изобретение направлено на решение обозначенной задачи для преодоления по меньшей мере некоторых из обозначенных выше проблем уровня техники.
В одном из аспектов изобретения предложен способ изготовления самоклеящегося декоративного листа, включающий в себя этапы, на которых:
используют в качестве заготовки базовый слой с адгезивным слоем, нанесенным на одной его стороне и покрытым отрывным слоем,
наносят базовый рисунок на другую сторону базового слоя,
формируют барьерный рисунок по границам базового рисунка посредством трафаретной печати,
осуществляют предварительную сушку базового слоя с нанесенным базовым рисунком и сформированным барьерным рисунком,
формируют множество объемных элементов внутри границ базового рисунка,
осуществляют окончательную сушку заготовки с множеством объемных элементов,
нарезают заготовку на листы, которые пропускают через машину для высечки.
Реализация предложенного способа обеспечивает технический результат, состоящий в создании посредством быстрого, экологичного и технологичного способа самоклеящегося декоративного листа, который является легким по весу и гибким по конструкции, простым в монтаже, что позволяет его устанавливать не только на ровные и гладкие поверхности, но также и на закругленные и угловые поверхности, который может быть легко обработан перед установкой обычными канцелярскими ножницами или канцелярским ножом, наконец, благодаря наличию множества объемных элементов внутри границ базового рисунка формируется объемная рельефная поверхность, которая удовлетворяет эстетические запросы потребителя.
В одном из вариантов предложен способ, в котором в качестве базового слоя используют ПВХ-пленку или ПЭТ-бумагу.
В одном из вариантов предложен способ, в котором отрывной слой представляет собой бумагу, покрытую силиконом.
В одном из вариантов предложен способ, в котором базовый рисунок на базовом слое наносят посредством сольвентной печати или УФ-печати, офсетной печати или флексографской печати УФ-отверждаемыми красками.
В одном из вариантов предложен способ, в котором барьерный рисунок формируют из масляной краски.
В одном из вариантов предложен способ, в котором объемные элементы из множества объемных элементов выполнены из двухкомпонентного полиуретанового геля или из двухкомпонентной эпоксидной смолы, наносимых посредством дозатора с числовым программным управлением.
В одном из вариантов предложен способ, в котором объемные элементы из множества объемных элементов выполнены прозрачными.
В одном из вариантов предложен способ, в котором готовый самоклеящийся декоративный лист покрывают защитной пленкой поверх множества объемных элементов.
В дополнительном аспекте изобретения предложен самоклеящийся декоративный лист, изготовленный предложенным способом, содержащий:
базовый слой с адгезивным слоем, нанесенным на одной его стороне и покрытым отрывным слоем,
базовый рисунок, нанесенный на другую сторону базового слоя,
барьерный рисунок, сформированный по границам базового рисунка,
множество объемных элементов, сформированных внутри границ базового рисунка.
В дополнительном варианте предложен лист, дополнительно покрытый защитной пленкой поверх множества объемных элементов.
Следует понимать, что в каждом из аспектов и вариантов предложенного изобретения обеспечивается достижение заявленного выше технического результата, состоящего в создании самоклеящегося декоративного листа, который преодолевает проблемы уровня техники.
В последующем описании показаны и более подробно описаны варианты осуществления предложенного изобретения. Следует понимать, что изобретение допускает другие варианты осуществления, и некоторые их детали допускают модификацию в различных очевидных аспектах без отступления от объема изобретения, как изложено и описано в последующей формуле изобретения. Соответственно, чертежи и описание, по характеру, должны рассматриваться в качестве иллюстративных, а не в качестве ограничительных.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
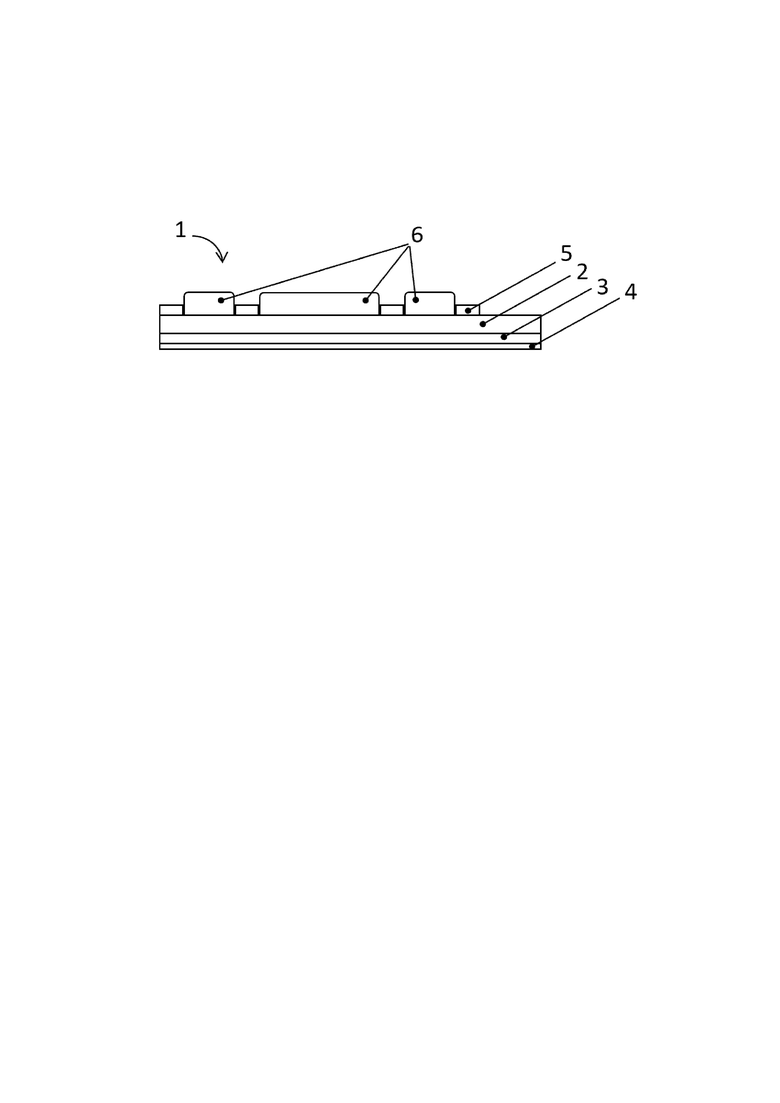
На фигуре показан вид сбоку предложенного самоклеящегося декоративного листа, который изготовлен способом по предложенному изобретению.
Фигура выполнена в приблизительном масштабе, некоторые элементы могут быть показаны более крупно для ясности, некоторые элементы могут быть показаны более мелко для упрощения. Следует понимать, что вариант осуществления, проиллюстрированный на фигуре, не является ограничивающим объем прилагаемой формулы изобретения.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Варианты осуществления не ограничиваются описанными здесь вариантами осуществления. Элементы, упомянутые в единственном числе, не исключают множественности элементов, если отдельно не указано иное.
Способы, раскрытые в настоящем описании, содержат один или несколько этапов или действий для реализации описанного способа. Этапы и/или действия способа могут заменять друг друга, не выходя за пределы объема формулы изобретения. Другими словами, если не определен конкретный порядок этапов или действий, порядок и/или использование конкретных этапов и/или действий может изменяться, не выходя за пределы объема формулы изобретения.
На фигуре показан самоклеящийся декоративный лист 1, содержащий: базовый слой 2 с адгезивным слоем 3, нанесенным на одной его стороне и покрытым отрывным слоем 4, базовый рисунок, нанесенный на другую сторону базового слоя 2, барьерный рисунок 5, сформированный по границам базового рисунка, и множество объемных элементов 6, сформированных внутри границ базового рисунка.
В предпочтительном варианте осуществления показанный на фигуре самоклеящийся декоративный лист 1 изготовлен посредством способа, включающего в себя этапы, на которых:
используют в качестве заготовки базовый слой 2 с адгезивным слоем 3, нанесенным на одной его стороне и покрытым отрывным слоем 4,
наносят базовый рисунок на другую сторону базового слоя 2,
формируют барьерный рисунок 5 по границам базового рисунка посредством трафаретной печати,
осуществляют предварительную сушку базового слоя 2 с нанесенным базовым рисунком и сформированным барьерным рисунком 5,
формируют множество объемных элементов 6 внутри границ базового рисунка,
заготовку с множеством объемных элементов 6 подвергают окончательной сушке,
заготовку нарезают на листы, которые пропускают через машину для высечки.
Благодаря реализации предложенного способа обеспечивается технический результат, состоящий в создании посредством быстрого, экологичного и технологичного способа самоклеящегося декоративного листа, который является легким по весу и гибким по конструкции, простым в монтаже, что позволяет его устанавливать не только на ровные и гладкие поверхности, но также и на закругленные и угловые поверхности, который может быть легко обработан перед установкой обычными канцелярскими ножницами или канцелярским ножом, наконец, благодаря наличию множества объемных элементов внутри границ базового рисунка формируется объемная рельефная поверхность, которая удовлетворяет эстетические запросы потребителя.
В одном из вариантов предложен способ, в котором в качестве базового слоя используют ПВХ-пленку или ПЭТ-бумагу, предпочтительно материал подают на печать в виде рулона. В этом случае возможно применение высокоскоростной печати по схеме «с рулона на рулон». В качестве исходного материала может быть использована по существу любая ПВХ-пленка или ПЭТ-бумага.
Однако, предпочтительно, чтобы ПВХ-пленка характеризовалась следующими параметрами: толщина (без отрывного слоя и адгезивного слоя) составляет 0,025 – 0,050 мм, устойчивость к деформации (по испытательному методу FINAT TM 14) - при наклеивании на сталь, измеряемое сжатие в поперечном направлении отсутствует, в длину максимально 0,1 мм, термоустойчивость: никаких изменений при наклеивании на алюминий от - 40°C до 120°C, прочность на разрыв в длину: > 200 МПа, в ширину: > 260 МПа, удлинение при разрыве в длину: > 120%, в ширину: > 80%.
Кроме того, предпочтительно, чтобы ПЭТ-бумага характеризовалась следующими параметрами: толщина (без отрывного слоя и адгезивного слоя) составляет 0,025 – 0,050 мм, плотность: 1,35 – 1,43 г/см3, термоустойчивость: никаких изменений при наклеивании на алюминий от -40°С до 120°С, прочность при разрыве в обоих направлениях: >170 МПа, относительное удлинение при разрыве в обоих направлениях: >120 %.
В одном из вариантов предложен способ, в котором отрывной слой представляет собой бумагу, покрытую силиконом, что обеспечивает низкое сопротивление при снятии отрывного слоя и позволяет быстро и удобно снять отрывной слой.
Таким образом, предложенный самоклеящийся декоративный лист, характеризующийся базовым слоем из ПВХ-пленки или из ПЭТ-бумаги с нанесенным адгезивным слоем толщиной от 0,05 до 0,38 мм обеспечивает возможность легкой обработки листа обычными канцелярскими ножницами или канцелярским ножом, если, например, требуется обрезать лист под заданный размер или вырезать технологическое отверстие под электрическую розетку и т.п. Более того, обеспечивается возможность применения офсетной печати или флексографской печати для нанесения базового рисунка. При превышении суммарной толщины заготовки 0,5 мм указанные виды печати не применимы, т.к. оборудование не позволяет использовать материал для печати большей толщины, а при уменьшении суммарной толщины заготовки менее 0,08 мм не обеспечивается необходимое качество печати. Также указанный диапазон толщины является предпочтительным для обеспечения необходимой гибкости для закрепления готовых листов на закругленных поверхностях и необходимой прочности при изгибании листа, например, при транспортировке, подготовке к закреплению или закреплении на угловых поверхностях.
В одном из вариантов предложен способ, в котором базовый рисунок на базовом слое наносят посредством сольвентной печати или УФ печати, офсетной печати или флексографской печати УФ-отверждаемыми красками. Благодаря использованию офсетной печати и флексографской печати обеспечивается высокая скорость печати рисунка до 1800 отпечатков за час и наилучшее качество печати, гарантируется равномерный слой наносимой краски, высокая тиражестойкость. При использовании флексографской печати также обеспечивается возможность объединения печати с вырезкой заготовки листа под заданные размер и форму. Использование сольвентной печати позволяет создать изображения, которые являются более стойкими к воздействию влаги, света, спирта, абразивных средств. При этом возможна печать экосольветными или УФ чернилами, что позволяет осуществлять быструю смену дизайнов, что является дополнительным преимуществом, особенно, в мелкотиражном производстве.
Базовый рисунок может представлять собой любое цветное или нецветное графическое изображение, предпочтительно, полигональное. В частности, рисунок может представлять собой набор повторяющихся многоугольников, например, четырехугольников, напоминающих мозаику или плитку, обычно выкладываемую в помещениях, например, на кухне и в ванных комнатах. Базовый рисунок определяет общее визуальное впечатление после закрепления готового листа на стене или другой поверхности.
Краска для базового рисунка может быть любой краской, которая имеет высокую интенсивность, позволяющую печатать тонким слоем толщиной 1-2 мкм; а также имеет цветовые характеристики, позволяющие получить многоцветную репродукцию в заданном цветовом охвате, характеризуется постоянной вязкостью, что обеспечивает неизменность цветовых параметров. Применение УФ-отверждаемых красок для нанесения базового рисунка предпочтительно для быстрого засыхания краски после нанесения и сокращения времени производства в сравнении с известным способом, в котором используют тепловое прессование для нанесения рисунка на подложку.
В одном из вариантов предложен способ, в котором барьерный рисунок формируют из масляной краски, предпочтительно, толщиной 0,02 мм. Барьерный рисунок позволяет дополнительно выделить границы базового рисунка, а кроме того, позволяет создать барьер, препятствующий растеканию множества объемных элементов при их формировании, как будет пояснено ниже. Соответственно, наличие барьерного рисунка является одной из ключевых особенностей для формируемой объемной рельефной поверхности предложенного самоклеящегося декоративного листа. Благодаря использованию масляной краски, наносимой с помощью трафарета, на границах базового рисунка формируется барьерный рисунок в виде высокопрочной и эластичной плёнки, которая затем отверждается на воздухе или посредством тепловой сушки при температуре до 120°С.
Предпочтительно, предварительную сушку базового слоя с нанесенным базовым рисунком и сформированным барьерным рисунком осуществляют в сушильной камере, в которой при температуре 100°С-110°С и давлении 0,4-0,6 МПа заготовка проходит путь 48м со скоростью, обеспечивающей непрерывную печать и сушку не менее 1000 отпечатков за час.
В одном из вариантов предложен способ, в котором объемные элементы из множества объемных элементов выполнены из двухкомпонентного полиуретанового геля или из двухкомпонентной эпоксидной смолы, наносимых посредством дозатора с числовым программным управлением (ЧПУ). Компоненты из емкостей для хранения подают посредством вакуумных насосов в узел смешения, где они смешиваются в равных пропорциях. Затем готовую смесь подают в дозатор. Дозатор может содержать одну или более выдачных насадок, каждая из которых выполнена с возможностью выдачи в заданной точке рисунка заданного количества вещества в объеме, необходимом для покрытия площади внутри барьерного рисунка, предпочтительно толщиной 0,05-0,1 мм. Количество и точка выдачи задаются и контролируются программным образом посредством станка с ЧПУ.
В случае если рисунок является повторяющимся, то выдачные насадки дозатора могут выдавать одновременно равное количество геля или смолы в заданных точках рисунка. Кроме того, следует понимать, что если объемный элемент формируют в границах симметричного рисунка с равноудаленными границами, такого, например, как квадрат и/или круг, то выдачу осуществляют в центре такого рисунка. Если же объемный элемент формируют в границах симметричного рисунка продолговатой формы, такого, например, как прямоугольник и/или овал, или какой-то более сложной, возможно, не симметричной формы, например, в виде зигзага, то выдачу осуществляют вдоль центральной или основной линии рисунка для равномерного распределения геля или смолы в границах такого рисунка.
Благодаря наличию барьерного рисунка предотвращается растекание наносимого из дозатора вещества за пределы границ базового рисунка для формирования объемного элемента. Неожиданно, было обнаружено, что благодаря наличию этапа предварительной сушки, барьерный рисунок начинает подсыхать, но не застывает полностью (динамическая вязкость увеличивается по меньшей мере в 2,5-3 раза от первоначальной после нанесения), и на поверхности раздела (не обозначено ссылочной позицией на фигуре, но показано в виде утолщения между элементами 5 и 6) барьерного рисунка и объемных элементов происходит молекулярное взаимодействие краски и выдавливаемого из дозатора полиуретанового геля или эпоксидной смолы, что, с одной стороны, способствует более надежному удержанию формируемого объемного элемента в пределах барьерного рисунка, а с другой стороны, формированию упрочняющего поверхностного натяжения выдавливаемого из дозатора полиуретанового геля или эпоксидной смолы и созданию объемных элементов большей высоты, что обеспечивает формирование более выраженной объемной рельефной поверхности изготавливаемого декоративного листа. Более того, в этом случае на поверхности базового рисунка базового слоя формируется непрерывное покрытие, состоящее из барьерного рисунка и множества объемных элементов, что защищает сам базовый рисунок от проникновения тепла и влаги, которые могут его повредить при эксплуатации. Таким образом, повышается стойкость и долговечность базового рисунка, увеличивается прочность всей многослойной конструкции готового самоклеящегося декоративного листа. Кроме того, сокращается общее время производства за счет уменьшения времени предварительной сушки, т.к. не требуется полное высыхание барьерного рисунка на этом этапе способа.
В одном из вариантов предложен способ, в котором объемные элементы из множества объемных элементов выполнены прозрачными. Следует понимать, что объемные элементы могут не быть прозрачными, а могут быть выполнены с добавлением красителя или иных добавок, позволяющими усилить эффект, производимый на потребителя, т.е. визуально увеличить высоту объемных элементов и визуально сформировать более выраженную объемную рельефную поверхность.
В предпочтительных вариантах осуществления используют полиуретановый гель с высокой ударопрочностью после затвердевания, который характеризуется твердостью по Шору D 75-80, временем жизни 2-4 мин, временем расформовки 45-120 мин, пределом прочности при растяжении 35 МПа, удлинением при растяжении 5%, пределом прочности при изгибе 50 МПа, относительным удлинением при изгибе 1,5%. В альтернативных вариантах используют эпоксидную смолу с высокой ударопрочностью после затвердевания, которая характеризуется пределом прочности при растяжении 70 МПа, пределом прочности при изгибе 110 МПа, относительным удлинением при разрыве 10%. И для любого материала должно обеспечиваться влагопоглощение не более 0,17% и термостойкость до 100°С. Указанные параметры позволяют использовать изготавливаемый декоративный лист вблизи источников тепла, например, вблизи плиты на кухне, водяного бойлера в ванной комнате или камина в жилом помещении, а также в условиях высокой влажности, характерной для некоторых обозначенных выше помещений.
Окончательную сушку заготовки с множеством сформированных объемных элементов осуществляют при температуре 150°С в сушильной печи, длина которой может составлять до 20 м. Скорость движения определяют в зависимости от сложности рисунка. На выходе из печи может быть установлен автоматический отрезной нож, посредством которого заготовку нарезают на листы заданного размера, предпочтительно 235мм*280мм, 250мм*250мм и др. Затем листы пропускают через машину для высечки для придания листу заданной формы.
В одном из вариантов предложен способ, в котором готовый самоклеящийся декоративный лист покрывают защитной пленкой поверх множества объемных элементов. В качестве защитной пленки, предпочтительно используют самоклеящуюся ПЭТ-пленку, которую наносят для защиты поверхности с множеством объемных элементов посредством прижимных валов на традиционной ламинирующей машине.
Таким образом, благодаря предложенному способу может быть изготовлен самоклеящийся декоративный лист 1, содержащий: базовый слой 2 с адгезивным слоем 3, нанесенным на одной его стороне и покрытым отрывным слоем 4, базовый рисунок, нанесенный на другую сторону базового слоя 2, барьерный рисунок 5, сформированный по границам базового рисунка, и множество объемных элементов 6, сформированных внутри границ базового рисунка. В дополнительном варианте осуществления предложен лист, дополнительно покрытый защитной пленкой поверх множества объемных элементов, который защищает его при последующих транспортировке и хранении, а также при проведении монтажных работ.
Монтаж самоклеящегося декоративного листа 1 осуществляют следующим образом. С готового листа снимают отрывной слой 4 и адгезивным слоем 3 прижимают к чистой, сухой и гладкой поверхности, на которой он должен быть закреплен. После установки листа 1 снимают защитную пленку, таким образом открывая для обзора объемную рельефную поверхность, образованную множеством объемных элементов 6, сформированных внутри границ барьерного рисунка 5, нанесенного на базовом рисунке базового слоя 2, что позволяет удовлетворить эстетические запросы потребителя. Таким образом, возможен быстрый монтаж без привлечения специалистов и без использования затирки, клея, специального инструмента и возникающих грязи, мусора и беспорядка, сопутствующих установке традиционных кафельных и мраморных плиток. Предложенный декоративный лист можно установить за считанные минуты, а держится он надежно и прочно в течение длительного срока эксплуатации.
Изготовленный лист 1 является легким по весу и гибким по конструкции, что позволяет его устанавливать не только на ровные и гладкие поверхности, но также и на закругленные и угловые поверхности, например, на поверхности арочных сводов или цилиндрических и угловых колонн. При необходимости самоклеящийся декоративный лист 1 может быть легко обработан перед установкой обычными канцелярскими ножницами или канцелярским ножом, например, обрезан до нужного размера, или например, в листе может быть выполнено технологическое отверстие для электрической розетки. Готовое покрытие из множества декоративных листов является простым в обслуживании и очистке, устойчиво к пятнам, выцветанию и плесени.
Рядовому специалисту в данной области будет понятно, что варианты осуществления, охваченные настоящим описанием, не ограничены конкретными иллюстративными вариантами осуществления, описанными выше. В связи с этим, хотя были показаны и описаны иллюстративные варианты осуществления, в вышеизложенном описании предполагается большой диапазон модификаций, изменений, комбинаций и замен. Должно быть понятно, что в изложенном выше такие варианты можно сделать без выхода из объема настоящего изобретения. Соответственно, целесообразно широкое толкование приложенной формулы изобретения и способом, согласующимся c настоящим описанием.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 - Самоклеящийся декоративный лист
2- Базовый слой
3 - Адгезивный слой
4 - Отрывной слой
5 - Барьерный рисунок
6 - Объемные элементы.
Изобретение относится к области производства декоративных отделочных строительных материалов. В одном из аспектов изобретения предложен способ изготовления самоклеящегося декоративного листа (1), включающий в себя этапы, на которых: используют в качестве заготовки базовый слой (2) с адгезивным слоем (3), нанесенным на одной его стороне и покрытым отрывным слоем (4), наносят базовый рисунок на другую сторону базового слоя, формируют барьерный рисунок (5) по границам базового рисунка посредством трафаретной печати, осуществляют предварительную сушку базового слоя с нанесенным базовым рисунком и сформированным барьерным рисунком, формируют множество объемных элементов (6) внутри границ базового рисунка, осуществляют окончательную сушку заготовки с множеством объемных элементов, нарезают заготовку на листы, которые пропускают через машину для высечки. Также предложен изготовленный таким способом самоклеящийся декоративный лист. Изобретение позволяет получить декоративный лист, который является легким по весу и гибким по конструкции. 2 н. и 8 з.п. ф-лы, 1 ил.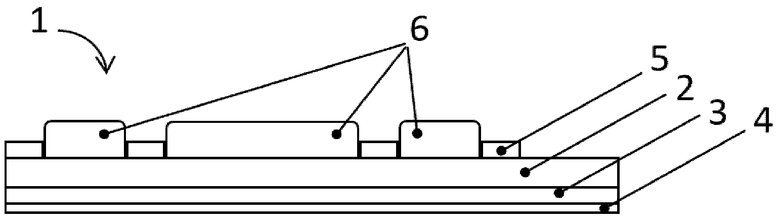
1. Способ изготовления самоклеящегося декоративного листа, включающий в себя этапы, на которых:
используют в качестве заготовки базовый слой с адгезивным слоем, нанесенным на одной его стороне и покрытым отрывным слоем,
наносят базовый рисунок на другую сторону базового слоя,
формируют барьерный рисунок по границам базового рисунка посредством трафаретной печати,
осуществляют предварительную сушку базового слоя с нанесенным базовым рисунком и сформированным барьерным рисунком,
формируют множество объемных элементов внутри границ базового рисунка,
осуществляют окончательную сушку заготовки с множеством объемных элементов,
нарезают заготовку на листы, которые пропускают через машину для высечки.
2. Способ по п. 1, в котором в качестве базового слоя используют ПВХ-пленку или ПЭТ-бумагу.
3. Способ по п. 1, в котором отрывной слой представляет собой бумагу, покрытую силиконом.
4. Способ по п. 1, в котором базовый рисунок на базовом слое наносят посредством сольвентной печати или УФ-печати, офсетной печати или флексографской печати УФ-отверждаемыми красками.
5. Способ по п. 1, в котором барьерный рисунок формируют из масляной краски.
6. Способ по п. 1, в котором объемные элементы из множества объемных элементов выполнены из двухкомпонентного полиуретанового геля или из двухкомпонентной эпоксидной смолы, наносимых посредством дозатора с числовым программным управлением.
7. Способ по п. 1, в котором объемные элементы из множества объемных элементов выполнены прозрачными.
8. Способ по любому одному из пп. 1-7, в котором готовый самоклеящийся декоративный лист покрывают защитной пленкой поверх множества объемных элементов.
9. Самоклеящийся декоративный лист, изготовленный способом по любому одному из пп. 1-8, содержащий:
базовый слой с адгезивным слоем, нанесенным на одной его стороне и покрытым отрывным слоем,
базовый рисунок, нанесенный на другую сторону базового слоя,
барьерный рисунок, сформированный по границам базового рисунка,
множество объемных элементов, сформированных внутри границ базового рисунка.
10. Лист по п. 9, дополнительно покрытый защитной пленкой поверх множества объемных элементов.
| ЧАСЫ | 1930 |
|
SU19538A1 |
| Станок для разгрузки пластинчатых форм от сахара | 1929 |
|
SU21058A1 |
| CN 209099691 U, 12.07.2019 | |||
| Ходовая часть мостового крана | 1973 |
|
SU559877A1 |
| KR 100948628 B1, 24.03.2010 | |||
| WO 2019149519 A1, 08.08.2019. | |||

