Изобретение относится к текстильной промышленности и касается термостойких швейных ниток, которые могут быть использованы для шитья костюмов работников пожарной службы, рабочих металлургических цехов, сварщиков, что позволит значительно расширить ассортиментную группу термостойких ниток, обеспечивающих потребительские свойства одежды.
Известны термостойкие швейные нитки, на 100% состоящие из комплексных полиарамидных нитей (СВМ, русар), по ТУ 8147-042-31094986-2004 «Нитки швейные термостойкие», обладающие высокой прочностью на разрыв, высокой термо-, тепло-, и огнестойкостью (КИ-35-38). Но вследствие высокой модульности эти нитки жесткие, малорастяжимые, обладают большой потерей прочности при изгибе (в частности, в петле), имеют недостаточную стойкость к действию УФ-лучей и светопогоды, обладают недостаточно хорошими пошивными свойствами.
Для устранения вышеуказанных недостатков известно использование двухкомпонентных армированных ниток.
Известна «Крученая швейная нитка» по патенту RU 2066355 С1, кл.6. D02G 3/46 от 1993.04.12, опубл. 1996.09.10. Изобретатели: Титовец В.А., Щитникова Е.М., Бодунов В.Л., Шалина М.Н., Григорьева М.П., Зайцева Г.Э. (ПНК им. С.М.Кирова), содержащая две или более скрученные вместе одиночные армированные пряжи, сформированные на кольцевой прядильной машине из ПЭ сердечника и оплетки из высокомодульных вискозных сиблоновых волокон.
Известен «Способ получения крученой армированной нити» по патенту RU 2073754 С1, кл.6. D02G 3/36 от 1993.11.18, опубл. 1997.02.20. Изобретатели: Иванова М.И, Иванов Г.Н., Каплун Ю.П., Рассказова Н.А., Григорьев В.Н., Нессирио Т.Б. (АООТ «Советская Звезда, СПбГУ), согласно которому на прядильной машине формируют одиночные армированные нити путем обкручивания полиэфирной стержневой нити оплеткой из волокон конечной длины, перематывают одиночные армированные нити, тростят и скручивают, отличающийся тем, что перед формированием одиночных армированных нитей хлопчатобумажные волокна их оплетки обрабатывают неэлектропроводным, повышающим сцепляемость волокон оплетки стержневой нитью составом и производят окончательное кручение.
Недостатком ниток по патентам RU 2066355 С1 и RU 2073754 С1 является малая термостойкость, недостаточная прочность при повышенных температурах, низкий кислородный индекс (КИ=23), они не пригодны для шитья одежды и других изделий, защищающих от высоких температур, тепла, огня, так как сердечник и оплетка состоят из ограниченной по термостойкости ПЭ или вискозного штапеля и ПЭ комплексных нитей.
Наиболее близким по решению поставленной задачи является «Швейная нитка и способ ее получения»,по патенту RU 2004643 С1, кл.5 D02G 3/46 от 31.01.1991 г., опубл. 15.12.1993 г., Бюл. № 45-46. Изобретатели: Беденко В.Е., Григорьева С.Н., Белякова Т.Б., Алексеенко И.Е., Федотова Т.Ф. (НИИ текстильной промышленности, г.Санкт-Петербург).
Тепло- и светостойкая швейная нить по патенту 2004643, выполненная с препарирующим составом и содержащая не менее двух скрученных одна с другой армированных нитей, имеющих сердечник в виде комплексной полиэфирной (ПЭ), полиакрилонитрильной (ПАН) или фенилоновой (ФН) нити с разрывным удлинением не менее 8% и с прочностью 35-75 гс/текс и с покрытием из штапельных синтетических волокон, представляющих собой мычку из тепло- и светостойких фенилоновых волокон длиной 55-120 мм, линейной плотности 0,22-0,45 текс и с разрывным удлинением, равным 8-35%, при этом доля сердечника в каждой армированной нити составляет 33-61 мас.%.
Механическая и термомеханическая прочность этих нитей не обеспечивает хорошего качества при шитье и эксплуатации изделий, защищающих от действия тепла, огня.
Сердечник из полиэфира (ПЭ), полиакрилнитрила (ПАН) и фенилона (ФН) обеспечивает прочность готовой нити не более 25-40 гс/текс. Из-за термопластичности сердечника полиэфирфенилоновых (ФЛ), полиакрилнитрилфенилоновых (ФН) и малой прочности фенилонофенилоновых нитей (ФФ) готовые нитки не противостоят действию тепла при эксплуатации термозащитных изделий (КИ не более 25). Фенилоновая оплетка с прочностью волокон около 50 гс/текс в количестве 39-67 мас.% существенного увеличения прочности и термостойкости не производит, а достигается увеличение стойкости к УФ лучам и светопогоде. Прочность стежков, рассчитанных на один текс нити, составляет не более 0,027-0,048 кгс/1зв./1 текс.
Техническим результатом заявляемого изобретения является устранение вышеуказанных недостатков, а именно повышение прочности и термостойкости швейных ниток, в том числе при воздействии тепла и огня при сохранении растяжимости, стойкости к изгибам и пошивных свойств.
Поставленная задача достигается тем, что в термостойкой швейной нитке, выполненной с препарирующим составом и содержащей не менее двух скрученных армированных нитей, имеющих сердечник в виде комплексной нити и покрытие из штапельных синтетических волокон, комплексная нить сердечника выполнена из термостойких нетермопластичных с температурой разложения свыше 500°С параарамидных нитей с разрывным удлинением 2,5-5,0% и прочностью от 150 до 245 гс/текс, а оплетка выполнена из термоплавких и термоусадочных полиэфирных волокон с температурой плавления 240-260°С, с температурой нулевой прочности 260-280°С и термоусадочностью перед расплавлением волокон 38-44%, с линейной плотностью волокон 0,12-0,17 текс, при этом доля покрытия из штапельных волокон равна 33,7-51,6 мас.% от готовой нити.
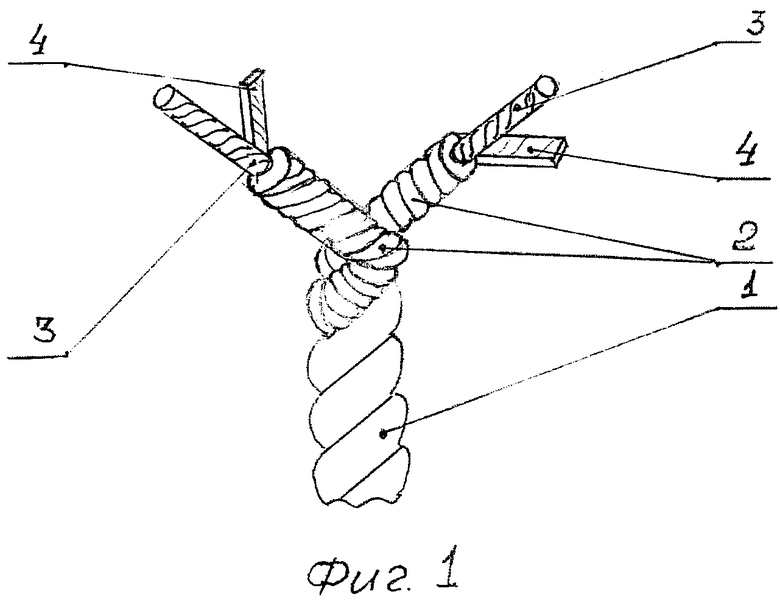
Структура заявляемой нити представлена на фиг.1, где
1 - внешний вид армированной швейной нитки;
2 - армированные нити (армированная пряжа);
3 - сердечник из комплексной нити;
4 - мычка оплетки (покрытие сердечника).
Поставленная задача достигается с улучшением технических результатов в следующем варианте.
Термостойкая швейная нитка, отличающаяся тем, что с целью повышения прочности, термостойкости, стойкости к изгибу и пошивных свойств за счет равномерного прочного покрытия сердечник содержит две комплексные термостойкие нетермопластичные параарамидные нити СВМ, а покрытие сердечника состоит из двух мычек от двух ровниц из термоплаетичных и термоусадочных полиэфирных волокон.
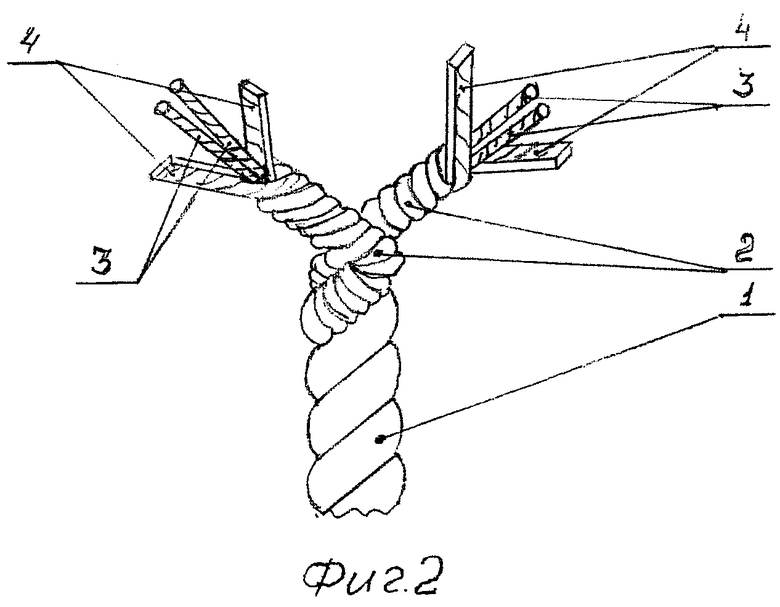
Структура нити приведена на фиг.2, где
1 - внешний вид армированной швейной нити;
2 - армированные нити (армированная пряжа);
3 - сердечник, состоящий из двух комплексных нитей;
4 - оплетка, состоящая из двух мычек от двух ровниц.
Новизной заявляемых термостойких ниток, представленных на фиг.1 и 2, является сочетание термостойкого нетермопластичного параарамидного сердечника из одной или двух комплексных нитей с термоплавким термоусадочным полиэфирным штапелем, состоящим из одной или двух мычек от двух ровниц, покрывающим сердечник и защищающим сердечник от действия тепла, огня и др. воздействий при эксплуатации изделий.
Выполняя защитные функции заявляемое сочетание волокон придает ниткам повышенную растяжимость (эластичность), повышенную прочность при изгибе, улучшение пошивочных свойств.
Для лучшего понимания сущности заявляемого решения приводим таблицы 1-5 и фиг.1-4, подтверждающие результаты примеров фактического осуществления изобретения.
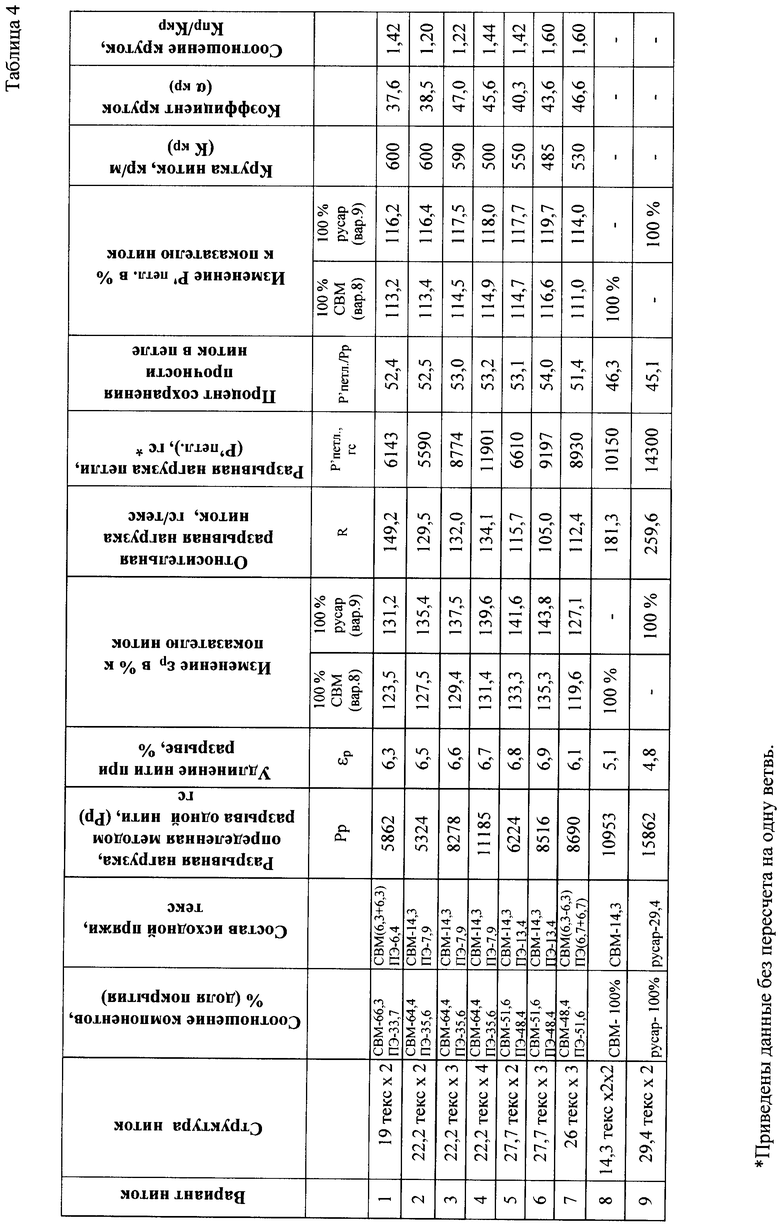
Заявляемые термостойкие швейные нитки (табл.4, вар.1-7) были выработаны с использованием заявляемого способа их получения на стандартном оборудовании хлопчатобумажного производства в условиях ОАО «НИИ ниток «Петронить» (г.Санкт-Петербург).
В вариантах 1-7 заявляемых ниток (табл.4), состоящих из 2, 3 и 4 сложений с линейной плотностью от 39,3 до 83,4 текс, с содержанием полиэфирной оплетки от 33,7 до 51,6 мас.% от готовой нити, получены показатели относительной разрывной нагрузки ниток 105-149,2 гс/текс, разрывное удлинение составило 6,3-6,9%.
В табл.4 показано, что введение оплетки в виде мычки из ПЭ волокон увеличило разрывное удлинение (ниток вар.1-7) до 6,3-6,9%, т.е. на 19,6-35,3% или на 27,1- 43,8% против показателя разрывного удлинения ниток, на 100% состоящих из нитей СВМ или русар соответственно (вар.8, 9). Стойкость ниток (вар.1-7) к изгибам (процент сохранения прочности ниток в петле) при введении оплетки из полиэфирных волокон увеличилась на 13,2-16,6% и на 16,2-19,7% к ниткам, на 100% состоящих из нитей СВМ и русар, соответственно (вар.8, 9). Это увеличивает прочность ниток в швах (табл.5).
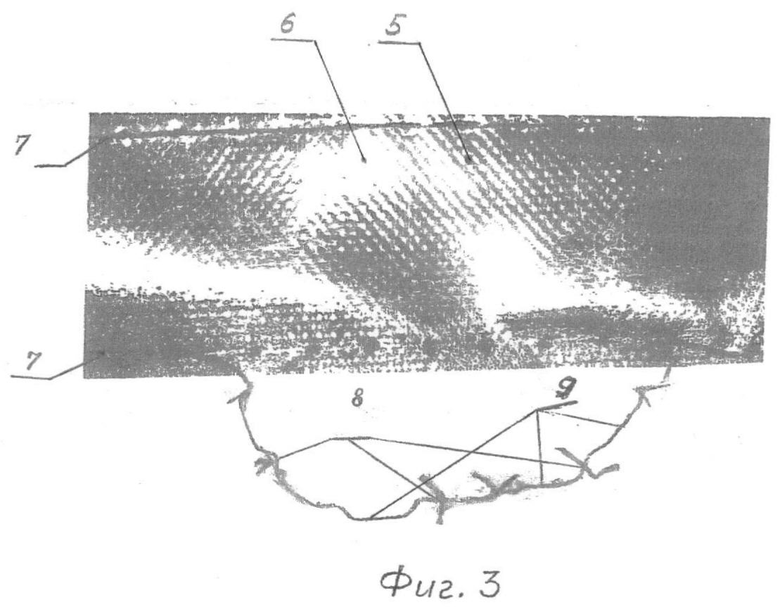
На фиг.3 сфотографированы строчки на ткани (поз.5) с металлизированным покрытием (поз.6), выполненные заявляемыми нитками (вар.3). Строчки подвергались действию огня с температурой около 750°С от газовой горелки в течение одной минуты. Строчки сохранили целостность (см. поз.7). После специального с целью анализа подрезания челночной нити и отделения игольной нити от поверхности ткани кусочки челночной нити оказались приклеенными к игольной нити и стабильно удерживались на ней вследствие термопластичности ПЭ оплетки и термостойкости арамидного сердечника (см. поз.8).
При высоком нагреве ниток (свыше 260°С) в швах оплетка, обладая нулевой прочностью, становится расплавленной массой, обволакивает и впитывается в термостойкий нетермопластичный параарамидный сердечник, укрепляет его, защищает от действия огня. Благодаря термоусадочности и нулевой прочности расплавленная масса оплетки под действием огня и тепла легко впитывается в сердечник и частично «стекает» от более нагретого участка между проколами иглы к менее нагретым участкам в зоне переплетения, упрочняя его.
На фиг.3 (поз.9) видно, что мычка из термопластичных и термоусадочных волокон (температура плавления 260°С), будучи оплавленной, плотно облегает арамидную нить сердечника, впитывается в нее, придавая ей прочность и защищая от действия огня и тепла. Такие участки видны в виде почерневших зон на игольной нитке (поз.9).
Способ получения тепло- и светостойкой швейной нитки по патенту 2004643, согласно которому формируют не менее двух армированных нитей путем нанесения на сердечник в виде полиакрилонитрильной, полиэфирной или фенилоновой комплексной нити покрытия из штапельных тепло- и светостойких фенилоновых волокон длиной 55-120 мм, линейной плотности 0,22-0,45 текс и с разрывным удлинением 8-35%, тростят армированные нити, скручивают их в крученую нить, наносят на нее препарирующий состав, мычку при этом утоняют с вытяжкой, равной 10-22, при соединении мычки с комплексной нитью последнюю подвергают растяжению в зоне треугольника кручения с усилием, превышающим в 1,5-2 раза усилие вытягивания мычки.
Этот способ по патенту 2004643 не позволяет получить швейную нитку с механической и термомеханической прочностью, обеспечивающей хорошее качество при шитье и эксплуатации изделий, защищающих от действия тепла и огня. Сердечник из полиэфира (ПЭ), полиакрилнитрила (ПАН) и фенилона (ФН) не термостоек и обеспечивает прочность не более 25-40 гс/текс.
Оплетка по прототипу 2004643 из мычки фенилонового волокна с прочностью около 50 гс/текс, с линейной плотностью 0,22-0,45 текс, с длиной 55-120 мм и с разрывным удлинением 8-35% является очень грубой, малопластичной, не позволяющей равномерно укрывать и защищать сердечник нитки при тепловом воздействии.
Техническим результатом заявляемого способа получения является устранение вышеуказанных недостатков, а именно за счет иного сочетания компонентов, за счет равномерного распределения оплетки на сердечнике повышается прочность и термостойкость швейных ниток в обычных условиях эксплуатации и при действии тепла и огня, при сохранении растяжимости, стойкости к изгибам и пошивных свойств.
В способе получения термостойкой швейной нитки, согласно которому формируют не менее двух армированных нитей путем нанесения на сердечник в виде комплексных нитей, покрытых штапельными синтетическими волокнами, тростят армированные нити, скручивают их в крученую нить, термофиксируют ее, наносят на нее препарирующий состав, при формировании каждой армированной нити ровницу из термопластичного и термоусадочного с температурой плавления 240-260°С, с температурой нулевой прочности 260-280°С и с термоусадкой перед расплавлением волокон 38-44% полиэфирных волокон длиной 35-40 мм, линейной плотности 0,12-0,17 текс утоняют с вытяжкой, кратной 24-32, в мычку линейной плотности 6,4-13,4 текс, составляющей 51-106 мас.% от линейной плотности сердечника, после чего ее соединяют с термостойким нетермопластичным сердечником, содержащим одну или две комплексные нити из термостойких нетермопластичных параарамидных нитей с температурой разложения свыше 500°С и скручивают с получением армированной нити, при этом соединение мычки с сердечником осуществляют с растяжением в зоне треугольника кручения армированной нити с усилием, превышающим в 2,2 раза усилие вытягивания мычки путем огибания выпускного валика на 90-135 градусов.
Способ получения термостойкой нитки, согласно которому формируют не менее двух армированных нитей в виде комплексных нитей, покрытых штапельными синтетическими волокнами, тростят армированные нити, скручивают их в крученую нить, термофиксируют ее, наносят на нее препарирующий состав, отличающийся тем, что с целью улучшения пошивочных свойств за счет равномерного и прочного скрепления оплетки с нитью (нитями сердечника) мычку образуют из двух ровниц из термопластичного и термоусадочного штапеля полиэфирных волокон, соединяют с сердечником в виде одной или двух параарамидных нитей и подвергают кручению с коэффициентом крутки (αпр), равным 34-43, а армированные нити после трощения крутят в противоположную сторону с круткой, равной (αкр) 34-47, при этом соотношение абсолютных кручений на единицу длины принимают равным 1,20:1,60:1.
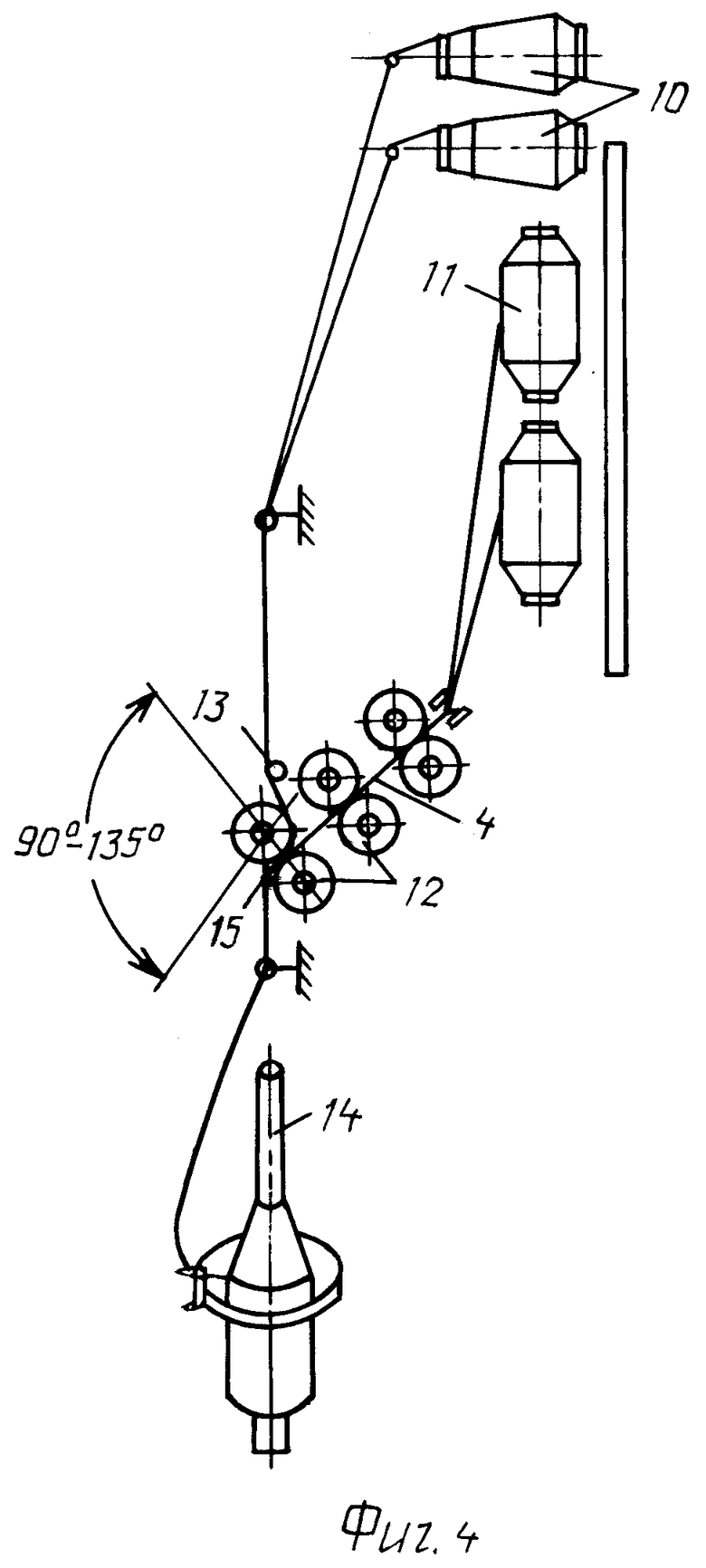
Сущность заявляемых способов получения термостойкой нити представлена на фиг.4, где
10 - бобина с нитью сердечника из параарамида;
11 - бобина с ровницей из полиэфирного штапеля;
12 - вытяжной прибор прядильной машины;
13 - направитель для нити сердечника;
14 - веретено;
4 - мычка из ровницы;
15 - зона кручения.
Новизной заявляемых способов получения термостойкой нитки является специальное сочетание параметров армирования нитей из разнородных по свойствам термопластичных ПЭ волокон оплетки и сердечника из термостойкого высокопрочного, высокомодульного (малорастяжимого) параарамида.
Для выполнения защитных функций оплетка из полиэфирных термоплавких термоусадочных волокон должна быть равномерным, близким к сплошному, покрытием поверхности нитей сердечника. Для этого в момент формирования сердечник должен располагаться по центру нити и иметь близкую к прямой линии форму. Оплетка, наоборот, должна располагаться на поверхности сердечника, укрывать его, прочно оплетая и сцепляясь с ним, не оставляя зазоров между соседними витками.
В заявленном способе это достигается за счет того, что оплетка близка или тоньше сердечника до двух раз, для чего ровницу на катушке (поз.11) утоняют с вытяжкой, кратной 24-32, в мычку (15) линейной плотности 6,4-13,4 текс, составляющей 51-106 мас.% от линейной плотности сердечника.
Соединение растяжимой, термопластичной мычки с малорастяжимым высокомодульным сердечником на бобине (10) осуществляют с растяжением сердечника в зоне треугольника кручения нити с усилием, превышающим в 2,2 раза усилие вытягивания мычки в передней зоне вытяжного прибора (12), для чего валик выпускной пары вытяжного прибора огибают сердечником на 90-135 градусов.
На фиг.4 показано, как с помощью нитенаправителя 13 осуществляют регулирование угла огибания.
Для покрытия, близкого к сплошному, мычка должна быть из растяжимых волокон малой линейной плотности, позволяющих хорошее распределение на поверхности. В заявляемом способе получения термостойкой нити использованы полиэфирные волокна длиной 35-40 мм и с линейной плотностью 0,12-0,17 текс, т.е. более короткие и тонкие волокна, чем у прототипа.
Для достижения прочного сцепления оплетки с сердечником крутку принимают достаточно высокой с коэффициентом (αпр) 34-43. Наилучшее сцепление достигается в варианте ниток с двумя термостойкими нетермопластичными (температура разложения свыше 500°С) параарамидными комплексными нитями в сердечнике и с двумя мычками от двух ровниц из термопластичного волокна с температурой плавления 240-260°С и с термоусадкой перед расплавленном волокон 38-44%.
Схема использования двух мычек от двух ровниц и сердечника из двух арамидных нитей, с заявленным натяжением в зоне кручения (15), показана на фиг.4.
На фиг.5 (поз.16) представлена фотография ниток из армированных нитей, образованных двумя нитями (6,3 текс + 6,3 текс) сердечника и двумя мычками (6,7 текс + 6,7 текс) из двух ровниц (вариант ниток 7).
На фиг.5 (поз.17) - армированные нитки из армированных нитей, образованных одной нитью сердечника (14,3 текс) и одной мычкой (13,4 текс) из одной ровницы (вариант ниток 3).
На фиг.5 (поз.18) то же, что и поз.17, но с натяжением нити сердечника менее 2,2 раза усилия вытягивания мычки.
На фиг.5 (поз.19) то же, что и поз.17, но с долей покрытия из штапельного волокна более 51,6 мас.%.
На фиг.5 (поз.16 и 17) видно, что мычка ПЭ волокон распределена равномерно (ПЭ волокно белого цвета). На поз.18 и 19 показано неравномерное сплетение и оголение участков нити арамидного сердечника (волокно сердечника светло-коричневого цвета). Неравномерное оплетание с оголенными участками сердечника делает армированную нить не пригодной для получения швейных ниток высокого качества (поз.18, 19).
Заявляемые нитки (вар.1-7), представляющие комбинацию волокон СВМ-ПЭ, относятся наравне с нитками, на 100% состоящими из нитей СВМ и русар (вар.8, 9), к трудногорючим материалам. При внесении жгутов ниток (вар.3) в огнетепловое поле, при температуре 600-750°С пламя оплавляет оплетку, а сердечник из полиарамида сохраняет целостность, медленно обугливается. Продолжительность сохранения целостности жгута сердечника от начала теплоогневого воздействия до полного разрушения жгута составляет при
600°С - 0,5 мин,
550°С - 1,0 мин,
500°С - 3,0 мин,
450°С - 6,0 мин,
400°С - 15,0 мин,
При 250-300°С разрушение ниток не происходит в течение времени свыше 15-20 мин.
Для сравнения укажем, что аналогичные жгуты из льняных, хлопчатобумажных, полиэфирно-хлопковых и полиэфирных ниток при температуре 350°С разрушаются в течение 3 секунд, полиэфирнофенилоновые (ФЛ) и фенилонфенилоновые (ФН) по пататенту 2004643 (прототип) разрушаются в течение не более 20 секунд.
Заявляемые нитки (вар.3) под воздействием пламени и температуры 350-400°С в течение одной минуты сохраняли разрывную нагрузку свыше 50%. При температуре 420-460°С разрывная нагрузка составляла 35-40% от исходной.
Температура огнетеплового поля контролировалась с помощью стандартной термопары «железо-константан».
Оценка физико-механических свойств нитей и ниток осуществлялась по стандартной методике в соответствии с ASTMD - 204-97 " Test methods for Seving Thread", с ГОСТ 6611.0-73 - ГОСТ 66.11-4-73 «Нити текстильные. Правила приемки и методы испытаний» (ИСО 2060-73, ИСО 2062-72, ИСО 6939-88, ИСО 2061:1995) (табл.1-5).
Кручение заявляемых термостойких ниток с коэффициентом круток армированных нитей (αпр), равным 34-43, а армированные нитки после их трощения с коэффициентом круток (αкр), равным 34-47, при соотношении абсолютных кручений на единицу длины, равной 1,20-1,60:1, позволяет получить хорошую равновесность и хорошие пошивные свойства.
Относительная разрывная нагрузка одного стежка шва, рассчитанная на 1 текс арамидной нити сердечника, на 30-64% выше, чем у ниток СВМ, на 100% состоящих из комплексных нитей (табл.5). Швы с использованием заявляемых ниток выполнялись на полосках тканей, разрывная нагрузка шва определялась по ГОСТ 28073-89.
Пошивные свойства заявляемых ниток (вар.1-7) показаны в табл.5, где указана разрывная нагрузка челночного шва, рассчитанного на стежок, а также на один текс нити сердечника. Нитки вар. 1-7 в 1,3-1,64 раза прочнее ниток, на 100% состоящих из нитей СВМ (вар.8), и в 2,5-3,5 раза прочнее ниток прототипа (ФЛ, ФН, ФФ).
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕОДНОРОДНАЯ ШВЕЙНАЯ НИТКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2011 |
|
RU2453641C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУЧЕНОЙ АРМИРОВАННОЙ НИТИ | 2005 |
|
RU2286412C1 |
| КРУЧЕНАЯ АРМИРОВАННАЯ НИТЬ | 2015 |
|
RU2641874C2 |
| Швейная нить | 1984 |
|
SU1276694A1 |
| КРУЧЕНАЯ АРМИРОВАННАЯ НИТЬ | 2009 |
|
RU2411314C2 |
| НИТЬ ШВЕЙНАЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2021 |
|
RU2780193C1 |
| ФИЛЬТРОВАЛЬНАЯ ТКАНЬ | 1997 |
|
RU2127780C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУЧЕНОЙ НИТИ | 1997 |
|
RU2107760C1 |
| Крученая швейная нить | 1979 |
|
SU878818A1 |
| КРУЧЕНАЯ АРМИРОВАННАЯ НИТЬ | 1996 |
|
RU2106439C1 |
Изобретение относится к текстильной промышленности. Предложенная термостойкая швейная нитка содержит не менее двух скрученных армированных нитей и препарирующий состав. Каждая армированная нить включает сердечник и оплетку. Сердечник состоит из одной или двух комплексных нитей из термостойких нетермопластичных параарамидных нитей с температурой разложения выше 500°, с разрывным удлинением 2,5-5,0% и прочностью 150-245 гс/текс. Оплетка выполнена из термоплавких и термоусадочных полиэфирных волокон с температурой плавления 240-260°, с температурой нулевой прочности 260-280°С и с термоусадочностью перед расплавлением волокон 38-44%, длиной волокон 35-40 мм, с линейной плотностью 0,12-0,17 текс. Доля покрытия полиэфирными волокнами равна 33,7-51,6 мас.% от готовой нити. Способ получения термостойкой швейной нитки включает формирование не менее двух армированных нитей, их трощение, скручивание в крученую нить, термофиксацию, нанесение препарирующего состава. При этом при формировании армированной нити полиэфирные волокна утоняют с вытяжкой, кратной 24-32, в мычку линейной плотности 6,4-13,4 текс, в зоне треугольника кручения растягивают сердечник с усилием, в 2,2 раза превышающим усилие вытягивания мычки. Изобретение обеспечивает увеличение прочности и термостойкости швейных ниток при сохранении растяжимости, стойкости к изгибам и пошивных свойств. 2 н. и 2 з.п. ф-лы, 5 табл., 4 ил.
1. Термостойкая швейная нитка, выполненная с препарирующим составом и содержащая не менее двух скрученных армированных нитей, имеющих сердечник в виде комплексной термостойкой нити и оплетку, образованную мычкой из штапельных синтетических волокон, отличающаяся тем, что сердечник содержит одну или две комплексные нити из термостойких нетермопластичных параарамидных нитей с температурой разложения свыше 500°С, с разрывным удлинением 2,5-5,0% и прочностью от 150 до 245 гс/текс, а оплетка выполнена из термоплавких и термоусадочных полиэфирных волокон с температурой плавления 240-260°С, с температурой нулевой прочности 260-280°С, и с термоусадочностью перед расплавлением волокон 38-44%, с длиной волокон 35-40 мм, с линейной плотностью 0,12-0,17 текс, при этом доля покрытия из штапельных полиэфирных волокон равна 33,7-51,6 мас.% от готовой нити.
2. Термостойкая швейная нитка по п.1, отличающаяся тем, что сердечник содержит две термостойкие нетермопластичные параарамидные нити, а оплетка сердечника состоит из двух мычек от двух ровниц из термопластичных и термоусадочных полиэфирных волокон.
3. Способ получения термостойкой швейной нитки, согласно которому формируют не менее двух армированных нитей путем нанесения на сердечник в виде комплексной нити покрытия из штапельных синтетических волокон, тростят армированные нити, скручивают их в крученую нить, термофиксируют ее, наносят на нее препарирующий состав, отличающийся тем, что при формировании каждой армированной нити ровницу из термопастичных и термоусадочных полиэфирных волокон с температурой плавления 240-260°С, с температурой нулевой прочности 260-280°С и с термоусадкой перед расплавлением волокон 38-44%, длиной 35-40 мм, линейной плотностью 0,12-0,17 текс, утоняют с вытяжкой, кратной 24-32, в мычку линейной плотности 6,4-13,4 текс, составляющей 51-106 мас.% от линейной плотности сердечника, после чего ее соединяют с термостойким нетермопластичным сердечником, содержащим одну или две комплексные нити из термостойких нетермопластичных параарамидных нитей с температурой разложения свыше 500°С, и скручивают с получением армированной нити, при этом соединение мычки с сердечником осуществляют с растяжением сердечника в зоне треугольника кручения армированной нити с усилием, превышающим в 2,2 раза усилие вытягивания мычки, путем огибания выпускного валика вытяжного прибора на 90-135°.
4. Способ по п.3, отличающийся тем, что мычку образуют из двух ровниц из термопластичного и термоусадочного штапеля полиэфирных волокон, соединяют с сердечником в виде параарамидных нитей и подвергают кручению с коэффициентом крутки (αпр), равным 34-43, а армированные нити после их трощения крутят в противоположную сторону с круткой, равной (αкр) 34-47, при этом соотношение абсолютных кручений на единицу длины принимают равным 1,20÷1,60:1.
| RU 2004643 C1, 15.12.1993 | |||
| US 2008199695 A1, 21.08.2008 | |||
| СПОСОБ ПРОИЗВОДСТВА СЛИВОЧНОГО МАСЛА | 2001 |
|
RU2221432C2 |
| 0 |
|
SU156503A1 | |
| US 5033262 A, 23.07.1991 | |||
| ЕМКОСТЬ ДЛЯ ХРАНЕНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 1992 |
|
RU2026944C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУЧЕНОЙ АРМИРОВАННОЙ НИТИ | 1993 |
|
RU2073754C1 |
| US 2009071117 A1, 19.03.2009. | |||

