Изобретение относится к технологии машиностроения, в инструментальной промышленности, а также при изготовлении стоматологических инструментов, в частности стоматологических фрез.
Известен способ сквозного бесцентрового наружного шлифования (патент 2023575, МПК5 В24В 11/00, авторы Кутырин B.Н., Мордехай В.М., Смирнов А.В., Крылов И.Л.).
Известен стоматологический твердосплавный фрез (патент 93003944, МПК6 А61С 3/02, авторы Максимов А.А., Князев С.В., Халилов Н.И.).
Прототипом является способ изготовления фрез зуботехнических твердосплавных (технологический процесс, по которому изготавливают стоматологические твердосплавные фрезы на предприятии ООО «Фреза»: «Комплект документов типового технологического процесса изготовления изделия. Фрезы зуботехнические твердосплавные». ООО «Фреза» г.Казань). Способ изготовления фрез зуботехнических твердосплавных включает в себя такие последовательные технологические операции, как изготовление хвостовика и головки фрез; их пайку друг с другом; шлифование; контроль размеров, радиального биения и шероховатости обработанной поверхности; нарезку зубьев на головке фрезы; контроль качества нарезки зубьев и радиального биения относительно цилиндрической части хвостовика; шлифование места пайки хвостовика с головкой; полирование; обезжиривание ультразвуковое - укладывают фрезы на дно ультразвуковой ванны, промывают при ультразвуковом воздействии в течение 2-10 минут в 3-10% водном растворе деталана, промывают в холодной воде, сушат на воздухе; приемочные испытания; упаковывание.
Недостатком аналогов и прототипа являются низкая износостойкость режущих кромок фрез, большие материальные затраты.
Задачей изобретения является повышение износостойкости режущих кромок фрез, уменьшение материальных затрат.
Задача осуществляется тем, что в способе изготовления стоматологических твердосплавных фрез, включающем изготовление хвостовика и головки фрез, их пайку, шлифование, контроль, полирование, последующую упаковку, согласно изобретению фрезы после полирования подвергают воздействию высокочастотной плазмы пониженного давления, создаваемой в потоке плазмообразующего газа в вакуумной камере путем подачи напряжения на плоские электроды, подключенные к высокочастотному генератору при давлении в вакуумной камере 26-40 Па в течение 1-3 мин, расход плазмообразующего газа аргона 0,03-0,05 г/с, плотность тока на поверхность изделия 0,15-0,3 А/м2, энергия ионов 90-110 эВ, при этом фрезы размещают в зазоре между параллельными вертикально расположенными плоскими электродами вдоль потока плазмообразующего газа.
Фреза, введенная в плазму высокочастотного разряда (ВЧ), благодаря термической неравновесности ВЧ плазмы пониженного давления приобретает отрицательный заряд, микровыступы и кромки микротрещин поверхности становятся концентраторами электрического поля. При этом поверхность фрезы подвергается бомбардировке ионами плазмообразующего газа и происходит рекомбинация ионов, очистка поверхности от различных загрязнений, распыление и оплавление микровыступов, залечивание микротрещин, что в свою очередь приводит к уменьшению шероховатости поверхности, к изменению состава и структуры приповерхностного слоя, что обеспечивает повышение износостойкости режущих кромок фрез.
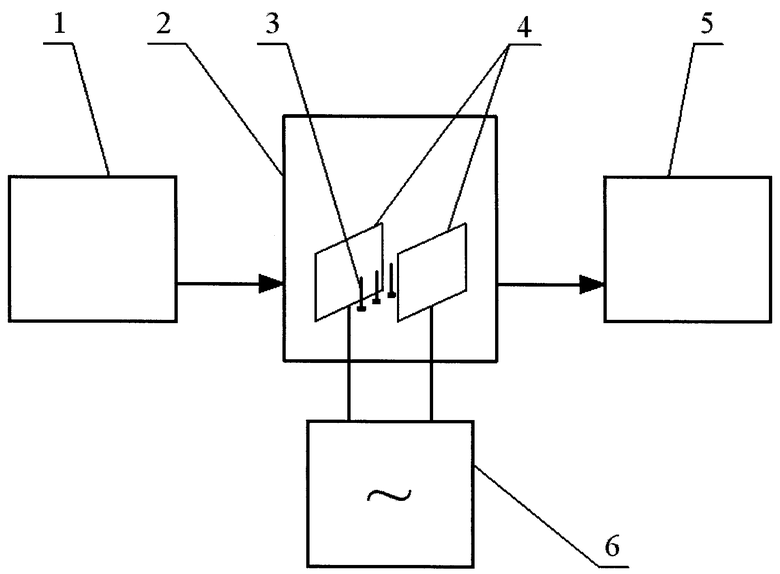
Для осуществления способа используется ВЧ плазменная установка. Установка (фиг.1) содержит систему газоснабжения (1), вакуумную камеру (2), электроды (4), систему откачки (5), ВЧ-генератор (6).
Способ осуществляется следующим образом: в вакуумной камере (2) обрабатываемые фрезы (3) размещаются в зазоре между параллельными вертикально расположенными плоскими электродами (4) вдоль потока плазмообразующего газа. Производится предварительная откачка воздуха из вакуумной камеры (2), а затем в нее напускается рабочий газ. Заданное давление устанавливается регулировкой расхода плазмообразующего газа, подаваемого из системы газоснабжения (1) в вакуумную камеру (2), и интенсивности откачки газов из вакуумной камеры (2) системой откачки (5). При подаче ВЧ-напряжения в зазоре между электродами (4) за счет ионизации плазмообразующего газа образуется плазменный поток - инструмент обработки.
В ВЧ-генераторе в качестве усилительного элемента в выходном контуре используется генераторная лампа, обеспечивающая необходимую мощность разряда. Мощность разряда оценивается по величине силы тока на аноде генератора лампы, в соответствии с графической зависимостью, приведенной на графике.
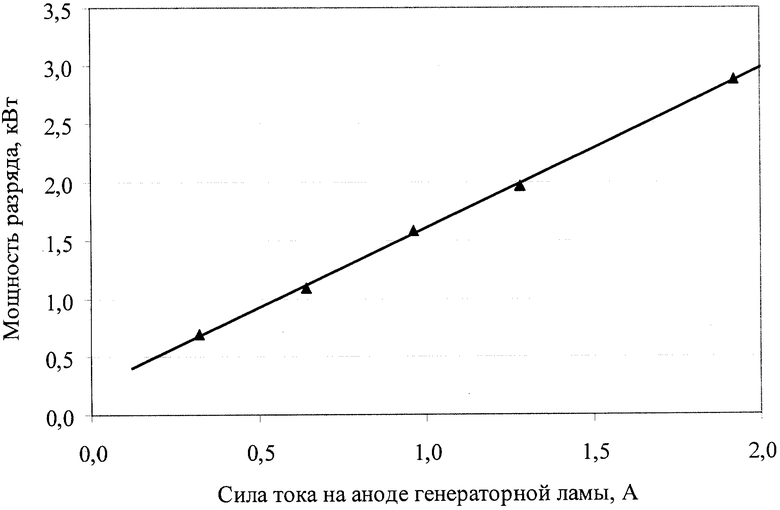
Режим плазменной обработки регулируется путем изменения расхода плазмообразующего газа 0,03-0,05 г/с, силы тока на генераторной лампе 0,2-0,6 А, давления в вакуумной камере 26-40 Па, времени воздействия плазмы 1-3 мин. В качестве плазмообразующего газа применяется аргон, при этом обеспечивается плотность тока на поверхность фрез 0,15-0,3 А/м2 с энергией ионов 90-110 эВ.
Результаты исследований влияния предлагаемого способа изготовления стоматологических твердосплавных фрез на показатели их физико-механических свойств, приведены в таблицах 1 и 2.
Анализ данных, представленных в таблицах, показывает, что способ изготовления стоматологических твердосплавных фрез за счет воздействия ВЧ-плазмы пониженного давления повышает износостойкость режущих кромок фрез. Наиболее оптимальным режимом является воздействие в течение 1-3 минут при давлении в вакуумной камере 26-40 Па, расход плазмообразующего аргона 0,03-0,05 г/с. Способ изготовления стоматологических твердосплавных фрез за границами этих значений ведет к ухудшению физико-механических показателей.
Использование предлагаемого изобретения устраняет такие недостатки, как:
низкая износостойкость режущих кромок фрез - из-за этого происходил быстрый их выход из строя, повышение материальных затрат; согласно изобретению из технологического процесса изготовления фрез исключили дорогостоящую операцию ультразвукового обезжиривания фрез в растворе детолана с последующей их промывкой в воде и сушкой, что тоже привело к снижению материальных затрат. После обработки фрез в ВЧ-плазме пониженного давления произошло распыление микровыступов, залечивание микротрещин, очистка поверхности; изменились состав и структура приповерхностного слоя. В результате этого износостойкость режущих кромок фрез повысилась в 1,5-2 раза. Повысился класс шероховатости обрабатываемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки медицинских инструментов с твердосплавными рабочими частями | 2024 |
|
RU2840437C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОЛИПРОПИЛЕНОВОЙ НИТИ | 2010 |
|
RU2421556C1 |
| Способ очистки подложек из ситалла в струе высокочастотной плазмы пониженного давления | 2017 |
|
RU2649695C1 |
| СПОСОБ ВЫДЕЛКИ КОЖЕВЕННЫХ ПОЛУФАБРИКАТОВ | 2008 |
|
RU2399679C2 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕЙ КРОМКИ МИКРОХИРУРГИЧЕСКИХ НОЖНИЦ | 2013 |
|
RU2532657C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ СИНТЕТИЧЕСКИХ АЛМАЗНЫХ ПОРОШКОВ | 1992 |
|
RU2048262C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОКОРДА | 2007 |
|
RU2366759C2 |
| СПОСОБ ОБРАБОТКИ НАТУРАЛЬНОЙ КОЖИ С ДЕФЕКТОМ ОТДУШИСТОСТИ | 2011 |
|
RU2460805C1 |
| СПОСОБ ОБРАБОТКИ МЕХОВОГО ПОЛУФАБРИКАТА | 2004 |
|
RU2278165C1 |
| СПОСОБ ОТДЕЛКИ КОЖ | 2005 |
|
RU2298040C1 |
Изобретение относится к технологии машиностроения, в инструментальной промышленности и может быть использовано при изготовлении стоматологических инструментов, в частности стоматологических фрез. Способ изготовления стоматологических твердосплавных фрез включает изготовление хвостовика и головки фрез, их пайку, шлифование, контроль, полирование и последующую упаковку. Фрезы после полирования подвергают воздействию высокочастотной плазмы пониженного давления. Плазму создают в потоке плазмообразующего газа в вакуумной камере путем подачи напряжения на плоские электроды. Электроды подключают к высокочастотному генератору при давлении в вакуумной камере 26-40 Па в течение 1-3 мин. Расход плазмообразующего газа аргона 0,03-0,05 г/с, плотность тока на поверхность изделия 0,15-0,3 А/м2, энергия ионов 90-110 эВ. Фрезы размещают в зазоре между параллельными вертикально расположенными плоскими электродами вдоль потока плазмообразующего газа. В результате повышается износостойкость режущих кромок фрез и уменьшаются материальные затраты. 2 табл., 1 ил.
Способ изготовления стоматологических твердосплавных фрез, включающий изготовление хвостовика и головки фрез, их пайку, шлифование, контроль, полирование, последующую упаковку, отличающийся тем, что фрезы после полирования подвергают воздействию высокочастотной плазмы пониженного давления, создаваемой в потоке плазмообразующего газа в вакуумной камере путем подачи напряжения на плоские электроды, подключенные к высокочастотному генератору при давлении в вакуумной камере 26-40 Па в течение 1-3 мин, расход плазмообразующего газа аргона 0,03-0,05 г/с, плотность тока на поверхность изделия 0,15-0,3 А/м2, энергия ионов 90-110 эВ, при этом фрезы размещают в зазоре между параллельными вертикально расположенными плоскими электродами вдоль потока плазмообразующего газа.
| SU 18120085 A1, 30.04.1993 | |||
| Способ изготовления стоматологических абразивных головок | 1991 |
|
SU1837851A3 |
| EP 0719523 A, 03.07.1996 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Зубной бор | 1989 |
|
SU1659037A1 |
| САБИТОВ В.Х | |||
| МЕДИЦИНСКИЕ ИНСТРУМЕНТЫ | |||
| - М.: МЕДИЦИНА, 1985, с.64-67. | |||

