Изобретение относится к технологии изготовления медицинских инструментов с твердосплавными рабочими частями, в частности иглодержателей и пинцетов с твердосплавными пластинами.
В медицине широко применяют инструменты с твердосплавными рабочими частями. Достоинством таких инструментов является повышенный срок службы и улучшенные функциональные характеристики. Кроме износостойкости одним из показателей качества медицинских инструментов является шероховатость. Так, например, поверхность рабочих частей иглодержателей и пинцетов должна обеспечивать надежное удержание иглы без проворачивания, но при этом не должна повреждать поверхность иглы.
При производстве все медицинские инструменты, изготавливаемые из металлов или сплавов, подвергают полированию, что улучшает эксплуатационные характеристики, облегчает дезинфекцию и стерилизацию.
В настоящее время для финишной обработки твердосплавных рабочих частей медицинских изделий используется электроэрозионный способ формирования поверхности. Такой способ финишной обработки поверхности является достаточно трудоемким и требует дорогостоящих материалов, а также является неэкологичным из-за применения химически активных материалов. Электроэрозионный способ позволяет уменьшить шероховатость обрабатываемой поверхности, но не увеличивает износостойкость инструмента.
Из уровня техники известен, например, способ полировки и придания блеска медицинским иглам (патент RU2787664, C25F1/00, C25F3/00, C25D3/00, C25D5/00, В24В19/16, опуб. 26.09.2022). Способ заключается в закреплении иглы с помощью приспособления и погружении иглы в электролит, причем расстояние d между приспособлением и электролитом не менее 5 мм, зажигании разряда между обрабатываемой иглой и электролитом путем подачи на иглу положительного потенциала, на электролит - отрицательного, установлении напряжения между медицинской иглой и электролитом в диапазоне 30≤U≤600 В, тока разряда 0,1≤I≤200 А, температуры электролита 20≤Т≤90°С, времени обработки 2≤t≤60 с, концентрации электролита 1-10%, причем в качестве электролитов используются нетоксичные соли.
Однако данный способ не обеспечивает повышения износостойкости.
Из уровня техники известно применение плазменной обработки металлических медицинских инструментов для повышения износостойкости либо за счет нанесения упрочняющего покрытия, либо за счет изменения структуры поверхностного слоя. Известно, что при плазменной обработке одновременно происходит очистка поверхности от различных загрязнений, распыление и оплавление микро выступов, залечивание микротрещин, что в свою очередь приводит к уменьшению шероховатости поверхности. Снижение шероховатости происходит обычно на 0,5-1 класс шероховатости, но при этом не достигается увеличения износостойкости.
Известен способ лазерно-плазменного полирования металлической поверхности» (патент RU2381094,B23K26/36, В24В1/00, опуб. 10.02.2010). Способ включает воздействие непрерывного лазерного излучения на обрабатываемую поверхность, при этом над полируемой поверхностью посредством лазерного луча в парах металла поджигают приповерхностную плазму и поддерживают ее в непрерывном оптическом разряде, с возможностью перемещения ее энергетического центра относительно полируемой поверхности. Кроме того, осуществляют «грубое» и «чистовое» полирование, при этом процесс полирования одновременно сопровождается дополнительными сопутствующими положительными эффектами: незначительного повышения твердости обрабатываемой поверхности и износостойкости.
Однако приповерхностная плазма оптического разряда при полировании поверхности не содержит химических элементов, являющихся легирующими для обрабатываемого материала, и вследствие этого таким способом невозможно достигнуть значительного повышения износостойкости поверхностного слоя обрабатываемых металлов и их сплавов.
Известен способ изготовления режущего медицинского инструмента со сниженным сопротивлением трения относительно живой ткани тела (SU 1662337, A61B 17/3209, А61 В17/32, 1991 г. ). Способ включает генерирование плазмы в СВЧ-разряде в атмосфере, содержащей водород и углеводородное соединение, выбранное из группы метан, этан и пропан, и осаждение покрытия на поверхности инструмента. Полученное покрытие толщиной 1-20 нм выполнено из углерода, имеющего по меньшей мере частично алмазную кристаллическую структуру.
Однако СВЧ разряд не обеспечивает полировку поверхности, а снижение сопротивления трения достигается формированием покрытия на поверхности инструмента.
В качестве прототипа выбран способ изготовления стоматологических фрез из твердого сплава марки ВК-60М (патент RU2402991, А61С3/02, опуб.10.11.2010). Способ включает этапы шлифования и полирования, при этом фрезы после полирования дополнительно подвергают воздействию высокочастотной плазмы пониженного давления, создаваемой в потоке плазмообразующего газа в вакуумной камере путем подачи напряжения на плоские электроды, подключенные к высокочастотному генератору при давлении в вакуумной камере 26-40 Па в течение 1-3 мин, при расходе плазмообразующего газа аргона 0,03-0,05 г/с, плотности тока на поверхность изделия 0,15-0,3 А/м2, энергии ионов 50-112 эВ, при этом фрезы размещают в зазоре между параллельными вертикально расположенными плоскими электродами вдоль потока плазмообразующего газа.
Однако данный способ, обеспечивая повышение износостойкости почти в 2 раза, приводит лишь к незначительному снижению шероховатости поверхности фрез (в пределах 10%).
Техническая проблема заключается в разработке способа, позволяющего увеличить износостойкость рабочих твердосплавных частей медицинского инструмента при одновременном снижении шероховатости поверхности.
Техническая проблема решается способом обработки медицинских инструментов с твердосплавными рабочими частями, характеризующимся тем, что инструменты после полировки подвергают обработке потоком плазмы высокочастотного (ВЧ) емкостного разряда пониженного давления в вакуумной камере в среде смеси плазмообразующего газа, состоящей из 70 мас. % аргона и 30 мас. % пропан-бутана, при давлении в вакуумной камере 13,3-50 Па, расходе смеси плазмообразующего газа 0,025-0,06 г/с, мощности разряда 0,5-1,5 кВт и времени обработки 60-240 с; при этом медицинские инструменты размещают в межэлектродном пространстве между параллельными вертикально расположенными плоскими электродами перпендикулярно потоку смеси плазмообразующего газа на расстоянии 5-10 мм от ВЧ-электрода, а площадь ВЧ-электрода в 1,78 раз меньше заземленного электрода.
Технический результат заключается в увеличении износостойкости медицинских инструментов с твердосплавными частями в 2-4 раза, при этом одновременно уменьшается шероховатость поверхности твердосплавных рабочих частей на 55-95% (на 1 класс шероховатости), что другими известными методами достичь невозможно.
Сущность изобретения заключается в следующем. Благодаря тому, что площадь высокочастотного (ВЧ) электрода в 1,78 раза меньше площади заземленного электрода при подаче напряжения формируется существенно ассиметричный разряд, позволяющий создать около ВЧ-электрода развитый слой положительного заряда толщиной до 3 см с максимальной напряженностью электрического поля на расстоянии 5- 10 мм от ВЧ-электрода. Медицинский инструмент в высокочастотной емкостной (ВЧЕ) плазме пониженного давления становится дополнительным электродом, поэтому около него также образуется слой положительного заряда. Наложение слоя положительного заряда ВЧ-электрода и слоя положительного заряда, формируемого около обрабатываемого медицинского инструмента, расположенного в зоне с максимальной напряженностью электрического поля, позволяет за счет принципа суперпозиции получать напряженность электрического поля около медицинского инструмента минимум в два раза больше, чем в остальной области заряда и в прототипе. В результате интенсивность ионного потока возрастает, за счет чего одновременно происходит плазменная полировка поверхности и увеличение износостойкости рабочих твердосплавных частей медицинского инструмента.
Расположение медицинского инструмента перпендикулярно потоку плазмообразующего газа позволяет перераспределять концентрацию электронов и температуры на медицинском инструменте так, что на поверхности последнего создаются однородные условия обработки.
За счет воздействия потока низкоэнергетических ионов на поверхности твердосплавной рабочей части медицинского инструмента происходит плазмохимическая реакция с образованием алмазоподобного покрытия при этом атомы и ионы плазмообразующего газа проникают за счет низкоэнергетической имплантации вглубь твердого сплава с формированием за счет этого дислокаций, которые диффундируют вглубь поверхностного слоя, в результате повышается износостойкость рабочих частей из твердосплава. В результате воздействия потока низкоэнергетических ионов происходит формирование алмазоподобного покрытия, имеющего интенсивный голубой цвет, а под ним - диффузионного покрытия глубиной 150 мкм, в результате этого износостойкость медицинских инструментов с твердосплавными частями повышается. Одновременно за счет распыления низкоэнергетическими ионами микровыступов происходит плазменная полировка.
Изобретение иллюстрируется следующими фигурами:
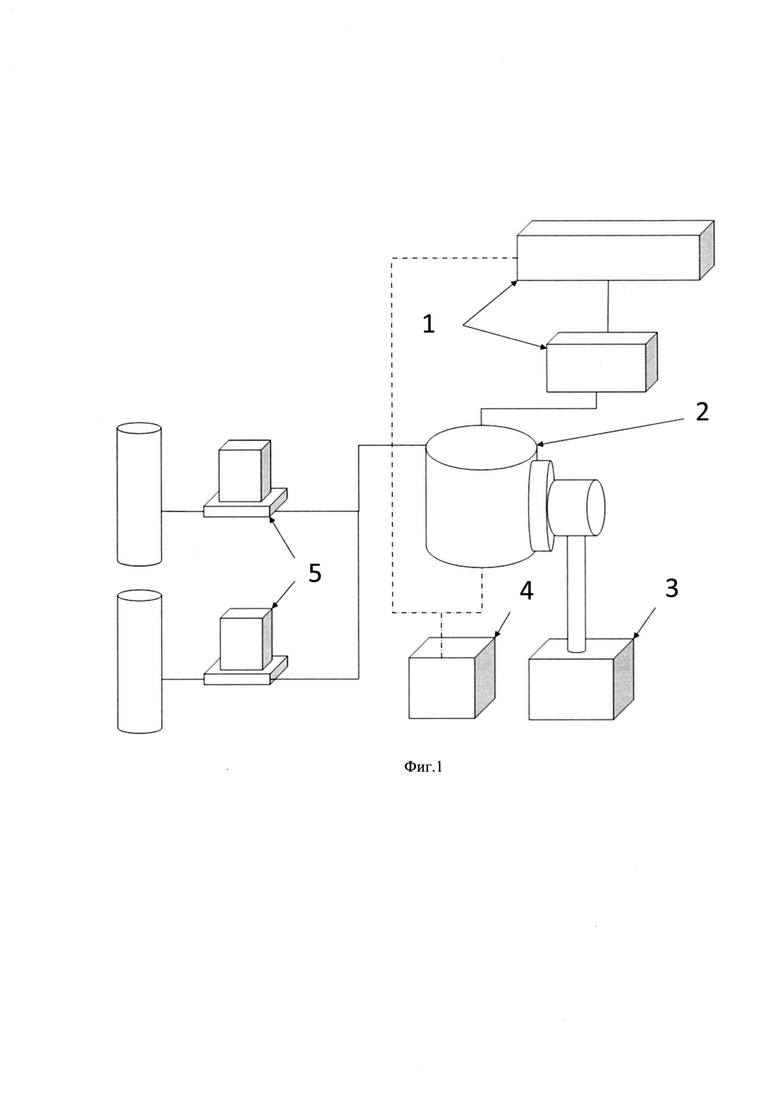
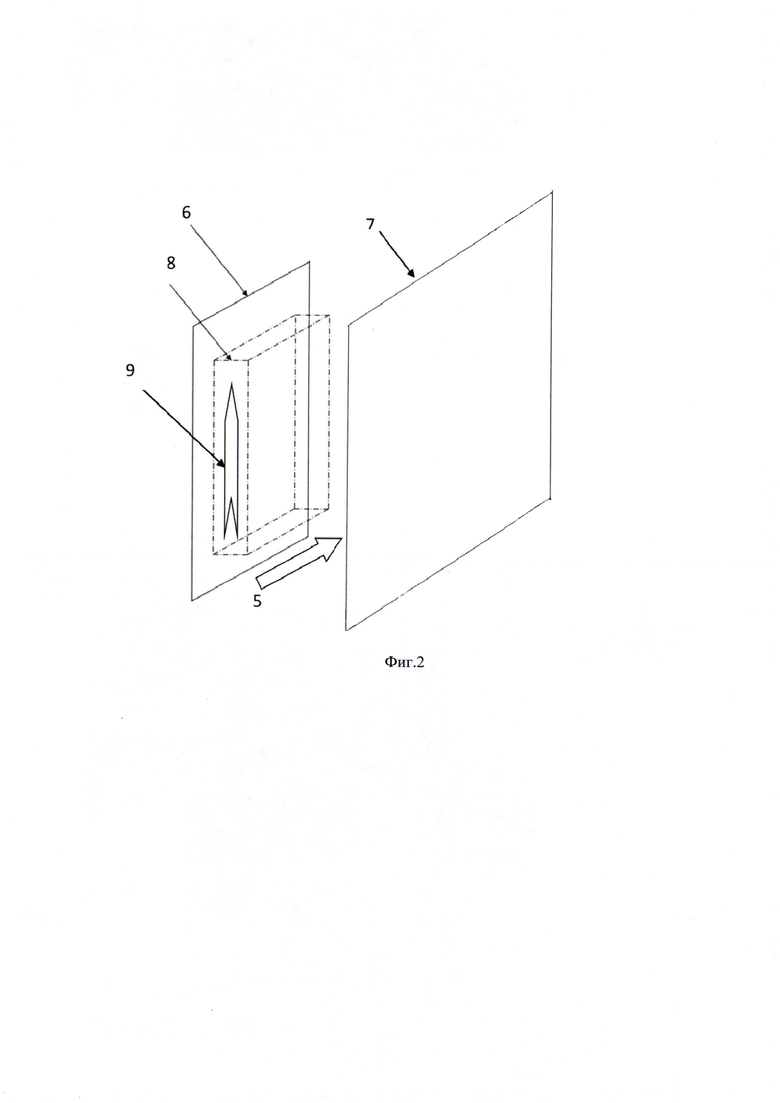
фиг. 1 - блок-схема ВЧ плазменной установки, где 1 - ВЧ-генератор, 2 - вакуумная камера, 3 - вакуумные насосы, 4 - система охлаждения, 5 - система обеспечения газами; фиг. 2 - схема расположения электродов в вакуумной камере ВЧ плазменной установки, где 6 - ВЧ-электрод, 7 - заземленный электрод, 8 - межэлектродное пространство, примыкающее к ВЧ-электроду, для проведения плазменной обработки; 9 - обрабатываемый инструмент.
Для реализации данного способа применяется ВЧЕ плазменная установка пониженного давления с полупроводниковым ВЧ генератором с согласующим устройством (фиг.1).
Способ осуществляют следующим образом (фиг.1-2).
Обрабатываемые медицинские инструменты 9 (см. фиг..2) с твердосплавными рабочими элементами размещают в вакуумной камере 2 ВЧ плазменной установки в межэлектродном пространстве 8 на расстоянии 5-10 мм от ВЧ электрода 6 так, чтобы плоскость твердосплавной рабочей части (пластины) была параллельна электродам, а поток плазмообразующего газа 5 был направлен перпендикулярно плоскости твердосплавной пластины. Вакуумными насосами 3 производят откачку остаточных газов до давления в 3,0-5,0 Па, затем с помощью системы обеспечения газами 5 подают плазмообразующий газ, представляющий собой смесь газов - аргона и пропан-бутана. Давление в вакуумной камере 2 устанавливают с учетом выбранного расхода плазмообразующего газа с помощью вентиля, соединяющего вакуумную камеру 2 с вакуумными насосами 3. ВЧ-напряжение подается на ВЧ (активный) электрод 6, после чего зажигается разряд с продувом газа (динамическим вакуумом) - струйный емкостной разряд. В качестве ВЧ генератора 1 используют полупроводниковый ВЧ генератор с согласующим устройством для получения максимальной мощности, передаваемой в разряд.
Режим модификации потоком низкоэнергетических ионов регулируют путем изменения расхода плазмообразующих газов от 0,025 до 0,06 г/с, мощности разряда от 0,3 до 1,5 кВт, давления в вакуумной камере от 13,3 до 50,0 Па, длительности обработки от 60 до 240 секунд.
В качестве примера осуществления способа обработке подвергали пластины из твердого сплава ВК-15 после шлифования и электроэрозионного полирования.
До и после плазменной обработки шероховатость поверхности твердосплавных пластин Ra определяли с помощью микроинтерферометра Линника МИИ-4 и рассчитывали относительное снижение шероховатости образцов после плазменной обработки по формуле
где RA ИСХ, RA обраб. - шероховатость поверхности твердосплавной пластины до и после ВЧЕ плазменной обработки соответственно.
Исходная шероховатость поверхности пластин составила Ra исх.=1,6 мкм.
Относительную износостойкость обработанных плазмой образцов определяли по ГОСТ 23.201-78 «Обеспечение износостойкости изделия. Методы испытания материалов и покрытий на газообразивное изнашивание с помощью центробежного ускорителя». В качестве эталонного образца использовали твердосплавную пластину до плазменной обработки.
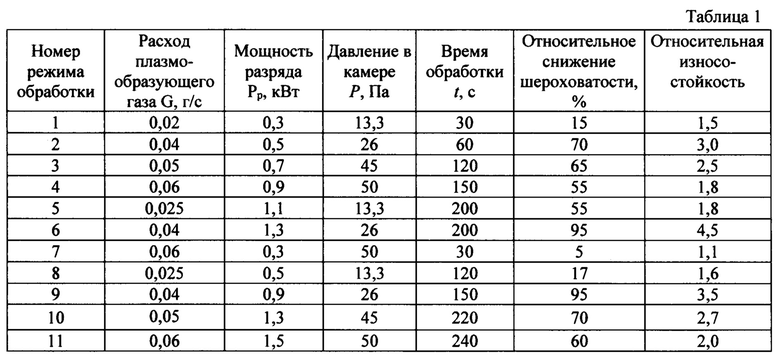
В таблице 1 приведены параметры режима обработки медицинских инструментов и их влияние на физико-механические показатели твердосплавных пластин (расстояние от ВЧ-электрода 5 мм).
В таблице 2 приведены полученные результаты в зависимости от режима обработки и от расстояния от обрабатываемого медицинского инструмента до ВЧ-электрода.

Анализ данных, представленных в таблицах, показывает, что увеличение износостойкости происходит практически при всех приведенных в таблице 1 режимах обработки, однако существенное снижение шероховатости (более чем на 50%) наблюдается только при заявленном режиме плазменной обработки (номера режимов обработки 2-6 и 9-11) и на расстоянии 5-10 мм от обрабатываемого инструмента до ВЧ-электрода. Увеличение (12 мм) или уменьшение (3 мм) расстояния от обрабатываемого медицинского инструмента до ВЧ-электрода практически не приводит к снижению шероховатости, хотя износостойкость при этом несколько увеличивается.
Обработка медицинских инструментов с твердосплавными рабочими элементами за границами заявленного режима обработки ведет к ухудшению физико-механических показателей (см. режим обработки 1,7-8).
Использование заявленного способа позволяет повысить износостойкость минимум в 1,8-4,5 раза, что в среднем в два раза выше, чем в способе-прототипе (относительная износостойкость твердосплавных изделий, обработанных по способу-прототипу, составляет 1,5-1,97).
Заявляемый способ был опробован на ООО «ПТО «Медтехника» при производстве иглодержателей и пинцетов с твердосплавными рабочими частями. После шлифования и полирования изделия дополнительно обрабатывали в ВЧЕ плазменной установке заявленным способом. В результате износостойкость инструментов повысилась в 2,5-3 раза, что увеличило срок службы изделий, шероховатость поверхности рабочих частей снизилась в среднем на 75%, что улучшило эксплуатационные характеристики инструментов. Использование предлагаемого изобретения позволило исключить из технологического процесса дорогостоящую операцию термического науглероживания поверхностного слоя твердосплавных пластин, что привело к снижению материальных затрат на производство продукции. Кроме того, сформированное в результате воздействия интенсивного потока низкоэнергетических ионов алмазоподобное покрытие с низкой шероховатостью имеет интенсивный голубой цвет, что удобно в работе, так как позволяет врачу видеть, как закреплена игла в иглодержателе или пинцете.
Таким образом предлагаемый способ позволяет одновременно повысить износостойкость медицинских инструментов с твердосплавными рабочими частями в среднем в 3 раза и снизить шероховатость поверхности твердосплавных рабочих частей на 55-95% (на 1 класс шероховатости).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТОМАТОЛОГИЧЕСКИХ ТВЕРДОСПЛАВНЫХ ФРЕЗ | 2009 |
|
RU2402991C1 |
| СПОСОБ ОБРАБОТКИ НАТУРАЛЬНОЙ КОЖИ С ДЕФЕКТОМ ОТДУШИСТОСТИ | 2011 |
|
RU2460805C1 |
| СПОСОБ ВЫДЕЛКИ КОЖЕВЕННЫХ ПОЛУФАБРИКАТОВ | 2008 |
|
RU2399679C2 |
| Способ очистки подложек из ситалла в струе высокочастотной плазмы пониженного давления | 2017 |
|
RU2649695C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ СИНТЕТИЧЕСКИХ АЛМАЗНЫХ ПОРОШКОВ | 1992 |
|
RU2048262C1 |
| СПОСОБ УМЕНЬШЕНИЯ ПОЛЗУЧЕСТИ И УВЕЛИЧЕНИЯ МОДУЛЯ УПРУГОСТИ СВЕРХВЫСОКОМОЛЕКУЛЯРНЫХ ВЫСОКОПРОЧНЫХ ВЫСОКОМОДУЛЬНЫХ ПОЛИЭТИЛЕНОВЫХ ВОЛОКОН | 2011 |
|
RU2467101C1 |
| СПОСОБ УМЕНЬШЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2141005C1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕЙ КРОМКИ МИКРОХИРУРГИЧЕСКИХ НОЖНИЦ | 2013 |
|
RU2532657C1 |
| ВЫСОКОЧАСТОТНЫЙ ЕМКОСТНЫЙ ПЛАЗМОТРОН | 1993 |
|
RU2027324C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОЧАСТОТНОГО ЕМКОСТНОГО ГАЗОВОГО РАЗРЯДА | 2011 |
|
RU2474094C1 |
Изобретение относится к медицинской технике, а именно к способу обработки медицинских инструментов с твердосплавными рабочими частями. В способе инструменты после полировки подвергают обработке потоком плазмы высокочастотного (ВЧ) емкостного разряда пониженного давления в вакуумной камере в среде смеси плазмообразующего газа, состоящей из 70 мас. % аргона и 30 мас. % пропан-бутана, при давлении в вакуумной камере 13,3-50 Па, расходе смеси плазмообразующего газа 0,025-0,06 г/с, мощности разряда 0,5-1,5 кВт и времени обработки 60-240 с. Медицинские инструменты размещают в межэлектродном пространстве между параллельными вертикально расположенными плоскими электродами перпендикулярно потоку смеси плазмообразующего газа на расстоянии 5-10 мм от ВЧ-электрода, а площадь ВЧ-электрода в 1,78 раз меньше заземленного электрода. Технический результат заключается в увеличении износостойкости медицинских инструментов с твердосплавными частями в 2-4 раза, при этом одновременно уменьшается шероховатость поверхности твердосплавных рабочих частей на 55-95%. 2 ил., 2 табл.
Способ обработки медицинских инструментов с твердосплавными рабочими частями, характеризующийся тем, что инструменты после полировки подвергают обработке потоком плазмы высокочастотного (ВЧ) емкостного разряда пониженного давления в вакуумной камере в среде смеси плазмообразующего газа, состоящей из 70 мас. % аргона и 30 мас. % пропан-бутана, при давлении в вакуумной камере 13,3-50 Па, расходе смеси плазмообразующего газа 0,025-0,06 г/с, мощности разряда 0,5-1,5 кВт и времени обработки 60-240 с; при этом медицинские инструменты размещают в межэлектродном пространстве между параллельными вертикально расположенными плоскими электродами перпендикулярно потоку смеси плазмообразующего газа на расстоянии 5-10 мм от ВЧ-электрода, а площадь ВЧ-электрода в 1,78 раз меньше заземленного электрода.
| Ершов Иван Павлович // Композиты, наполненные плазмообработанными стекловолокнистыми материалами, с повышенными физико-механическими показателями // Диссертация на соискание ученой степени кандидата технических наук // Казань // 2023 | |||
| Способ изготовления режущего медицинского инструмента | 1987 |
|
SU1662337A3 |
| Полянчиков Ю | |||
| Н | |||
| и др | |||
| Электрохимические и электрофизические методы обработки в | |||

