Настоящее изобретение относится к огнестойкому остеклению.
В частности, это изобретение относится к элементам остекления с одним или несколькими вспучивающимися слоями.
Элементы огнестойкого остекления этого типа должны соответствовать четко определенным характеристикам, в частности таким стандартам, как Европейские стандарты EN 1363-1 и 1364-1 для стен или 1634-1 для дверей и окон. Эти характеристики, естественно, касаются свойств огнестойкости, но другие особенности, определенные известными методами производства или требованиями пользователя, также должны быть добавлены к этим основным характеристикам рассматриваемого остекления.
Один метод построения этих элементов остекления состоит из сборки нескольких стеклянных листов, разделенных слоями из вспучивающихся материалов. Эти материалы наиболее часто состоят из гидратированных силикатов щелочных металлов. Эти материалы расширяются под действием тепла с образованием непрозрачной пены, которая удерживает стеклянные стенки на месте, даже когда они растрескиваются под действием тепла.
В дополнение к их огнестойким свойствам вспучивающиеся слои также должны удовлетворять ряду требований. В частности, они должны быть совершенно прозрачны, не иметь таких дефектов, как пузырьки или помутнения, которые вызывают диффузию света. Такие дефекты свойственны соединениям, формирующим эти слои, и методам формирования этих слоев.
Обычный метод формирования слоев из гидратированного силиката щелочного металла включает формирование раствора этих соединений, нанесение этого раствора на стеклянный лист в равномерно распределенном количестве, чтобы образовать пленку толщиной порядка нескольких миллиметров, затем сушку этой пленки до тех пор, пока не сформируется твердый прозрачный материал. Эти операции сушки включают тонкие методики, которые являются трудными для точного контроля. В частности, формирование слоя, лишенного пузырьков, наиболее часто требует длительной сушки. Продолжительность этой операции сушки увеличивается с увеличением толщины слоя. Фактически время сушки увеличивается далеко от реальной пропорции к толщине. По этой причине предпочтительно, чтобы толщина вспучивающего слоя или слоев этих элементов остекления не возрастала слишком сильно.
Кроме того, эффективность этого слоя, что касается его огнестойких свойств, прямо зависит от его толщины. Чтобы получить огнестойкие свойства, которые отвечают большинству общепринятых требований, необходима толщина в несколько миллиметров. Однако опыт показал, что при толщине выше 2 или 3 мм время сушки становится экономически неприемлемым. По этим причинам общепринято распределять вспучивающий материал в несколько слоев, каждый из которых имеет ограниченную толщину. Эти слои разделены столькими же стеклянными листами.
Хотя фракционирование вспучивающего материала облегчает сушку, это ведет к увеличению числа элементов, формирующихся остекление, тем самым создавая возможную дополнительную стоимость.
Помимо ограничений, указанных выше, имеются другие, относящиеся к использованию стеклянных листов большого размера. Чтобы удовлетворять всем требованиям, элементы остекления производят в виде панелей размером больше чем два на три метра. Эти панели затем разрезают на элементы множества размеров, требуемых потребителям. Обработка стеклянных листов этих размеров в ходе производства элементов остекления становится более затруднительной, когда толщина листов уменьшается.
Следовательно, увеличение числа стеклянных листов, вытекающее из необходимости распределять массу вспучивающегося материала по относительно тонким слоям, до настоящего времени быстро приводило к очень тяжелым и, вдобавок, к относительно толстым конструкциям. Это налагает множество ограничений относительно корпусов, в которые эти элементы остекления могут быть вставлены.
Из указания, что огнестойкие элементы остекления способны выдерживать некоторые из большинства требующихся испытаний на огнестойкость, то есть сочетать герметичность и способность к изоляции в течение очень долгих периодов времени в 90 минут (EI 90) или даже 120 минут (EI 120), помимо всех предшествующих соображений, нужно, чтобы они преимущественно были сконфигурированы в толщины, равные, максимум, 37 и 54 мм соответственно.
Аналогично элементы остекления более низкой характеристики также ограничены по толщине. Для устойчивости в течение 30 минут (EI 30) толщина не должна преимущественно превышать 17 мм, а для 60 минут (EI 60) она не должна быть больше 25 мм.
В дополнение к огнестойким свойствам элементы остекления должны также иметь механические свойства для "нормальных" условий использования, другими словами, когда их не подвергают действию огня. Они тесно зависят от соответствующего использования, но даже для тех свойств, где не требуется никакая специальная характеристика, требуется минимум, который не может быть достигнут с очень уменьшенными толщинами стекла. Чтобы улучшить механические свойства этих элементов остекления, было предложено два типа решений, если исключить решение, относящееся к использованию армированных стекол, поскольку они не обеспечивают требуемое оптическое качество. Первое решение касается модификации используемых стекол. Увеличение толщины позволяет улучшать механическое сопротивление, но все же приводит к более значительной полной толщине. Эта тенденция даже менее желательна, так как необходимость упрочнять структуры существенно увеличивается в случае элементов остекления, которые имеют более низкие характеристики огнестойкости и, следовательно, должны иметь самую низкую толщину. Увеличение в толщине листов стекла, следовательно, особенно проблематично в отношении структуры. Другими словами, улучшение механического сопротивления, проистекающее из присутствия одного или нескольких стеклянных листов большей толщины, непропорционально получаемому эффекту в терминах огнестойкости для этих очень легких структур. Другой путь улучшать механическое сопротивление состоит в том, чтобы формировать конструкции, имеющие один или несколько промежуточных листов, изготовленных из пластичного материала, такого как ПВБ (поливинил-бутираль) или сополимер этилена и винилацетата. Эти листы обеспечивают улучшенную механическую стойкость при обычной температуре, но их присутствие в относительно легких структурах обычно сопровождается понижением огнестойкости. В этих легких структурах эти синтетические продукты имеют слишком большой риск быстрой деструкции под влиянием нагревания. По этой причине, хотя их успешно используют в более тяжелых структурах, где их положение во внутренней части этих структур означает, что они не так быстро достигают температуры разложения, их использование в легких структурах не обходится без риска относительно их свойств огнестойкости. Наоборот, в более сложных структурах присутствие промежуточных слоев может улучшать характеристику относительно огнестойкости, ограничивая риск того, что обозначают как "монолитная трещина". Этот термин относится к трещине листов, подвергнутых действию огня в широких секциях, что вызывает преждевременную деструкцию прежде, чем каждый из компонентов, и, в частности, вспучивающие слои будут способны полностью сыграть свою роль.
Поэтому авторы этого изобретения приложили усилия произвести элементы остекления, которые способны удовлетворять различным требованиям, указанным выше, причем указанные требования, как показано, включают часто противоречивые частичные решения.
Чтобы получить желательные свойства, авторы этого изобретения сконфигурировали элементы остекления с комплексной структурой, включающей чередующиеся расположения вспучивающихся слоев на основе гидратированных силикатов щелочных металлов, с одной стороны, и стеклянных листов, с другой стороны. Слои вспучивающегося материала элементов остекления в соответствии с изобретением имеют толщину, которая составляет не более 2,0 мм и не менее 1,4 мм. Преимущественно толщина вспучивающихся слоев лежит в интервале между 1,5 и 1,8 мм.
При толщинах более 2,0 мм оптические качества очень трудно получить в условиях экономически приемлемого времени получения при специфических временах сушки. При толщине менее 1,4 мм число необходимых слоев и, следовательно, число листов стекла, которые должны быть включены в композицию конечного остекления, создает неудобство в отношении стоимости этих элементов остекления, и, кроме того, толщина всего элемента не отвечает обычным требованиям.
Однако с этими толщинами вспучивающегося материала становится необходимо увеличивать число слоев. Следовательно, чтобы отвечать требованиям, необходимо комбинировать эти слои с листами стекла в четко определенных количествах и толщинах.
Элементы остекления в соответствии с изобретением объединяют ряд листов стекла, который, по меньшей мере, равен числу вспучивающихся слоев, присутствующих в этом остеклении.
Когда эти два числа равны, специфическая особенность структуры состоит в том, что два вспучивающихся слоя связаны друг с другом, так как две внешние лицевые части должны обязательно представлять собой листы стекла. Это расположение не противоречит требованиям, указанным выше относительно верхнего предела толщин, которые могут быть получены при сушке. Сборка, которая вызывает соединение двух слоев вспучивающегося материала, фактически возникает, как только завершена сушка. Очевидно, что в этой операции конечный продукт имеет вспучивающийся слой, который затем удваивается, и пределы толщины, указанные выше, также удваиваются для этого слоя, сформированного при связывании двух предварительно высушенных слоев. Таким образом, "двойные" слои могут иметь толщину до 4 мм.
Необходимо заметить, что эти двойные слои замечательны методом их формирования. Сборка двух вспучивающихся слоев не вызывает специфических особенностей, связанных с тем, что поверхность этих слоев полностью исчезает. Сушка вызывает формирование особенно сухого "наружного слоя". Этот наружный слой находится во внутренней части вспучивающегося слоя, сформированного во время этой сборки. Детальный анализ продуктов допускает, что этот тип конструкции отличается от единичного слоя той же самой толщины.
Когда число слоев и стеклянных листов равно, элементы остекления в соответствии с изобретением включают, по меньшей мере, две конструкции, сформированные из связанных слоев, и, кроме того, то же самое число промежуточных листов из материала в качестве "двойных" слоев минус один. Фактически можно увеличивать число двойных слоев, но тогда это ведет к листам стекла, собранным с использованием промежуточных слоев такого типа, который используют для традиционного формирования ламинированного остекления. Это относится, в особенности, к листу поливинилбутираля или сополимера этилена и винилацетата.
Всякий раз, когда число листов стекла равно числу вспучивающихся слоев, толщина стеклянных листов должна оставаться внутри некоторых пределов. На практике эти листы имеют толщину не более 4 мм, а преимущественно не более 3,5 мм. Предпочтительно эта толщина составляет не более 3,1 мм.
В элементах остекления, отвечающих этим условиям, толщина листов стекла может быть равномерной. Это расположение имеет преимущество в том, что позволяет формировать элементы остекления с помощью полностью идентичных слоев. Тем не менее, возможно компоновать эту конструкцию из различных элементов. Для продуктов, которые должны оставаться относительно легкими, присутствие, по меньшей мере, одного стеклянного листа с более значительной толщиной может обеспечивать выгодные механические свойства без получения неадекватной конечной толщины.
Когда число листов стекла выше, чем число вспучивающихся слоев, листы стекла или, по меньшей мере, то их число, которое равно числу вспучивающихся слоев, должны иметь довольно ограниченную толщину, чтобы поддерживать условия относительно полной толщины стекла. В соответствии с этим изобретением, когда число стеклянных листов выше, чем число вспучивающихся слоев, по меньшей мере их число, равное числу этих слоев, имеет толщину, которая составляет не более 2,5 мм. Предпочтительно эта толщина составляет не более 2,3 мм, а преимущественно не более 2,1 мм.
Пользуясь тем фактом, что существенное число стеклянных листов конструкции относительно ограничено, возможно, при поддержании подходящей полной толщины, иметь, по меньшей мере, один более толстый лист стекла для упрочнения и улучшения механического сопротивления всего элемента. Толщина этого дополнительного листа все же остается ограниченной так, чтобы не увеличивать чрезмерно массу и толщину всего элемента. Она составляет преимущественно 5 мм и больше, предпочтительно 6 мм и больше. Толщина этого листа обычно не будет превышать 10 мм.
Дополнительный лист или листы могут быть монолитными листами. Они также могут быть сконфигурированы в форме ламината, сформированного из двух стеклянных листов, соединенных традиционным образом с помощью промежуточного листа, изготовленного из пластичного материала. Для этой цели обычно используют лист из ПВБ (поливинилбутираля) или сополимера этилена и винилацетата. Использование ламинирования обеспечивает остекление с хорошо известными механическими качествами. Как указано выше, использование ламинированных стекол предпочтительно оставляют для применений, в которых пластмассовый лист не имеет риска непосредственно подвергнуться действию огня. Следовательно, это касается относительно сложных структур или структур, в которых ламинированная панель расположена асимметрично по отношению к стороне, которая, вероятно, не подвергнется действию огня.
Когда более толстый монолитный лист формирует часть структуры, его положение не столь критично, как в случае ламинирования. Тем не менее, он предпочтительно расположен на стороне, подвергающейся действию огня. Опыт показал, что даже при действии теплового удара, приводящего к трещине в нем, защита лежащего ниже вспучивающегося слоя является более гарантированной. Тепловая инерция этих более толстых листов ведет, в частности, к более равномерному распределению тепла и, следовательно, к более равномерному расширению этого слоя, предотвращающему фрагменты разрушенного листа от преждевременного отламывания и удаления.
Выбор размещения более толстого листа или ламинирование может проводиться по другим соображениям. В частности, очень существенное соображение представляет собой необходимость стандартизировать элементы, используемые в формировании этих структур, насколько возможно, как будет объяснено ниже.
Как в случае конструкций с равным числом стеклянных листов и вспучивающихся слоев, можно связывать несколько вспучивающихся слоев в структуры, включающие дополнительные монолитные или ламинированные стеклянные листы. Ламинат может также включать стеклянные листы, удовлетворяющие критериям толщины, указанным выше.
Однако, хотя, в принципе, возможно иметь стеклянные листы и связанные с ними вспучивающиеся слои различных толщин и даже различных типов, желательно практически компоновать эти конструкции из настолько ограниченного числа отдельных элементов, насколько возможно. По этой причине элементы остекления в соответствии с этим изобретением преимущественно формируют из стеклянных листов, которые все имеют одинаковую толщину, возможно, за исключением так называемого дополнительного листа или листов. Таким же образом, вспучивающиеся слои, связанные с этими стеклянными листами, имеют преимущественно тот же самый состав и ту же самую толщину.
Эти выборы позволяют, чтобы элементы остекления были сформированы посредством единственного типа продукта, сформированного из листа стекла, на котором отлит и затем высушен слой из вспучивающегося материала. Эта стандартизация производства представляет собой чисто экономический фактор. Чтобы усилить эту тенденцию, задача состоит в гарантировании, что те же самые основные сочетания из листа стекла/ вспучивающегося слоя используют для формирования элементов остекления различных категорий. Чтобы переходить от одной к другой, выгодно иметь возможность просто объединять различное число этих комбинированных элементов, и в этом случае остекление с более высокой огнестойкостью тогда соответствует более высокому числу этих элементов.
В процессе конструирования этих элементов часть конструкций модульных элементов также может быть сконфигурирована перед конечной сборкой конструкции. В качестве указания, как будет объясняться подробно в практических примерах, модули, включающие два, три или четыре идентичных стеклянных листа, причем каждый имеет сначала слой высушенного силиката щелочного металла, могут быть соединены так, чтобы формировать модули с использованием методик обработки, общепринятых в этой области, главным образом склеивания этих слоев путем термической обработки под давлением. Эти модули имеют лицевую сторону, сформированную стеклянным листом, а лицевая сторона имеет вспучивающийся слой. Эти модули могут быть затем либо присоединены к листу, формируя вторую лицевую сторону остекления, либо посредством (монолитного или ламинированного) листа к модулю, который может быть отличным, но, предпочтительно, идентичным. В этих условиях (конструкция из двух идентичных модулей) структура является симметричной, и стекло с, возможно, различной толщиной, или ламинированное стекло расположено в середине этой структуры.
Стеклянные листы, используемые в соответствии с изобретением, наиболее часто изготовлены из стандартного натриево-известкового силикатного стекла. Если необходимо, они могут быть полностью или частично заменены стеклянными листами с улучшенными механическими и термическими характеристиками. В частности, они могут быть стеклянными листами с более низким коэффициентом расширения, тем самым обеспечивая улучшенное сопротивление деформации под действием тепла. Они представляют собой хорошо известные композиции, например боросиликаты. Стекла этого типа преимущественно имеют коэффициент расширения, который не превышает 7,5×10-6/°С.
Листы также могут быть подвергнуты обработкам, таким как химическая или термическая закалка, в частности, для придания им напряжения, чтобы улучшить их механическое поведение.
Изобретение будет описано подробно ниже в различных практических примерах со ссылкой на приложенные чертежи.
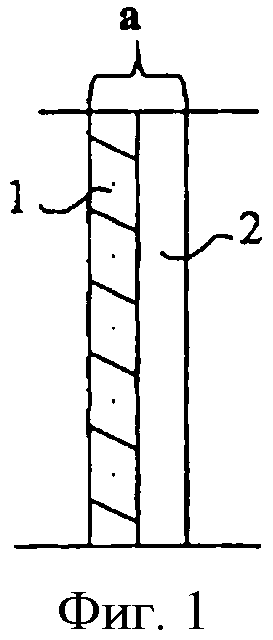
Фиг.1 показывает основной компонент элементов остекления в соответствии с изобретением;
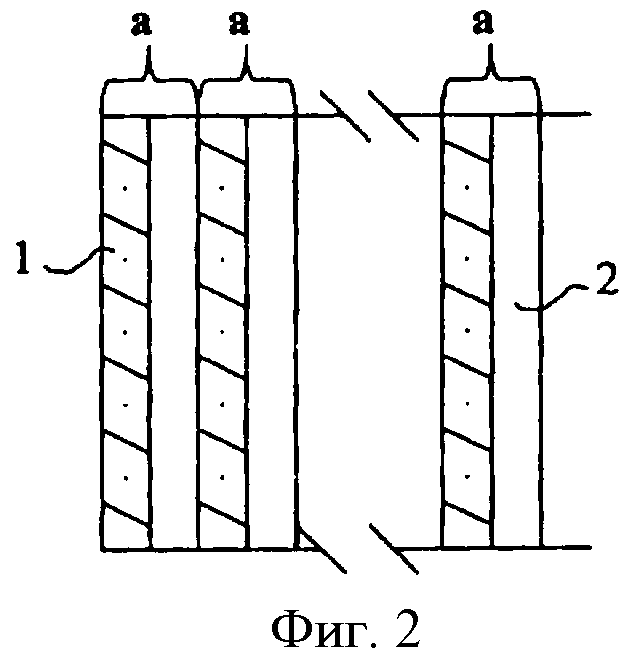
фиг.2 показывает принцип конструкции для формирования элементов остекления из основных компонентов;
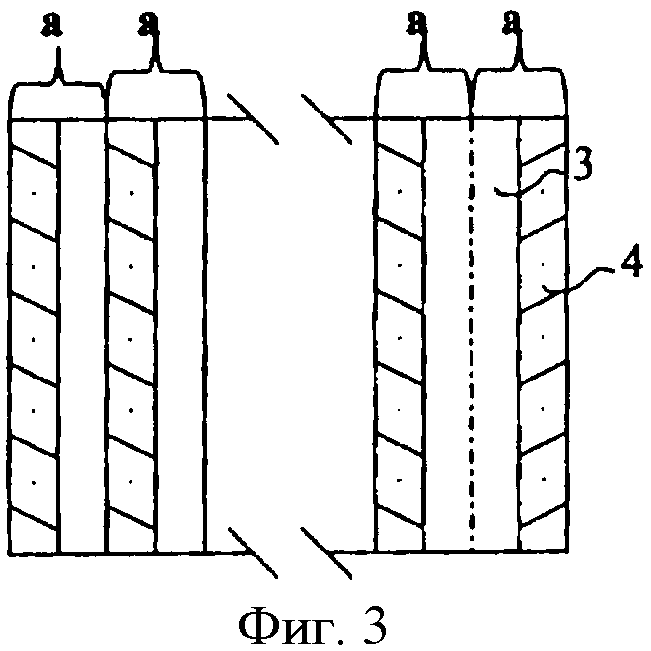
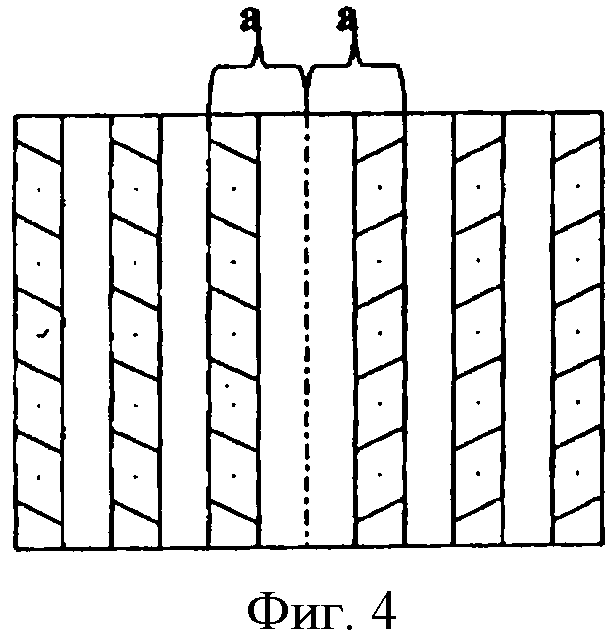
фиг.3 и 4 иллюстрируют два варианта осуществления изобретения элемента остекления в соответствии с изобретением, сформированного исключительно из основных элементов;
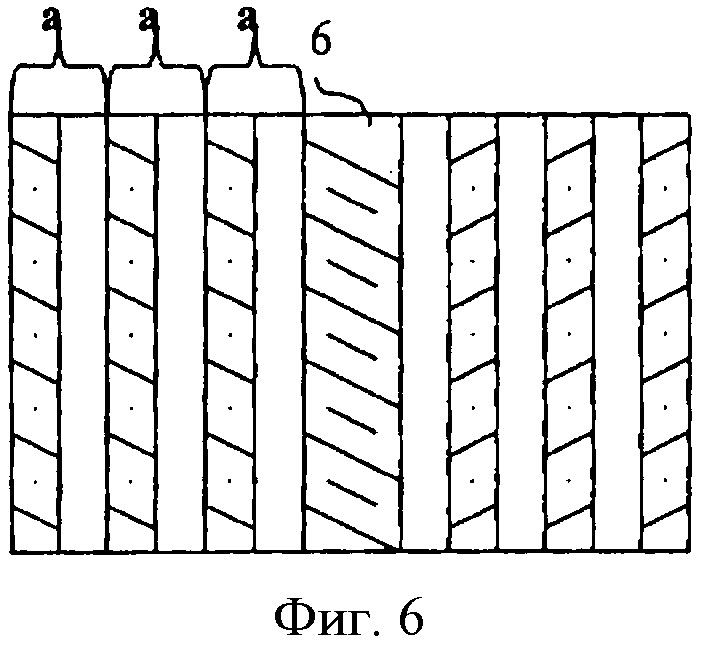
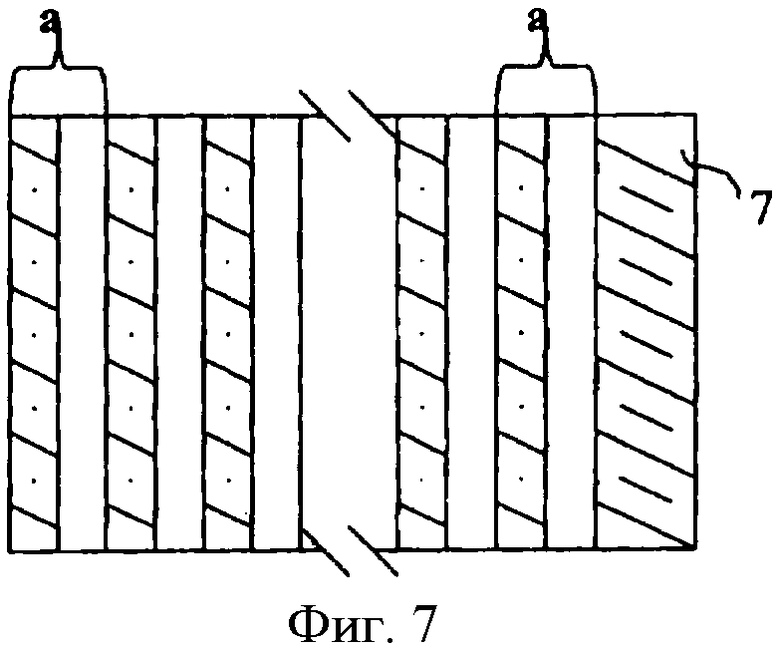
фиг.5, 6 и 7 показывают два варианта осуществления изобретения элементов остекления в соответствии с изобретением, дополнительно включающих основные компоненты из дополнительных стеклянных листов;
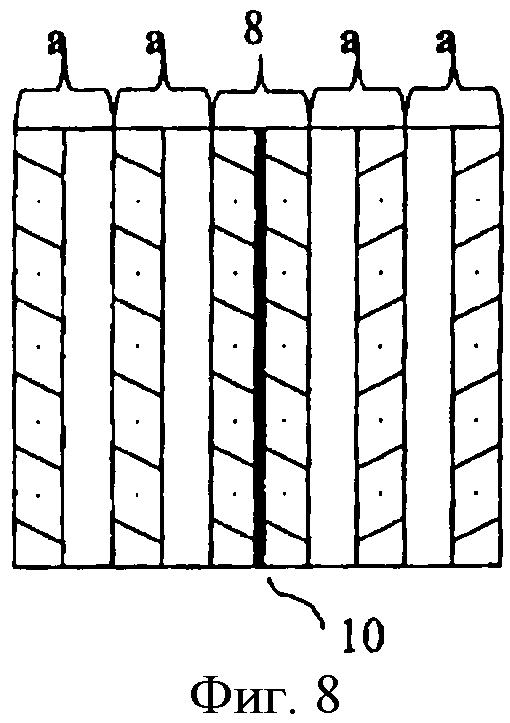
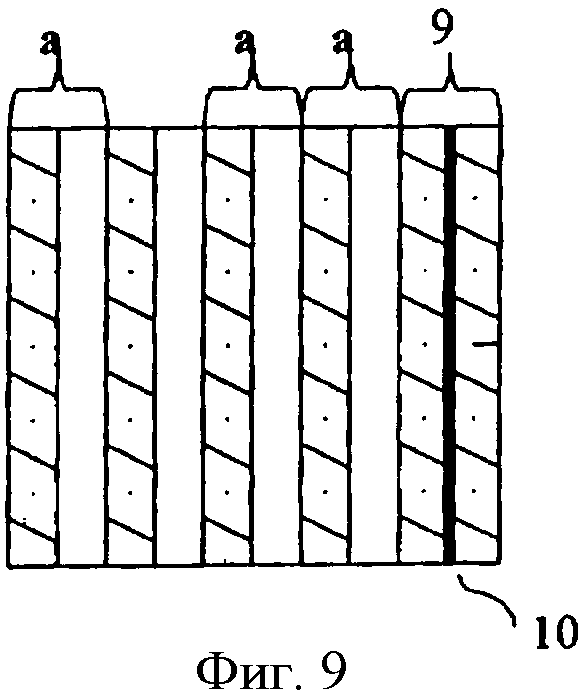
фиг.8 и 9 показывают другие варианты конструкции элементов остекления в соответствии с изобретением, имеющих ламинированные конструкции в своей структуре.
Как указано, производство элементов остекления, на которое нацелено изобретение, включает формирование твердого и прозрачного слоя гидратированного силиката щелочного металла из раствора, который постепенно высушивают. Формирование этого слоя и его сушку проводят непосредственно на стеклянном листе. Основной элемент (а), как показано схематично на фиг.1, включает стеклянный лист (1), на котором расположен слой из гидратированного силиката щелочного металла, который сначала частично высушивают (2).
Формирование элементов остекления в соответствии с изобретением включает конструкцию из нескольких основных элементов (а), как показано на фиг.2. Собранная структура включает последовательность стеклянных листов (1) и слоев из гидратированного силиката щелочного металла (2). Число основных элементов увеличивается, когда огнестойкость должна быть более значительной.
Для формирования огнестойкого остекления, конечно, необходимо гарантировать, чтобы два внешних лицевых слоя были сформированы из стеклянных листов. Следовательно, конструкции, такие как те, что показаны на фиг.2, являются недостаточными. Поэтому один способ формирования элементов остекления состоит в том, чтобы нанести два слоя из гидратированного силиката щелочного металла один поверх другого, как показано на фиг.3 и 4. Слои, связанные таким образом, могут быть расположены в различных положениях в структуре. Фиг.3 показывает остекление, в котором последний основной элемент (а) нанесен таким образом своим вспучивающимся слоем на подобный слой предшествующего элемента. Структура, сформированная таким образом исключительно из основных элементов, включает столько же стеклянных листов, как и слоев из гидратированного силиката щелочного металла, но два последних, как видно, соединены, чтобы сформировать намного более толстый слой (3). Стеклянный лист (4) из последнего элемента здесь формирует вторую внешнюю лицевую поверхность элемента остекления.
Склеивание двух вспучивающихся слоев, в дополнение к толщине, является очевидным из структуры этих слоев. Способ их формирования дает возможность, чтобы поверхности, подвергнутые сушке, отличались от остальной части слоя. Присутствие двух связанных поверхностей сохраняет специфические особенности в сердцевине слоя, сформированного из двух основных слоев.
Положение "двойного слоя" может быть определено на любом уровне в конечной структуре. Фиг.3 показывает этот двойной слой с полностью смещенным центром. Напротив, фиг.4 показывает двойной слой в центре остекления. Этот последний тип получают, в частности, когда остекление формируют путем конструирования "модулей", которые сами сначала формировали конструированием основных компонентов (а). В показанном примере каждый модуль формируют из трех основных элементов (а).
Этот тип конструкции может давать начало очень различным комбинациям, которые способны удовлетворять различным способам использования.
Кроме того, элементы остекления в соответствии с изобретением могут также включать другие компоненты, помимо основных элементов (а). Фиг. с 5 по 9 показывают различные элементы остекления, включающие дополнительные элементы.
Фиг.5 показывает конструкцию из серии элементов (а), к которой присоединен дополнительный стеклянный лист, чтобы "покрыть" последний слой гидратированного силиката щелочного металла. В показанной форме последний лист имеет ту же самую толщину, как и лист элементов (а). Идентичная структура может быть получена путем конструирования двух модулей, которые сами сформированы из нескольких основных элементов (а) путем вставки дополнительного стеклянного листа между двумя слоями силиката каждого из этих двух модулей.
Факт, что относительно тонкие листы и вспучивающиеся слои используют, чтобы давать возможность получать элементы остекления одинаково малой толщины. Тем не менее, этот выбор приводит тому, что механическое сопротивление ограничено, в особенности, для легких структур. Повышенная толщина, возможно, позволяет конструкциям, сформированным из элементов (а) с низкой толщиной, быть завершенной, в особенности, существенно более толстым стеклянным листом, чтобы получать улучшенные механические свойства.
Фиг.6 и 7 показывают структуру элементов остекления, включающую стеклянный лист (6, 7), который является более толстым, чем лист элементов (а). На фиг.6 толстый лист расположен в центре между двумя модулями, причем каждый включает три элемента (а) в этом примере. На фиг.7 более толстый лист (7) образует внешнюю лицевую сторону остекления.
Присутствие толстого листа служит цели усиления механического сопротивления остекления перед его выдержкой в огне, чтобы удовлетворять различным требованиям, которые могут быть требованиями к этим элементам остекления при их "стандартном" использовании и, в особенности, когда они включены в композицию элементов остекления перегородок, дверей и т.д. Для применений, которые требуют еще более высокой устойчивости, в особенности, для элементов остекления, используемых для фасадов, может быть выгодно формировать конструкции, имеющие пластмассовые промежуточные слои, такие как те, которые включают в ламинированное безопасное остекление. Рассматриваемые промежуточные слои хорошо известны изготовителям стекла. Наиболее часто они представляют собой ПВБ (поливинилбутираль) или листы сополимера этилена и винилацетата. В случае трещины стеклянных листов эти прозрачные продукты позволяют фрагментам удерживаться в своем положении и таким образом предотвращать опасности, создаваемые этими фрагментами при возможном обрушении. Лист органического материала также может содержать добавки, которые улучшают его огнестойкость.
Фиг.8 и 9 показывают две структуры, включающие пластмассовый промежуточный слой (10). Формирование этих структур аналогично тем, которые показаны на фиг.6 и 7, причем толстый лист (7) заменяют ламинированным стеклом (11), включающим промежуточный слой (10).
Присутствие промежуточного слоя имеет преимущества в дополнение к тем, которые касаются ударопрочности. Рассматриваемые продукты, в частности, формируют барьер для УФ излучения, которое может вызывать старение вспучивающихся слоев. Старение этих слоев может приводить к образованию помутнения или пузырьков. Предохранение против УФ излучения, следовательно, особенно желательно для элементов остекления, подвергающихся действию УФ излучения, наподобие элементов остекления фасадов. В этом случае желательно размещать ламинат на стороне остекления, которая непосредственно подвергается УФ излучению. Остекление типа, показанного на фиг.9, предпочтительно в таком виде, в котором промежуточный лист расположен во внутренней части, как показано на фиг.8.
Во всех этих примерах листы изготовлены из прозрачного натриево-известкового силикатного стекла.
Вспучивающиеся слои формируют из гидратированного силиката щелочного металла с мольным отношением SiO2/Na2O 3,3. Кроме того, начальный раствор, нанесенный на эти листы перед сушкой, содержит 7 мас.% глицерина и 0,5 мас.% ТМАГ (гидроксид тетраметиламмония) и 65% воды.
После сушки в вентилируемой печи до контролируемого гидрометрически состояния содержание воды в материале снижается до около 20%. Сушку достигают в 24-часовом цикле.
Листы, имеющие слои гидратированного силиката щелочного металла, собирают каландрованием или предварительным склеиванием в вакууме с последующей термической обработкой под давлением в течение 1 часа при 120°С.
Композиция из различных огнестойких элементов остекления, которые сконфигурированы так, чтобы они отвечали требованиям этого изобретения, приведена ниже. В частности, предложенные элементы остекления, которые сформированы из основных элементов, возможно, объединяют в модули, соединение которых компонует полную структуру, дающую возможность улучшать полный выход производства, так как устранение любых дефектных элементов ограничено единственным основным элементом, либо включенным, либо не включенным в полное остекление.
Различные составные части обозначены ниже следующим образом в каждом случае;
каждый стеклянный лист обозначен его толщиной (в мм);
каждый вспучивающийся слой обозначен как (/);
каждый пластиковый промежуточный лист типа ПВБ обозначен как (:).
Были сконфигурированы следующие элементы остекления. Они соответствуют конструкциям огнестойкости EI 90:






и



Испытание остекления (2) проходило в течение 100 минут проверки в огне. Эта структура особенно предпочтительна, поскольку она имеет благоприятные свойства в связи с ограниченной полной толщиной.
Испытуемое остекление имело размеры 1200×2300 мм. Промежуточный лист ПВБ был 0,76 мм.
Количество раствора, нанесенного на каждый стеклянный лист перед сушкой, составляло 4,2 л/м2. После сушки каждый вспучивающийся слой имел толщину 1,56 мм. Полная толщина остекления была 34,9 мм.
Испытание остекления (7) с теми же самыми размерами, как и предыдущий образец, и с меньшим числом стеклянных листов показало устойчивость в течение слегка более короткого периода. Огнестойкость составляла 90 минут.
На это остекление наносили ту же начальную композицию на стеклянные листы со скоростью 4 л/м2. После сушки каждый вспучивающийся слой имел толщину 1,43 мм. Полная толщина остекления составляла 35 мм.
Следующие элементы остекления были сконфигурированы и соответствовали конструкции с огнестойкостью EI 120:






и




Испытание остекления (11) проходило в течение 129 минут проверки в огне. Как и предыдущая, эта структура особенно выгодна, поскольку она в то же время обеспечивает благоприятные огнестойкие свойства в связи с хорошо контролируемой толщиной.
Это остекление имело размер 1200×2000 мм.
Из структур с (16) по (19), структура (19) имеет преимущество в том, что полностью скомпонована из совершенно одинакового единственного модуля 3/3/3//3, который повторяется три раза в конструкции с двумя промежуточными листами. Следовательно, его производство значительно упрощено по сравнению с другими структурами.
Количество раствора, нанесенного на каждый стеклянный лист перед сушкой, составляло 4,2 л/м2. После сушки каждый вспучивающийся слой имел толщину 1,56 мм. Полная толщина остекления составляла 53 мм.
Образец для испытания остекления (16) имел те же самые размеры, как предшествующий. Его огнестойкость составляла 123 минуты.
На это остекление была нанесена та же самая начальная композиция на стеклянные листы со скоростью 4 л/м2. После сушки каждый вспучивающийся слой имел толщину 1,45 мм. Полная толщина остекления составляла 53,3 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОГНЕСТОЙКОЕ ОСТЕКЛЕНИЕ | 2009 |
|
RU2503543C2 |
| ОГНЕСТОЙКОЕ ОСТЕКЛЕНИЕ | 2006 |
|
RU2439011C2 |
| ОГНЕСТОЙКОЕ ОСТЕКЛЕНИЕ | 2006 |
|
RU2417173C2 |
| ОСТЕКЛЕНИЕ | 2005 |
|
RU2375320C2 |
| ОГНЕСТОЙКОЕ ОСТЕКЛЕНИЕ | 2006 |
|
RU2401374C2 |
| ОГНЕСТОЙКОЕ ОСТЕКЛЕНИЕ | 2007 |
|
RU2450986C2 |
| ОГНЕСТОЙКОЕ ОСТЕКЛЕНИЕ | 2009 |
|
RU2535558C2 |
| ОГНЕСТОЙКОЕ ОСТЕКЛЕНИЕ | 2003 |
|
RU2292375C2 |
| ОГНЕСТОЙКИЕ ПОЛИМЕРНЫЕ ЛИСТЫ | 2005 |
|
RU2450933C2 |
| ОГНЕСТОЙКИЙ МНОГОСЛОЙНЫЙ СТЕКЛОПАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2288898C1 |

Изобретение относится к огнестойкому остеклению. Технический результат заключается в улучшении механических свойств огнестойкого остекления при сохранении герметичности и способности к изоляции от огня в течение 30, 90 или 120 минут. Огнестойкое остекление выполнено на основе стеклянных листов и слоев из вспучивающегося материала на основе гидратированных силикатов щелочных металлов. В остеклении число стеклянных листов может быть равно числу вспучивающихся слоев, причем остекление включает, по меньшей мере, две конструкции, сформированные из двух связанных слоев, и, по меньшей мере, столько промежуточных листов, сколько имеется конструкций из связанных слоев минус один. Толщина стеклянных листов составляет максимум 4 мм. В альтернативном варианте выполнения остекления число стеклянных листов выше числа вспучивающихся слоев, причем число стеклянных листов равно числу вспучивающихся слоев, имеющих толщину, равную, максимум, 2,5 мм. 3 н. и 12 з.п. ф-лы, 9 ил.
1. Огнестойкое остекление, сформированное из ламинированной конструкции, включающей стеклянные листы и слои из вспучивающегося материала на основе гидратированных силикатов щелочных металлов, сделанные из растворов силикатов щелочных металлов, помещенных на стеклянный слой и высушенных, где каждый слой вспучивающегося материала имеет толщину от 1,4 до 2 мм, когда каждый слой отделен стеклянным листом, где слои этого материала могут быть, возможно, установлены парами и, возможно, дополнительно включают один или несколько листов из промежуточного материала между двумя стеклянными листами, и где
либо число стеклянных листов равно числу вспучивающихся слоев, причем остекление включает, по меньшей мере, две конструкции, сформированные из двух связанных слоев, и по меньшей мере, столько промежуточных листов, сколько имеется конструкций из связанных слоев минус один, а стеклянные листы присутствуют в равном количестве с вспучивающимися слоями и каждый имеет толщину максимум 4 мм;
либо число стеклянных листов выше числа вспучивающихся слоев, причем число стеклянных листов равно числу вспучивающихся слоев, имеющих толщину максимум 2,5 мм;
где это остекление отвечает уровням стандартов EI 30, EI 60, EI 90, EI 120 при общей толщине соответственно меньше 17, 25, 37 и 54 мм.
2. Остекление по п.1, причем указанное остекление включает более четырех стеклянных листов.
3. Огнестойкое остекление по п.1, где число вспучивающихся слоев равно числу стеклянных листов и остекление включает, по меньшей мере, две конструкции из связанных слоев, причем каждый из стеклянных листов имеет толщину максимум 3,1 мм.
4. Остекление по п.3, где стеклянные листы, число которых равно числу вспучивающихся слоев, имеют толщину максимум 2,3 мм.
5. Остекление по п.4, где стеклянные листы, число которых равно числу вспучивающихся слоев, имеют толщину максимум 2,1 мм.
6. Остекление по п.1, где слои вспучивающегося материала имеют толщину между 1,5 и 1,8 мм.
7. Остекление по п.1, где число стеклянных листов выше, чем число вспучивающихся слоев, причем указанное остекление включает, по меньшей мере, один стеклянный лист толщиной, по меньшей мере, 5 мм.
8. Остекление по п.7, включающее, по меньшей мере, один стеклянный лист толщиной, по меньшей мере, 6 мм.
9. Остекление по п.1, включающее, по меньшей мере, 4 слоя вспучивающегося материала и то же самое число стеклянных листов плюс два, причем два из стеклянных листов соединены посредством промежуточного листа из пластичного материала типа ПВА или сополимера этилена и винилацетата.
10. Остекление по п.1, которое отвечает стандартам герметичности и изоляции EI 90 для элементов остекления, где композиция из специфических основных элементов, сформированных листом стекла 2 мм, является одной из следующих:
2/2/2/2/2:2/2/2/2/2;
2/2/3/2/2:2/2/3/2/2;
2/2/4/2/2:2/2/4/2/2;
2/2/2//2:2//2/2/2;
2/2//2/2:2/2//2/2;
2//2/2/2:2/2/2//2,
где различные составные части обозначены следующим образом:
каждый стеклянный лист обозначен его толщиной (мм);
каждый вспучивающийся слой обозначен (/);
каждый пластиковый промежуточный лист типа ПВБ обозначен (:).
11. Остекление по п.1, которое отвечает стандартам герметичности и изоляции EI 90 для элементов остекления, где композиция из специфических основных элементов, сформированных листом стекла 3 мм, является одной из следующих:
3/3/3//3:3//3/3/3;
3/3//3/3:3/3//3/3;
3//3/3/3:3/3/3//3,
где различные составные части обозначены следующим образом:
каждый стеклянный лист обозначен его толщиной (мм);
каждый вспучивающийся слой обозначен (/);
каждый пластиковый промежуточный лист типа ПВБ обозначен (:).
12. Остекление по п.1, которое отвечает стандартам герметичности и изоляции EI 120 для элементов остекления, где композиция из специфических основных элементов, сформированных листом стекла 2 мм, является одной из следующих:
2/2/2/2/2:2/2/2/2/2:2/2/2/2/2;
2/2/3/2/2/:2/2/3/2/2:2/2/3/2/2;
2/2/2/2/2/2:2/2/2/2/2/2;
2/2/2/2/2/2/2:2/2/2/2/2/2/2;
2/2/2//2:2//2/2/2:2//2/2/2;
2/2//2/2:2/2//2/2:2/2//2/2,
где различные составные части обозначены следующим образом:
каждый стеклянный лист обозначен его толщиной (мм);
каждый вспучивающийся слой обозначен (/);
каждый пластиковый промежуточный лист типа ПВБ обозначен (:).
13. Остекление по п.1, которое отвечает стандартам герметичности и изоляции EI 120 для элементов остекления, где композиция из специфических основных элементов, сформированных листом стекла 3 мм, является одной из следующих:
3/3/3//3:3/3//3/3:3//3/3/3;
3//3/3/3:3/3//3/3:3/3/3//3;
3/3/3/3/3//3:3//3/3/3/3/3,
где различные составные части обозначены следующим образом:
каждый стеклянный лист обозначен его толщиной (мм);
каждый вспучивающийся слой обозначен (/);
каждый пластиковый промежуточный лист типа ПВБ обозначен (:).
14. Применение элементов остекления в соответствии с одним из предшествующих пунктов для формирования брандмауэров, которые отвечают стандартам EN 1363-1 и 1364-1.
15. Применение элементов остекления по одному из пп.1-13 для формирования дверей или окон, которые отвечают стандарту EN 1634-1.
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЙНОГО МАРМЕЛАДА | 2003 |
|
RU2258422C2 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| МНОГОСЛОЙНЫЙ ОГНЕСТОЙКИЙ СВЕТОПРОЗРАЧНЫЙ МАТЕРИАЛ | 2002 |
|
RU2214373C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСЕРВИРОВАННОГО ПРОДУКТА "ДИЧЬ С ГАРНИРОМ С СОУСОМ БЕЛЫМ С ЯЙЦОМ" | 2013 |
|
RU2512008C1 |
| GB 1367590 A, 18.09.1974. | |||

