Изобретение относится к области высокоскоростной обработки резанием, к режущему инструменту в виде фрезы для такой обработки.
Известен предназначенный для высокоскоростной обработки режущий инструмент, например в виде фрезы, содержащий корпус с осью симметрии, в каждом продольном пазу которого, ограниченном боковыми поверхностями и основанием, с помощью крепежного винта закреплен режущий элемент, включающий вставку и режущую пластину, жестко соединенную с передней частью вставки, и размещен имеющий на головке цилиндрический и конический участки регулировочный винт для установки вершины режущей пластины в осевом направлении относительно корпуса, при этом в корпусе параллельно каждому пазу выполнено открытое на его передний торец отверстие, в котором размещен крепежный элемент в виде цилиндра с поперечным резьбовым отверстием для взаимодействия с крепежным винтом, при этом корпус выполнен из материала с удельным весом меньшим, чем удельные веса материалов, из которых выполнены вставка, крепежный и регулировочный винты (см. международная заявка WO 2008/114242, В23С 5/20, 2008 г.).
Использование режущих пластин, жестко соединенных со вставками, влечет за собой необходимость переточки режущих пластин после того, как их износ превысил допустимый предел. В связи с этим задачей изобретения является увеличение суммарной стойкости режущих пластин (вместе со вставками) за счет увеличения числа переточек.
Поставленная задача решается тем, что в режущий инструмент, например в виде фрезы, содержащий корпус с осью симметрии, в каждом продольном пазу которого, ограниченном боковыми поверхностями и основанием, с помощью крепежного винта закреплен режущий элемент, включающий вставку и режущую пластину, жестко соединенную с передней частью вставки, и размещен имеющий на головке цилиндрический и конический участки регулировочный винт для установки вершины режущей пластины в осевом направлении относительно корпуса, при этом в корпусе параллельно каждому пазу выполнено открытое на его передний торец отверстие, в котором размещен крепежный элемент в виде цилиндра с поперечным резьбовым отверстием для взаимодействия с крепежным винтом, при этом корпус выполнен из материала с удельным весом меньшим, чем удельные веса материалов, из которых выполнены вставка, крепежный и регулировочный винты, согласно изобретению снабжен размещенным в каждом пазу фиксирующим винтом для взаимодействия с задней частью вставки и размещенным в каждом отверстии установочным элементом, выполненным в виде цилиндра с поперечными резьбовыми отверстиями для взаимодействия с регулировочным и фиксирующим винтами, при этом на каждой вставке выполнены передняя и задняя опорные поверхности для взаимодействия соответственно с коническим и цилиндрическим участками головки регулировочного винта и упругий участок, расположенный между указанными опорными поверхностями, а задняя часть вставки выполнена упругой в поперечном направлении с рифлениями для взаимодействия с боковыми поверхностями паза корпуса.
Предложенное изобретение представлено на фиг.1-4, на которых:
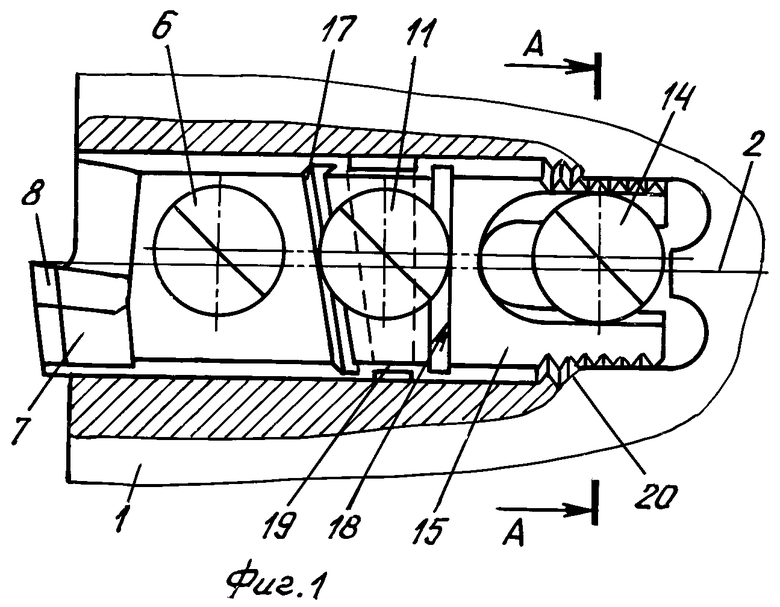
на фиг.1 представлен вид спереди на паз корпуса режущего инструмента в виде фрезы с закрепленной в нем вставкой с режущей пластиной;
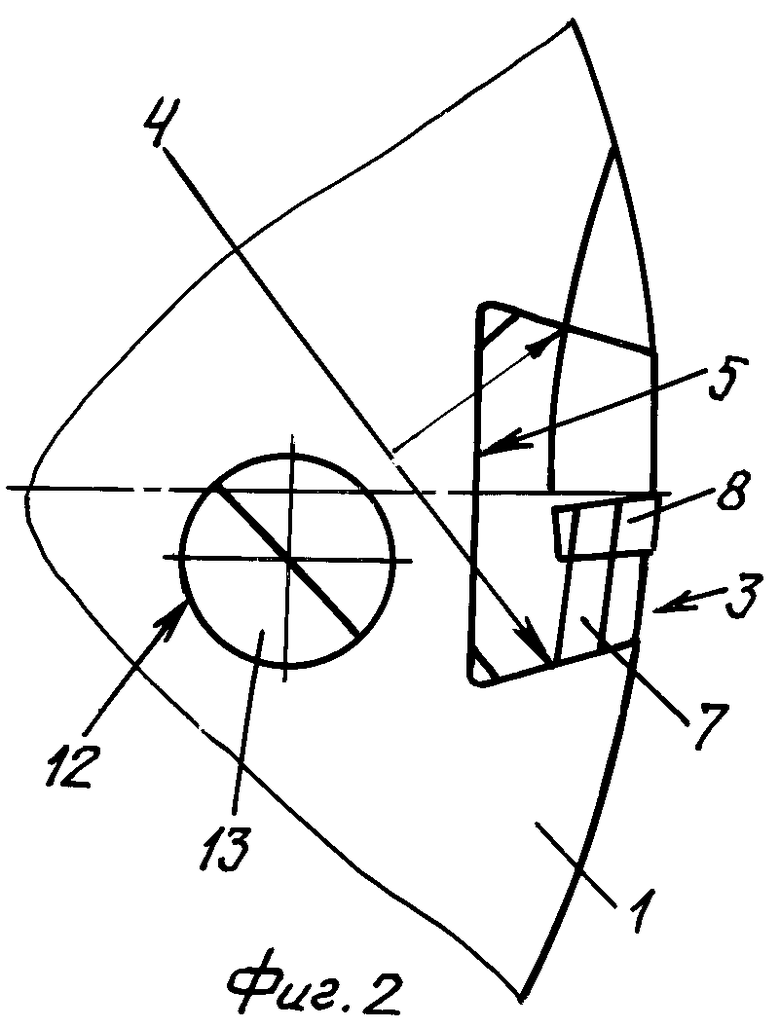
на фиг.2 представлен вид слева на фиг.1;
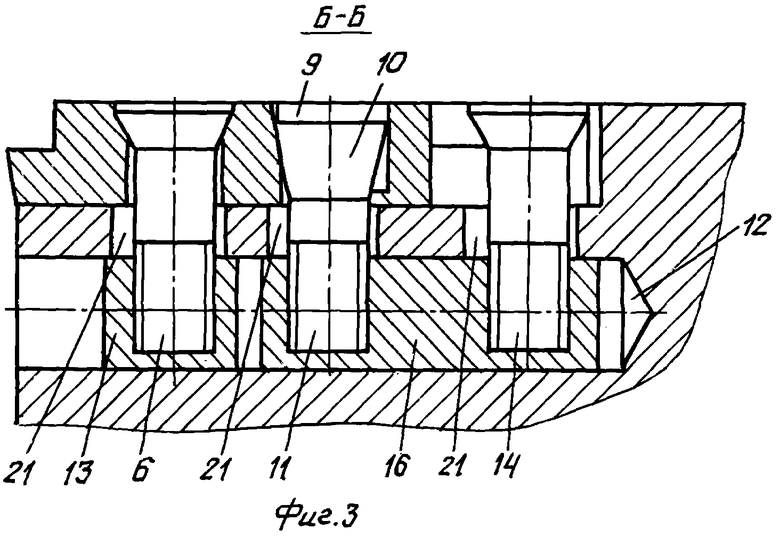
на фиг.3 представлено сечение А-А на фиг.1;
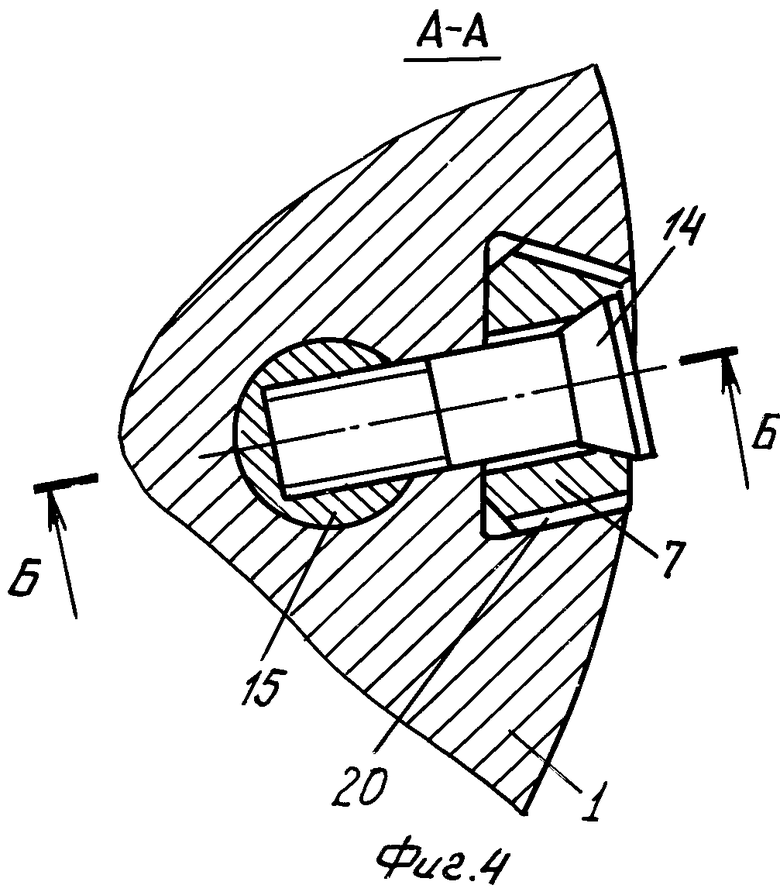
на фиг.4 представлено сечение Б-Б на фиг.3.
Режущий инструмент, для примера показанный в виде торцовой фрезы, содержит корпус 1 с осью симметрии 2. При установке режущего инструмента на шпинделе станка ось симметрии его корпуса совпадает с осью вращения шпинделя. В каждом продольном пазу 3 корпуса 1, ограниченном боковыми поверхностями 4 и основанием 5, с помощью крепежного винта 6 закреплен режущий элемент, включающий вставку 7 и режущую пластину 8, жестко соединенную с передней частью вставки, и размещен имеющий на головке цилиндрический 9 и конический 10 участки регулировочный винт 11 для установки вершины режущей пластины 8 в осевом направлении относительно корпуса 1. В поперечном сечении паз 3 выполнен в форме ласточкина хвоста, боковые поверхности 4 которого сходятся в радиальном направлении наружу по отношению к оси 2 корпуса 1.
В корпусе 1 параллельно каждому пазу 3 выполнено открытое на его передний торец отверстие 12, в котором размещен крепежный элемент 13 в виде цилиндра с поперечным резьбовым отверстием для взаимодействия с крепежным винтом 6. Корпус 1 выполнен из материала с удельным весом меньшим, чем удельные веса материалов, из которых выполнены вставка 7, крепежный 6 и регулировочный 11 винты.
В каждом пазу размещен фиксирующий винт 14 для взаимодействия с задней частью 15 вставки. В каждом отверстии 12 корпуса в осевом направлении позади крепежного элемента 13 размещен установочный элемент 16, выполненный в виде цилиндра с поперечными резьбовыми отверстиями для взаимодействия с регулировочным 11 и фиксирующим 14 винтами.
На каждой вставке выполнены передняя 17 и задняя 18 опорные поверхности для взаимодействия соответственно с коническим 10 и цилиндрическим 9 участками головки регулировочного винта 11 и упругий участок 19, расположенный между указанными опорными поверхностями 17 и 18.
Задняя часть 15 вставки выполнена упругой в поперечном направлении с рифлениями 20 для взаимодействия с боковыми поверхностями 4 паза 3 корпуса 1.
Фиксирующий винт 14 и установочный элемент 16 выполняются из тех же материалов, что крепежный 6 и регулировочный 11 винты и крепежный элемент 13 соответственно.
Как видно на фиг.3 и 4, крепежный 6, регулировочный 11 и фиксирующий 14 винты расположены с наклоном по отношению к радиусу корпуса 1 так, что в процессе обработки поджимают режущий элемент к основанию 5 паза корпуса и одной из боковых 4 его поверхностей в направлении действия сил резания.
При сборке вначале в паз 3 вставляется режущий элемент, затем в отверстие 12 вставляется установочный элемент 16. Затем в соответствующие отверстия вставки вставляются фиксирующий 14 и регулировочный 11 винты, которые затем проходят через соответствующие пазы 21 в основании 5 корпуса и ввинчиваются в соответствующие резьбовые отверстия установочного элемента 16.
Крепежный элемент 13 размещается в отверстии 12, затем крепежный винт 6 вставляется в отверстие вставки 7, проходит через соответствующий паз 21 корпуса и ввинчивается в резьбовое отверстие крепежного элемента.
После сборки проводится грубая регулировка положения режущего элемента относительно корпуса 1 путем его перемещения в пазу 3 и последующей затяжки фиксирующего винта 14. При этом головка фиксирующего винта 14 деформирует упругую заднюю часть 15 вставки до контакта ее рифлений 20 с боковыми стенками 4 паза 3 корпуса.
Тонкую регулировку положения вершины режущей пластины 8 режущего элемента производят путем ввинчивания регулировочного винта 11 и воздействия конического участка 10 головки которого на опорную стенку 17 вставки 7. При этом происходит упругое растяжение упругого участка 19 вставки. Окончательное закрепление режущего элемента осуществляют путем затягивания крепежного винта 6.
После переточки режущей пластины 7 режущего элемента вновь производят сборку, грубую и тонкую регулировку положения режущего элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА | 2005 |
|
RU2294266C1 |
| СБОРНАЯ ФРЕЗА | 2005 |
|
RU2294265C1 |
| СБОРНАЯ ДИСКОВАЯ ФРЕЗА | 2005 |
|
RU2294264C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2007 |
|
RU2337794C1 |
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2505381C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2014 |
|
RU2556843C1 |
| ДИСКОВАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ УЗКИХ ПАЗОВ | 2006 |
|
RU2317878C1 |
| СБОРНОЕ СВЕРЛО | 2011 |
|
RU2465100C1 |
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2490096C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2302320C1 |
Режущий инструмент содержит корпус с осью симметрии, в каждом продольном пазу которого, ограниченном боковыми поверхностями и основанием, с помощью крепежного винта закреплен режущий элемент, включающий вставку и режущую пластину, жестко соединенную с передней частью вставки, и размещен имеющий на головке цилиндрический и конический участки регулировочный винт для установки вершины режущей пластины в осевом направлении относительно корпуса. В корпусе параллельно каждому пазу выполнено открытое на его передний торец отверстие, в котором размещен крепежный элемент в виде цилиндра с поперечным резьбовым отверстием для взаимодействия с крепежным винтом. При этом корпус выполнен из материала с удельным весом меньшим, чем удельные веса материалов, из которых выполнены вставка, крепежный и регулировочный винты. Для увеличения суммарной стойкости режущих пластин за счет переточек он снабжен размещенным в каждом пазу фиксирующим винтом для взаимодействия с задней частью вставки и размещенным в каждом отверстии установочным элементом, выполненным в виде цилиндра с поперечными резьбовыми отверстиями для взаимодействия с регулировочным и фиксирующим винтами. При этом на каждой вставке выполнены передняя и задняя опорные поверхности для взаимодействия соответственно с коническим и цилиндрическим участками головки регулировочного винта и упругий участок, расположенный между указанными опорными поверхностями, а задняя часть вставки выполнена упругой в поперечном направлении с рифлениями для взаимодействия с боковыми поверхностями паза корпуса. 4 ил.
Режущий инструмент, содержащий корпус с осью симметрии, в каждом продольном пазу которого, ограниченном боковыми поверхностями и основанием, с помощью крепежного винта закреплен режущий элемент, включающий вставку и режущую пластину, жестко соединенную с передней частью вставки, и размещен имеющий на головке цилиндрический и конический участки регулировочный винт для установки вершины режущей пластины в осевом направлении относительно корпуса, при этом в корпусе параллельно каждому пазу выполнено открытое на его передний торец отверстие, в котором размещен крепежный элемент в виде цилиндра с поперечным резьбовым отверстием для взаимодействия с крепежным винтом, при этом корпус выполнен из материала с удельным весом, меньшим, чем удельные веса материалов, из которых выполнены вставка, крепежный и регулировочный винты, отличающийся тем, что он снабжен размещенным в каждом пазу фиксирующим винтом для взаимодействия с задней частью вставки и размещенным в каждом отверстии установочным элементом, выполненным в виде цилиндра с поперечными резьбовыми отверстиями для взаимодействия с регулировочным и фиксирующим винтами, при этом на каждой вставке выполнены передняя и задняя опорные поверхности для взаимодействия соответственно с коническим и цилиндрическим участками головки регулировочного винта и упругий участок, расположенный между указанными опорными поверхностями, а задняя часть вставки выполнена упругой в поперечном направлении с рифлениями для взаимодействия с боковыми поверхностями паза корпуса.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Крупногабаритная торцовая фрезерная головка для скоростного фрезерования | 1956 |
|
SU108209A1 |
| 0 |
|
SU168582A1 | |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 0 |
|
SU360171A1 |
| Справочник инструментальщика | |||
| - Л.: Машиностроение, 1987, с.235. | |||

