Настоящая заявка заявляет преимущество временной заявки на патент США № 60/637105, зарегистрированной 17 декабря 2004 года, которая включается сюда в качестве ссылки во всей ее полноте.
Настоящее изобретение относится к связыванию полиэтиленов с относительно высокой прочностью расплава, более конкретно, к связыванию полиэтиленов с относительно высокой прочностью расплава для использования при формовании труб, полученных методом экструзии с раздувом пленок, листов, лент, волокон и формованных изделий, таких как изделия, формованные прессованием, формованные под давлением и формованные раздувом.
Полиэтиленовые трубы являются легкими по весу, простыми при манипулировании и являются некоррозивными. В дополнение к этому, их жесткость является относительно высокой, так что они могут быть проложены под землей, кроме того, их гибкость является такой, что они могут отслеживать контуры грунта и приспосабливаться к перемещениям земли. Благодаря этим преимущественным характеристикам, количество используемых полиэтиленовых труб быстро увеличивается в последние годы.
В дополнение к указанным выше желательным характеристикам, полиэтиленовые трубы должны иметь (1) ударопрочность, достаточную для того, чтобы в течение длительного времени переносить удары, получаемые во время того и после того, как они устанавливаются; и (2) превосходную продолжительную износостойкость под давлением газа или воды (в частности, стойкость к образованию трещин под действием напряжений, связанных с факторами окружающей среды, стойкость к медленному образованию трещин, к быстрому распространению трещин и к ползучести под действием внутреннего давления). Кроме того, при производстве труб полимер для труб должен демонстрировать превосходную устойчивость против гравитационного провисания в текучем состоянии для успешной экструзии трубы большого диаметра с толстыми стенками при минимальном эксцентриситете толщины стенок. Подобным же образом, полимеры для пленок должны демонстрировать улучшенный баланс экструдируемости, стабильности рукава пленки, стойкости при испытании ударной прочности падающим заостренным грузом и FAR (оценки внешнего вида пленки), и в то же время, иметь возможность для успешного экструдирования при всех коммерчески необходимых линейных скоростях. Полимеры для полученных раздувом изделий, должны обеспечивать устойчивость против провисания и хороший баланс жесткости и ESCR (стойкости к образованию трещин под действием факторов окружающей среды). Термоформованные листы также требуют полимеров, которые обеспечивают хорошую устойчивость против провисания и растяжимость. Такие свойства полимеров являются также желательными и в других применениях.
Высокомолекулярные (HMW) гомополимеры и сополимеры этилена, как правило, демонстрируют улучшенную прочность и механические свойства, включая высокую прочность на разрыв, ударопрочность и прочность на прокол. Однако, наряду с такими улучшениями, имеются сложности с технологичностью и экструдируемостью этих HMW полимеров. Один их подходов для решения этой проблемы заключается в увеличении ширины распределения молекулярных масс (MWD) HMW полиэтилена. Один из способов достижения этого заключается в выборе катализатора, например, известно, что хромовые катализаторы склонны к получению продукта с более широким распределением молекулярных масс, чем либо традиционные катализаторы Циглера-Натта (Z-N), либо более новые системы катализаторов на основе металлоценов.
Другой способ, используемый для преодоления трудностей при обработке, связанных с HMW полиэтиленом, заключается в увеличении MWD полимера посредством получения смеси HMW полимера с низкомолекулярным (LMW) полимером. Целью такого получения является сохранение превосходных механических свойств высокомолекулярного полиэтилена, в то же время, сохраняя также усовершенствования в технологичности, происходящие от улучшения экструдируемости более низкомолекулярного компонента. Например, патенты США №№ 6458911 и 2002/0042472 Al описывают полимер для пленки из бимодального полимера этилена, содержащего полимерную смесь из LMW компонента и HMW компонента. Смеси, как сказано, способны формироваться в виде тонких пленок высокой прочности.
Разработаны полимерные композиции с высокой прочностью расплава, содержащие смесь HMW и LMW полиэтиленов, которые пригодны для использования в изготовлении труб и пленок, как описано в патенте США № 2003/0065097, который включается сюда в качестве ссылки. Хотя эти композиции имеют высокие прочности расплава, более высокие вязкости расплава при очень низких скоростях сдвига по-прежнему являются желательными.
Более высокие вязкости расплава могут достигаться посредством технологий реологической модификации. Как здесь используется, термин "реологическая модификация" обозначает изменение вязкости расплава полимера, как определяется по измерениям ползучести и динамической механической спектроскопии (DMS). Предпочтительно, прочность или вязкость при низких скоростях сдвига полимерного расплава увеличивается, и в то же время, поддерживается вязкость полимера при высоких скоростях сдвига. Таким образом, реологически модифицированный полимер демонстрирует большую стойкость к гравитационному течению, провисанию или растяжению во время удлинения расплавленного полимера при условиях низкого сдвига (то есть, вязкость, измеренную при сдвиге, меньшем, чем 0,1 рад/сек, посредством измерений DMS или ползучести), и не понижает выход при условиях высокого сдвига, (то есть, приблизительно при 10 рад/сек и больше). Увеличение прочности расплава, как правило, наблюдается, когда в полимер вводятся высокомолекулярные частицы, длинноцепные разветвления или сходные структуры.
Полиолефины часто реологически модифицируются с использованием неселективных химических механизмов, включая свободные радикалы, генерируемые, например, с использованием пероксидов или излучения высокой энергии. Однако химические механизмы, включающие в себя генерирование свободных радикалов при повышенных температурах, также уменьшает молекулярную массу посредством обрыва цепей, особенно в полимерах, содержащих третичный водород, таких как сополимеры полистирола, полипропилена, полиэтилена, и тому подобное. Другая технология реологической модификации достигается посредством связывания полимерных цепей вместе посредством реакции с полисульфонилазидами, как рассматривается, например, в патентах США №№ 6143829, 6160029, 6359073 и 6379623.
Полимерная композиция с относительно высокой прочностью расплава связывается полисульфонилазидом для получения изделий с дополнительно улучшенными характеристиками прочности расплава. Эта новая полимерная композиция с высокой прочностью расплава содержит компонент LMW полиэтилена и компонент HMW полиэтилена, где полимерная композиция имеет по существу единственный пик на кривой распределения ламелл по толщине (LTD) и значение PENT (Pennsylvania Notch Test), большее, приблизительно, чем 1000 часов, когда характеризуется согласно ASTM D-1473-97, примерно при 80°C и приблизительно 2,4 МПа. Новая полимерная композиция, когда производится в форме трубы, удовлетворяет и превосходит промышленные требования PE 3408 и PE 100. Новая полимерная композиция может использоваться в качестве прямой (замещающей) замены для полимеров, используемых в настоящее время в обычных способах производства труб, и может формоваться со всеми сочетаниями диаметра и толщины стенок трубы, которые обычно встречаются в промышленности. Когда новый полимер производится в виде пленки, получается пленка с высокой стойкостью при испытании ударной прочности падающим заостренным грузом (согласно ASTM D-1709-03 Method B) с хорошей экструдируемостью и стабильностью рукава пленки, технологичностью и высокой оценкой внешнего вида пленки (FAR). Изделия, формованные раздувом, с улучшенными свойствами могут изготавливаться из новой полимерной композиции благодаря ее сочетанию высокой прочности расплава и устойчивости против провисания (характеризуемой вязкостью, измеренной при скорости сдвига, меньшей, чем 0,1 рад/сек посредством измерений динамической механической спектроскопии (DMS) или ползучести) и превосходному балансу между жесткостью (характеризуемой плотностью, модулем изгиба и 2-процентный секущий модуль согласно ASTM D-790-03 Method B), ESCR (характеризуемой согласно ASTM D-1693-01 Method B) и ударопрочностью (характеризуемой согласно ASTM D-256-03 Method A и ASTM D-1822-99).
В частности, настоящее изобретение предусматривает композицию, включающую продукт реакции:
(a) первой композиции, содержащей компонент LMW полиэтилена и компонент HMW полиэтилена, и
(b) второй композиции, содержащей связывающее количество, по меньшей мере, одного полисульфонилазида, и
где первая композиция имеет по существу единственный пик на кривой LTD, и
где композиция имеет значение PENT, большее, чем 1000 часов, при 80°C, при приложенном напряжении примерно 2,4 МПа.
В одном из вариантов осуществления, композиция имеет значение PENT, большее, чем 3000 часов, а предпочтительно, большее, чем 6500 часов, примерно при 80°C и примерно при 3 МПа.
В другом варианте осуществления, композиция имеет плотность большую, примерно, чем 0,940 г/см3, среднюю молекулярную массу в пределах от 200000 до 490000 г/моль и отношение скоростей потока расплава(I21/I5) от 15 до 50.
Еще в одном варианте осуществления, HMW компонент полиэтилена содержит сомономер, выбранный из группы, состоящей из C3-C10 альфа-олефинов, и в частности из C3-C10 алифатических альфа-олефинов. В дополнительном варианте осуществления, содержание сомономера находится в пределах от больше 0 до 6,0% мас., включая все индивидуальные значения и внутренние диапазоны от 0 до 6,0 % мас.
В другом варианте осуществления, компонент LMW полиэтилена содержит сомономер, выбранный из группы, состоящей из C3-C10 альфа-олефинов, и в частности из C3-C10 алифатических альфа-олефинов. Еще в одном варианте осуществления, содержание сомономера находится в пределах от больше 0 до 3,0% мас., включая все индивидуальные значения и внутренние диапазоны от 0 до 3,0% мас.
В другом варианте осуществления, первая композиция является бимодальной или мультимодальной, как определяется ГПХ.
В другом варианте осуществления, компонент HMW полиэтилена составляет от 48 до 67% мас. объединенной массы HMW компонента и LMW компонента, еще в одном варианте осуществления, компонент LMW полиэтилена составляет от 33 до 52% мас. объединенной массы HMW компонента и LMW компонента.
В другом варианте осуществления, композиция имеет следующие свойства:
1) плотность, по меньшей мере, 0,94 г/см3, как измеряется согласно ASTM D-792-03 Method B;
2) скорость потока расплава (I5) от 0,2 до 1,5 г/10 мин;
3) отношение скоростей потока (I21/I5) от 20 до 50; и
4) распределение молекулярных масс, Mw/мn, от 15 до 40; и
где компонент HMW полиэтилена составляет от 30 до 70% мас. композиции; имеет плотность, по меньшей мере, 0,89 г/см3, как измеряется согласно ASTM D-792-03 Method B; имеет скорость потока расплава (I2) от 0,01 до 0,2 г/10 мин и отношение скоростей потока (I21/I2) от 20 до 65; и где компонент LMW полиэтилена составляет от 30 до 70% мас. композиции; имеет плотность, по меньшей мере, 0,940 г/см3, как измеряется согласно ASTM D-792-03 Method B; имеет скорость потока расплава (I2) от 40 до 2,000 г/10 мин и имеет отношение скоростей потока (I21/I2) от 10 до 65.
В другом варианте осуществления, концентрация полисульфонилазида составляет до 200 мкг/г, а более предпочтительно, меньше чем 200 мкг/г.
Настоящее изобретение также предусматривает композиции, содержащие сочетания двух или более вариантов осуществления, как здесь описано.
Настоящее изобретение также предусматривает изделие, содержащее, по меньшей мере, один компонент, сформированный из композиции по настоящему изобретению. Такое изделие включает в себя, но, не ограничиваясь этим, изделия, формованные раздувом, трубы, пленки, листы и другие изделия.
В одном из вариантов осуществления, настоящее изобретение предусматривает трубу с толщиной стенок до 4 дюймов (10,2 см), или более. В другом варианте осуществления, настоящее изобретение предусматривает трубу с толщиной стенок, меньшей, чем 4 дюйма (10,2 см).
В другом варианте осуществления, настоящее изобретение предусматривает пленку, полученную из композиции, которая связывается с менее чем 150 мкг/г полисульфонилазида. В другом варианте осуществления, настоящее изобретение предусматривает пленку, которая имеет более высокое сопротивление при испытании ударной прочности падающим заостренным грузом, чем пленка, изготовленная из идентичной в остальном полимерной композиции, в которой нет связующего агента. В дополнительном варианте осуществления, настоящее изобретение предусматривает пленку, которая имеет более высокую поперечную стабильность рукава пленки, чем пленка, изготовленная из идентичной в остальном полимерной композиции, в которой нет связующего агента. Еще в одном варианте осуществления, настоящее изобретение предусматривает пленку, которая имеет как более высокое сопротивление при испытании ударной прочности падающим заостренным грузом, так и более высокую поперечную стабильность рукава пленки, чем пленка, изготовленная из идентичной в остальном полимерной композиции, в которой нет связующего агента.
В другом варианте осуществления, настоящее изобретение предусматривает изделие, формованное раздувом, которое имеет более высокие значения прочности при ударном растяжении и ударопрочности согласно Izod, и, по меньшей мере, такие же значения ESCR, по сравнению с изделием, формованным раздувом, изготовленным из идентичной в остальном полимерной композиции, в которой нет связующего агента. В дополнительном варианте осуществления, изделие, формованное раздувом, представляет собой бутылку, цилиндрическую бочку или деталь автомобиля.
Настоящее изобретение также предусматривает способ изготовления труб, включающий в себя:
a) выбор полимерной композиции, имеющей по существу единственный пик на кривой LTD;
b) связывание полимерной композиции полисульфонилазидом; и
c) экструдирование полимерной композиции с формированием трубы.
Настоящее изобретение также предусматривает способ улучшения поведения деформации ползучести полимера, включающий в себя взаимодействие полисульфонилазида с композицией, которая содержит компонент LMW полиэтилена и компонент HMW полиэтилена, и где композиция имеет по существу единственный пик на кривой LTD, и где прореагировавшая композиция имеет значение PENT, большее, чем 1000 часов, при 80°C и при приложенном напряжении 2,4 МПа. В дополнительном варианте осуществления настоящего способа, композиция после реакции связывания имеет вязкость расплава, при скорости сдвига 1×10-5 рад/сек, которая в 2 раза больше чем вязкость расплава композиции полимера при такой же скорости сдвига. Еще в одном варианте осуществления настоящего способа, композиция после реакции связывания имеет вязкость расплава, при скорости сдвига 1×10-5 рад/сек, которая в 5 раз больше, чем вязкость расплава композиции полимера при такой же скорости сдвига. Еще в одном варианте осуществления настоящего способа, композиция, после реакции связывания, имеет вязкость расплава, при скорости сдвига 1×10-5 рад/сек, которая в 10 раз, или более, больше чем вязкость расплава композиции полимера при такой же скорости сдвига.
Настоящее изобретение также предусматривает композицию, включающую продукт реакции:
(a) первой композиции, содержащей компонент полиэтилена, полученный в присутствии системы катализаторов на основе хрома, и
(b) второй композиции, содержащей связывающее количество, по меньшей мере, одного полисульфонилазида.
В одном из вариантов осуществления этой композиции, компонент полиэтилена является одномодальным, как определяется посредством ГПХ. В другом варианте осуществления, компонент полиэтилена имеет плотность от 0,890 до 0,975 г/см3, а предпочтительно, плотность от 0,930 до 0,960 г/см3. Еще в одном варианте осуществления, компонент полиэтилена имеет MI2 от 0,01 до 20 г/10 мин, а более предпочтительно, от 0,1 до 15 г/10 мин В другом варианте осуществления, компонент полиэтилена имеет MI21 от 1 до 50 г/10 мин, и MI21/MI2 от 4 до 200. Еще в одном варианте осуществления, компонент полиэтилена полимеризуется, где сомономер, выбирается из группы, состоящей из C3-C10 альфа-олефинов, и в частности, C3-C10 алифатических альфа-олефинов. В другом варианте осуществления, сомономер выбирается из группы, состоящей из пропилена, 1-бутена, 1-пентена, 1-гексена, 1-гептена и 1-октена, а более предпочтительно, сомономер выбирается из группы, состоящей из 1-гексена и 1-октена. В другом варианте осуществления этой композиции, композиция имеет содержание геля, которое меньше чем 10 процентов, предпочтительно, меньше чем 5 процентов, более предпочтительно, меньше чем 2 процента, а еще более предпочтительно, меньше чем 0,5 процента, как измеряется в соответствии с ASTM D 2765-90. Еще в одном варианте осуществления, композиция связывается с менее чем 200 мкг/г полисульфонилазида. Настоящее изобретение также предусматривает композиции, содержащие сочетания двух или более вариантов осуществления, как здесь описано. Настоящее изобретение также предусматривает изделия, содержащие, по меньшей мере, один компонент, сформированный из такой композиции, включая, но, не ограничиваясь этим, листы, такие как термоформованные листы, пленки, трубы, изделия, формованные раздувом, и другие изделия. Такая композиция является особенно пригодной для термоформованных листов.
Фиг.1 изображает профили низкосдвиговой вязкости полимеров по настоящему изобретению и сравнительных полимеров.
Фиг.2 изображает профили низкосдвиговой вязкости полимеров по настоящему изобретению и сравнительных полимеров.
Фиг.3 изображает профили тангенса дельта полимеров по настоящему изобретению и сравнительных полимеров.
Варианты осуществления настоящего изобретения предусматривают новую полиэтиленовую композицию для изготовления труб для воды, нефти или газа и других продуктов, таких как лист, пленка, ленты, волокна, колпаки и крышки, и формованных изделий, посредством процессов формования, включая формование раздувом, формование прессованием и формование под давлением.
Варианты осуществления настоящего изобретения предусматривают способ изготовления труб для воды, нефти или газа. Способ включает в себя выбор полимерной композиции, имеющей по существу единственный пик на кривой LTD, и экструдирование композиции с формированием трубы.
Новая композиция содержит компонент LMW этиленового полимера и компонент HMW этиленового полимера. Предпочтительно, LMW компонент и HMW компонент совместно кристаллизуются в композиции, так что она демонстрирует единственный или по существу единственный пик на кривой LTD. Этиленовый полимер для LMW и HMW компонентов может представлять собой либо гомополимеры, либо интерполимеры (или сополимеры) этилена. Предпочтительно, оба компонента представляют собой интерполимеры (или сополимеры) этилена одинаковой или различной композиции (то есть, с одинаковыми или различными сомономерами). Бимодальность MWD новой композиции связана с различием в MW для LMW компонента и HMW компонента. Индивидуальные компоненты предпочтительно имеют одномодальное MWD. Предпочтительно, молекулярные массы LMW и HMW компонентов, индивидуально, являются различными и отличаются друг от друга, так что, когда она смешивается, полученная композиция имеет общее бимодальное распределение молекулярных масс. Полимеры с мультимодальными MWD также могут использоваться.
Предпочтительные сомономеры, используемые в полиэтиленовых компонентах по настоящему изобретению, включают в себя C3-C20 алифатические альфа-олефины, а более предпочтительно, C3-C10 алифатические альфа-олефины. Предпочтительный сомономер выбирается из группы, состоящей из пропилена, 1-бутена, 1-пентена, 1-гексена, 1-гептена, 1-октена, 1-нонена, 1-децена и 4-метил-1-пентена. Особенно предпочтительные сомономеры выбираются из группы, состоящей из пропилена, 1-бутена, 1-гексена и 1-октена, а более предпочтительно, из 1-гексена и 1-октена. В другом варианте осуществления, компонент полиэтилена может также содержать, по меньшей мере, один полиен, включая, но, не ограничиваясь этим, сопряженные и несопряженные диены.
В следующем далее описании, все числа, описанные здесь, представляют собой примерные значения, независимо от того, используется слово "примерно" или "примерный" в сочетании с ними. Они могут отличаться на 1 процент, 2 процент, 5 процент, а иногда на 10-20 процентов.
Когда описывается диапазон чисел с нижним пределом RL и верхним пределом RU, любое число, попадающее в этот диапазон, описывается конкретно. В частности, конкретно описываются следующие числа в диапазоне R=RL+k·(RU-RL), где k представляет собой переменную, находящуюся в пределах от 1 процента до 100 процентов, с шагом в 1 процент, то есть, k составляет 1 процент, 2 процента, 3 процента, 4 процента, 5 процентов,..., 50 процентов, 51 процент, 52 процента,..., 95 процентов, 96 процентов, 97 процентов, 98 процентов, 99 процентов или 100 процентов. Кроме того, любой численный диапазон, определенный двумя числами R, как определено выше, также описывается конкретно. Здесь описываются численные диапазоны для индексов расплава, плотности, молекулярной массы, количества атомов углерода в альфа-олефине и других свойств.
Термин "связывающее количество", как здесь используется, относится к количеству связывающего агента, которое является эффективным при связывании полимерных цепей, но не приводит к значительной поперечной сшивке конечного полимерного продукта, как видно по очень низкому содержанию геля или по его отсутствию в конечном полимерном продукте.
Термин "полимер" используется здесь для указания гомополимера, интерполимера (или сополимера) или терполимера. Термин "полимер", как здесь используется, включает в себя интерполимеры, такие, например, как те, которые получают посредством сополимеризации этилена с одним или несколькими C3-C10 альфа-олефинами или полипропилена с одним или несколькими C4-C10 альфа-олефинами.
Термин "интерполимер", как здесь используется, относится к полимерам, полученным посредством полимеризации, по меньшей мере, двух различных типов мономеров. Общий термин интерполимер, таким образом, включает в себя сополимеры, обычно используемые для упоминания полимеров, полученных из двух различных типов мономеров, и полимеров, полученных из более чем двух различных типов мономеров.
Термин "этилен/α-олефин", "этиленовый интерполимер (или сополимер)" и сходные термины, как здесь используется, относятся к интерполимеру на основе этилена, который содержит, по меньшей мере, 50 процентов молярных этилена и один или несколько дополнительных сомономеров.
Термин "одномодальный", как здесь используется в связи с общим MWD сравнимых примеров или в связи с MWD полимерного компонента композиции по настоящему изобретению, означает, что MWD на кривой гельпроникающей хроматографии (ГПХ) по существу не демонстрирует множества полимерных компонентов, то есть, не существует горбов, плеч или хвостов на кривой ГПХ, или ими по существу можно пренебречь. Другими словами, DOS (степень разделения) равна нулю или по существу близка к нулю.
Термин "бимодальный", как здесь используется, означает, что MWD на ГПХ кривой демонстрирует два полимерных компонента, где один полимерный компонент может даже существовать в виде горба, плеча или хвоста по отношению к MWD другого полимерного компонента.
Термин "мультимодальный", как здесь используется, означает, что MWD на кривой ГПХ демонстрирует более двух полимерных компонентов, где один полимерный компонент может даже существовать в виде плеча или хвоста, по отношению к MWD другого полимерного компонента.
Термин "отличающийся", как используется в связи с MWD LMW компонента и HMW компонента, означает, что нет существенного перекрывания двух соответствующих распределений молекулярных масс на полученной кривой ГПХ. То есть, что каждое распределение молекулярных масс является достаточно узким, и их средние молекулярные массы достаточно различаются, что MWD обоих компонентов по существу демонстрирует фоновый уровень, как на его HMW стороне, так и на его LMW стороне, другими словами, DOS равна, по меньшей мере, 1, предпочтительно, по меньшей мере, 2, 4, 5, 7, 9 или 10.
Термин LTD, используемый здесь, относится к распределению толщины ламелл, Lc, полимера.
Термин "по существу единственный пик" или "единственный пик" используется здесь в связи с кривыми LTD для обозначения того, что пик по существу не демонстрирует двух или более пиков. Но "по существу единственный пик" может не следовать Гауссову распределению, может быть шире, чем показывало бы Гауссово распределение, или иметь более плоский пик, чем Гауссово распределение. Некоторые по существу сингулярные пики могут иметь хвост по любую сторону от пика. В некоторых вариантах осуществления, может быть возможным математическое разрешение "по существу единственного пика" на кривой LTD на два или более компонентов посредством различных методов. В некоторых вариантах осуществления "по существу единственный пик" на кривой LTD следует уравнению:
 ,
,
где Pi представляет собой точку на кривой LTD, имеющую значение для процента массовой доли между значением самой высокой массовой доли, Рн, на кривой LTD и самой нижней точкой, pL, имеющей значение Lc между значением Lc для Pi и значением Lc для Рн. В некоторых случаях, это процентное различие меньше, примерно, чем 8 процентов, или меньше, примерно, чем 7 процентов. В некоторых вариантах осуществления по существу единственный пик имеет различие примерно 5 процентов или меньше, или примерно 2,5 процента или меньше. Разумеется, в некоторых вариантах осуществления, нет точки PL между Pi и Рн, так что процентное различие равно нулю.
Как здесь используется, термин "реологическая модификация" означает изменение вязкости расплава полимера, как определено с помощью измерений ползучести и DMS.
Термин "предшественник катализатора", как здесь используется, в конкретной связи с катализаторами типа магний/титан, обозначает смесь, содержащую соединения титана и магния и донор электронов основания Льюиса.
Термин "инертно замещенный" относится к замещению атомами или группами, которые не влияют нежелательным образом на желаемую реакцию (реакции) или желаемые свойства получаемых связанных полимеров.
Для целей настоящего описания, реактор, в котором условия являются способствующими изготовлению высокомолекулярного полимера, известен как "высокомолекулярный реактор". Альтернативно, реактор, в котором условия способствуют изготовлению низкомолекулярного полимера, известен как "низкомолекулярный реактор".
Термин "обработка расплава" используется для обозначения любого способа, в котором полимер размягчается или плавится, включая, но, не ограничиваясь этим, экструзию, гранулирование, раздув и налив пленки, термоформование, компаундирование в форме расплава полимера.
Термин "экструдер" используется в его самом широком значении для включения таких устройств, в качестве устройства, которое экструдирует гранулы или грануляты.
Термины "смесь" или "полимерная смесь", или сходные термины, как здесь используется, обозначают смесь двух или более полимеров. Такая смесь может быть или не быть смешиваемой. Такая смесь может быть или не быть разделенной на фазы. Такая смесь может содержать или не содержать одну или несколько конфигураций доменов, как определяется по электронной микроскопии прохождения.
Плотность полимера, измеряют посредством метода Архимедова вытеснения, ASTM D 792-03, Method B, в изопропаноле. Образцы измеряют в пределах 1 часа от формования после кондиционирования на изопропанольной бане при 23°C в течение 8 мин, для достижения теплового равновесия перед измерением. Образцы формуют прессованием в соответствии с ASTM D-4703-00 Annex A, с 5-минутным начальным периодом нагрева примерно при 190°C, и при скорости охлаждения 15°C/мин, согласно Procedure C. Образец охлаждают до 45°C в прессе с продолжением охлаждения до тех пор, пока он не станет "холодным на ощупь".
Измерения скорости потока расплава осуществляют в соответствии с ASTM D-1238-03, Condition 190°C/2,16 кг и Condition 190°C/5,0 кг, которые известны как I2 и I5, соответственно. Скорость потока расплава обратно пропорциональна молекулярной массе полимера. Таким образом, чем выше молекулярная масса, тем ниже скорость потока расплава, хотя соотношение не является линейным. Определение скорости потока расплава может также осуществляться для еще более высоких масс, например, в соответствии с ASTM D-1238, Condition 190°C/10,0 кг и Condition 190°C/21,6 кг, и известно как I10 и I21, соответственно. Отношение скоростей потока (FRR) представляет собой отношение скорости потока расплава (I21) к скорости потока расплава (I2), если не указано иного. Например, в некоторых случаях, FRR может выражаться как I21/I5, в особенности для полимеров с более высокими молекулярными массами.
Количество мелкодисперсных частиц полимера в данном образце определяют с использованием следующего способа: 500 г полимера добавляют в стандартный набор сит, состоящих из следующих размеров ячеек, США: 10, 18, 35, 60, 120, 200 (2000 мкм, 1000 мкм, 500 мкм, 250 мкм, 125 мкм, 75 мкм), и поддона. Шейкер Rotap или Gradex 2000 используют для разделения частиц. Материалы, которые проходят через сито 120 меш и остаются на поддоне, классифицируются как мелкодисперсные частицы. Геометрическое среднее используется для вычисления среднечисленного размера частиц (APS).
Объемная плотность полимера, определяют с использованием ASTM D1895-96 (re-approved 2003).
Значение FAR получают посредством сравнения экструдированной пленки с набором сравнительных пленок, как для трубы толщиной 1,5 мил (38 мкм), так и для полимеров, для формования раздувом. Полимер для пленки производят толщиной 1 мил (25 мкм) и сравнивают со стандартными пленками толщиной 1,5 мил (38 мкм). Стандарты доступны от The Dow Chemical Company (Test Method PEG #510 FAR). Для всех полимеров, за исключением полимеров для пленок, используют следующий способ. Полимер стабилизируется перед экструзией посредством тщательного подмешивания в полимер 0,10, 0,05 и 0,08% мас., соответственно, следующих добавок: стеарата кальция, стеарата цинка и фенольного стабилизатора, октадецил 3,5-ди-трет-бутил-4-гидроксигидроциннамата, коммерчески доступного от Ciba Specialty Chemicals под торговым наименованием Irganox 1076. Электрически нагреваемый экструдер с воздушным охлаждением Model CE-150-20, 38 мм (1,5 дюйма), L/D 20:1, MPM Custom Equipment, с 7 зонами нагрева (3 цилиндра, 1 литник, 3 головки) используют для получения образцов пленки. Более конкретное описание экструдера является следующим:
Производитель экструдера: MPM Polymer Systems, Inc.
Тип: Low Boy [610 мм (24 дюйма), центральная линия]
Нагрев: Электрический, 425°C, контроллеры
Охлаждение: Только в бункере (вода)
Скорость: Переменная
Производитель шнека: MPM Polymer Systems, Inc.
Тип: 20:1 стандартный шнек для полиэтилена низкой плотности, с отверстием до середины переходной секции.
Диаметр: 38 мм (1,5 дюйма)
L к D: 20/1
Производитель головки: MPM Polymer Systems, Inc.
Диаметр: 100 мм (4 дюйма)
Зазор: 30 мил (0,762 мкм)
Тип: глубокий боковой питатель
Производитель воздуходувки: Buffalo Forge
Демпер контроля воздушного потока на откачке
Клапаны контроля воздушного потока на выпуске
Мотор: 1,5 л.с. (1120 Вт), 2 скорости
Уравнительная камера для воздуха между воздуходувкой и воздухом окружающей среды
Производитель воздушного кольца: MPM Polymer Systems, Inc.
Layout 708
Диаметр: внутренний диаметр 172 мм (6,75 дюйма)
Тип: с перестраиваемой щекой
Высота башни: 914 мм (36 дюймов)
Длина схлопывающей рамки 343 мм (13,5 дюйма)
Условия экструзии для исследования FAR являются следующими:
Шнек Neutral
Полностью проточная вода для бункера
Температуры (°C)
Зона 1 210
Зона 2 210
Зона 3 210
Литник 225
Адаптер 225
Зона головки 1 225
Зона головки 2 225
Пакет сит, нержавеющая сталь, ячейки 40/40
Выход:
Скорость шнека 65 об/мин
Отношение раздува 2/1
Ширина плоской выложенной части 12 дюймов (304,8 мм)
Высота линии застывания 103 дюйма (254 мм)
Высота башни 36 дюймов (914,4 мм)
Исследование для оценки пленки:
Скорость прижимного валика 254 фут/мин (1,29 м/сек)
Толщина пленки 1,5 мил (0,038 мкм)
Диапазон толщины пленки 1,3-1,7 мил (33-43,2 мкм)
Скорость шнека может регулироваться для получения соответствующих скоростей прохождения. Линия застывания измеряется от нижнего уровня воздушного кольца. Скорость прижимного валика изменяется до получения толщины пленки 1,5 мил (38 мкм). Толщину пленки измеряют с использованием Federal dial indicator gage в соответствии с ASTM D 374.
После того как экструдер достигает теплового равновесия и получается однородная пленка, отбирают образец пленки длиной 3 м. Оценки основываются на самой плохой секции, увиденной в каждом образце. Эта оценка основывается на уровне частиц геля, наблюдаемого в пленке, общем термине для дискретных несовершенств в полиэтиленовой пленке. Частицы геля могут формироваться из высокомолекулярного материала, либо прозрачного, либо окрашенного, волокнистого или иного постороннего загрязнения, или сквозного поперечного загрязнения полимера. Частицы геля представляют собой наиболее распространенный дефект, встречающийся в пленках, и учитываются для большой части оценки пленки. Другие дефекты, отмечаются, но обычно не включаются в величину оценки для внешнего вида пленки. Если это необходимо, во время этого оценивания делается сравнение с набором стандартов пленки высокой плотности. Значения приводятся с шагом по 10 единиц, в пределах от +50 (наилучшее) до -50 (наихудшее).
Все полученные результаты генерируются с помощью TA Instruments Model Q1000 DSC, снабженный RCS (рефрижераторной системы охлаждения), аксессуарами для охлаждения и устройством для автоматического отбора образцов. При этом используется продувка потоком газообразного азота 50 мл/мин. Образец прессуют в виде тонкой пленки с использованием пресса при 175°C и при максимальном давлении 1500 фунт/кв.дюйм (10,3 МПа) в течение примерно 15 секунд, затем охлаждают на воздухе до комнатной температуры при атмосферном давлении. Затем примерно 3-10 мг материала вырезают в виде диска диаметром 6 мм с использованием дырокола, взвешивают с точностью 0,001 мг, помещают на легкий алюминиевый поддон (примерно 50 мг), а затем завинчивают крышкой. Тепловое поведение образца исследуют при следующем профиле температуры: Образец быстро нагревают до 180°C и выдерживают при постоянной температуре в течение 3 минут для удаления любой предыдущей тепловой истории. Затем образец охлаждают до -40°C, при скорости охлаждения 10°C/мин, и выдерживают при -40°C в течение 3 минут. Затем образец нагревают до 150°C при скорости нагрева 10°C/мин. Регистрируют кривые охлаждения и второго нагрева.
Кривая LTD относится к графику процента массового как функции толщины ламелл, Lc. Дополнительную информацию можно найти в патентах США №№ 4981760 и 2004/0034169 Al, которые включаются сюда в качестве ссылок во всей их полноте.
Данные LTD получают и анализируют следующим образом. Образцы вырезают непосредственно из произведенных полиэтиленовых продуктов. Образцы для DSC отбирают из стенки трубы, пленки или из плашек, используемых для измерений PENT. Образцы также могут отбираться из гранул для получения информации о влиянии условий гранулирования на LTD. Если способ получения не дает однородного охлаждения/отверждения, образцы отбираются из различных частей продукта для отражения этих различий. Это может быть важным в экструдированных трубах, если труба охлаждается снаружи внутрь с помощью холодной воды, так что скорость охлаждения по этой причине уменьшается снаружи стенки трубы внутрь. Для отражения этих различий, отбираются, по меньшей мере, три образца из наружного, среднего и внутреннего слоя стенки трубы. Примерно 10 мг образца анализируют с помощью DSC, с использованием скорости нагрева 10°C/мин. Для лучшего сравнения различий, вызываемых молекулярными переменными, история отверждения образца стандартизируется следующим образом: Образец перекристаллизуется посредством плавления образца в держателе для образца DSC при 190°C, а затем охлаждения его до 30°C, при скорости 20°C/мин, для устранения артефактов на кривой DSC, которые в ином случае могли бы наблюдаться из-за предыдущих процессов изготовления.
Используют трехстадийную процедуру. Во-первых, LTD в продуктах, таких как трубы или пленка, определяют посредством сканирования образца от 30°C до 190°C, при скорости нагрева 10°C/мин. Характеристика полученного LTD ассоциируется как с переменными материала, так и с условиями обработки. Образец выдерживают при 190°C в течение 1 минуты, для полной релаксации молекулярных цепей. Во-вторых, образец охлаждают при скорости охлаждения 20°C/мин от 190°C до 30°C, чтобы дать образцу возможность для перекристаллизации при контролируемых условиях. Температуру поддерживают при 30°C в течение 1 минуты. В-третьих, образец нагревают при скорости 10°C/мин для определения LTD в перекристаллизованном образце. Это LTD используют для исследования влияния переменных материала посредством исключения факторов изготовления. Сначала, интегрируют пик плавления DSC. Регистрируют температуру плавления и соответствующую интегральную частичную площадь пика плавления. Затем температуру плавления используют для вычисления толщины ламелл,  кристалла полиэтилена в соответствии с хорошо известным уравнением Томсона-Гиббса из температуры плавления, Tm:
кристалла полиэтилена в соответствии с хорошо известным уравнением Томсона-Гиббса из температуры плавления, Tm:

где  представляет собой равновесную температуру плавления бесконечного кристалла,
представляет собой равновесную температуру плавления бесконечного кристалла,  представляет собой поверхностную свободную энергию базальной плоскости и
представляет собой поверхностную свободную энергию базальной плоскости и  представляет собой энтальпию слияния на единицу объема. В Die Makromolekulare Chemie, 1968, 113, 1-22, Illers and Hendus экспериментально определили постоянные в уравнении (1). Затем толщина ламелл, Lc (нм), может быть вычислена из температуры плавления, Tm (K), следующим образом:
представляет собой энтальпию слияния на единицу объема. В Die Makromolekulare Chemie, 1968, 113, 1-22, Illers and Hendus экспериментально определили постоянные в уравнении (1). Затем толщина ламелл, Lc (нм), может быть вычислена из температуры плавления, Tm (K), следующим образом:

Для данной температуры плавления из пика плавления DSC соответствующую толщину ламелл получают из уравнения (2). Распределения толщины ламелл также обсуждаются в Polymer, vol. 38, issue 23 (1997) by Zhou, Hongi, and Wilkes, описание которой тем самым включается в качестве ссылки. Интегральная частичная площадь пика плавления используется для вычисления дифференцированного процента массового кристалла для данной толщины ламелл. Частичная площадь, ΔHi, пика плавления DSC, как считается, пропорциональна проценту массовому кристалла ламелл в пределах этой частичной площади. Дифференцированный процент массовый, процент масс. ламелл при толщине Lc,i, следовательно, определяется с помощью уравнения (3) следующим образом:
График процента массового из интегральной частичной площади как функции толщины ламелл дает кривую LTD. В дополнение к этому, общая теплота слияния пика плавления может использоваться для определения кристалличнсти. Подробный способ анализа данных обсуждается далее. Анализ кривой LTD, полученной из процедуры, описанной выше, может быть сделан по аналогии с анализом (MWD) или индекса полидисперсности (PDI) на основе средневзвешенной (Mw) и среднечисленной (Mn) молекулярной массы, по этой причине, усредненная по толщине, Lt, и среднечисленная, Ln, толщина ламелл определяется с помощью уравнений (4) и (5) следующим образом:
Подобно индексу полидисперсности (PDI = MWD = Mw/Мn), который дает информацию относительно распределения молекулярных масс, индекс дисперсности ламелл, LDI, следовательно, дается уравнением:

Таким образом, LDI представляет собой количественную характеристику - ширину кривой LTD.
Следующая далее процедура используется для определения молекулярной структуры различных полимерных композиций. Хроматографическая система, состоящая из хроматографа для высокотемпературной гельпроникающей хроматографии Waters (Millford, MA) 150°C, снабженного детектором 2-углового рассеяния лазерного света Precision Detectors (Amherst, MA), Model 2040. Детектор рассеяния света под углом 15° используют для целей вычисления. Сбор данных осуществляют с использованием программного обеспечения Viscotek TriSEC version 3- и 4-канального Viscotek Data Manager DM400. Система снабжена устройством для on-line дегазирования растворителя от Polymer Laboratories.
Карусельное отделение работает при 140°C, а колоночное отделение работает при 150°C. Используемые колонки представляют собой четыре колонки Shodex HT 806M 300 мм, 13 мкм и одну колонку Shodex HT803M 150 мм, 12 мкм. Используемый растворитель представляет собой 1,2,4-трихлорбензол. Образцы получают при концентрации 0,1 грамма полимера в 50 миллилитров растворителя. Хроматографический растворитель и растворитель для получения образца содержит 200 мкг/г бутилированного гидрокситолуола (BHT). Оба источника растворителя продувают азотом. Образцы полиэтилена осторожно перемешивают при 160°C в течение 4 часов. Используемый объем инжекции равен 200 микролитров, и скорость потока равна 0,67 миллилитра/мин.
Калибровку системы колонок для ГПХ осуществляют с помощью 21 полистирольного стандарта с узким распределением молекулярных масс, с молекулярными массами в пределах от 580 до 8400000 г/моль, которые распределяются в 6 "коктейльных" смесях, по меньшей мере, с расстоянием в один порядок между индивидуальными молекулярными массами. Стандарты покупают Polymer Laboratories (Shropshire, UK). Полистирольные стандарты приготавливают при 0,025 грамма в 50 миллилитрах растворителя, при молекулярных массах, равных или больших, чем 1000000 г/моль, и при 0,05 грамма в 50 миллилитрах растворителя для молекулярных масс, меньших, чем 1000000 г/моль. Полистирольные стандарты растворяют при 80°C при осторожном перемешивании в течение 30 минут. Смеси узких стандартов запускают первыми, и в порядке уменьшения компонента с самой высокой молекулярной массой, чтобы свести к минимуму деградацию. Молекулярные массы пиков полистирольных стандартов преобразуют в молекулярные массы полиэтилена, используя уравнения 8 (как описано в Williamsand Ward, J. Polym. Sci. Polym. Let. 6, 621 (1968)):
M полиэтилен = A × (M полистирол)B (8),
где M представляет собой молекулярную массу, A имеет значение 0,41 и B равно 1,0.
Систематический подход для определения мультидетекторных поправок осуществляют способом, совместимым с тем, который опубликован Balke, Mourey, et al. (Mourey и Balke, Chromatography Polym. Chpt 12, (1992) and Balke, Thitiratsakul, Lew, Cheung, Mourey, Chromatography Polym. Chpt 13, (1992)), оптимизируя двойные логарифмические результаты детекторов от широкого полистирола Dow 1683 для результатов калибровки колонок узкими стандартами из кривой калибровки узкими стандартами, используя оригинальное программное обеспечение. Данные по молекулярным массам для определения поправок получают способом, совместимым с тем, который опубликован Зиммом (Zimm,B.H., J.Chem. Phys., 16, 1099 (1948)) и Кратохвилом (Kratochvil, P., Classical Light Scattering from Polymer Solutions, Elsevier, Oxford, NY (1987)). Общая инжектируемая концентрация, используемая для определения молекулярной массы, получается из площади коэффициента преломления образца и калибровки детектора коэффициента преломления от линейного полиэтиленового гомополимера с молекулярной массой 115000 г/моль, которая измеряется относительно полиэтиленового гомополимера, стандарт 1475 NIST. Хроматографические концентрации считаются достаточно низкими для того, чтобы сделать ненужными поправки на эффекты 2-ого вириального коэффициента (влияние концентрации на молекулярную массу).
Вычисления молекулярной массы осуществляют с использованием оригинального программного обеспечения. Вычисление среднечисленной молекулярной массы, средневзвешенной молекулярной массы и z-усредненной молекулярной массы осуществляют в соответствии со следующими уравнениями, считая, что сигнал рефрактометра прямо пропорционален массовой доле. Сигнал рефрактометра с вычтенным фоном может непосредственно подставляться в качестве массовой доли в уравнения, ниже. Заметим, что молекулярная масса может браться из обычной калибровочной кривой или представлять собой абсолютную молекулярную массу из отношения сигнала рассеяния света к сигналу рефрактометра. Улучшенная оценка z-усредненной молекулярной массы, сигнал рассеяния света с вычтенным фоном, может быть подставлена в качестве произведения средневзвешенной молекулярной массы и массовой доли в уравнение (9) ниже:
Термин "бимодальный", как здесь используется, означает, что MWD на кривой ГПХ демонстрирует два полимерных компонента, где один полимерный компонент может даже существовать в виде горба, плеча или хвоста, по отношению к MWD другого полимерного компонента. Бимодальное MWD может быть преобразовано в два компонента: LMW компонент и HMW компонент. После преобразования могут быть получены ширина пика на половине максимальной высоты (WAHM) и средняя молекулярная масса (Mw) для каждого компонента. Затем степень разделения (DOS) между двумя компонентами может вычисляться с помощью уравнения 10, следующим образом:
где MH w и ML w представляют собой соответствующую средневзвешенную молекулярную массу HMW компонента и LMW компонента; и WAHM H и WAHM L представляют собой соответствующую ширину пика на половине максимальной высоты преобразованной кривой распределения молекулярных масс для HMW компонента и LMW компонента. DOS для новой композиции равно примерно 0,01 или выше. В некоторых вариантах осуществления, DOS выше, примерно, чем 0,05, 0,1, 0,5 или 0,8. Предпочтительно, DOS для бимодальных компонентов, по меньшей мере, равна примерно 1 или выше. Например, DOS равна, по меньшей мере, 1,2, 1,5, 1,7, 2,0, 2,5, 3,0, 3,5, 4,0, 4,5 или 5,0. В некоторых вариантах осуществления, DOS находится в пределах примерно между 5,0 и примерно 100, примерно между 100 и 500, или примерно между 500 и 1000. Необходимо отметить, что DOS может представлять собой любое число в указанном выше диапазоне. В других вариантах осуществления, DOS превышает 1000.
В некоторых вариантах осуществления бимодальность распределений характеризуется массовой долей самого высокотемпературного пика в данных элюционного фракционирования с повышением температуры (обычно сокращенно упоминается как "TREF") как описано, например, в Wild et al., Journal of Polymer Science. Poly. Phvs. Ed., Vol. 20, p. 441 (1982), в патенте США № 4798081 (Hazlitt et al.) или в патенте США № 5089321 (Chum et al.), описания их всех включаются сюда в качестве ссылок. Массовая доля, соответствующая высокотемпературному пику, упоминается как фракция высокой плотности, поскольку она содержит небольшое короткоцепное разветвление или вообще не содержит его. Оставшаяся фракция по этой причине упоминается как фракция с короткоцепным разветвлением (SCB), поскольку она представляет собой фракцию, которая содержит почти все короткоцепное разветвление, присущее полимеру. Эта фракция также представляет собой фракцию низкой плотности.
При анализе с помощью аналитического элюционного фракционного фракционирования с повышением температуры (как описывается в патенте США № 4798081 и сокращенно упоминается здесь как "ATREF") композиция, которая должна анализироваться, растворяется в соответствующем горячем растворителе (например, 1,2,4-трихлорбензоле) и получает возможность для кристаллизации в колонке, содержащей инертную набивку (например, дробь из нержавеющей стали), с помощью медленного понижения температуры. Колонка снабжена как инфракрасным детектором, так и детектором на основе дифференциального вискозиметра (DV). Затем кривая хроматограммы ATREF-DV генерируется посредством элюирования образца кристаллизованного полимера из колонки посредством медленного увеличения температуры элюирующего растворителя (1,2,4-трихлорбензола). Способ ATREF-DV описывается дополнительно в заявке на Международный патент WO 99/14271, описание которой включается сюда в качестве ссылки. Заявка на Международный патент WO 99/14271 также описывает соответствующую методику преобразования для многокомпонентных композиций полимерных смесей. Кривая ATREF также часто называется распределением короткоцепного ветвления (SCBD), поскольку она показывает, насколько равномерно сомономер (например, гексен) распределяется по образцу, при этом, когда температура элюирования уменьшается, содержание сомономера увеличивается. Детектор коэффициента преломления обеспечивает информацию о распределении коротких цепей, а детектор на основе дифференциального вискозиметра обеспечивает оценку усредненной по вязкости молекулярной массы. Обсуждение всего, изложенного выше, можно найти в L. G. Hazlitt, J. Appl. Polym. Sci.: Appl. Poly. Symp., 45, 25-37 (1990), которая включается сюда в качестве ссылки.
Набухание полимера измеряют посредством метода Dow Lab Swell, который состоит в измерении времени, необходимого для экструдируемой нити полимера, чтобы пройти заданное расстояние 230 мм. Gottfert Rheograph 2003, с 12 мм цилиндром, снабженный капиллярной головкой, L/D 10, используется для измерения. Измерение осуществляют при 190°C, при двух фиксированных скоростях сдвига, 300 сек-1 и 1000 сек-1, соответственно. Чем больше полимер набухает, тем медленнее передвигается свободный конец нити, и тем большее время ему нужно, чтобы пройти 230 мм. Набухание регистрируется как значения t300 и t1000 (сек).
Образец формуют прессованием в виде диска для реологических измерений. Диски получают посредством прессования образцов в виде плашки толщиной 0,071 дюйма (1,8 мм), которые затем нарезают в виде 1 дюймовых (25,4 мм) дисков. Процедура формования прессованием представляет собой следующее: 365°F (185°C) в течение 5 мин, при 100 фунт/кв.дюйм (689 кПа); 365°F (185°C) в течение 3 мин, при 1500 фунт/кв.дюйм (10,3 МПа); охлаждение при 27°F (15°C)/мин до температуры окружающей среды (примерно 23°C).
Реологию полимера измеряют на ARES I (Advanced Rheometric Expansion System) Rheometer. ARES представляет собой реометр с контролируемой деформацией. Роторный привод (сервомотор) прикладывает сдвиговую деформацию в форме растяжения к образцу. В ответ, образец генерирует момент, который измеряется преобразователем. Растяжение и момент используются для вычисления динамических механических свойств, таких как модуль упругости и вязкость. Вязкоупругие свойства образца измеряют в расплаве с использованием системы с параллельными пластинами, при постоянном растяжении (5 процентов) и температуре (190°C), и в виде функции изменяющейся частоты (от 0,01 до 500 сек-1). Динамический модуль упругости (G'), модуль потерь (G"), тангенс дельта и комплексную вязкость (эта*) полимера определяют с использованием программного обеспечения Rheometrics Orchestrator (v. 6.5.8).
Реологическая характеристика при низком сдвиге осуществляется на Rheometrics SR5000 в режиме контроля по напряжению, с использованием приспособления для фиксации 25 мм параллельных пластин. Этот тип геометрии является предпочтительным по сравнению с конусом и пластиной, поскольку он требует только минимальной деформации при сдавливании во время загрузки образца, таким образом, уменьшая остаточные напряжения.
Измерения ползучести осуществляют при 170°C и 190°C. После обнуления зазора между параллельными пластинами, температура увеличивается до 220°C для загрузки образца (примерно 5 мин), для ускорения релаксации нормальных напряжений, а затем уменьшается до температуры измерения. Исследования ползучести осуществляют при напряжении 20 Па, которое представляет собой наилучший компромисс для получения хорошего отношения сигнала к шуму (S/N), в то же время, оставаясь в линейном режиме (малой деформации). Деформацию регистрируют при временах до 30000 сек или до тех пор, пока вязкость не выравняется, указывая на то, что стационарное состояние достигнуто. Стационарную вязкость определяют с использованием автоматическим возможностям программного обеспечения Rheometrics Orchestrator (v. 6.5.8). Несколько попыток осуществляют до тех пор, пока стандартная ошибка для стационарной вязкости не станет ниже 4 процентов.
Динамическая механическая спектроскопия (DMS), также называемая частотным свипированием, исследование в режиме контроля напряжений осуществляется до и после первого опыта с ползучестью для проверки на деградацию. Угловая частота изменяется от 0,1 до 100 рад/сек, при амплитуде напряжений 1000 Па, которая соответствует амплитудам деформаций в пределах между 0,1 процента (при 100 рад/сек) и 10 процентами (при 0,1 рад/сек). Делает вывод, что стабильность является хорошей. При последующих опытах, исследование DMS осуществляют только после исследования ползучести, чтобы исключить введение возмущений из-за сдвиговой истории.
Точки стационарных данных по ползучести объединяют с кривой вязкости от DMS, для расширения оцениваемого диапазона скоростей сдвига вниз до 10-6 1/сек, и подгоняют с помощью 4-параметрической модели Каро-Ясуды:

Антиоксиданты, такие как Irgafos 168 и Irganox 1010, обычно используются для защиты полимера от термической и/или окислительной деградации. Irganox 1010 представляет собой тетракис (метилен (3,5-ди-трет-бутил-4-гидроксигидроциннамат), доступный от Ciba Geigy Inc. Irgafos 168 представляет собой трис (2,4 ди-трет-бутилфенил)фосфит, доступный от Aldrich Chemical Company.
Приготовление образцов: гранулы полиолефина превращают в порошок с использованием дробилки Retsch Model ZM100, соединенной с 1,0 мм ситом. 1,0 мм сито дает частицы со средним размером 0,5 мм. Гранулы и дробилка перед измельчением охлаждаются с помощью жидкого азота. Примерно 2 грамма полимера помещают в полистирольную чашку, и добавляют примерно 50 мл жидкого азота для охлаждения полимера. Примерно 50 мл жидкого азота выливают в воронку дробилки для охлаждения механических деталей, с последующим выливанием жидкости и гранул из полистирольной чашки в дробилку.
Экстрагирование: пять г порошка экстрагируют с помощью 40 мл дисульфида углерода (C2S) посредством встряхивания с помощью автоматического шейкера в течение 72 часов. Пять мл экстракта отбирают из чистого, прозрачного нижнего слоя экстракта CS2 и сушат под осторожно протекающим потоком сухого азота. Полученный остаток растворяют в 5 мл изопропанола при осторожном нагреве на паровой бане, охлаждают и фильтруют с использованием 0,2 мкм шприцевого фильтра во флакон для образца ВЭЖХ, и анализируют с помощью ВЭЖХ в соответствии со следующей процедурой.
Инструмент для ВЭЖХ представляет собой HP 1090, доступный от Hewlett-Packard, Inc., с колонкой Thermo Hypersil от Keystone Scientific. Набивка для колонки представляет собой Waters Spherisorb ODS 2. Размер колонки составляет 150×4,6 мм, размер пор 80 Ангстрем и размер частиц 3 мкм. Начальный растворитель представляет собой смесь, состоящую из 30 процентов воды и 70 процентов ацетонитрила. На 10 минуте вводят 100-процентный ацетонитрил, затем на 15 минуте вводят смесь, состоящую из 80 процентов ацетонитрила и 20 процентов изопропанола. Общее время опыта составляет 20 минут при скорости потока 1 мл в минуту. Мониторинг осуществляют на длине волны 276 нм.
Калибровку для каждой добавки осуществляют посредством приготовления известной концентрации добавки в изопропаноле (примерно 0,03 г на 100 мл). Для окисленного Irgafos 168 калибровку осуществляют посредством окисления стандартного изопропанольного раствора Irgafos 168 избытком перекиси водорода в течение 1 часа.
Приготовление образца: гранулы полиолефина превращают в порошок с использованием дробилки Retsch Model ZM100, соединенной с 1,0 мм ситом. 1,0 мм сито дает частицы со средним размером 0,5 мм. Гранулы и дробилка охлаждаются с помощью жидкого азота перед измельчением. Примерно 2 грамм полимера помещают в полистирольную чашку, и добавляют примерно 50 мл жидкого азота для охлаждения полимера. Примерно 50 мл жидкого азота выливают в воронку дробилки для охлаждения механических деталей, с последующим выливанием жидкости и гранул из полистирольной чашки в дробилку.
Экстрагирование: Dionex Model 200 Accelerated Solvent Extractor (ASE) с контроллером растворителя используют для экстрагирования бис-сульфонилазида (BSA) и побочного продукта, 4,4'-диоксибензолсульфонамида (SA), из порошкообразного полимера. Примерно 0,5 г порошкообразного полимера помещают в экстракционную чашку (доступный от Dionex), а затем чашку наполняют примерно на ѕ высоты маленькими стеклянными шариками. Содержимое перемешивают, и помещают чашку в 11 мл ячейку на ASE. Условия ASE являются следующими: давление 1500 фунт/кв.дюйм (10,3 МПа), 120°C, предварительный нагрев устанавливают на одну минуту, статическое время устанавливают на 5 минут, объем промывки устанавливают на 150 процентов, время продувки устанавливают на 60 секунд, количество циклов = 3, объем ячейки = 11 мл, объем сборного флакона равен 60 мл, объем экстрагирования равен примерно 30 мл. Растворитель состоит из смеси 95% мас. изопропанола и 5% мас. циклогексана.
После экстрагирования, экстракт непосредственно фильтруют с помощью 0,45 мкм шприцевого фильтра (25 мм, CR PTFE, доступный от Acrodisc), затем выпаривают досуха под легким потоком сухого азота. Полученный остаток непосредственно растворяют в 0,5 мл ацетонитрила, а затем, в 0,5 мл наночистой воды. Эта методика растворения является необходимой, чтобы сделать возможной хорошую форму пика SA при ВЭЖХ. Раствор фильтруют во флаконе устройства для автоматического отбора образцов для ВЭЖХ с помощью 0,2 мкм шприцевого фильтра (13 MM, LC13 PVDV, доступный от Acrodisc). Является важным, чтобы ВЭЖХ анализ следовал непосредственно после процедуры экстрагирования, чтобы свести к минимуму разложение BSA.
Условия для анализа на BSA и SA с помощью ВЭЖХ являются следующими:
Насос: Agilent 1100 Quaternary Pump
B: Метанол
C: нет
D: Ацетонитрил
Программирование градиента
(мин)
Время остановки: 15 мин
Время после процесса: 10 мин
Колонка: Zorbax SB-Phenyl
Длина: 15 см
Диаметр: 3,0 мм
Диаметр набивки: 3,5 мкм
Устройство для автоматического сбора образцов: Agilent 1100 Autosampler с инжектируемым объемом = 10 мкл
Детектор: Детектор поглощения Agilent 1100 DAD UV/Vis
Длина волны: 254 нм
Сбор данных: Agilent Chemstation
Начальная ширина пика: 0,087 мин
Проверка пика BSA осуществляется посредством сравнения времени удерживания для образца, образца с импульсом BSA и известного стандарта. Установленный предел детектирования равен 50 миллиардных частей, млрд.д., нг/г. Уровни BSA измеряются между 2 и 20 миллионными долями, м.д., мк/г, с точностью примерно до 10 процентов относительного стандартного отклонения (RSD).
Уровень связующего агента - сульфонилазида - в полиэтиленовом полимере, определяют опосредованно путем измерения общего содержания серы в полимере с использованием волнового дисперсионного рентгено-флуоресцентного анализа (XRF). Полимеры с различными уровнями азида характеризуются на общее содержание серы с использованием анализа фундаментальных параметров XRF. Программное обеспечение для фундаментальных параметров калибруют с использованием стандартов NIST для микроскопических количеств серы в нефти. Из этих характеризируемых полиэтиленовых полимеров, генерируют линейную калибровочную кривую на рентгеновском спектрометре, перекрывающую диапазон от 10 до 42 м.д. серы. Перед характеризацией и анализом неизвестного образца, 10 г полимера формуют в виде 50 мм плашек с использованием пресса с пластинами или его эквивалента при температуре, достаточной для плавления полимера. Точность оценивают в отдельные дни с процентом RSD 1,67 и оцененным 95 процентным доверительным интервалом 0,763 для одного значения.
Анализ Al и Ti в полиэтилене и полипропилене может определяться либо с помощью рентгеновской флуоресценции (XRF), либо атомной эмиссии индуктивно связанной плазмы (ICP). Любая методика дает сравнимые результаты при уровнях выше 10 мкг/г, для Al, и 1 мкг/г, для Ti, но при уровнях ниже этих концентраций, ICP анализ является предпочтительным. Для XRF анализа, 10 г полимера формуют в виде 50 мм плашек, используя пресс с пластинами или его эквивалент при температуре, достаточной для плавления полимера. Полимерные стандарты, которые характеризуются с помощью ICP анализа, используются для калибровки спектрометра волнового дисперсионного анализа XRF. Для анализа ICP, 4 г полимера превращают в золу в серной кислоте при 500°C в муфельной печи, а остаток дигерируют в горячей царской водке. После разбавления до 20 г, осуществляют анализ ICP. ICP калибруют, используя водные растворы микроскопических количеств стандартов NIST. Относительное стандартное отклонение или точность (процент RSD) для Al и Ti при XRF и ICP анализе, как правило, меньше чем 5 процентов, в зависимости от концентрации. Предел количественного определения для Al и Ti посредством ICP анализа с использованием аппарата, описанного выше, равен 0,25 мкг/г, но может быть понижен посредством увеличения массы полимера, используемого при процедуре.
Температуру охрупчения, измеряют в соответствии с ASTM D-746 Procedure A, используя Tinius Olsen Brittle Point Tester с образцом типа 1 для устройства крепления типа A, закрепленного с моментом в соответствии с Note 8. Среда теплопереноса представляет собой метанол или изопропанол.
Термическая стабильность измеряется в соответствии с ASTM D-3350-02 посредством методики DSC. Термическая стабильность также называется как время индуцирования окисления, при этом время до отказа измеряют при 210°C.
Минимальную оценку необходимой прочности (MRS) определяют в соответствии с ISO 9080, используя 1-дюймовый трубчатый образец со стандартным отношением размеров (SDR = диаметр/минимальная толщина стенок) = 11. Трубчатый образец герметизируют при известном внутреннем давлении и погружают на водяную баню при указанной температуре.
Жесткость полимера характеризуют посредством измерения модуля изгиба при 5-процентной деформации и секущего модуля при 1-процентной и 2-процентной деформации и при скорости испытания 0,5 дюйма/мин (13 мм/мин) согласно ASTM D 790-99 Method B. Образцы формуют прессованием в соответствии с ASTM D-4703-00, Annex 1, с 5-минутным периодом начального нагрева примерно при 190°C и при скорости охлаждения 15°C/мин в соответствии с Procedure C. Образец охлаждают до 45°C в прессе с продолжением охлаждения до тех пор, пока он не станет "холодным на ощупь".
Предельная прочность на разрыв и удлинение при разрыве измеряют в соответствии с ASTM D-638-03. Оба измерения осуществляют при 23°C на жестких образцах типа IV, которые формуют прессованием согласно ASTM D 4703-00, Annex A-1, при 5-минутном начальном периоде нагрева примерно при 190°C и при скорости охлаждения 15°C/мин согласно Procedure C. Образец охлаждают до 45°C в прессе, с продолжением охлаждения до тех пор, пока он не станет "холодным на ощупь".
Быстрое распространение трещин измеряют в соответствии с ASTM F-2231-02a, используя полученный формованием прессованием образец согласно ASTM F-1473-01, за исключением того, что толщина равна 2 мм и глубина надреза равна 1,5 мм. Температура в машине для испытаний равна 23°C.
Pennsylvania Notch Test (PENT), исследование медленного роста трещин осуществляют, следуя процедуре, описанной в ASTM F-1473-97 при 80°C и 2,4 МПа, если не указано иного. В способе PENT, исследуемый образец с надрезом на одном краю экспонируется для постоянной нагрузки в печи при хорошо контролируемой температуре.
Время до отказа может измеряться с помощью таймера, а интенсивность отказов может измеряться с помощью микроскопа или циферблатного индикатора. Глубина надреза, как правило, равна примерно 35 процентов от толщины образца. Ширина надреза может изменяться примерно от 15 примерно до 25 мм, и боковые бороздки могут изменяться примерно от 0,5 примерно до 1,0 мм, в зависимости от ширины образца.
В испытании PENT, надрез делают в образце посредством вдавливания свежего бритвенного лезвия в образец при скорости меньшей, чем 0,25 мм/мин. Скорости, меньшие, чем 0,25 мм/мин, предотвращают повреждение кончика надреза и по-прежнему обеспечивают разумно короткое время надрезания. При скоростях надрезания, больших, примерно, чем 525 мкм/мин, время до отказа значительно увеличивается. Скорости надрезания для боковых бороздок не являются особенно важными. Устройство должно обеспечивать, чтобы надрез и боковые бороздки были компланарными.
Во время испытания нужно быть осторожным, обеспечить, чтобы захваты образца были расположены соответствующим образом. С этой целью захваты должны совмещаться и центрироваться по отношению к продольной оси образца. Во время захвата надрез не должен активироваться посредством изгиба или скручивания образца. Совмещающий держатель может использоваться для помощи в соответствующем захвате образца, в выравнивании захватов и в предотвращении изгиба или скручивания образца. В дополнение к этому, захваты должны иметь зазубренные поверхности для предотвращения проскальзывания, и края захватов должны находиться, по меньшей мере, за 10 мм от надреза.
Устройство для испытания может представлять собой устройство с прямой нагрузкой или устройство с рычажной нагрузкой. Отношение плеч рычага 5:1, как обнаружено, является очень удобным. Захваты могут прикрепляться к нагрузочной машине посредством выступов, которые имеют универсальное действие, такое, что прикладываемая нагрузка представляет собой чистое натяжение. Приложенное напряжение относится к площади поперечного сечения без надреза. Величина приложенного напряжения зависит от температуры испытания. Рекомендуемое значение является таким, которое дает резкий разрыв настолько быстро, насколько это возможно. Более высокие напряжения вызывают пластический отказ, а более низкие напряжения продлевают время испытания. Для образцов полиэтилена, при максимальном напряжении для хрупкого отказа, приложенное напряжение должно иметь значения 5,6, 4,6, 4,2 и 2,4 МПа при температурах 23, 42, 50, 80°C, соответственно. Как правило, напряжение для хрупкого отказа посредством медленного роста трещин должно быть меньшим, чем половина от точки разрыва при данной конкретной температуре исследования. Температура должна контролироваться в пределах ± 0,5°C. Не рекомендуется, чтобы полиэтилен исследовался выше 80°C, поскольку во время исследования могут произойти значительные морфологические изменения. Как правило, в зависимости от температуры исследования, 1°C изменения температуры в прошлом изменит время до отказа на 10-15 процентов. Испытание PENT при 80°C модифицируется для использования приложенного напряжениия 3,0 МПа при испытании трубчатых образцов. Оно представляет собой более суровые испытания, чем повсеместно принятая нагрузка с напряжением.
Стойкость полимера к образованию трещин под действием факторов окружающей среды (ESCR) измеряют согласно ASTM-D 1693-01 Method B. Образцы формуют в соответствии с ASTM D 4703-00 Annex A, с 5-минутным начальным периодом нагрева примерно при 190°C и при скорости охлаждения 15°C/мин согласно Procedura C. Образец охлаждают до 45°C в прессе с продолжением охлаждения до тех пор, пока он не станет "холодным на ощупь".
При этом испытании, восприимчивость полимера к механическому отказу посредством образования трещин измеряют при условиях постоянной деформации и в присутствии агента, ускоряющего образование трещин, такого как, мыла, смачивающие агенты, и тому подобное. Измерения осуществляют на образцах с надрезом, в 10 процентном, по объему, водном растворе Igepal CO-630 (получают от Rhone-Poulec, NJ), поддерживаемом при 50°C. Оценивается десять образцов за одно измерение. Значение ESCR для полимера приводится как F50, вычисленное время для 50 процентов отказов из графика вероятности.
Ударопрочность согласно Izod (фут.фунт/дюйм) определяют для формованных прессованием плашек с надрезом при 23°C и -40°C в соответствии с ASTM D 256-03 Method A, используя устройство Tinius Olsen Izod Manual Impact, с маятником, с номинальными параметрами 200 дюйм/фунт.
Измерение Прочности при ударном растяжении (фут·фунт/дюйм2) осуществляют согласно ASTM D 1822-99, с полученными формованием прессованием плашками типа SA, короткими, с отверстиями и шириной 3/8 дюйма (9,5 мм),выступами, используя Testing Machines Inc. Tensile Impact Model 43-02, с маятником с номинальными параметрами 2 фут·фунт (0,276 м·кг).
Формованные прессованием плашки как для испытания Izod, так и для испытания на разрыв получают согласно ASTM D 4703-00, Annex A, с 5-минутным начальным периодом нагрева примерно при 190°C и при скорости охлаждения 15°C/мин согласно Procedura C. Образец охлаждают примерно до 45°C в прессе с продолжением охлаждения до тех пор, пока он не станет "холодным на ощупь".
Исследование ударной прочности падающим заостренным грузом осуществляют в соответствии с ASTM D 1709-04, Method A, посредством ступенчатой методики, с заостренным грузом, падающим по окружности образца пленки, используя образцы пленки толщиной 0,5 мил (13 мкм) и 1,0 мил (25 мкм). Образцы отбирают из линии раздува пленки, после, по меньшей мере, 3 мин раздува пленки с чистой кромкой головки, для предотвращения появления царапин. Для устранения эффектов старения, стойкость при испытании ударной прочности падающим заостренным грузом измеряют в пределах 1 часа после отбора образцов.
Трубу экструдируют на экструзионной линии Davis Standard, 2,5 дюйма (63,5 мм), L/D 24/1, снабженной трубчатой головкой для производства номинально 1-дюймовой (25,4 мм) трубы IPS (размера железных труб). Полимер предварительно смешивают с загрузкой углеродной сажи в системе дозатора/блендера McQuire, и переносят на воздухе в гравиметрический дозатор. Температурный профиль и все условия способа приводятся в примере ниже. Способ вакуумной калибровки используют для калибровки размеров трубы. Дополнительный охлаждающий танк с водой используют для полного отверждения трубы. Температуры охлаждающей воды составляют примерно 10°C. Используют устройство для съема с переменной скоростью, которое работает при условиях постоянной скорости для исследуемых размеров трубы. Выходящая труба нарезается на 18 дюймовые (457,2 мм) отрезки для испытания гидростатического сквозного разрыва.
Характеристики сквозного разрыва для трубы измеряют в соответствии с ASTM D 1598-99, ASTM D 2837-02, ISO 1167 и ISO 9080, при температурах и временах, указанных в Таблице 1.
Стабильность рукава пленки измеряют как скорость линии с пленкой непосредственно перед отказом в фут/мин (м/сек). Более высокая скорость линии с пленкой перед отказом, указывает на более высокую стабильность рукава пленки. Отказ по стабильности рукава пленки определяется как неспособность контролировать рукав пленки и формовать пленку с превосходной калиброванной (по толщине) однородностью. Стабильность рукава пленки измеряется на следующей линии для получения пленки раздувом, коммерчески доступной от Hosokawa Alpine Corporation, при следующих условиях:
Профиль экструдера
Зона цилиндра 1 390 °F (199 °C)
Зона цилиндра 2 400 °F (204 °C)
Нижний адаптер 400 °F (204 °C)
Вертикальный адаптер 410 °F (210 °C)
Нижняя головка 410 °F (210 °C)
Средняя головка 410 °F (210°C)
Верхняя головка 410 °F (210 °C)
Скорость на выходе 100 фунт/час (45,4 кг/час)
Отношение раздува (BUR) 4:1
Высота шейки 32 дюйма (0,81 м)
Высота линии застывания 42 дюйма (1,07 м)
Температура расплава 410 °F (210 °C)
Ширина выложенной плоской пленки 25,25 дюйма (0,64 м)
Толщина пленки 0,5 мил (13 мкм)
Описание оборудования для получения пленки раздувом
Система для стационарной экструзии Alpine HS50S
- 50 мм входной экструдер с бороздками, L/D 21:1
- привод 60 HP (44742 W) DC
- экструдер имеет устройство для замены цилиндрических сит
- стандартная панель управления с 9 RKC контроллерами температуры Alpine Die BF 10-25
- 12-спиральная конструкция
- дополняется вставкой для получения диаметра головки 100 мм Alpine Air Ring HK 300
- конструкция с одной входной кромкой
- воздушные входные кромки для диаметра головки 100 мм
- воздуходувка 7,5 HP (5593 W) с переменной скоростью, привод переменного тока
Калибровка рукава пленки Iris Model KI 10-65
- диапазон ширины в выложенном плоском виде (LFW) в пределах от 7 до 39 дюймов (0,178-0,991 м)
Alpine Take-Off Model A8
- схлопывающая рамка с боковыми направляющими, с планками из твердого дерева
- максимальная LFW: 31 дюйм (0,787 м)
- лицевая ширина валика: 35 дюймов (0,889 м)
- максимальная скорость отбора: 500 фут/мин (2,54 м/сек)
- 4 игольчатых валика
Намоточное устройство Alpine модель WS8
- максимальная LFW: 31 дюйм (0,787 м)
- лицевая ширина валика: 35 дюймов (0,889 м)
- максимальная скорость линии: 500 фут/мин (2,54 м/сек)
- автоматическое обрезание
Если не указано иного, используется введение под действием силы тяжести. Раздув и намотка начинаются и устанавливаются при выходной скорости 100 фунт/час (45,4 кг/час), а намотка при 82,5 фут/мин (0,42 м/сек), при высоте шейки 32,0 дюйма (0,81 м), при величине ширины в выложенном плоском виде 24,5 дюйма (0,622 м), с симметричным рукавом, дающим пленку толщиной примерно 1,0 мил (25 мкм). Эти условия поддерживаются, по меньшей мере, в течение 20 минут, после чего собирают 10-футовый (3,05 м) образец для оценки FAR, как описано ранее. Затем скорость отвода изделия из экструдера увеличивается до 165 фут/мин (0,84 м/сек), так что толщина пленки уменьшается до 0,5 мил (13 мкм). На валик отбирается достаточное количество пленки, для предотвращения морщин, для сбора образцов, по меньшей мере, для 8 измерений стойкости при испытании ударной прочности падающим заостренным грузом. Поддерживается как высота шейки, так и ширина в выложенном плоском виде. Образец отбирают, по меньшей мере, после 3 минут опыта, с чистым выходом головки для устранения царапин. Поддерживая условия выходной скорости 100 фунт/час (45,4 кг/час), скорости отвода изделия из экструдера 165 фут/мин (0,84 м/сек), высоты шейки 32,0 дюйм (0,81 м) и ширины в выложенном плоском виде 24,5 дюйм (0,622 м), толщины пленки 0,5 мил (13 мкм), рукав пленки, раздуваемый в способе, визуально наблюдают относительно спиральной нестабильности или осцилляции диаметра рукава пленки. Количество ампер, необходимое для экструдера, и давление экструдера регистрируется, если это желательно. Рукав пленки считается стабильным, постольку, поскольку не наблюдается ни одно из этих условий, даже если может наблюдаться некоторое дрожание рукава пленки.
Спиральная нестабильность включает в себя уменьшение диаметра спиральной структуры вокруг рукава пленки. Осцилляции диаметра рукава пленки включают в себя попеременное увеличение и уменьшение диаметра.
Также исследуется вертикальная стабильность рукава пленки. Кроме того, максимальная стабильность рукава пленки измеряется посредством поддержания постоянной выходной скорости экструдера 100 фунт/час (45,4 кг/час), в то время как скорость отвода изделия из экструдера увеличивается, для уменьшения толщины пленки, до тех пор, пока рукав пленки не станет нестабильным, или не будут наблюдаться осциляции высоты шейки или увеличение и уменьшение высоты шейки. Скорость отвод изделия из экструдера увеличивается шагами примерно по 10 фут/мин (0,05 м/сек), в то время как настройки воздуходувки с воздушным кольцом регулируются для поддержания высоты шейки, до тех пор, пока не будут наблюдаться вертикальные осциляции. Скорость отвода изделия из экструдера, когда регистрируются осциляции с амплитудой, большей, чем 4 дюйма (100 мм), регистрируется как величина вертикальной стабильности рукава пленки. Она регистрируется в фут/мин или м/сек.
В варианте осуществления, пригодном для труб, HMW компонент имеет скорость потока расплава, I2 (190°C, масса 2,16 кг, ASTM 1238-03), в пределах от 0,001 до 1,0 г/10 мин. В некоторых вариантах осуществления скорость потока расплава I2 находится в пределах от 0,01 до 0,2 г/10 мин. В некоторых вариантах осуществления скорость потока расплава равна или меньше чем 0,1 г/10 мин, предпочтительно, компонент характеризуется как имеющий I2 от 0,001 до 0,1 г/10 мин, более предпочтительно, от 0,005 до 0,05 г/10 мин, наиболее предпочтительно, от 0,0085 до 0,017 г/10 мин. Все индивидуальные значения и внутренние диапазоны от 0,001 до 1,0 г/10 мин (I2) являются включенными сюда и описываются здесь. Скорость потока расплава, I21, (190°C, масса 21,6 кг, ASTM 1238-03) может находиться в пределах от 0,20 до 5,0 грамм за 10 минут и предпочтительно находится в пределах от 0,25 до 4 грамм за 10 минут. В некоторых вариантах осуществления, скорость потока расплава находится в пределах от 0,25 до 1,00 грамм за 10 минут. Еще в одном из вариантов осуществления скорость потока расплава находится в пределах от 0,28 до 0,6, а в другом варианте осуществления, она находится в пределах от 0,3 до 0,5 грамм за 10 минут. Все индивидуальные значения и внутренние диапазоны от 0,20 до 5,0 г/10 мин (I21) являются включенными сюда и описываются здесь. Отношение скоростей потока, I21/I2, полимера может находиться в пределах от 20 до 65, и предпочтительно, от 22 до 50, а более предпочтительно, от 23 до 40, и наиболее предпочтительно, от 23 до 35. Все индивидуальные значения и внутренние диапазоны от 20 до 65 (I21/I2) являются включенными сюда и описываются здесь.
Mw для HMW компонента предпочтительно находится в пределах от 100000 до 600000 г/моль (как измеряется с помощью гель- проникающей хроматографии), более предпочтительно, в пределах от 250000 до 500000 г/моль, а наиболее предпочтительно, в пределах от 260000 до 450000 г/моль. Все индивидуальные значения и внутренние диапазоны от 100000 до 600000 г/моль (Mw) являются включенными сюда и описываются здесь. Mw/Мn для HMW компонента предпочтительно является относительно узким. То есть, предпочтительно, Mw/Мn HMW
компонента меньше чем 8, более предпочтительно, равно или меньше чем, 7,5, наиболее предпочтительно, находится в пределах от 3 до 7, и в частности, в пределах от 3,5 до 6,5. Все индивидуальные значения и внутренние диапазоны от 3 до 8 (Mw/мn) являются включенными сюда и описываются здесь.
HMW компонент, как правило, имеет более низкую плотность, чем LMW компонент, как описано ниже. Плотность HMW компонента, как правило, находится в пределах от 0,890 до 0,945 г/см3 (ASTM 792-03), предпочтительно, в пределах от 0,910 до 0,940 г/см3. В некоторых вариантах осуществления плотность находится в пределах от 0,915 до 0,935 г/см3, а более предпочтительно, от 0,920 до 0,932 г/см3, и наиболее предпочтительно, от 0,924 до 0,932 г/см3. Все индивидуальные значения и внутренние диапазоны от 0,890 до 0,945 г/см3 являются включенными сюда и описываются здесь.
В варианте осуществления, пригодном для пленок, полученных методом экструзии с раздувом, скорость потока расплава, I21, высокомолекулярного полимерного компонента находится в пределах от 0,01 до 50, предпочтительно, от 0,2 до 12, более предпочтительно, от 0,2 до 1, и наиболее предпочтительно, от 0,2 до 0,5 г/10 мин. Все индивидуальные значения и внутренние диапазоны от 0,01 до 50 г/10 мин (I21) являются включенными сюда и описываются здесь. Отношение скоростей потока, I21/I5, полимера преимущественно равно, по меньшей мере, 6, предпочтительно, по меньшей мере, 7, и предпочтительно, до 15, более предпочтительно до 12. Молекулярная масса, Mw (как измеряется с помощью гельпроникающей хроматографии) этого полимера преимущественно находится в пределах от 135000 до 445000 г/моль, а более предпочтительно, от 200000 до 440000, и наиболее предпочтительно, от 250000 до 435000. Все индивидуальные значения и внутренние диапазоны от 135000 до 445000 г/моль (Mw) являются включенными сюда и описываются здесь. Плотность полимера преимущественно, равна, по меньшей мере, 0,860 г/см3, а предпочтительно находится в пределах от 0,890 до 0,940 г/см3, более предпочтительно, в пределах от 0,920 до 0,932 г/см3. Все индивидуальные значения и внутренние диапазоны от 0,860 до 0,940 г/см3 являются включенными сюда и описываются здесь.
В варианте осуществления, пригодном для изделия, формованного раздувом, скорость потока расплава, I21, высокомолекулярного полимерного компонента преимущественно находится в пределах от 0,01 до 50, предпочтительно, в пределах от 0,1 до 12, более предпочтительно, от 0,1 до 1,0 грамм за 10 минут, и наиболее предпочтительно, в пределах от 0,15 до 0,8 г за 10 минут. Все индивидуальные значения и внутренние диапазоны от 0,01 до 50 г/10 мин (I21) являются включенными сюда и описываются здесь. Отношение скоростей потока, I21/I2, полимера может находиться в пределах от 20 до 65, и предпочтительно, в пределах от 20 до 40. Все индивидуальные значения и внутренние диапазоны от 20 до 65 (I21/I2) являются включенными сюда и описываются здесь. Плотность полимера преимущественно равна, по меньшей мере, 0,860 г/см3, а предпочтительно находится в пределах от 0,890 до 0,980 г/см3, более предпочтительно, в пределах от 0,920 до 0,980 г/см3. Все индивидуальные значения и внутренние диапазоны от 0,860 до 0,980 г/см3 являются включенными сюда и описываются здесь.
В варианте осуществления, пригодном для труб, LMW компонент имеет, I2, скорость потока расплава, которая предпочтительно находится в пределах от 40 до 2000 г/10 мин, предпочтительно, этот компонент характеризуется как имеющий скорость потока расплава I2 от 80 до 1200 г/10 мин, более предпочтительно, от 400 до 1100 г/10 мин, и наиболее предпочтительно, от 600 до 1000 г/10 мин. В некоторых вариантах осуществления, скорость потока расплава находится в пределах от 500 до 1000 г/10 мин. Все индивидуальные значения и внутренние диапазоны от 40 до 2000 г/10 (I2) мин являются включенными сюда и описываются здесь. Отношение скоростей потока, I21/I2, этого полимера или сополимера, может находиться в пределах от 10 до 65, а предпочтительно составляет от 15 до 60, или 20 до 50. В некоторых вариантах осуществления, отношение скоростей потока расплава составляет от 22 до 40. Все индивидуальные значения и внутренние диапазоны от 10 до 65 (I21/I2) являются включенными сюда и описываются здесь.
Mw для LMW компонента предпочтительно меньше чем 100000 г/моль. Предпочтительно, Mw для LMW компонента находится в пределах от 10000 до 40000, а более предпочтительно, в пределах от 15000 до 35000 г/моль. В некоторых вариантах осуществления Mw для LMW компонента находится в пределах от 25000 до 31000 г/моль. Все индивидуальные значения и внутренние диапазоны от 10000 до 40000 г/моль (Mw) являются включенными сюда и описываются здесь. Mw/Mn для LMW компонента предпочтительно меньше чем 5, более предпочтительно, находится в пределах от 1,5 до 4,8, или от 2 до 4,6, и наиболее предпочтительно, в пределах от 3,2 до 4,5. В некоторых вариантах осуществления Mw/Мn находится в пределах от 2,5 до 3,5, или от 2,7 до 3,1. Все индивидуальные значения и внутренние диапазоны от 1,5 до 5 (Mw/Мn) являются включенными сюда и описываются здесь.
LMW компонент, как правило, представляет собой компонент с более высокой плотностью. Плотность полимера или сополимера может находиться в пределах от 0,940 до 0,980 г/см3, и предпочтительно находится в пределах от 0,945 до 0,975 г/см3, а более предпочтительно, от 0,968 до 0,975 г/см3. В некоторых вариантах осуществления, плотность LMW компонента составляет от 0,955 до 0,965 г/см3. Все индивидуальные значения и внутренние диапазоны от 0,940 до 0,980 г/см3 являются включенными сюда и описываются здесь. Является предпочтительным поддерживать LMW компонент при самой высокой плотности, и таким образом доводить до максимума дельта разность плотностей между этим компонентом и HMW компонентом.
В варианте осуществления, пригодном для пленок, полученных методом экструзии с раздувом, скорость потока расплава, I2, низкомолекулярного полимерного компонента находится в пределах от 0,5 до 3000 г/10 мин, предпочтительно, от 1 до 1000 г/10 мин. Все индивидуальные значения и внутренние диапазоны от 0,5 до 3000 г/10 мин (I2) являются включенными сюда и описываются здесь. Отношение скоростей потока, I21/I5, этого полимера может находиться в пределах от 5 до 25, предпочтительно, от 6 до 12. Все индивидуальные значения и внутренние диапазоны от 5 до 25 (I21/I5) являются включенными сюда и описываются здесь. Молекулярная масса, Mw (как измеряется с помощью гельпроникающей хроматографии (ГПХ)), этого полимера, как правило, находится в пределах от 15800 до 55000 г/моль. Все индивидуальные значения и внутренние диапазоны от 15800 до 55000 г/моль (Mw) являются включенными сюда и описываются здесь. Плотность этого полимера составляет, по меньшей мере, 0,900 г/см3, а предпочтительно от 0,940 до 0,975 г/см3, и наиболее предпочтительно, от 0,960 до 0,975 г/см3. Все индивидуальные значения и внутренние диапазоны от 0,900 до 0,975 г/см3 являются включенными сюда и описываются здесь. Является предпочтительным поддерживать LMW компонент при самой высокой плотности и таким образом доводить до максимума дельта разность плотностей между этим компонентом и HMW компонентом.
В варианте осуществления, пригодном для изделий, формованных раздувом, компонент LMW имеет I2, скорость потока расплава, которая предпочтительно находится в пределах от 40 до 2000 г/10 мин, предпочтительно, этот компонент характеризуется как имеющий I2, скорость потока расплава, от 100 до 1500 г/10 мин, более предпочтительно, от 400 до 1200 г/10 мин. Все индивидуальные значения и внутренние диапазоны от 40 до 2000 г/10 мин (I2) являются включенными сюда и описываются здесь. Отношение скоростей потока, I21/I2, этого полимера или сополимера, может находиться в пределах от 20 до 65, и предпочтительно, от 20 до 40. Все индивидуальные значения и внутренние диапазоны от 20 до 65 (I21/I2) являются включенными сюда и описываются здесь. Плотность LMW компонента может находиться в пределах от 0,940 до 0,980 г/см3, а предпочтительно, в пределах от 0,960 до 0,975 г/см3. Все индивидуальные значения и внутренние диапазоны от 0,940 до 0,980 г/см3 являются включенными сюда и описываются здесь. Является предпочтительным поддерживать LMW компонент при самой высокой плотности, и таким образом доводить до максимума дельта, разность плотностей между этим компонентом и HMW компонентом.
В варианте осуществления, пригодном для труб, смесь или конечный продукт может иметь скорость потока расплава, I5, (190°C, 5,0 кг), в пределах от 0,01 до 2,0 г/10 мин, а предпочтительно имеет I5 в пределах от 0,05 до 1,0 г/10 мин. В некоторых вариантах осуществления, I5 композиции составляет от 0,1 до 0,9 г/10 мин, а предпочтительно, находится в пределах от 0,01 до 0,5 г/10 мин, более предпочтительно, от 0,05 до 0,45 г/10 мин. Все индивидуальные значения и внутренние диапазоны от 0,01 до 2,0 г/10 мин (I5) являются включенными сюда и описываются здесь. Скорость потока расплава I21 находится в пределах от 2 до 50 г/10 мин. В некоторых вариантах осуществления, смесь имеет I21 в пределах от 3 до 20 г за 10 мин, предпочтительно, от 4 до 10 г за 10 мин. Все индивидуальные значения и внутренние диапазоны от 2 до 50 г/10 мин (I21) являются включенными сюда и описываются здесь. Отношение скоростей потока, I21/I5, смеси может находиться в пределах от 10 до 50, а предпочтительно находится в пределах от 15 до 45 или в пределах от 20 до 42. Все индивидуальные значения и внутренние диапазоны от 10 до 50 (I21/I5) являются включенными сюда и описываются здесь.
Молекулярная масса, Mw, смеси, как правило, находится в пределах от 200000 до 490000 г/моль. Все индивидуальные значения и внутренние диапазоны от 200000 до 490000 г/моль (Mw) являются включенными сюда и описываются здесь. В некоторых вариантах осуществления, смесь имеет широкое бимодальное распределение молекулярных масс. Широкое распределение молекулярных масс отражается как отношение Mw/Mn от 15 до 48, предпочтительно, от 18 до 45, а наиболее предпочтительно, от 20 до 40. Все индивидуальные значения и внутренние диапазоны от 15 до 48 (Mw/Mn) являются включенными сюда и описываются здесь.
Полиэтиленовая композиция также характеризуется как имеющая общую плотность, равную или большую, чем 0,940 г/см3, предпочтительно, в пределах от 0,940 до 0,962 г/см3, более предпочтительно, от 0,944 до 0,960 г/см3, и наиболее предпочтительно, от 0,945 до 0,955 г/см3. Все индивидуальные значения и внутренние диапазоны от 0,940 до 0,962 г/см3 являются включенными сюда и описываются здесь.
Массовое отношение полимера или сополимера, полученного в высокомолекулярном реакторе, к полимеру или сополимеру, полученному в низкомолекулярном реакторе, упоминается как "коэффициент разделения" полимерной композиции. В некоторых вариантах осуществления, коэффициент разделения полимерных композиций, описанных здесь, может находиться в пределах от 0,8:1 до 2,3:1, а предпочтительно, находится в пределах от 0,9:1 до 1,9:3. Оптимальный коэффициент разделения составляет от 1,2:1 до 1,6:1. В некоторых вариантах осуществления коэффициент разделения составляет от 1,0:1 до 2,0:1. Все индивидуальные значения и внутренние диапазоны от 0,8:1 до 2,3:1 являются включенными сюда и описываются здесь.
Коэффициент разделения может также по существу отражать проценты массовые HMW компонента и LMW компонента в композиции смеси. HMW полимерный компонент может присутствовать в композиции как от 0,5 до 99,5 % мас., по отношению к общей массе HMW компонента и LMW компонента. Все индивидуальные значения и внутренние диапазоны от 0,5 до 99,5 % мас. (HMW компонента) являются включенными сюда и описываются здесь. В некоторых вариантах осуществления, композиция содержит от 65 до 35% мас., более предпочтительно, от 62 до 45% мас., HMW этиленового компонента. Подобным же образом, полимерная композиция может содержать от 0,5 до 99,5% мас. LMW компонента, по отношению к общей массе HMW компонента и LMW компонента. В некоторых вариантах осуществления, новая композиция содержит от 35 до 65% мас., предпочтительно от 38 до 55% мас., компонента LMW этиленового гомополимера высокой плотности. Все индивидуальные значения и внутренние диапазоны от 0,5 до 99,5 процента (LMW компонента) являются включенными сюда и описываются здесь.
Альтернативно, новая композиция может характеризоваться как имеющая отношение MV1/MV2, равное или меньшее, чем 0,8, предпочтительно, равное или меньшее, чем 0,6, более предпочтительно, равное или меньшее, чем 0,4, где Mv1 представляет собой усредненную по вязкости молекулярную массу LMW компонента высокой плотности, и MV2 представляет собой усредненную по вязкости молекулярную массу HMW полимерного (или интерполимерного) компонента, как определено с использованием ATREF-DV анализа, как описано подробно в заявке на Международный патент WO 99/14271, описание которой включается сюда в качестве ссылки. Заявка на Международный патент WO 99/14271 также описывает соответствующую методику преобразования для многокомпонентных композиций полимерных смесей.
В предпочтительном варианте осуществления, композиции по настоящему изобретению не содержат пропиленового гомополимера или интерполимера на основе пропилена. Как здесь используется, термин "интерполимер на основе пропилена" относится к пропиленовым интерполимерам, содержащим, по меньшей мере, 50 молярных процентов пропилена, полимеризованного в них.
В варианте осуществления, пригодном для пленок, полученных методом экструзии с раздувом, массовое отношение полимера (или сополимера), полученного в высокомолекулярном реакторе к полимеру (или сополимеру), полученному в низкомолекулярном реакторе, может находиться в пределах от 30:70 до 70:30, а предпочтительно, в пределах от 40:60 до 60:40. Все индивидуальные значения и внутренние диапазоны от 30:70 до 70:30 являются включенными сюда и описываются здесь. Плотность смеси может составлять, по меньшей мере, 0,940 г/см3, а предпочтительно, находится в пределах от 0,945 до 0,960 г/см3. Все индивидуальные значения и внутренние диапазоны от 0,945 до 0,960 г/см3 являются включенными сюда и описываются здесь. Смесь или конечный продукт, когда он удаляется из второго реактора, может иметь скорость потока расплава, I5, в пределах от 0,2 до 1,5 г/10 мин, предпочтительно, от 0,25 до 1,0 г/10 мин. Все индивидуальные значения и внутренние диапазоны (I5) от 0,2 до 1,5 г/10 мин являются включенными сюда и описываются здесь. Отношение скоростей потока, I21/I5, находится в пределах от 20 до 50, предпочтительно, от 24 до 45. Все индивидуальные значения и внутренние диапазоны (I21/I5) от 20 до 50 являются включенными сюда и описываются здесь. Молекулярная масса, Mw, конечного продукта, как правило, находится в пределах от 90000 до 420000 г/моль. Все индивидуальные значения и внутренние диапазоны (Mw) от 90000 до 420000
г/моль являются включенными сюда и описываются здесь. Объемная плотность может находиться в пределах от 18 до 30 фунтов на кубический фут, а предпочтительно, больше чем 22 фунтов на кубический фут (288, 481 и 352 кг/м3, соответственно). Все индивидуальные значения и внутренние диапазоны от 18 до 30 фунтов на кубический фут являются включенными сюда и описываются здесь. Смесь имеет широкое распределение молекулярных масс, которое, как отмечается, может характеризоваться как мультимодальное. Широкое распределение молекулярных масс отражается в отношении PDI (Mw/Мn) от 15 до 48, предпочтительно, от 18 до 45. Все индивидуальные значения и внутренние диапазоны от 15 до 48 (Mw/Мn) являются включенными сюда и описываются здесь.
В варианте осуществления, пригодном для изделий, формованных раздувом, смесь или конечный продукт может иметь скорость потока расплава, I5, (190°C, 5,0 кг) в пределах от 0,01 до 5,0 г/10 мин, предпочтительно, в пределах от 0,05 до 5,0 г/10 мин, более предпочтительно, от 0,1 до 2,0 г/10 мин. Все индивидуальные значения и внутренние диапазоны (I5) от 0,01 до 5,0 г/10 мин являются включенными сюда и описываются здесь. Скорость потока расплава, I21, находится в пределах от 2 до 60 г/10 мин, предпочтительно, от 3 до 40 г/10 мин, более предпочтительно, от 4 до 15 г/10 мин. Все индивидуальные значения и внутренние диапазоны (I21) от 2 до 60 г/10 мин являются включенными сюда и описываются здесь. Отношение скоростей потока, I21/I5, смеси может находиться в пределах от 10 до 50, предпочтительно, в пределах от 15 до 48, или более предпочтительно, в пределах от 15 до 42. Все индивидуальные значения и внутренние диапазоны от 10 до 50 (I21/I5) являются включенными сюда и описываются здесь. Композиция полимера также характеризуется как имеющая общую плотность, равную или большую, чем 0,940 г/см3, предпочтительно, в пределах от 0,940 до 0,980 г/см3, более предпочтительно, от 0,950 до 0,975 г/см3. Все индивидуальные значения и внутренние диапазоны от 0,940 до 0,980 г/см3 являются включенными сюда и описываются здесь. Композиция содержит от 75 до 35% мас., более предпочтительно, от 70 до 40% мас., HMW компонента. Все индивидуальные значения и внутренние диапазоны от 75 до 35 являются включенными сюда и описываются здесь.
В одном из вариантов осуществления, высокомолекулярный компонент и/или низкомолекулярный компонент представляет собой гетерогенно разветвленный интерполимер (интерполимеры), как правило, получаемый с помощью катализаторов типа Циглера-Натта, и содержащий неоднородное распределение сомономера среди молекул интерполимера.
В другом варианте осуществления, высокомолекулярный компонент и/или низкомолекулярный компонент представляет собой гомогенно разветвленный линейный или по существу линейный интерполимер (интерполимеры) или сополимер (сополимеры) этилена.
Термин "линейные полимеры этилена/α-олефина" представляет полимеры, которые не имеют длинноцепного ветвления, как, например, линейные полиэтиленовые полимеры низкой плотности или линейные полиэтиленовые полимеры высокой плотности, полученные с использованием способов полимеризации с однородным распределением ветвления (то есть, гомогенно разветвленные) (например, патент США № 3645992 (Elston), описание которого тем самым включается сюда в качестве ссылки во всей его полноте), и представляют такие полимеры, в которых сомономер случайным образом распределен внутри данной молекулы интерполимера, и где по существу все молекулы интерполимера имеют одинаковое отношение этилен/сомономер внутри этого интерполимера. Это является противоположностью гетерогенно разветвленным интерполимерам, как правило, полученным с помощью катализаторов типа Циглера-Натта и содержащим неоднородное распределение сомономера среди молекул интерполимера. Термин "линейные полимеры этилена/α-олефина" не относится к разветвленному полиэтилену высокого давления, который, как известно специалистам в данной области, имеет многочисленные длинноцепные ветви.
По существу линейные сополимеры или интерполимеры этилена (также известные как "SLEP") являются особенно предпочтительными. "По существу линейный" означает, что полимер имеет основную цепь, замещенную от 0,01 до трех длинноцепных ветвей на 1000 атомов углерода в основной цепи, предпочтительно, от 0,01 до одной длинноцепной ветви на 1000 атомов углерода, а более предпочтительно, от 0,05 до одной длинноцепной ветви на 1000 атомов углерода.
По существу линейные интерполимеры этилена/α-олефина по настоящему изобретению описаны в патенте США № 5272236 и в патенте США № 5278272, каждый из которых включается сюда во всей их полноте в качестве ссылки. Пригодные для использования по существу линейные интерполимеры этилена/α-олефина представляют собой такие полимеры, в которых сомономер случайным образом распределен внутри данной молекулы интерполимера, и где по существу все молекулы интерполимера имеют одинаковое отношение этилен/сомономер внутри этого интерполимера. По существу линейные интерполимеры этилена/α-олефина также имеют единственный пик плавления, в противоположность гетерогенно разветвленным линейным полимерам этилена, которые имеют два или более пиков плавления.
В одном из вариантов осуществления, интерполимеры этилена имеют однородное распределение сомономера, так что содержание сомономера фракций полимера, в диапазоне молекулярных масс интерполимера, различается менее чем на 10% мас., предпочтительно, менее чем на 8% мас., более предпочтительно, менее чем на 5% мас., и еще более предпочтительно, менее чем на 2 % мас.
SLEP характеризуется узким распределением молекулярных масс (MWD) и узким распределением короткоцепного ветвления (SCBD), и могут быть получены, как описано в патентах Соединенных Штатов №№ 5272236 и 5278272, имеющие отношение к делу части обоих патентов включаются сюда в качестве ссылок. SLEP демонстрирует выдающиеся физические свойства, благодаря их узкому MWD и узкому SCBD, в сочетании с длинноцепным ветвлением (LCB). В одном из вариантов осуществления, MWD составляет от 1 до 5, предпочтительно, от 1,5 до 4, а более предпочтительно, от 2 до 3.
Патент США № 5272236 (столбец 5, строка 67 - столбец 6, строка 28) описывает получение SLEP посредством непрерывного контролируемого способа полимеризации, с использованием, по меньшей мере, одного реактора, но дает возможность для использования множества реакторов, при температуре и давлении полимеризации, достаточных для получения SLEP, имеющих желаемые свойства. Полимеризация предпочтительно осуществляется с помощью способа полимеризации в растворе при температуре от 20°C до 250°C, с использованием технологии катализаторов с ограниченной геометрией. Соответствующие катализаторы с ограниченной геометрией описываются в столбце 6, строка 29 - столбце 13, строка 50 патента США № 5272236.
Предпочтительный SLEP имеет ряд различных характеристик, одна из которых представляет собой содержание этилена, которое находится в пределах между 20 и
90% мас., более предпочтительно, между 30 и 89% мас., при этом остаток составляет один или несколько сомономеров. Содержания этилена и сомономера относятся к массе SLEP и выбираются для поддержания общего содержания мономера 100% мас. Для длин цепей до шести атомов углерода, содержание SLEP сомономера может измеряться с использованием C-13 ЯМР спектроскопии.
Полимерная композиция конечного продукта полимеризации является реологически модифицированной, также известной как связанная, посредством полифункциональных сульфонилазидов, как описано в патенте США 6521306, который включается сюда в качестве ссылки.
Для модификации реологии, также упоминаемой здесь как "связывание", поли(сульфонилазид) используется в реологически модифицирующем количестве, то есть, в количестве, эффективном для увеличения низкосдвиговой вязкости (при < 0,1 рад/сек) полимера, предпочтительно, по меньшей мере, примерно 5 процентов, по сравнению с исходным материалом полимера, но меньшем, чем поперечно сшивающее количество, то есть, количество, приводящее к возникновению менее чем 1% мас. геля, как измерено согласно ASTM D 2765 - Procedure A. В то время как специалисты в данной области заметят, что количество азида, достаточное для увеличения низкосдвиговой вязкости и приводящее к появлению менее, примерно, чем 1% мас. геля, будет зависеть от молекулярной массы используемого азида и полимера, это количество предпочтительно меньше, примерно, чем 5% мас., более предпочтительно, меньше, примерно, чем 2% мас., наиболее предпочтительно, меньше, примерно, чем
1% мас. поли(сульфонилазида), по отношению к общей массе полимера, когда поли(сульфонилазид) имеет молекулярную массу от 200 до 2000 г/моль. Для достижения измеримой реологической модификации, количество поли(сульфонилазида) предпочтительно составляет, по меньшей мере, 0,0025% мас., более предпочтительно, по меньшей мере, 0,005% мас., наиболее предпочтительно, по меньшей мере, 0,01% мас., по отношению к общей массе полимера.
Способ реологической модификации полимеров описывается более подробно далее в тексте.
По сравнению с прошлыми поколениями материалов промышленного стандарта ASTM PE 3408, трубы, изготовленные из полимеров, описанных здесь, имеют значения PENT, по меньшей мере, 1000 часов. Некоторые трубы имеют значения PENT, большие, чем 5000 часов, и до 25000 часов или более, при 2,4 МПа. Трубы со значением PENT 25000 часов являются в 250 раз более стойкими к медленному росту трещин (SCG), по сравнению с более строгими требованиями для газовых труб в ASTM D2513-99. Некоторые трубы имеют значения PENT, большие, чем 1000 часов, и до 11000 часов, 15000 часов или более, при 3,0 МПа. Некоторые трубы, изготовленные из полиэтилена, описанного здесь, квалифицируются как полимеры PE 100 с экстраполируемыми сроками службы 100 лет, и одобрены ISO 9080-99 для сроков службы 250 лет при 20°C. Трубы также имеют превосходные свойства быстрого распространения трещин при испытании S-4 для критической температуры, Tc, и критического давления, Pc. Tc и Pc определяются в соответствии с ISO 13477. Характеристики свойств при гидростатическом разрыве (Categorized Required Stress), приводятся в соответствии с Plastics Pipe Institute (PPI) Technical Report TR-3, при 60 и 80°C, по меньшей мере, 6,3 и 4,0 МПа.
Как показано в Примерах, связанная полимерная композиция имеет неожиданно высокую вязкость при очень низком сдвиге, то есть, при условиях ползучей деформации. Примерно 10-кратное увеличение вязкости ползучей деформации может достигаться по существу без участия других характеристик продукта или способа.
Типичные системы катализаторов на основе переходных металлов, которые могут использоваться для получения смеси, представляют собой системы катализаторов на основе магния/титана, которые могут иллюстрироваться посредством системы катализаторов, описанной в патенте США № 4302565; системы катализаторов на основе ванадия, таких как те, которые описаны в патентах США №№ 4508842; 5332793; 5342907; и 5410003; и системы металлоценовых катализаторов, таких как те, которые описаны в патентах США №№ 4937299; 5317036; и 5527752. Системы катализаторов, которые используют оксиды молибдена на носителях из окиси кремния - окиси алюминия, также являются пригодными для использования. Предпочтительные системы катализаторов для получения компонентов для смесей по настоящему изобретению представляют собой системы катализаторов Циглера-Натта и системы металлоценовых катализаторов.
В некоторых вариантах осуществления, предпочтительные катализаторы, используемые в способе для получения композиций по настоящему изобретению, представляют собой катализаторы типа магния/титана. В частности, для данной газофазной полимеризации, катализатор изготавливают из предшественника, содержащего хлориды магния и титана в растворителе - доноре электронов. Этот раствор часто либо осаждают на пористый носитель для катализатора, либо добавляют наполнитель, который, при последующей сушке распылением, обеспечивает дополнительную механическую прочность частиц. Твердые частицы из любых способов для носителя часто суспендируются в разбавителе, дающем смесь высокой вязкости, которая затем используется как предшественник катализатора. Примерные типы катализаторов описываются в патенте США № 6187866 и в патенте США № 5290745, полное содержание их обоих включается сюда в качестве ссылок.
Могут также использоваться системы преципитированных/ кристаллизованных катализаторов, таких как те, которые описаны в патенте США № 6511935 и патенте США № 6248831, полное содержание их обоих включается сюда в качестве ссылок.
Предпочтительно, предшественник катализатора имеет формулу MgdTi(OR)eXf(ED)g, где R представляет собой алифатический или ароматический углеводородный радикал, имеющий 1-14 атомов углерода, или COR', где R' представляет собой алифатический или ароматический углеводородный радикал, имеющий 1-14 атомов углерода; каждая группа OR может быть такой же как другие или отличающейся; X независимо представляет собой хлор, бром или йод; ED представляет собой донор электронов; d равно 0,5-56; e равно 0, 1, или 2; f равно 2-116 и g равно >2 и до 1,5·d + 3. Его получают из соединения титана, соединения магния и донора электронов.
Донор электронов представляет собой органическое основание Льюиса, жидкое при температурах в пределах от 0°C до 200°C, в котором соединения магния и титана являются растворимыми. Соединения донора электронов иногда также упоминаются как основания Льюиса. Донор электронов может представлять собой сложный алкиловый эфир алифатической или ароматической карбоновой кислоты, алифатический кетон, алифатический амин, алифатический спирт, простой алкиловый или циклоалкиловый эфир или их смеси, каждый донор электронов имеет 2-20 атомов углерода. Среди этих доноров электронов, предпочтительными являются простые алкиловые и циклоалкиловые эфиры, имеющие 2-20 атомов углерода; диалкил-, диарил- и алкиларилкетоны, имеющие 3-20 атомов углерода; и сложные алкиловые, алкокси и алкилалкокси эфиры алкил- и арилкарбоновых кислот, имеющих 2-20 атомов углерода. Наиболее предпочтительный донор электронов представляет собой тетрагидрофуран. Другие примеры соответствующих доноров электронов представляют собой метилформиат, этилацетат, бутилацетат, простой этиловый эфир, диоксан, простой ди-н-пропиловый эфир, простой дибутиловый эфир, этанол, 1-бутанол, этилформиат, метилацетат, этиланизат, этиленкарбонат, тетрагидропиран и этилпропионат.
Когда большой избыток доноров электронов может использоваться вначале для создания продукта реакции соединения и титана донора электронов, конечный предшественник катализатора содержит примерно от 1 примерно до 20 молей донора электронов на моль соединения титана, и предпочтительно, примерно от 1 примерно до 10 молей донора электронов на моль соединения титана.
Поскольку катализатор будет действовать в качестве шаблона для роста полимера, главным является, чтобы предшественник катализатора преобразовывался в твердый продукт. Также главным является, чтобы полученный твердый продукт имел соответствующий размер и форму частиц для получения полимерных частиц с относительно узким распределением размеров, с малыми количествами мелкодисперсных частиц и хорошими характеристиками псевдоожижения. Хотя этот раствор основания Льюиса, соединений магния и титана может импрегнироваться в пористый носитель и высушиваться с формированием твердого катализатора; является предпочтительным, чтобы раствор преобразовывался в твердый катализатор посредством сушки распылением. Таким образом, каждый из этих способов формирует "предшественник катализатора на носителе".
Полученный сушкой распылением продукт катализатора затем предпочтительно помещается в суспензию в минеральном масле. Вязкость углеводородного разбавителя суспензии является достаточно низкой, так что суспензию можно удобно прокачивать через устройство для предварительного активирования, а возможно, в реактор полимеризации. Катализатор вводится с использованием подающее устройство для суспензии катализатора. Винтовой насос, такой как насос Moyno, как правило, используется в промышленных реакционных системах, в то время как плунжерный насос со сдвоенным поршнем, как правило, используется в реакционных системах пилотного масштаба, где потоки катализатора равны или меньше чем 10 см3/час (2,78×10-9 м3/сек) суспензии.
Сокатализатор или активатор также вводится в реактор для осуществления полимеризации. Полное активирование посредством дополнительного сокатализатора требуется для достижения активности в полном объеме. Полное активирование обычно осуществляют в реакторе полимеризации, хотя также могут использоваться технологии, рассмотренные в Европейском патенте EP 1200483.
Обычно используемые сокатализаторы, которые представляют собой восстанавливающие агенты, состоят из соединений алюминия, но соединения лития, натрия и калия, щелочноземельных металлов, а также соединения других редкоземельных металлов, иных, чем алюминий, являются возможными. Соединения обычно представляют собой гидриды, металлорганические или галогеновые соединения. Бутиллитий и дибутилмагний являются примерами пригодных для использования соединения, иных, чем алюминий.
Активаторное соединение, которое, как правило, используется вместе с любым из предшественников катализаторов на основе титана, может иметь формулу AlRaXbHc, где каждый из X независимо представляет собой хлор, бром, йод, или OR'; каждый R и R' независимо представляет собой насыщенный алифатический углеводородный радикал, имеющий 1 до 14 атомов углерода; b равно 0-1,5; c равно 0 или 1; и a+b+c=3. Предпочтительные активаторы включают в себя алкилалюминий моно- и дихлориды, где каждый алкильный радикал имеет 1-6 атомов углерода, и триалкилалюминии. Примеры представляют собой диэтилалюминий хлорид и три-н-гексилалюминий. Примерно от 0,10 до 10 молей, а предпочтительно, от 0,15 до 2,5 молей активатора, используют на моль донора электронов. Молярное отношение активатора к титану находится в пределах от 1:1 до 10:1, а предпочтительно, в пределах от 2:1 до 5:1.
Сокатализатор на основе гидрокарбилалюминия может быть представлен формулой R3Al или R2AlX, где каждый R независимо представляет собой алкил, циклоалкил арил или водород; по меньшей мере, один из R представляет собой гидрокарбил; и два или три радикала R могут объединяться с образованием гетероциклической структуры. Каждый из R, который представляет собой гидрокарбильный радикал, может иметь 1-20 атомов углерода, а предпочтительно имеет 1 до 10 атомов углерода. X представляет собой галоген, предпочтительно, хлор, бром или йод. Примеры соединений гидрокарбилалюминия представляют собой следующие: триизобутилалюминий, три-н-гексилалюминий, ди-изобутилалюминий гидрид, дигексилалюминий гидрид, ди-изобутилгексилалюминий, изобутил дигексилалюминий, триметилалюминий, триэтилалюминий, трипропилалюминий, триизопропилалюминий, три-н-бутилалюминий, триоктилалюминий, тридецилалюминий, тридодецилалюминий, трибензилалюминий, трифенилалюминий, тринафтилалюминий, тритолилалюминий, дибутилалюминий хлорид, диэтилалюминий хлорид, и этилалюминий сесквихлорид. Соединения сокатализаторов могут также служить в качестве активаторов и модификаторов.
Активаторы могут добавляться к предшественнику либо до, и/либо во время полимеризации. В одной из процедур, предшественник полностью активируется до полимеризации. В другой процедуре, предшественник частично активируется до полимеризации, и активирование завершается в реакторе. Когда вместо активатора используется модификатор, модификаторы обычно растворяются в органическом растворителе, таком как изопентан, и когда используется носитель, импрегнируются в носитель после импрегнирования соединения или комплекса титана, после чего предшественник катализатора на носителе сушится. В другом случае, раствор модификатора добавляют сам по себе непосредственно в реактор. Модификаторы являются сходными по химической структуре и функциям с активаторами, поскольку представляют собой сокатализаторы. Относительно вариантов, смотри например, патент США № 5106926, включенный сюда в качестве ссылки во всей его полноте. Сокатализатор предпочтительно добавляется отдельно, сам по себе, или в виде раствора в инертном растворителе, таком как изопентан, в реактор полимеризации, в то же самое время, когда начинается протекание этилена.
В тех вариантах осуществления, которые используют носитель, предшественник наносится на носитель из неорганического оксида, такой как окись кремния, фосфат алюминия, окись алюминия, смеси окиси кремния/окиси алюминия, окись кремния, которая модифицируется алюмоорганическим соединением, таким как триэтилалюминий, и окись кремния, модифицированная диэтилцинком. В некоторых вариантах осуществления окись кремния представляет собой предпочтительный носитель. Типичный носитель представляет собой твердый, пористый материал в виде частиц, по существу инертный по отношению к полимеризации. Он используется в виде сухого порошка, имеющего средний размер частиц от 10 до 250 мкм, а предпочтительно, от 30 до 100 мкм; площадь поверхности, по меньшей мере, 200 м2/г, а предпочтительно, по меньшей мере, 250 м2/г; и размер пор, по меньшей мере, 100×10-10 м, а предпочтительно, по меньшей мере, 200×10-10 м. Как правило, используемое количество носителя является таким, которое обеспечивает от 0,1 до 1,0 миллимоля титана на грамм носителя, а предпочтительно, от 0,4 до 0,9 миллимоля титана на грамм носителя. Импрегнирование указанного выше предшественника катализатора в носителе из окиси кремния может осуществляться посредством смешивания предшественника и силикагеля в растворителе - доноре электронов или в другом растворителе, с последующим удалением растворителя при пониженном давлении. Когда носитель не является желательным, предшественник катализатора может использоваться в жидкой форме.
В другом варианте осуществления, металлоценовые катализаторы, одноцентровые катализаторы и катализаторы с ограниченной геометрией могут использоваться при осуществлении настоящего изобретения. Как правило, соединения металлоценовых катализаторов включают в себя половинные и полные сэндвич-соединения, имеющие один или несколько π-связанных лигандов, включая структуры типа циклопентадиенила или другие структуры со сходным функционированием, такие как пентадиен, циклооктатетраендиил и имиды. Типичные соединения, как правило, описываются как содержащие один или несколько лигандов, способных к π-связыванию атома переходного металла, обычно, лиганды или остатки, полученные из циклопентадиенила, в сочетании с переходным металлом, выбранным из Групп 3-8, предпочтительно, 4, 5 или 6, или из ряда лантаноидов и актиноидов Периодической таблицы элементов.
Примеры соединений катализаторов типа металлоценов описаны, например, в патентах США №№: 4530914; 4871705; 4937299; 5017714; 5055438; 5096867; 5120867; 5124418; 5198401; 5210352; 5229478; 5264405; 5278264; 5278119; 5304614; 5324800; 5347025; 5350723; 5384299; 5391790; 5391789; 5399636; 5408017; 5491207; 5,455,366; 5534473; 5539124; 5554775; 5621126; 5684098; 5693730; 5698634; 5710297; 5712354; 5714427; 5714555; 5728641; 5728839; 5753577; 5767209; 5770753 и 5770664; в публикациях Европейских патентов: EP-A-0591756; EP-A-0520732; EP-A-0420436; EP-A-0485822; EP-A-0485823; EP-A-0743324; EP-A-0518092; и PCT публикациях заявок на Международный патент: WO 91/04257; WO 92/00333; WO 93/08221; WO 93/08199; WO 94/01471; WO 96/20233; WO 97/15582; WO 97/19959; WO 97/46567; WO 98/01455; WO 98/06759 и WO 98/011144. Все эти источники включаются сюда в качестве ссылок во всей полноте.
Катализаторы, пригодные для использования здесь, предпочтительно включают в себя катализаторы с ограниченной геометрией, как описано в патентах США №№ 5272236 и 5278272, оба они включаются сюда в качестве ссылок во всей полноте.
Катализаторы полимеризации олефинов на основе моноциклопентадиенила - переходных металлов, рассмотренные в патенте США № 5026798, концепция которого включается сюда в качестве ссылки, также являются пригодными в качестве катализаторов по настоящему изобретению.
Указанные выше катализаторы могут дополнительно описываться как содержащие координационный комплекс с металлом, включающим в себя металл групп 3-10 или ряда лантаноидов Периодической таблицы элементов, и делокализованный π-связаный остаток, замещенный остатком, вызывающим ограничение. Такой комплекс имеет ограниченную геометрию вокруг атома металла. Кроме того, катализатор содержит активирующий сокатализатор.
Катализаторы на основе хрома и полимеры
В отдельном варианте осуществления, другой тип катализатора на основе хрома используется в одной реакторной установке, хотя он не ограничивается единственным реактором и может использоваться в двух или более последовательных реакторах.
Полиэтиленовые полимеры, полимеризованные с использованием этих катализаторов на основе хрома, и способы их получения в целом известны в данной области. Они включают в себя способы полимеризации в газовой фазе, фазе раствора и фазе суспензии. Особенный интерес для настоящего изобретения представляют собой полимеры, полученные в газофазном способе, полимеры, которые получают с использованием хромового катализатора, и, в частности, катализатора на основе титанированного хрома.
Как правило, пригодные для использования катализаторы состоят из соединения хрома (VI) (как правило, в виде оксида), нанесенного на носитель из жаропрочного оксида с высокой площадью поверхности. Как правило, носитель представляет собой аморфную микросфероидную окись кремния, окись кремния - окись алюминия, окись кремния - окись титана или алюмофосфат. Катализатор приготавливают посредством активирования хром-содержащего носителя при температурах 400-1000°C, в сухой, кислород-содержащей атмосфере. Модифицирующие материалы, такие как титан и фторид, как правило, добавляют перед активированием.
Как правило, катализаторы приготавливают посредством использования коммерчески доступной окиси кремния, к которой добавляют источник хрома. Носитель из окиси кремния может обрабатываться сложным эфиром титана (как правило, используются титан тетраизопропилат или титан тетраэтоксид), либо после осаждения соединения Cr либо до этого осаждения. Носитель, как правило, предварительно сушат при 150-200°C для удаления физически адсорбированной воды. Титанат может добавляться в виде раствора к суспензии окиси кремния в изопентановом растворителе или непосредственно на псевдоожиженный слой носителя. Если он добавляется в форме суспензии, суспензию сушат. Как правило, соединение Cr, которое может преобразовываться в Cr+6, уже заранее добавлено к носителю. Затем носитель преобразуется в активный катализатор посредством кальцинирования на воздухе при температурах до 1000°C.
Во время активирования, титан преобразуется в некоторый тип поверхностного оксида. Соединение хрома (как правило, хром (III) ацетат) преобразуется в оксид Cr+5 какого-либо вида. Фторирующие агенты могут также добавляться в течение способа активирования для селективного схлопывания некоторых пор в носителе, модифицируя чувствительность катализатора к молекулярной массе. Активированный катализатор перед использованием может также обрабатываться восстанавливающими агентами, такими как моноокись углерода, в псевдоожиженном слое, или другими восстанавливающими агентами, такими как алкилы алюминия, алкилы бора, алкилы лития, и тому подобное.
Катализаторы этого типа описывают в многочисленных патентах, таких как заявка на Международный патент WO 2004094489, Европейский патент EP 0640625, патент США № 4100105 и ссылки, цитируемые в них. Каждая из их этих ссылок включается в качестве ссылки во всей ее полноте. Например, пригодный для использования катализатор представляет собой катализатор на основе хрома-титана на носителе (или катализатор на основе оксида титанированного хрома), который является по существу несферическим или нерегулярным по форме, и имеет широкое распределение размеров частиц, при этом, по меньшей мере, 70 процентов его объема пор находится в пределах пор диаметром между 200 до 500 Ангстрем. Такой комплекс на носителе может активироваться посредством нагрева в присутствии кислорода, при температуре от 850°C до температуры спекания комплекса на носителе. Катализаторы, такие как те, которые описаны в патенте США 6022933, также содержащие компонент Cr+6, также являются пригодными для использования в настоящем изобретении. Это ссылка также включается сюда в качестве ссылки, во всей ее полноте.
В предпочтительном варианте осуществления, одномодальные полимеры на основе полиэтиленовых полимеров (на основе Cr) и, в частности, на основе полимеров полиэтилена высокой плотности, связываются посредством способа азидного связывания, как описано здесь. В другом варианте осуществления, смесь двух или более полимеров, содержащая, по меньшей мере, один катализируемый хромом полиэтиленовый полимер, связывается посредством способа азидного связывания, как здесь описано.
В одном из вариантов осуществления, катализируемый Cr полимер имеет скорость потока расплава I2 (190°C, 2,16 кг масс, ASTM 1238-03) в пределах от 0,01 до 20 г/10 мин. В некоторых вариантах осуществления I2 находится в пределах от 0,1 до 15 г/10 мин. В некоторых вариантах осуществления I2 равна или меньше чем 0,1 г/10 мин, а предпочтительно, полимер характеризуется как имеющий I2 от 0,5 до 10 г/10 мин, более предпочтительно, от 1 до 10 г/10 мин. В другом варианте осуществления, I2 составляет от 0,0085 до 0,017 г/10 мин. Все индивидуальные значения и внутренние диапазоны 0,001 до 20 г/10 мин (I2) являются включенными сюда и описываются здесь.
Скорость потока расплава, I21 (190°C, масса 21,6 кг, ASTM 1238-03), для полимера на основе хрома, может находиться в пределах от 1 до 50 грамм за 10 минут, а предпочтительно, находится в пределах от 2 до 30 грамм за 10 минут. В некоторых вариантах осуществления, скорость потока расплава находится в пределах от 5 до 20. Все индивидуальные значения и внутренние диапазоны от 1 до 50 г/10 (I21) мин являются включенными сюда и описываются здесь.
Отношение скоростей потока, I21/I2, полимера может находиться в пределах от 40 до 200, и предпочтительно, от 50 до 150, и наиболее предпочтительно, от 55 до 130. В другом варианте осуществления, I21/I2 для полимера находится в пределах от 65 до 125, а предпочтительно, от 80 до 120. Все индивидуальные значения и внутренние диапазоны 40 до 200 (I21/I2) являются включенными сюда и описываются здесь.
Mw этого полимера предпочтительно находится в пределах от 100000 до 600000 г/моль (как измеряется с помощью гельпроникающей хроматографии), более предпочтительно, в пределах от 200000 до 500000 г/моль, а наиболее предпочтительно, в пределах от 210000 до 450000 г/моль. Все индивидуальные значения и внутренние диапазоны от 100000 до 600000 г/моль (Mw) являются включенными сюда и описываются здесь.
Этот полимер имеет плотность, которая, как правило, находится в пределах от 0,890 до 0,975 г/см3 (ASTM 792-03), предпочтительно, в пределах от 0,920 до 0,970 г/см3. В некоторых вариантах осуществления плотность находится в пределах от 0,930 до 0,960 г/см3, а более предпочтительно, в пределах от 0,940 до 0,955 г/см3. Все индивидуальные значения и внутренние диапазоны от 0,890 до 0,975 г/см3 являются включенными сюда и описываются здесь.
Полимер, катализируемый хромом, может быть получен в одном реакторе или может быть получен в виде смеси в двух или более реакторах, работающих параллельно, последовательно или в некотором их сочетании. В предпочтительной установке сдвоенного реактора, предшественник катализатора и сокатализатор вводятся в первый реактор, а полимеризуемая смесь переносится во второй реактор для дополнительной полимеризации. Дополнительные способы полимеризации описываются здесь.
Новая композиция, содержащая компонент HMW и компонент LMW, как обсуждалось в предыдущих разделах, может быть получена посредством различных способов. Например, она может быть получена посредством смешивания или перемешивания LMW полиэтиленового компонента и HMW полимерного компонента или посредством смешивания расплавов индивидуально расплавленных компонентов. Альтернативно, она может быть получена in situ в одном или некоторых реакторах полимеризации.
В предпочтительной установке сдвоенного реактора способа по настоящему изобретению, предшественник катализатора и сокатализатор вводятся в первый реактор, а полимеризуемая смесь переносится во второй реактор для дополнительной полимеризации. Постольку, поскольку рассматривается система катализаторов, только сокатализатор, если это желательно, добавляется во второй реактор из внешнего источника. Необязательно, предшественник катализатора может частично активироваться перед добавлением в реактор, с последующим дополнительным активированием в реакторе с помощью сокатализатора.
В предпочтительной установке сдвоенного реактора, относительно высокомолекулярный сополимер (с низким индексом потока расплава) получают в первом реакторе. Альтернативно, низкомолекулярный сополимер может быть получен в первом реакторе, а высокомолекулярный сополимер может быть получен во втором реакторе. Для целей настоящего описания, реактор, в котором условия являются способствующими получению высокомолекулярного полимера, известен как "высокомолекулярный реактор". Альтернативно, реактор, в котором условия являются способствующими получению низкомолекулярного полимера, известен как "низкомолекулярный реактор". Независимо от того, какой компонент получают первым, смесь полимера и активного катализатора предпочтительно переносится из первого реактора во второй реактор с помощью соединительного устройства, используя азот или рециклируемый газ из второго реактора в качестве среды переноса.
Полимеризация в каждом реакторе предпочтительно осуществляется в газовой фазе с использованием непрерывного способа с псевдоожиженным слоем. В типичном реакторе с псевдоожиженным слоем, слой обычно создают из такой же гранулярного полимера, которая должна создаваться в реакторе. Таким образом, в ходе полимераизации, слой содержит сформированные полимерные частицы, растущие частицы полимера и частицы катализатора, псевдоожиженные посредством полимеризуемых и модифицирующих газовых компонентов, вводимых при объемной или линейной скорости потока, достаточной для того, чтобы заставить частицы разделиться и действовать в качестве текучей среды. Ожижающий газ получают из вводимых изначально исходных материалов, пополняемых исходных материалов и рециклируемого газа, то есть, из сомономеров, и, если это желательно, модификаторов и/или одного или нескольких инертных газов-носителей.
Типичная система с псевдоожиженным слоем содержит реакционную емкость, слой, газораспределительную пластину, входные и выходные трубы, компрессор, охладитель рециклируемого газа и систему высвобождения продукта. В емкости, над слоем, имеется зона понижения скорости, и, в слое, реакционная зона. Обе они находятся выше газораспределительной пластины. Типичный реактор с псевдоожиженным слоем дополнительно описывается в патенте США № 4482687, полное содержание которого включается сюда в качестве ссылки.
Потоки газообразных исходных материалов этилена, других газообразных альфа-олефинов и водорода, если он используется, предпочтительно вводятся в линию рециклирования реактора, так же как и жидкие альфа-олефины и раствор сокатализатора. Необязательно, жидкий сокатализатор может вводиться непосредственно в псевдоожиженный слой. Частично активированный предшественник катализатора предпочтительно инжектируется в псевдоожиженный слой как суспензия в минеральном масле. Активирование, как правило, завершается в реакторах с помощью сокатализатора. Композиция продукта может варьироваться посредством изменения молярных отношений мономеров, вводимых в псевдоожиженный слой. Продукт непрерывно высвобождается в форме гранул или частиц из реактора, когда уровень слоя увеличивается при полимеризации. Скорость получения контролируется посредством регулировки скорости введения катализатора и/или парциальных давлений этилена в обоих реакторах.
Предпочтительный режим представляет собой отбор загрузочных количеств продукта из первого реактора и перенос их во второй реактор с использованием разности давлений, генерируемой с помощью системы компрессии рециклируемого газа. Система, сходная с той, которая описана в патенте США № 4621952, полное содержание которого включается сюда в качестве ссылки, является особенно полезным.
Давление является примерно одинаковым, как в первом, так и во втором реакторе. В зависимости от конкретного способа, используемого для переноса смеси полимера и содержащегося катализатора из первого реактора во второй реактор, давление во втором реакторе может быть либо выше, либо несколько ниже, чем в первом. Если давление во втором реакторе ниже, эта разность давлений может использоваться для облегчения переноса смеси полимера и катализатора из Реактора 1 в Реактор 2. Если давление во втором реакторе выше, разность давлений через компрессор для рециклируемого газа может использоваться в качестве движущей силы для перемещения полимера. Давление, то есть, общее давление в любом из реакторов, может находиться в пределах от 200 до 500 фунт/кв.дюйм (фунтов на квадратный дюйм, в датчике) и предпочтительно находится в пределах от 280 до 450 фунт/кв.дюйм (1,38, 3,45, 1,93 и 3,10 МПа, соответственно). Парциальное давление этилена в первом реакторе может находиться в пределах от 10 до 150 фунт/кв.дюйм, а предпочтительно, находится в пределах от 20 до 80 фунт/кв.дюйм, а более предпочтительно, в пределах от 25 до 60 фунт/кв.дюйм, (68,9, 103,4, 138, 552, 172 и 414 МПа, соответственно). Парциальное давление этилена во втором реакторе регулируется в соответствии с количеством сополимера, которое желают производить в этом реакторе, для достижения коэффициента разделения, рассмотренного выше. Отмечается, что увеличение парциального давления этилена в первом реакторе приводит к увеличению парциального давления этилена во втором реакторе. Баланс общего давления обеспечивается альфа-олефином, иным, чем этилен, и инертным газом, таким как азот. Другие инертные углеводороды, такие как индуцированный конденсирующий агент, например, изопентан, гексан, также вносят вклад в общее давление в реакторе в соответствии с давлением их паров при температуре и давлении, испытываемых в реакторе.
Молярное отношение водород:этилен может регулироваться для контроля средних молекулярных масс. Альфа-олефины (иные, чем этилен) могут присутствовать в общем количестве до 15% мас. от сополимера и, если используются, предпочтительно включаются в сополимер при общем количестве от 0,5 до 10% мас., или более предпочтительно, от 0,8 до 4% мас., по отношению к массе сополимера.
Время пребывания смеси реагентов, включая газообразные и жидкие реагенты, катализатор и полимер, в каждом псевдоожиженном слое может находиться в пределах от 1 до 12 часов, а предпочтительно, в пределах от 1,5 до 5 часов.
Реакторы могут работать в конденсационном режиме, если это желательно. Конденсационный режим описывается в патентах США №№ 4543399, 4588790 и 5352749, полное содержание которых включается сюда в качестве ссылки.
В то время как полиэтиленовые смеси по настоящему изобретению предпочтительно получают в газовой фазе с помощью различных способов низкого давления, смесь может также получаться в жидкой фазе, в растворах или суспензиях, или в виде сочетания суспензии и газовой фазы или газовой фазы и раствора, или суспензии и раствора, в любом порядке, с помощью обычных технологий, опять же, при низких давлениях. Способы низкого давления, как правило, осуществляются при давлениях ниже 1000 фунт/кв.дюйм, в то время как способы высокого давления, как правило, осуществляются при давлениях выше 15000 фунт/кв.дюйм (6,89 и 103 МПа, соответственно).
Предпочтительные рабочие температуры варьируются в зависимости от желаемой плотности, то есть, низкие температуры для более низких плотностей, а более высокие температуры для более высоких плотностей. Рабочая температура будет изменяться от 70°C до 110°C. Молярное отношение альфа-олефина к этилену в этом реакторе может находиться в пределах от 0,01:1 до 0,8:1, а предпочтительно, находится в пределах от 0,02:1 до 0,35:1. Молярное отношение водорода (если используется) к этилену в этом реакторе может находиться в пределах от 0,001:1 до 0,3:1, предпочтительно, от 0,01 до 0,2:1.
В варианте осуществления, пригодном для труб, рабочая температура, как правило, находится в пределах от 70°C до 110°C. Рабочая температура предпочтительно варьируется вместе с желаемой плотностью, для предотвращения налипания продукта в реакторе. Молярное отношение альфа-олефина к этилену может находиться в пределах от 0:00001 до 0,6:1, предпочтительно, в пределах от 0,0002:1 до 0,010:1. Молярное отношение водорода к этилену может находиться в пределах от 0,01:1 до 3:1, а предпочтительно, в пределах от 0,5:1 до 2,2:1.
В варианте осуществления, пригодном для пленок, полученных методом экструзии с раздувом, рабочая температура высокомолекулярного реактора, как правило, находится в пределах от 70°C до 110°C. Молярное отношение альфа-олефина к этилену меньше, чем используется в высокомолекулярном реакторе, и преимущественно равно, по меньшей мере, 0,0005:1, предпочтительно, по меньшей мере, 0,00001:1, а преимущественно, равно или меньше чем 0,6:1, более преимущественно, равно или меньше чем 0,42:1, предпочтительно, равно или меньше чем 0,01:1, более предпочтительно, равно или меньше чем 0,007:1, наиболее предпочтительно равно или меньше чем 0,0042:1. По меньшей мере, некоторое количество альфа-олефина сопровождает содержимое высокомолекулярного реактора. Молярное отношение водорода к этилену может находиться в пределах от 0,01:1 до 3:1, а предпочтительно, в пределах от 0,5:1 до 2.2:1.
В варианте осуществления, пригодном для формования раздувом, рабочая температура высокомолекулярного реактора, как правило, находится в пределах от 70°C до 110°C. Молярное отношение альфа-олефина к этилену в этом реакторе может находиться в пределах от 0,0:1 до 0,8:1, а предпочтительно, в пределах от 0,0:1 до 0,1:1. Молярное отношение водорода (если используется) к этилену в этом реакторе может находиться в пределах от 0,001:1 до 0,3:1, предпочтительно, от 0,005 до 0,2:1. Рабочая температура низкомолекулярного реактора, как правило, находится в пределах от 70°C до 110°C. Молярное отношение альфа-олефина к этилену может находиться в пределах от 0,0:1 до 0,6:1, предпочтительно, в пределах от 0,0002:1 до 0,01:1. Молярное отношение водорода к этилену может находиться в пределах от 0,01:1 до 3:1, а предпочтительно, в пределах от 0,3:1 до 2:1.
Некоторые смеси получают в одном реакторе, используя смешанный катализатор. В таких смешанных системах катализаторов, композиция катализатора может содержать сочетания двух или более катализаторов Циглера-Натта, двух или более катализаторов на основе металлоценов, таких как те, которые описаны в патентах США №№ 4937299, 5317036 и 5527752, полное содержание которых включается сюда в качестве ссылок во всей его полноте, или сочетание катализаторов Циглера-Натта и металлоценового катализатора. В некоторых вариантах осуществления, может использоваться двухцентровый металлоценовый катализатор.
Полимеры на основе этилена по настоящему изобретению могут быть получены в одном реакторе или во множестве реакторов. Например, этилен может гомополимеризоваться или сополимеризоваться, по меньшей мере, с одним сомономером, в одно- или многостадийном способе полимеризации в суспензии (в танке или петле), в одно- или многостадийном способе полимеризации в газовой фазе, в одно- или многостадийном способе полимеризации в растворе, или в сочетании способов полимеризации, таком как способ полимеризации в суспензии - газовой фазе, или способ полимеризации в газовой фазе - растворе. Многостадийные газофазные способы описаны в патентах США №№ 5047468 и 5149738, полное содержание обоих включается сюда в качестве ссылки. Два или более реактора могут работать параллельно или последовательно, или в их сочетании.
Исходные материалы катализаторов могут выбираться из нескольких конфигураций, включая, но, не ограничиваясь этим, систему катализаторов на носителе, высушенную распылением систему катализаторов или систему катализаторов, вводимую в растворе или жидкости. Катализаторы полимеризации, как правило, содержат соединение переходного металла на носителе и активатор, способный преобразовать соединение переходного металла в каталитически активный комплекс переходного металла.
Конфигурации катализаторов на носителе, как правило, содержат, по меньшей мере, одно активное при полимеризации соединение металла вместе с пористым носителем, таким как пористая окись кремния. Как правило, активное соединение металла импрегнируется в пористом оксиде металла.
Морфология катализатора может модифицироваться с использованием классификации по размерам и/или посредством модификации химических свойств.
Другие формы конфигурации катализаторов включают в себя высушенную распылением систему раствора или суспензии, каждая из них содержит активный металл. Система катализаторов может сушиться распылением непосредственно в реакторе. Эти высушенные распылением системы могут также содержать наполнители, связующие, суспендирующие агенты и/или активаторы. Примеры высушенных распылением систем катализаторов находятся в патентах США №№ 5589539; 5317036; 5744556; 5693727, 5948871; 5962606, 6075101; 6391986; 6069213; 6150478; 6365659; 6365695; 6251817 и 6426394, которые, каждый, включаются сюда в качестве ссылки во всей их полноте. Дополнительные примеры этих систем катализаторов описываются в патенте США № 6689847 и в заявке на патент США 2003/0036613, каждый из которых включается сюда в качестве ссылки, во всей его полноте.
Дополнительные конфигурации катализаторов включают в себя активные соединения металлов, осажденные на преципитированные, имеющие форму микрочастиц, полимерные аддукты металлов с образованием круглых частиц микронных размеров. Примеры соответствующих носителей включают в себя микрочастицы алкоксидов металлов, магния, алкоксиды металлов Группы IVB или арилоксидные остатки. Такие носители могут выращиваться в круглой форме, с размерами частицы в пределах между 5 и 50 микрон. Примеры этих систем катализаторов находятся в патенте США № 6399532 и в заявках на патент США 2002/006195 и 2002/0037979, которые, каждая, включаются сюда в качестве ссылки во всей их полноте.
Системы катализаторов на основе смешанных металлов, содержащие два или более типов катализатора с различной молекулярной структурой, могут также использоваться в одном реакторе. Например, смешанная система, содержащая катализатор типа Циглера-Натта и катализатор типа металлоцена или катализатор типа Циглера-Натта и катализатор типа хрома, может использоваться в одном реакторе. В дополнение к этому, смешанная система катализаторов, содержащая два различных катализатора Циглера-Натта, два различных металлоценовых катализатора или два различных хромовых катализатора, также может использоваться в одном реакторе.
В двух или более реакторах, иной тип катализатора может использоваться в каждом реакторе. Например, катализатор типа Циглера-Натта может использоваться в одном реакторе, а катализатор типа металлоцена или катализатор типа хрома может использоваться в другом реакторе. Два или более реакторов могут также содержать, каждый, иной соответствующий катализатор Циглера-Натта, или могут, каждый, содержать иной соответствующий металлоценовый катализатор, или могут, каждый, содержать иной соответствующий хромовый катализатор.
Полимерная композиция является реологически модифицированной, также известна как связанная, посредством функциональных сульфонилазидов, как описано в патенте США № 6521306, который включается сюда в качестве ссылки. Поли(сульфонилазид) представляет собой любое соединение, имеющее, по меньшей мере, две сульфонилазидные группы (-SO2N3), взаимодействующие с полиолефином. Предпочтительно поли(сульфонилазиды) имеют структуру X-R-X, где каждый X представляет собой SO2N3 и R представляет незамещенную или инертно замещенную гидрокарбильную группу, группу простого гидрокарбилового эфира или кремний-содержащую группу, предпочтительно, содержащую достаточное количество атомов углерода, кислорода или кремния, предпочтительно, атомов углерода, для разделения, по существу, сульфонилазидных групп, чтобы сделать возможным легкое взаимодействие между полиолефином и сульфонилазидом, более предпочтительно, по меньшей мере, 1, более предпочтительно, по меньшей мере, 2, наиболее предпочтительно, по меньшей мере, 3 атома углерода, кислорода или кремния, предпочтительно, атома углерода, между функциональными группами. Хотя нет критического предела длины R, каждый R преимущественно имеет, по меньшей мере, один атом углерода или кремния между X, а предпочтительно, имеет менее чем 50, более предпочтительно, менее чем 30, наиболее предпочтительно, менее чем 20 атомов углерода, кислорода или кремния. В этих пределах, чем больше, тем лучше, по причинам, включающим в себя термическую и ударную стабильность. Когда R представляет собой алкильный углеводород с прямой цепью, предпочтительно имеется менее 4 атомов углерода между сульфонилазидными группами, для уменьшения склонности нитрена заварачиваться назад и взаимодействовать самим с собой. Кремнийсодержащие группы включают в себя силаны и силоксаны, предпочтительно, силоксаны. Термин инертно замещенный относится к замещению атомами или группами, которые не вмешиваются нежелательным образом в желательную реакцию (реакции) или желаемые свойства получаемых связанных полимеров. Такие группы включают в себя группы фтора, простого алифатического или ароматического эфира, силоксана, а также сульфонилазидные группы, когда должны соединяться более двух полиолефиновых цепей. Пригодные для использования структуры включают в себя R как арильные, алкильные, арилалкарильные, арилалкилсилановые, силоксановые или гетероциклические группы и другие группы, которые являются инертными и разделяют сульфонилазидные группы, как описано. Более предпочтительно, R включает в себя, по меньшей мере, одну арильную группу между сульфонильными группами, наиболее предпочтительно, по меньшей мере, две арильные группы (например, когда R представляет собой 4,4'-дифенилэфир или 4,4'-бифенил). Когда R представляет собой одну из арильных групп, является предпочтительным, чтобы группа имела более одного кольца, как в случае нафтилен бис(сульфонилазидов).
Поли(сульфонил)азиды включают в себя такие соединения как 1,5-пентан бис(сульфонилазид), 1,8-октанбис(сульфонилазид), 1,10-деканбис(сульфонилазид), 1,10-октадекан бис(сульфонилазид), 1-октил-2,4,6-бензол трис(сульфонилазид), 4,4'-дифенилэфир бис(сульфонилазид), 1,6-бис(4'-сульфоназидофенил)гексан, 2,7-нафталин бис(сульфонилазид), и смешанные сульфонилазиды хлорированных алифатических углеводородов, содержащие в среднем от 1 до 8 атомов хлора и от 2 до 5 сульфонилазидных групп на молекулу, и их смеси. Предпочтительные поли(сульфонилазиды) включают в себя окси-бис(4-сульфонилазидобензол), 2,7-нафталин бис(сульфонилазидо), 4,4'-бис(сульфонилазидо)бифенил, 4,4'-дифенилэфир бис(сульфонилазид) (также известен как 4,4'-дифенил оксид бис(сульфонилазидо)) и бис(4-сульфонилазидофенил)метан, и их смеси. Наиболее предпочтительным является 4,4'-дифенилоксид бис(сульфонилазидо) (также обозначается здесь DPO-BSA).
Сульфонилазиды удобно получать посредством взаимодействия натрий азида с соответствующим сульфонилхлоридом, хотя используется и окисление сульфонилгидразинов различными реагентами (азотистой кислотой, диазот тетроксидом, нитрозоний тетрафторборатом). Полисульфонилазиды также описываются в патенте США № 6776924, который включается сюда в качестве ссылки во всей его полноте.
Для модификации реологии, также упоминаемой здесь как "связывание", поли(сульфонилазид) используется в реологически модифицирующем количестве, то есть в количестве, эффективном для увеличения низкосдвиговой вязкости (при < 0,1 рад/сек) полимера, предпочтительно, по меньшей мере, примерно на 5 процентов, по сравнению с исходным полимерным материалом, но менее чем в количестве, обеспечивающем поперечную сшивку, то есть, в количестве, достаточном для образования менее чем 1% мас. геля, как измеряется согласно ASTM D2765 - Procedure A. Хотя специалисты в данной области заметят, что количество азида, достаточное для увеличения низкосдвиговой вязкости и приводящее к появлению менее примерно, чем 1% мас. геля, будет зависеть от молекулярной массы используемого азида и полимера, это количество предпочтительно меньше чем 5 процентов, более предпочтительно, меньше чем 2 процента, наиболее предпочтительно, меньше чем 1 % мас. оли(сульфонилазида), по отношению к общей массе полимера, когда поли(сульфонилазид) имеет молекулярную массу от 200 до 2000 г/моль. Для достижения измеримой реологической модификации, количество поли(сульфонилазида) предпочтительно равно, по меньшей мере, 0,0025% мас., более предпочтительно, по меньшей мере, 0,005% мас., наиболее предпочтительно, по меньшей мере, 0,010% мас. по отношению к общей массе полимера.
Для реологической модификации сульфонилазид смешивается с полимером и нагревается, по меньшей мере, до температуры разложения сульфонилазида. Под температурой разложения азида подразумевается такая температура, при которой азид преобразуется в сульфонил нитрен, устраняя азот и тепло процесса, как определяется посредством DSC. Поли(сульфонилазид) начинает взаимодействовать при кинетически значимой скорости (удобной для использования при осуществлении настоящего изобретения) при температурах примерно 130°C и почти полностью взаимодействует примерно при 160°C согласно DSC (сканирование при 10°C/мин). Наступление разложения, как обнаружено, происходит примерно при 100°C, согласно сканированию Accelerated Rate Calorimetry (ARC), при 2°C/час. Степень реакция является функцией времени и температуры. При низких уровнях азида, используемых при осуществлении настоящего изобретения, оптимальных свойств не достигается, пока азид не прореагирует по существу полностью. Температуры для использования при осуществлении настоящего изобретения также определяются с помощью температур размягчения или плавления исходных полимерных материалов. По этим причинам, температуры преимущественно выше чем 90°C, предпочтительно, больше чем 120°C, более предпочтительно, больше чем 150°C, наиболее предпочтительно, больше чем 180°C.
Предпочтительные времена при желаемых температурах разложения представляют собой времена, которые являются достаточными для осуществления реакции связывающего агента с полимером (полимерами), без нежелательной термической деградации полимерной матрицы. Предпочтительные времена реакции с точки зрения половинного времени жизни связывающего агента, то есть времени, необходимого, чтобы примерно половина агента прореагировала при заданной температуре, составляют примерно 5 половинных времен жизни связывающего агента. Половинное время жизни определяется с помощью DSC. В случае бис(сульфонилазида), например, время реакции предпочтительно равно, по меньшей мере, примерно 4 минуты, при 200°C.
Смешивание полимера и связующего агента удобно осуществлять с помощью любых средств, известных в данной области. Желаемое распределение является различным, во многих случаях, в зависимости от того, какие реологические свойства должны модифицироваться. В гомополимере или сополимере является желательным иметь настолько гомогенное распределение, насколько это возможно, предпочтительно, достигая растворимости азида в полимерном расплаве.
Предпочтительные способы включают в себя, по меньшей мере, один способ из следующих: (a) сухое смешивание связующего агента с полимером, предпочтительно, с образованием по существу однородной смеси, и добавление этой смеси в оборудование для обработки расплава, например, в экструдер для расплава, для достижения реакции связывания, при температуре, по меньшей мере, равной температуре разложения связывающего агента; (b) введение, например, посредством инжекции, связующего агента в жидкой форме, например, растворенного для этого в растворителе, или в суспензии связывающего агента в жидкости, в устройство, содержащее полимер, предпочтительно, размягченный, расплавленный или жидкий полимер, но альтернативно в форме частиц, в растворе или дисперсии, более предпочтительно, в устройстве для обработки расплава; (c) формирование первой смеси первого количества первого полимера и связующего агента, преимущественно, при температуре меньшей, примерно, чем температура разложения связывающего агента, предпочтительно, посредством смешивания расплава, а затем формирование второй смеси из первой смеси со вторым количеством второго полимера (например, концентрата связывающего агента, смешанного, по меньшей мере, с одним полимером, и необязательно другими добавками, удобно смешивать со вторым полимером или их сочетанием, необязательно, с другими добавками, для модификации второго полимера (полимеров)); (d) введение, по меньшей мере, одного связующего агента, предпочтительно, в твердой форме, более предпочтительно, измельченного до мелкодисперсного состояния, например, до порошка, непосредственно в размягченный или расплавленный полимер, например, в оборудование для обработки расплава, например, в экструдер; или их сочетания; (e) отбор бокового потока частиц гранулированного полимера, и раствора связывающего агента в метиленхлоридном растворителе, объединяя их вместе, так что раствор растворителя/связующего агента покрывает полностью все частицы гранулированного полимера из бокового потока, а затем сушка смеси метиленхлоридного растворителя. Полученная высушенная полимерная полимер имеет связующий агент, однородно осажденный на полимере, который затем может вводиться подобным же образом с добавками в процедуре (c), выше. Среди способов (a)-(e), способы (b), (c) и (e) являются предпочтительными, при этом (c) и (e) являются более предпочтительными. Например, способ (c) удобно использовать для получения концентрата с первой полимерной композицией, имеющей более низкую температуру плавления, преимущественно, при температуре ниже температуры разложения связывающего агента, и концентрат смешивается в расплаве со второй полимерной композицией, имеющей более высокую температуру плавления. Для завершения реакции связывания концентраты являются особенно предпочтительными, когда температуры являются достаточно высокими, чтобы приводить к потерям связывающего агента посредством испарения или разложения, не приводя к реакции с полимером, или к другим условиям, которые приводили бы к такому эффекту. Альтернативно, некоторое связывание осуществляется во время смешивания первого полимера и связующего агента, но некоторое количество связывающего агента остается непрореагировавшим до тех пор, пока концентрат не подмешивается во вторую полимерную композицию. Каждый полимер или полимерная композиция содержит, по меньшей мере, один гомополимер, сополимер, терполимер или интерполимер и необязательно содержит добавки, известные в данной области. Когда связующий агент добавляется в сухой форме, является предпочтительным смешивание агента и полимера в размягченном или расплавленном состоянии, ниже температуры разложения связывающего агента, а затем нагрев полученной смеси до температуры, по меньшей мере, равной температуре разложения связывающего агента. Еще один способ объединения азидного связующего агент с полимером описывается в патенте США № 6776924, который включается сюда во всей его полноте.
Термин "обработка расплава" используется для обозначения любого способа, при котором полимер размягчается или плавится, такого как экструзия, гранулирование, раздув и налив пленки, термоформование, компаундирование в форме для полимерного расплава и другие способы, связанные с расплавом.
Полиолефин (полиолефины) и связующий агент удобно объединять любым способом, который приводит к их желаемому взаимодействию, предпочтительно, посредством смешивания связующего агента с полимером (полимерами) при условиях, которые делают возможным достаточное смешивание перед реакцией, чтобы устранить неравномерные величины локального взаимодействия, затем воздействуя на полученную смесь теплом, достаточным для реакции. Предпочтительно, по существу однородная смесь связывающего агента и полимера формируется перед экспонированием для условий, при которых имеет место связывание цепей. По существу однородная смесь представляет собой смесь, в которой распределение связывающего агента в полимере является достаточно гомогенным, чтобы оно определялась по полимеру, имеющему вязкость расплава после обработки в соответствии с осуществлением настоящего изобретения, либо более высокой, при низкой угловой частоте (например, < 0,1 рад/сек), либо примерно равной или более низкой, при более высокой угловой частоте (например, 10 рад/сек), чем у того же полимера, который не обрабатывают связующим агентом, но который подвергается воздействию такой же сдвиговой и термической истории. Таким образом, предпочтительно, при осуществлении настоящего изобретения, разложение связывающего агента осуществляется после смешивания, достаточного, чтобы приводить к получению по существу однородной смеси связывающего агента и полимера. Это смешивание предпочтительно достигается для полимера в расплавленном или жидком состоянии, то есть, выше температуры плавления кристалла, или в растворенном или мелкодисперсном состоянии, а не в форме твердой массы или частиц. Расплавленная или жидкая форма является более предпочтительной для обеспечения гомогенности, чем локальные концентрации на поверхности.
Любое оборудование является пригодным для использования; предпочтительно, оборудование, которое обеспечивает достаточное перемешивание и контроль температуры в этом же оборудовании, но преимущественно осуществление настоящего изобретения имеет место в таких устройствах, как экструдер или статическое устройство для смешивания полимеров, такое как блендер Brabender. Термин экструдер используется в его самом широком значении для включения таких устройств, как устройство, которое экструдирует гранулы или гранулятор. Удобно, когда имеется стадия экструзии расплава между получением полимера и его использованием, по меньшей мере, одна стадия способа по настоящему изобретению имеет место на стадии экструзии расплава. Хотя это находится в рамках настоящего изобретения, что реакция имеет место в растворителе или другой среде, является предпочтительным, чтобы реакция проходила в объемной фазе, для устранения последующих стадий удаления растворителя или другой среды. Для этой цели, полимер выше температуры плавления кристалла является преимущественным для равномерного смешивания и для достижения температуры реакции (температуры разложения сульфонилазида).
В предпочтительном варианте осуществления способ по настоящему изобретению имеет место в одном устройстве, то есть смешивание связывающего агента и полимера имеет место в том же устройстве, что и нагрев связывающего агента до температуры реакции. Предпочтительно, устройство представляет собой непрерывный смеситель, но также преимущественно представляет собой двухшнековый экструдер или загрузочную систему смеситель/экструдер. Более предпочтительно, устройство имеет, по меньшей мере, две зоны, в которые проходила бы реакционная смесь. Первая зона предпочтительно находится при температуре, достаточно высокой для размягчения полимера и предоставления ему возможности для объединения со связующим агентом посредством распределительного перемешивания до однородной по существу смеси, и вторая зона находится при температуре, достаточной для реакции связывающего агента.
Для устранения дополнительной стадии и соответствующих затрат на повторную экструзию и для обеспечения того, что связующий агент хорошо смешивается с полимером, в альтернативных предпочтительных вариантах осуществления является предпочтительным, чтобы связующий агент добавлялся в области после реактора установки для обработки полимера. Например, когда полимеры получают в газофазном способе, связующий агент предпочтительно добавляется в форме либо порошка, либо жидкости в порошкообразный полиэтилен перед уплотнительной экструзией. В альтернативном варианте осуществления, в способе получения полиэтилена в суспензии, связующий агент добавляется либо в порошкообразной, либо в жидкой форме к порошкообразному полиэтилену после того как растворитель удаляется посредством декантирования и перед сушкой и способом уплотнительной экструзии. В альтернативном варианте осуществления, когда полимер получают способом в растворе, связующий агент предпочтительно добавляется в полимерный раствор перед способом уплотнительной экструзии.
В предпочтительном варианте осуществления, связанные полимеры по существу не содержат геля. Для детектирования присутствия, и когда это желательно, количественного определения нерастворимых частиц геля в полимерной композиции, композицию просто пропитывают в соответствующем растворителе, таком как ксилол, нагреваемый с обратным холодильником, в течение 12 часов, как описано в ASTM D 2765-90, Method B. Затем любая нерастворимая часть композиции выделается, сушится и взвешивается, делая соответствующие корректировки на основе данных о композиции.
Например, масса не-полимерных, растворимых в растворителе компонентов вычитается из начальной массы и масса не-полимерных, нерастворимых в растворителе компонентов вычитается как из начальной, так и из конечной массы. Извлекаемый нерастворимый полимер регистрируется как процентное содержание геля (процент геля). Для целей настоящего изобретения, "по существу не содержащий геля" означает процентное содержание геля, которое желательно < 10 процентов, более желательно < 8 процентов, предпочтительно, < 5 процентов, более предпочтительно, < 3 процентов, еще более предпочтительно, < 2 процентов, еще более предпочтительно, < 0,5 процента, и наиболее предпочтительно, ниже, чем пределы детектирования, когда в качестве растворителя используют ксилол. Для определенных конечных применений, где частицы геля являются допустимыми, процентное содержание геля может быть выше.
Предпочтительно, композиции по настоящему изобретению не содержат пероксида и/или другого типа агента для поперечной сшивки. Примеры агентов для поперечной сшивки описываются в заявке на Международный патент WO/068530, включаемой сюда в качестве ссылки, во всей ее полноте. Примеры дополнительных агентов для поперечной сшивки включают в себя фенолы, азиды, продукты реакции альдегид-амин, замещенные мочевины, замещенные гуанидины; замещенные ксантаны; замещенные дитиокарбаматы; серосодержащие соединения, такие как тиазолы, имидазолы, сульфенамиды, тиурамидисульфиды, элементарная сера, парахинондиоксим, дибензопарахинондиоксим или их сочетания.
Новая реологически модифицированная композиция является особенно пригодной для использования при производстве проводящих или распределительных труб для воды, газов и других жидкостей или суспензий, для характеристик трубы PE 3408, согласно ASTM D-3350, и в частности, труб, которые соответствуют или превосходят оценку характеристик PE 100. Другим словами, новая композиция может использоваться для увеличения срока службы трубы. Такие трубы могут формироваться посредством экструдирования композиций, описанных здесь, любым удобным способом. Патенты США №№ 6204349, 6191227, 5908679, 5683767, 5417561 и 5290498 описывают различные трубы и способы изготовления труб, которые могут использоваться в вариантах осуществления по настоящему изобретению. Как таковые, описания всех предыдущих патентов включаются в качестве ссылок во всей их полноте.
При производстве трубы, в особенности, труб большого диаметра и с толстыми стенками (>2,0 дюйм (51 мм)), повышенная устойчивость против гравитационного провисания в текучем состоянии является критичной необходимостью. Новые композиции полимеров обеспечивают увеличение устойчивости против провисания до, и включая их, трубы со стенками толщиной 4 дюйм (101,6 мм), согласно демонстрационным данным в Таблице 8. Согласно этому демонстрационному опыту, новая полимерная композиция демонстрирует высокую прочность расплава, так что могут легко производиться все размеры труб, повсеместно используемые в промышленности во всем мире.
По сравнению с другими сходными продуктами труб, подобными сравнительному образцу (CS) F (DGDB-2480) или CS B (DGDP-2485), новый полимер по настоящему изобретению имеет как прочность расплава для изготовления труб всех диаметров и любой толщины стенок, так и превосходные свойства характеристик в твердом состоянии (PENT, RCP, и удовлетворяют требованиям к испытаниям труб на разрыв PE-100). Сравнительные образцы CS F и CS B имеют превосходную прочность расплава, но худшие свойства характеристик в твердом состоянии (PENT, RCP, испытание на разрыв, в особенности, при повышенных температурах), в то время как CS A имеет превосходные свойства характеристик в твердом состоянии, но худшую прочность расплава. Полимерная композиция по настоящему изобретению имеет как превосходную прочность расплава, так и превосходные свойства характеристик в твердом состоянии, решая проблему получения всего самого лучшего от обеих технологий в одном полимере.
Другие полезные изготовленные изделия могут изготавливаться из новых реологически модифицированных композиций, описанных здесь. Например, операции формования могут использоваться для формования полезных изготовленных изделий или деталей из композиций, описанных здесь, включая различные способы формования под давлением (например, описанные в Modern Plastics Encyclopedia/89, Mid October 1988 Issue, Volume 65, Number 11, pp. 264-268, "Introduction to Injection Molding" by H. Randall Parker and on pp. 270-271, "Injection Molding Thermoplastics" by Michael W. Green, описания которых включаются сюда в качестве ссылок) и способы формования раздувом (например, описанные в Modern Plastics Encyclopedia/89, Mid October 1988 Issue, Volume 65, Number 11, pp. 217-218, "Extrusion-Blow Molding" by Christopher Irwin, описание которых включается сюда в качестве ссылок), экструзия профиля (то есть, для труб), каландрирование, получение одноосно ориентированного материала, и тому подобное. Волокна (например, штапельные волокна, волокна, полученные раздувом расплава, или волокна, вытянутые из расплава (используя, например, системы, как описано в патентах США №№ 4340563, 4663220, 4668566, или 4322027, которые, все, включаются сюда в качестве ссылок), и волокна, вытянутые из геля (например, система, описанная в патенте США № 4413110, включаемом сюда в качестве ссылки), как тканные, так и нетканые материалы (например, штапельные ткани, описанные в патенте США № 3485706, включаемом сюда в качестве ссылки) или структуры, изготовленные из таких волокон (включая, например, смеси этих волокон с другими волокнами, например, полиэтилентерефталатом, PET, или хлопком), могут также изготавливаться из новых композиций, описанных здесь.
Полученное раздувом изделие по настоящему изобретению может производиться посредством формования раздувом указанной выше связанной полимерной композиции посредством использования обычной машины для формования раздувом, предпочтительно, экструзионной машины для формования раздувом, при использовании обычных условий. Например, в случае экструзионного формования раздувом, температура полимера обычно находится в пределах между 180°C и 250°C. Указанная выше связанная полимерная композиция, имеющая соответствующую температуру, экструдируется через головку в виде расплавленной заготовки в форме трубы. Затем заготовка выдерживается в форме для формования. Затем газ, предпочтительно, воздух, азот или двуокись углерода, или фтор, для улучшенных свойств барьерных характеристик, вдувается в форму, с тем, чтобы сформировать заготовку в соответствии с профилем формы, с получением полого формованного изделия. Примеры полученных раздувом изделий включают в себя бутылки, цилиндрические бочки и автомобильные изделия, такие как топливный бак, спинка сиденья, подголовник, коленный буфер, перчаточный ящик, приборная панель, облицовка бампера, брус бампера, центральная консоль, приемный коллектор, спойлер, боковой молдинг, стойка, наличник двери, крышка для подушки безопасности, проход HVAC, крышка для запасной шины, резервуар для жидкости, полка заднего окна, резонатор, подстаканник или подлокотник.
Адекватная устойчивость против провисания заготовки и прочность расплава полимера являются необходимыми для получения приемлемых изделий, формованных раздувом, в особенности, больших изделий, формованных раздувом, таких как цилиндрические бочки и автомобильные изделия. Если прочность расплава полимера является слишком низкой, масса заготовки может вызвать удлинение заготовки, вызывая такие проблемы, как неоднородная толщина стенок и масса для изделия, формованного раздувом, разрыв детали под действием внутреннего давления, образование шейки, и тому подобное. Слишком высокая прочность расплава может приводить к получению грубых заготовок, к недостаточному раздуву, слишком большим временам циклов, и тому подобное.
Альтернативно, связывание может осуществляться в экструдере, который также формирует трубу, пленку, лист, изделие, формованное раздувом, и тому подобное. В машине для формования раздувом это предпочтительно представляет собой экструзионную машину для формования раздувом. Полимер, связывающее количество сульфонилазида и, необязательно, дополнительные компоненты вводятся в экструдер для получения трубы, пленки, листа или для формования раздувом с целью получения полимерной смеси. Смесь экспонируется для температуры обработки расплава, достаточной для связывания полимера, с образованием расплавленной, связанной полимерной композиции. Расплавленная, связанная полимерная композиция экструдируется в виде расплавленного цилиндра, для трубы или пленки, или листа, или в виде заготовки в форме трубы для формования изделия, формованного раздувом, такого как описано выше.
Реологически модифицированные полимеры являются особенно полезными в качестве пленки, полученной методом экструзии с раздувом, для лучшей стабильности рукава пленки, как измеряется посредством низкосдвиговой вязкости. Полимеры, реологически модифицированные в соответствии с осуществлением настоящего изобретения, являются превосходными по сравнению с соответствующими немодифицированными полимерными исходными материалами для этих применений, благодаря увеличению вязкости, предпочтительно, по меньшей мере, на 5 процентов, при низких скоростях сдвига (< 0,1 рад/сек), достаточно высоким прочностям расплава для устранения деформации во время термической обработки или для достижения прочности рукава пленки во время формования раздувом, и достаточно низким вязкостям (измеренным при сдвиге 10 рад/сек с помощью DMS) для облегчения формования и экструзии. Преимущественная прочность и прочность на разрыв исходного материала сохраняются или улучшаются.
Пленка и пленочные структуры особенно выигрывают от настоящего изобретения и могут изготавливаться с использованием обычных технологий производства пленки, полученной методом экструзии с раздувом или других, предпочтительно, двухосных, способов ориентирования, таких как способы с рамами для ориентирования и растягивания пленки или с двойным рукавом. Обычные способы получения пленок раздувом описаны, например, в The Encyclopedia of Chemical Technology, Kirk-Othmer, Third Edition, John Wiley & Sons, New York, 1981, Vol. 16, pp. 416-417 and Vol. 18, pp. 191-192. Способ производства пленки двухосным ориентированием, такой как описан как способ "с двойным рукавом", как в патенте США № 3456044 (Pahlke), и способы, описанные в патенте США № 4352849 (Mueller), патенте США № 4597920 (Golike), патенте США № 4820557 (Warren), патенте США № 4837084 (Warren), патенте США № 4865902 (Golike et al.), патенте США № 4927708 (Herran et al.), патенте США № 4952451 (Mueller), патенте США № 4963419 (Lustig et al.) и в патенте США № 5059481 (Lustig et al.), также могут использоваться для изготовления пленочных структур из новых композиций, описанных здесь. Пленочные структуры могут также изготавливаться, как описано для технологии с рамами для ориентирования и растягивания пленки, такой как используется для ориентированного полипропилена.
Другие технологии производства многослойной пленки для применений при упаковке пищевых продуктов описаны в Packaging Foods С Plastics, by Wilmer A. Jenkins and James P. Harrington (1991), pp. 19-27, и в "Coextrusion Basics" by Thomas I. Butler, Film Extrusion Manual: Process, Material, Properties pp. 31-80 (published by TAPPI Press (1992)).
Пленки могут представлять собой однослойные или многослойные пленки. Пленка, изготовленная с использованием настоящего изобретения, может также совместно экструдироваться с другим слоем (слоями), или пленка может ламинироваться на другой слой (слои) во вторичной операции, такой как описана в Packaging Foods С Plastics, by Wilmer A. Jenkins and James P. Harrington (1991) или которая описана в "Coextrusion for Barrier Packaging" by W.J. Schrenk and C.R. Finch, Society of Plastics Engineers RETEC Proceedings, June 15-17 (1981), pp. 211-229. Если однослойная пленка производится посредством трубчатой пленки (то есть, для технологий пленки, полученной методом экструзии с раздувом) или посредством плоской головки (то есть, наливной пленки), как описано K.R. Osborn and W.A. Jenkins, "Plastic Films, Technology and Packaging Applications" (Technomic Publishing Co., Inc., 1992), описание которых включается сюда в качестве ссылок, тогда пленка должна пройти через дополнительную стадию постэкструзии адгезива или экструзионного ламинирования с другими слоями упаковочного материала для формирования многослойной структуры. Если пленка представляет собой результат совместной экструзии двух или более слоев (также описано Osborn and Jenkins), пленка по-прежнему может ламинироваться с дополнительными слоями упаковочного материала, в зависимости от других физических требований к конечной пленке. "Laminations vs. Coextrusion" by D. Dumbleton (Converting Magazine (September 1992), также описывает ламинирование в сравнении с совместной экструзией. Однослойные и совместно экструдируемые пленки могут также проходить через другие технологии постэкструзии, такие как способ радиационно-индуцированной поперечной сшивки полимера и двухосного ориентирования.
Экструзионное нанесение покрытий представляет собой еще одну технологию для получения многослойных пленочных структур, с использованием новых композиций, описанных здесь. Новые композиции содержат, по меньшей мере, один слой пленочной структуры. Подобно наливной пленке, экструзионное нанесение покрытий представляет собой технологию с использованием плоской головки. Герметизирующий агент может наноситься посредством экструзии на подложку либо в форме монослоя, либо совместно экструдированного экструдата.
Как правило, для многослойной пленочной структуры, новые композиции, описанные здесь, составляют, по меньшей мере, один слой общей многослойной пленочной структуры. Другие слои многослойной структуры включают в себя, но, не ограничиваясь этим, барьерные слои и/или клеевые слои, и/или структурные слои. Для этих слоев могут использоваться различные материалы, при этом некоторые из них используются в качестве более чем одного слоя в одной и той же пленочной структуре. Некоторые из этих материалов включают в себя: фольгу, нейлон, сополимеры этилена/винилового спирта (EVOH), поливинилиденхлорид (PVDC), PET, ориентированный полипропилен (OPP), сополимеры этилена/винилацетата (EVA), сополимеры этилена/акриловой кислоты (EAA), сополимеры этилена/метакриловой кислоты (EMAA), LLDPE (линейный полиэтилен низкой плотности), HDPE, LDPE (полиэтилен низкой плотности), нейлон, привитые адгезивные полимеры (например, полиэтилен, привитой малеиновым ангидридом) и бумагу. Как правило, многослойные пленочные структуры содержат от 2 до 7 слоев.
Реологически модифицированные полимеры и промежуточные соединения, используемые для получения реологически модифицированных полимеров, могут использоваться сами по себе или в сочетании с одним или несколькими дополнительными полимерами в полимерной смеси. Когда присутствуют дополнительные полимеры, они могут выбираться из любых модифицированных или немодифицированных гомогенных полимеров, описанных выше для настоящего изобретения, и/или любых модифицированных или немодифицированных гетерогенных полимеров.
ПРИМЕРЫ ИЗРОБРЕНИЯ
Следующие далее примеры предназначены для иллюстрации настоящего изобретения, а не его ограничения. Отношения, части и проценты являются массовыми, если не утверждается иного. Примеры (Пр.) настоящего изобретения обозначаются числами, в то время как сравнительные образцы (CS) обозначаются в алфавитном порядке и не являются примерами настоящего изобретения.
Сравнительный образец A (CS A)
Полимерную композицию получают в двух газофазных реакторах, последовательно, при этом катализатор Z-N (Циглера-Натта), полученный в соответствии с патентами США № 6187866 и № 5290745, вводят только в первый реактор. HMW полиэтиленовый компонент получают первым. Сокатализатор TEAL вводят в оба реактора. Условия реакции в HMW или первом реакторе представляют собой: H2/C2, как правило, в пределах от 0,015 до 0,04:1, C6/C2, как правило, в пределах от 0,025 до 0,065:1. Парциальное давление этилена контролируется при 20-60 фунт/кв.дюйм (138 до 414 кПа), температура реакции, 70-85°C. Режим конденсации изопентана или гексана используют для статического контроля. Условия реакции во втором реакторе представляют собой: H2/C2 от 1,6 до 2,0:1. C6/C2 от ноля до 0,006:1, при температуре реактора от 105°C до 115°C и парциальном давлении этилена от 70 до 110 фунт/кв.дюйм (483 до 758 кПа).
HMW компонент имеет I21 от 0,20 до 0,5 г/10 мин, гексеновый сополимер с плотностью 0,925-0,932 г/см3, имеющий Mw/Mn от 4 до 8. LMW компонент имеет I2 от 600 до 1000 г/10 мин, гексеновый сополимер с плотностью 0,965-0,980 г/см3, имеющий Mw/Мn от 3,5 до 4,5. Концентрация HMW компонента составляет 55-65 процентов от полимерной композиции. I2 Конечного продукта равна 0,03-0,11 г/10 мин; I21 равна 5-11 г/10 мин; плотность равна 0,946-0,951 г/см3; Mw/Мn равно 22-35; MFR (I21/I2) равно 80-150 и MFR (I21/I5) равно 17-35. Оцениваемая собственная вязкость при 135°C (на основе SEC Mw) для I21 , равного 0,4 г/10 мин, равна от 5,6 до 7,2 дг/л, а для MI 500, она равна от 0,5 до 0,7 дг/л. Mw для HMW равен ~ 225000 г/моль. Этот продукт представляет собой CS A.
Условия в реакторе для получения полимера CS A показаны в Таблице 1, где сокращение APS обозначает средний размер частиц.
Условия способа, используемого для получения CS A
Поток, фунт/час (кг/час)
фунт/час (кг/час)
% мас.
в (мм)
% мас.
Образцы CS A связываются с DPO-BSA в форме для предпочтительного способа (c) или (e), в пределах от 75 до 200 мкг/г, при этом от 125 до 155 мкг/г являются наиболее предпочтительным уровнем. Частицы геля не формируются, как демонстрируют высокие оценки FAR, и фосфатная добавка обычно не расходуется. Продукт не требует специальной технологии для улучшения FAR до приемлемых уровней +20 или лучше на основе реакторной технологии или технологии азидного химического механизма. Это может осуществляться, как рассмотрено в патенте США 6485662, который включается сюда в качестве ссылки. Продукт обеспечивает как характеристики трубы типа PE 3408, так и характеристики трубы типа MRS 10 в соответствии с ISO 9080, которые, при превосходных значениях PENT и RCP на стендовой установке по-другому определяются как характеристики PE 100, как показано в таблицах 2-4.
Новая композиция полимера воплощает как превосходную прочность расплава или устойчивость против провисания, делая возможным формование труб всех диаметров и толщин стенок, как обычно встречается в промышленных стандартах по всему миру, так и превосходные свойства характеристик в твердом состоянии. Демонстрационный опыт иллюстрирует превосходную природу прочности расплава, поскольку может производиться труба со стенками до 4 дюймов (100 мм), по сравнению со сравнительными образцами CS B или F, которые известны специалистам в данной области как имеющие иллюстрируемую прочность расплава. Другое доказательство превосходства в прочности расплава для новой композиции представляет собой примерно 10-кратное улучшение вязкости при скорости сдвига 10-5 сек-1 (фиг.1). Из вычислений профиля вязкости при гравитационном течении, которые известны специалистам в данной области, вычислено, что вязкость полимера приводит к скорости сдвига в области 10-5. Таким образом, измерение вязкости показывает, что новые полимерные композиции имеют даже несколько более высокую вязкость, чем сравнительные образцы CS B или F, которые проверяются в данных демонстрационных опытах.
Новая композиция полимера также содержит превосходные свойства характеристик, необходимые для характеристик PE 100. Значения PENT, превышающие 10000, и даже превышающее 15000 часов, при условиях ускоренного испытания PENT при 3,0 МПа демонстрируют превосходную устойчивость к медленному росту трещин и примерно 100-кратное улучшение по сравнению с прочностью расплава ведущих промышленных полимеров для труб. Ударопрочность для F-2231 также демонстрирует существенное четырехкратное улучшение по сравнению с прочностью расплава лидирующих в промышленности полимеров для труб. Образец CS A, хотя и имеет превосходные характеристики в твердом состоянии, имеет худшую прочность расплава и не может производить трубы с толстыми стенками, как выше.
Таким образом, производители труб непрерывно ищут полимер, который имеет как выдающуюся прочность расплава, так и превосходные свойства характеристик в твердом состоянии. Теперь новая полимерная композиция решает эту проблему в одном полимере.
Данные о фундаментальных свойствах контрольных образцов и примеров полимеров по настоящему изобретению
Данные о структурных свойствах контрольных образцов и примеров полимеров по настоящему изобретению
Данные по физическим свойствам контрольных образцов и примеров полимеров по настоящему изобретению
(40,1)
(36,0)
(36,3)
(24,2)
(21,7)
(20,9)
(20,1)
(22,1)
(1,19)
(1,18)
(1,23)
(1,27)
(0,827)
(1,03)
(1,05)
(1,06)
(1,05)
(0,876)
(11,0)
(10,5)
(7,36)**
(7,29)**
** Удовлетворяет основе для гидростатической конструкции при 1000 фунт/кв.дюйм (6,89 МПа) при 60°C;
*** Удовлетворяет основе для гидростатической конструкции при 800 фунт/кв.дюйм (5,51 МПа) при 60°C
Данные по характеристикам труб при разрыве, приведенные в Таблице 4, генерируются на трубах, полученных при условиях экструзии, приведенных в следующих далее таблицах 5 и 6, и исследуемых согласно ASTM D 1598 и анализируемых согласно ASTM D 2837-99 и ISO 9080-99.
Условия экструзии труб из полимера по настоящему изобретению для испытания при ударе
Условия экструзии труб из полимера по настоящему изобретению и контрольного полимера для испытания при ударе
Примеры 2 и 3; Сравнительный образец B: демонстрация экструзии трубы большого диаметра с толстыми стенками
Трубы получают из CS B и Примеров 2 и 3, как показано в Таблице 5. CS B представляет собой промышленный полимер для труб DGDP-2485. CS F или DGDB-2480 воплощает такую же технологию для труб, как и CS B. DGDP-2485 представляет собой продукт для труб, катализируемый хромом, и изготавливается в соответствии с патентом США № 6022933, который включается в качестве ссылки в этот патент во всей его полноте. Примеры 2 и 3 представляют собой полимер CS A, связанный при номинальных уровнях азида 100 и 150 мкг/г, соответственно. Используемое оборудование представляет собой стандартный экструдер с гладким цилиндром (L/D 30 к 1) с пятью зонами нагрева в зоне цилиндра. Используемая головка имеет внутренний диаметр 24,89 дюйма (0,6322 м) и размер дорна 19,99 дюйма (0,5079 м). Способ калибровки под давлением используется для формования трубы. Способ калибровки под давлением для трубы большого диаметра представляет собой такой, в котором серия всплывающих пробок используется для герметизации и давление газа примерно 12 фунт/кв.дюйм (82,7 кПа) используется для принудительного перемещения полимера по отношению к калибровочному рукаву. Давление может поддерживаться или изменяться посредством регулировки отверстия меньшего клапана, который присоединен к конечной пробке. Это делает также возможным приток и высвобождение газа из внутреннего пространства трубы во время охлаждения. Благодаря относительно малому внутреннему объему трубы размером 24 дюйм (061 м), диссипация тепла внутри трубы меньшего размера с толстыми стенками даже хуже контролируется, по сравнению с трубой больших размеров с такой же толщиной стенок, например, 24 дюйма (0,61 м) SDR (стандартное отношение размеров) 7,3, по сравнению с 36 дюймов (0,914 м), SDR 11, имеющей сходную толщину стенок. SDR равно наружному диаметру, деленному на минимальную толщину стенок. По этой причине это испытание для 24 дюймов (0,61 м) с толстыми стенками представляет собой конечное исследование для этого полимера для труб. Сказано, что любой полимер для труб, которая может быть успешно преобразована в 24 дюймовую (0,61 м) трубу с толстыми стенками, используя способ калибровки под давлением, может, вероятнее всего, быть успешно преобразована в трубы больших размеров, по меньшей мере, с равной или большей толщиной стенок.
Экструзионная линия для труб, используемая для этого испытания, имеет калибровочную камеру длиной 8 футов 2 дюйма (2,39 м), и зазор между калибровочным боксом и камерой для распыления воды равен 10 футов 3 дюйма (3,12 м). Камера для распыления воды имеет длину 57 футов (17,4 м). Нет никакого дополнительного охлаждения после этой камеры, за исключением охлаждения в окружающей среде. Охлаждающая вода имеет темпераутуру 60°F (15,6°C), которая практически постоянна в течение года. Вакуумная калибровка не используется при этих больших размерах из-за стоимости и проблем с плавучестью трубы.
Экструзия Примера 2 дает трубу, которая находится в пределах допуска толщины стенок 24 дюйма (0,61 м), размер SDR 7,3 (3,3 дюйма) при стенке (84 мм)). Переходя к примеру 3, для такого же размера трубы также производят трубу в пределах спецификации. Переход к SDR 6 (стенка 4,0 дюйма (100 мм)) приводит к получению однородной толщины стенки по всему диаметру трубы.
Наблюдения при изготовлении трубы из полимера по настоящему изобретению являются следующими. 1. Профиль температуры для полимеров по настоящему изобретению, по сравнению с полимером промышленного стандарта DGDP-2485, должен быть понижен на переднем краю до 350°F (177°C), а затем на последних двух секциях до 325°F (163°C). 2. Скорость экструдера для полимера по настоящему изобретению регулируется от 35 об/мин для DGDP-2485 примерно до 47 об/мин. 3. Давления в головках остаются теми же, и электрический ток на 20 ампер меньше, по сравнению с 380 амперами для полимера DGDP-2485. 4. Температура расплава увеличивается от 388 до 403°F (198 до 227°C). 5. Наружная поверхность трубы остается неизменной. 6. Толщина стенки находится в пределах спецификаций, как для Примера 2, так и Примера 3, и фунты на фут трубы составляют примерно 92 (302 кг/м).
Используемые настройки головки представлены в Таблице 7.
Настройки зазора головки
Головка имеет плавающее наружное кольцо, так что верх, низ и обе стороны могут регулироваться. При этом опыте делаются только регулировки, необходимые, чтобы сделать верх и низ достаточно однородными (например, с эксцентриситетом, меньшим, чем 12%), для оценки прочности расплава. Разброс толщины стенок для трубы находится в пределах допуска для размера трубы. Различия зазора головки между верхом и низом определяются как нормальные для этого размера. Горячий наружный диаметр трубы и ее конечный наружный диаметр находятся в ожидаемых пределах.
Общая выходная скорость равна 780 фунт/час (353 кг/час) для трубы с SDR 7,3, и 650 фунт/час (295 кг/час) для трубы с SDR 6 и 5.
Условия экструзии трубы большого диаметра с толстыми стенками и размеры трубы приводятся в Таблице 8. Данные в Таблице 8 генерируются с использованием размера головки 23,892 дюйма (0,607 м), размера дорна 19,998 дюйма (0,508 м) и "предыдущего размера" 24,678 дюйма (0,601 м).
Демонстрация экструзии труб большого диаметра с толстыми стенками и данные по эксцентриситету толщины стенок
SDR 7,3
87,33
Улучшение характеристик трубы, как предполагается, вызывается примерно 10-кратным увеличением вязкости расплава связанной композиции, при очень низких скоростях сдвига от 10-5 до 10-6 рад/сек, как показано на фигуре 1.
Как описано в описании Способов исследований, стационарные данные по измерению ползучести объединяются с кривой вязкости от DMS для расширения доступного диапазона скоростей сдвига до 10-6 сек-1 и подгоняются с помощью 4-параметрической модели Карро-Ясуды согласно определенному ранее уравнению 11.

Значения параметров Карро-Ясуды приведены в Таблице 9.
Вычисленные значения параметров Карро-Ясуды
Сравнение условий экструзии полимера по настоящему изобретению и контрольного полимера и характеристики пленки
отказ
Пример пленки
Пленки получают из полимеров CS C и CS A, а также из полимера из Примеров 2 и 3, как показано в Таблице 10. Пленки изготавливают при условиях способа, приведенных в Таблице 10, с оборудованием и условиями способа для способа испытания стабильности рукава пленки в секции выше.
Модификация с помощью азида улучшает стабильность рукава пленки до коммерчески приемлемых уровней. Что неожиданно, так это то, что испытания полимера из Примера 2 на ударную прочность падающим заостренным грузом демонстрируют превосходные уровни стойкости при испытании ударной прочности падающим заостренным грузом, по сравнению со сравнительным полимером CS C, давая превосходное сочетание стабильности рукава пленки / стойкости при испытании ударной прочности падающим заостренным грузом. Пример 2, когда экструдируется в виде пленки, приводит к эквивалентной стабильности рукава пленки при высоких уровнях и к улучшениям стойкости при испытании ударной прочности падающим заостренным грузом, по сравнению с промышленным стандартом на 40 - примерно 50 процентов, на пленке 0,5 и 1,0 мил (12,5 и 25 мкм), соответственно, и примерно на 30 и 5 процентов, по сравнению с контрольным полимером CS A, на пленке 0,5 и 1,0 мил (12,5 и 25 мкм), соответственно. По этой причине, настоящее изобретение улучшает стабильность рукава пленки при увеличении уровней стойкости при испытании ударной прочности падающим заостренным грузом. Полимер Примера 3, как обнаружено, имеет худшую стойкость при испытании ударной прочности падающим заостренным грузом. Таким образом, имеется оптимальное окно связывания, которое достигает этого улучшения. С точки зрения использования полимера при низких скоростях сдвига вязкость улучшается на порядок величины без ухудшения экструдируемости, и свойства характеристик в твердом состоянии сохраняются или улучшаются. Дополнительные неожиданные результаты заключаются в том, что реакция связывания не ухудшает стабильности упаковки, и при способе гранулирования не возникает частиц геля.
Производители всегда ищут улучшенные свойства характеристик в твердом состоянии при эквивалентой или улучшенной технологичности. Пример 2 решает эту проблему посредством получения сочетания улучшенной стабильности рукава пленки/ стойкости при испытании сквозного разрыва. Она может потенциально привести к появлению более тонких пленок.
Пример изделия, формованного раздувом
Постреакторная модификация полимеров посредством азидного связывания облегчает формование раздувом, увеличивая прочность расплава и уменьшая провисание заготовки. Это делает возможным производство больших деталей с меньшей толщиной стенок. Кроме того, улучшенная жесткость полимера делает возможным вертикальное пакетирование 5 цилиндрических бочек, по сравнению с пределом 3 цилиндрических бочек имеющихся стандартных полимеров для формования раздувом. Более высокая плотность улучшает жесткость без ухудшения характеристик ESCR, что является возможным, поскольку новый дизайн полимера имеет селективно увеличенное содержание сомономера в HMW компоненте.
Улучшенное сочетание свойств, полученное с помощью полимера по настоящему изобретению (Примеры 2 и 3), демонстрируется в Таблице 11 и на фигурах 2 и 3. Сравнение вязкости при низком сдвиге (частота 0,02 рад/сек) на фигуре 2 показывает, что полимеры по настоящему изобретению имеют улучшенную или эквивалентную устойчивость против провисания по сравнению с имеющимися полученными формованием раздувом продуктами больших деталей (LPBM). Уменьшение тангенса дельта полимера по настоящему изобретению (фигура 3) является результатом увеличения степени поперечной сшивки, сопровождаемой увеличением эластичности и прочности расплава при связывании. Полимеры по настоящему изобретению имеют улучшенную технологичность (Таблица 11), как демонстрируется собственным низким набуханием (делает возможным лучший контроль программирования заготовки, более высокую линейную скорость) полимера Циглера-Натта, более высокое сдвиговое уменьшение вязкости (отношение вязкости при 0,02 рад/сек к вязкости при 200 рад/сек) и более высокое отношение скоростей потока расплава, более широкое распределение молекулярных масс, придаваемое бимодальным дизайном, в сочетании с азидным связыванием. Полимеры по настоящему изобретению имеют лучшие ударные свойства и превосходный баланс ESCR-жесткость, по сравнению с существующими полимерными продуктами.
Сравнение "превосходного баланса обработка/ESCR/ жесткость" примеров по настоящему изобретению и контрольных образцов для применения при формовании раздувом
(833)
(107)
(585)
(388)
(0,876)
(1,27)
(1,23)
(1,37)
Азидное связывание полимера, катализируемое Cr
То, что следует далее, представляет собой описание способ реакции, вместе со способом гранулирования и описанием продукта, каждый из которых воплощает технологию настоящего изобретения для экструзии и термоформования толстых листов, и, в частности, термоформования полимера HDPE листового качества. Другие применения могут включать в себя формование раздувом полимера в виде контейнеров большого размера и получение пленок и труб. Каждое применение будет выигрывать от улучшенной прочности расплава (как измерено посредством ARES Rheotens) и улучшенной вязкости при низких скоростях сдвига, без ухудшения экструдируемости, и сохраняя при этом критичные свойства характеристик в твердом состоянии.
Условия синтез полимера:
Используемый катализатор представляет собой UCAT™-B300, катализатор на основе CrO, модифицированный с помощью соединения Ti(OR)4, и, в частности, соединения Ti(O-iPr)4. UCAT™ представляет собой торговое наименование и является собственностью Union Carbide Corporation и The Dow Chemical Company.
Полимеризация имеет место в одном газофазном реакторе с псевдоожиженным слоем, с катализатором UCAT™-B 300, который вводится в виде катализатора на носителе или в виде катализатора в суспензии, или в форме раствора. Кислород добавляют в реактор для регулировки свойств потока расплава и для увеличения включения сомономера. Отношения потоков O2/C2 находятся в пределах 0,005-0,050 м.д. При получении полимеров, температуры реакций изменяются от 90 до 105°C. Отношение H2/C2 находится в пределах от 0,02 до 0,10. Парциальные давления C2 находятся в пределах от 75 до 275 фунт/кв.дюйм. Отношения C6/C2 находятся в пределах от 0,001 до 0,004, для обоих реакторов. Производительность хрома находится в пределах от 1 до 5000000 фунтов на фунт. Типичные размеры получаемых частиц являются следующими: средний размер частиц от 0,020 до 0,045 дюйма (от 0,51 мм до 1,1 мм), с объемной плотностью в пределах 20-35 фунтов на кубический фут. Мелкодисперсные частицы, как правило, составляют меньше чем 9% мас., от частиц, прошедших через сито 120 меш, предпочтительно, меньше чем 1 % мас., прошедших через сито 120 меш, и наиболее предпочтительно, меньше чем 0,5% мас., прошедших через сито 120 меш. Полимеры могут компаундироваться с другими добавками, и обычно компаундируются с одним или несколькими стабилизаторами, такими как Irganox-1010 и Iragos-168.
Характеристика продукта (основного полимера):
Индекс расплава продукта, как измерено в соответствии с MI21, находится в пределах 5-20 г/10 мин. Плотность находится в пределах 0,940-0,955 г/см3. Распределение молекулярных масс, как измерено с помощью MI21/MI2, находится в пределах от 75 до 200, или в пределах "Mw/мn" 7-25. В качестве сомономера используют гексен. Условия полимеризации и свойства основного полимера (неупорядоченный этилен/1-гексен) представлены ниже.
Полимер подвергают азидному связыванию в условиях постреактора с DPO-BSA (4,4'-дифенилоксид бис(сульфонилазидом)) в форме молекулярного расплава (MM), и в присутствии в пределах от 50 до 200 м.д., или от 25 до 200 м.д., DPO-BSA, при этом 75-125 м.д. являются оптимальным уровнем DPO-BSA, в присутствии стабилизирующих добавок, таких как Irganox-1010 и Irgafos-168.
Молекулярный расплав (MM) представляет собой торговое наименование эвтектической смеси/комбинации, 3:1, Irganox 1010 и DPO-BSA. Carbowax 400 в пределах 50-600 м.д. добавляют для сохранения цвета во время компаундирования полимера. MM добавляют, как и любую другую добавку, в смеситель. Гель не формируется, и, как правило, не расходуется ни фенольная, ни фосфитная добавка. Конечный продукт имеет улучшенную прочность расплава, по сравнению с поступающими исходными материалами или немодифицированным гранулированным продуктам. Улучшенная прочность расплава измеряется посредством исследования реологии при низких скоростях сдвига, прочности расплава Rheotens, и вязкости при растяжении, при 1, 10, 20 дюйм/дюйм/сек.
"Молекулярный расплав (MM)" представляет собой конкретную форму продукта азидного связывания, получаемую от производителя. Он представляет собой в основном BSA с Irganox 1010 при молярном отношении 1:3. Это не физическая смесь, но скорее совместно преципитированная комбинация. Эта смесь является по существу эвтектической, ее температура плавления может изменяться в некоторых пределах посредством приготовления продукта с различными уровнями кристалличности. Более полное описание этой смеси можно найти в патенте США 6776924, который включается сюда в качестве ссылки, во всей его полноте. Молекулярный расплав обрабатывается подобно добавке и добавляется вместе с другими добавками в упаковке добавок на производственной установке.
Азидное связывание осуществляют в экструдере ZSK-30. Затем образцы анализируют относительно данных о характеристики основной полимера и реологических свойств. Затем изготавливают термоформованные листы. Составы полимеров представлены в Таблице 12.
Промышленный полимер S (Comm. S) представляет собой полимер Solvay Fortiflex G50-100 (сополимер на основе полиэтилена с плотностью 0,952 г/см3, и MI2 10,5 г/10 мин).
Промышленный полимер M (Comm. M) представляет собой полимер Chevron-Phillips Marlex HXM 50-100 (сополимер на основе полиэтилена с плотностью 0,948 г/см3 и MI2 10,0 г/10 мин). Полимер D5110 представляет собой полученный в газовой фазе сополимер этилена/1-гексена с плотностью 0,950 г/см3, и MI2 10 г/10 мин и MI21/МI5 22,5.
Условия экструзии представлены в Таблице 13, а свойства полимера представлены в Таблице 14.
Составы полимеров
(% мас.)
(% мас.)
(% мас.)*
Условия экструдера для азидно-связанного листа
25 м.д.
50 м.д.
75 м.д.
100 м.д.
125 м.д.
159 м.д.
Свойства полимеров
(г/10 мин)
(г/10 мин)
(г/10 мин)
Данные по вязкости полимера показаны в Таблице 15. Данные по вязкости, которые берутся при скорости сдвига 100 сек-1 и моделируют вязкость полимера во время экструзии. Данные по вязкости, которые берутся при скорости сдвига 10-4 сек-1, моделируют устойчивость полимера против провисания, например, устойчивость против провисания во время процесса термоформования.
На основе сходных вязкостей при скорости сдвига 100 сек-1, связанные полимеры, как ожидается, будут иметь сходную экструдируемость, как и у несвязанного контрольного или промышленного полимера (Comm. S). В дополнение к этому, на основе сходных вязкостей при скорости сдвига 10-4 сек-1, связанные полимеры, как ожидается, будут иметь сходную или улучшенную устойчивость против провисания, по сравнению с несвязанным контрольным или промышленным полимером (Comm. S).
Данные по вязкости для азидно-связанных полимеров
** Вязкость определяется из динамической механической спектроскопии (DMS).
Полимеры испытывают на деформацию при разрыве. Деформация при разрыве представляет собой показатель термоформуемости полимера. Данные приведены в таблицах 16-23. Полимеры по настоящему изобретению имеют сравнимые или улучшенные результаты, по сравнению с контрольными и промышленными полимерами.
Образцы, демонстрирующие большую деформацию при разрыве (более растяжимые), могут приспособиться к большему растяжению в способе с растяжением. Полимеры, имеющие более высокую вязкость при растяжении, будут иметь способность к противостоянию вытягивающему поведению, и будут иметь пониженное уменьшение вязкости в течение части способа с растяжением. Полимеры, имеющие более низкую вязкость (или эластичность G”/G'), будут лучше течь в полостях форм и будут полезными для заполнения более мелких деталей формы. Связанные полимеры демонстрируют относительно низкое отверждение при деформации или его вообще нет. Связанные полимеры имеют улучшенную растяжимость и низкую вязкость, и таким образом, имеют улучшенные свойства термоформуемости. Эти особенности, в дополнение к улучшенной устойчивости против провисания, делают полимеры по настоящему изобретению особенно пригодными для способов термоформования.
Деформация Генки, иногда упоминаемая как истинная деформация, является мерой деформаци при удлинении, которая применима как к полимерным расплавам, так и к твердым продуктам. Если используют устройство, такое как тестер Instron, деформация Генки может вычисляться как L(t)/L0-1, где L0 представляет собой начальную длину, а L(t) - длину в момент времени t. Затем относительная деформация Генки определяется как 1/L(t)-dL(t)/dt и является постоянной, только если длина образца увеличивается экспоненциально.
С другой стороны, при использовании удлинительного устройства с постоянной длиной датчика, такого как устройство с двойной намоткой Sentmanat, (описанное в патенте США № 6691569, относящиеся к делу части включаются сюда в качестве ссылки), постоянная относительная деформация Генки получается просто посредством установки постоянной скорости намотки.
SER (Sentmanat Extensional Rheometer) представляет собой промышленную версию устройства, описанного в патенте США № 6691569. SER состоит из дополнения для реометра для контроля деформации ARES (TA Instruments, New Castle, Delaware (USA)). Дополнение присоединяется внутри камеры ARES с условиями окружающей среды, где температура контролируется посредством потока горячего азота. Испытание осуществляют на полосках, вырезанных из прессованного под давлением листа толщиной 0,5 мм. Прикладывают постоянную относительную деформацию Генки и определяют зависящее от времени напряжение по измеряемому моменту и зависящему от времени поперечному сечению образца. Вязкость при растяжении или коэффициент роста одноосного напряжения получают посредством деления напряжения на относительную деформацию Генки.
Данные по деформации для контроля (Несвязанного)
Данные по деформации для D5110
Данные по деформации для промышленного полимера S
Данны по деформации для промышленного полимера M
Данные по деформаци для примера 1 (39,7 м.д. азида)
Данные по деформации для примера 2 (71,2 м.д. азида)
Данные по деформации для примера 3 (101,7 м.д. азида)
Данные по деформации для примера 4 (137,4 м.д. азида)
Термоформованный лист - результаты по провисанию
Образцы листов получают из полимера D5110, промышленного полимера M и азидно-связанного полимера (Пример 3 - масштабированный). Каждый полимер экструдируют в форме листа со следующими размерами: ширина 24 дюйма, длина 36 дюймов и толщина 0,120 дюйма. Образцы листов получают на обычной линии для экструзии листов, используя экструдер диаметром 2,5 дюйма с отношением длины к диаметру 30:1, и 2-ступенчатым шнеком в стиле двойной волны для пластификации полимера. Экструзионная головка шириной 26 дюймов используется для формования экструдата в форме расплавленного листа, и горизонтальный 3-валковый прокатный стан используют для калибровки и охлаждения листа.
Затем образцы листов термоформуются на челночном устройстве для термоформования ZMD International Model V223. Каждый лист помещают в зажимную рамку устройства для термоформования ZDM и жестко закрепляют со всех четырех сторон. Затем зажатый лист индексируют на нагревательной станции устройства для термоформования ZMD, где лист нагревают посредством кварцевых инфракрасных радиаторных нагревателей. Когда температура листа увеличивается, лист начинает провисать ниже зажимной рамки. Расстояния от провиса листа до зажимной рамки измеряют с использованием инфракрасного профилирующего сканера (световой занавеси), который располагается для детектирования провисания листа в средине печи. Величина провисания листа регистрируется в конце цикла нагрева и до того, как зажимная рамка индексируется из печи, и в станции формования.
Результаты провисания листа для листов, нагреваемых в течение 150 секунд в печи, показаны ниже в Таблице 24. Азидно-связанный полимер демонстрирует более низкое провисание, чем полимер D5110 и промышленный полимер M.
Провисание листа
(Пример 3)
в дюймах (см)
Неожиданно, как реологическая кинематика провисания, так и растяжение демонстрируют, что связанные полимеры по настоящему изобретению являются более благоприятными для способов формирования листа, чем промышленный продукт и немодифицированный контрольный продукт.
Для азидно-связанных полимеров из полимеров, катализируемых Cr, как показано, прочность расплава, как измерено посредством провисания, улучшается до уровней, сходных или лучших, чем у контрольных и промышленных аналогов, в то время как растяжимость, как измерено посредством вязкости при растяжении, сохраняется. В дополнение к этому, вязкий отклик на скорость сдвига при высоких скоростях сдвига является очень сходным с контрольным и промышленным полимером, так что экструдируемость не должна ухудшаться. Это означает, что полимеры по настоящему изобретению будут обладать улучшенным откликом на сдвиг (провисанием), без потери отклика на растяжение, так что оба реологических отклика улучшаются по сравнению с конкурирующими аналогами. Это должно привести к появлению продуктов, которые имеют преимущественные реологические характеристики на рынке термоформования листа. Таким образом, продукты по настоящему изобретению имеют предпочтительное сочетание реологических свойств для применений при термоформовании и для листов. В случае азидной модификации, улучшения, как при сдвиговом потоке, так и при потоке при растяжении, являются неожиданными преимущественными свойствами.
Выводы - связанные полимеры, катализируемые Cr
Полимеры для листов и термоформования требуют баланса реологических свойств. Баланс заключается как в сдвиговом потоке, так и в потоке при растяжении, поскольку имеются большие и быстрые сдвиговые и растягивающие деформации в способе получения листа и термоформования. Отклики на большую и быструю деформацию зависят от размера и скорости деформации и кинематики деформации или типа деформации. Таким образом, нельзя измерить отклик при одном типе деформации, и использовать этот результат для предсказания другого типа деформации. В этом случае, измерения как сдвиговых, так и растягивающих потоков вносят значительный вклад в экструзию и термоформование деталей. Растягивающий поток представляет собой деформационный поток, который включает в себя растяжение вдоль линий потока, что не является случаем сдвиговых потоков.
Азидно-связанные полимеры показывают улучшенную устойчивость против провисания в сдвиговом потоке, как измеряется посредством вязкости при низких скоростях сдвига. Связанные полимеры также сохраняют экструдируемость, как измеряется посредством вязкости при скоростях сдвига 100 сек-1. При измерениях вязкости при растяжении улучшаются как вязкость, так и скорость деформации. Это сочетание улучшенной устойчивости против провисания в сдвиговом потоке и улучшенной вязкости и скорости деформации при растягивающих потоках являются неожиданными, поскольку эти свойства, как правило, не связаны друг с другом. Таким образом, полимеры по настоящему изобретению имеют особенно предпочтительное сочетание реологических свойств для применений для листов и термоформования. В полимерах по настоящему изобретению, улучшения, как при сдвиговом потоке, так и при растягивающем, представляют собой неожиданные результаты.
Уникальность азидной модификации заключается в том, что эта технология работает даже на полимерах, которые уже имеют высокую прочность расплава, по сравнению с другими полимерами с низкой прочностью расплава, подобными полипропилену. Эффект представляет собой значительное изменение вязкости при низкой скорости сдвига, при скорости сдвига 10-4 или 10-5 сек-1. Азидная модификация делает отклик Cr полимеров примерно эквивалентным конкурирующим аналогам. В дополнение к этому, нет значительного понижения уровней активного фосфита, так что продукты остаются хорошо стабилизированными в присутствии реакций связывания.
Гладкость поверхности экструдированного листа и термоформованной детали эквивалентна несвязанному полимеру. Вязкость при растяжении улучшается по сравнению с конкурирующим полимером Marlex. Такая вязкость является предпочтительной при поддержании толщины детали во время растяжения и во время операции термоформования. "Оценка внешнего вида пленки (FAR)" для этих листов предпочтительно равна нулю или выше, более предпочтительно, десяти или выше, и еще более предпочтительно, 20 или выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИИ ПОЛИЭТИЛЕНА, СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ИЗГОТОВЛЯЕМЫЕ ИЗ НИХ ИЗДЕЛИЯ | 2007 |
|
RU2457224C2 |
| БИМОДАЛЬНЫЙ ПОЛИЭТИЛЕН | 2018 |
|
RU2791110C2 |
| КОМПОЗИЦИИ ПОЛИМЕРА НА ОСНОВЕ ЭТИЛЕНА С УЛУЧШЕННЫМИ ТЕХНОЛОГИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ | 2014 |
|
RU2644948C2 |
| БИМОДАЛЬНЫЕ ПОЛИЭТИЛЕНОВЫЕ СМОЛЫ И ИЗГОТОВЛЕННЫЕ ИЗ НИХ ТРУБЫ | 2019 |
|
RU2763740C1 |
| ПОЛИЭТИЛЕНОВЫЕ КОМПОЗИЦИИ, СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ИЗ НИХ | 2007 |
|
RU2448991C2 |
| ПОЛИОЛЕФИНОВЫЕ КОМПОЗИЦИИ, ИЗДЕЛИЯ ИЗ НИХ И МЕТОДЫ ИХ ПОЛУЧЕНИЯ | 2007 |
|
RU2444546C2 |
| ПОЛИЭТИЛЕНОВАЯ КОМПОЗИЦИЯ | 2017 |
|
RU2758693C2 |
| ПОЛИМЕРНЫЕ КОМПОЗИЦИИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2003 |
|
RU2326904C2 |
| ПЛЕНКИ, ПОЛУЧЕННЫЕ ИЗ ГЕТЕРОГЕННОГО СОПОЛИМЕРА ЭТИЛЕН/АЛЬФА-ОЛЕФИН | 2009 |
|
RU2519776C2 |
| ПОЛИПРОПИЛЕНОВАЯ ТРУБА | 2002 |
|
RU2301819C2 |
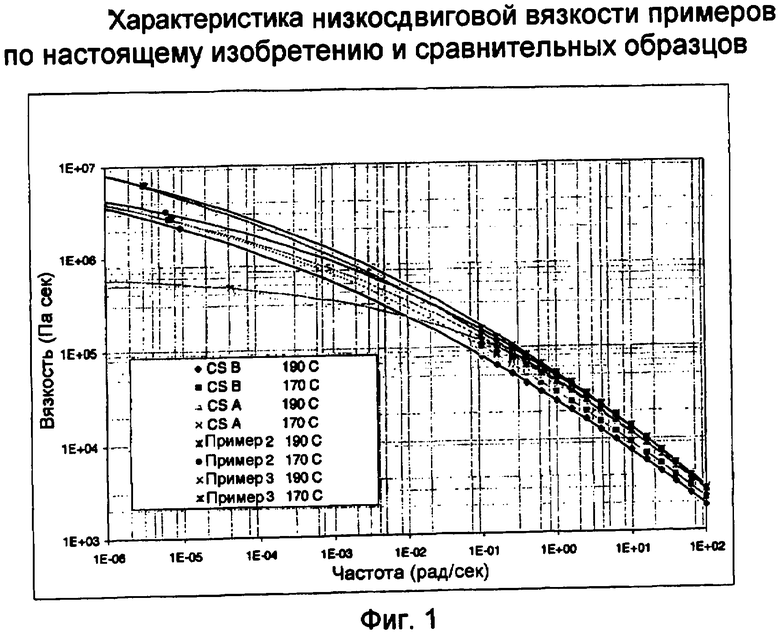


Изобретение относится к полиэтиленовым композициям для использования при формовании труб, полученных методом экструзии с раздувом пленок, листов, лент, волокон и формованных изделий, таких как изделия, формованные прессованием, формованные под давлением и формованные раздувом. Композиция содержит смесь низкомолекулярного компонента полиэтилена и высокомолекулярного компонента полиэтилена и связующий агент, включающий в количестве, по меньшей мере, 0,0025% мас. полисульфонилазида. При этом смесь имеет единственный пик на кривой распределения толщины ламелл (LTD). Труба, выполненная из композиции по изобретению, имеет продолжительную износостойкость под давлением газа или воды, в частности стойкость к образованию трещин под действием напряжений, связанных с факторами окружающей среды, стойкость к медленному образованию трещин, к быстрому распространению трещин и к ползучести под действием внутреннего давления. 8 н. и 56 з.п. ф-лы, 3 ил., 24 табл.
1. Реологически модифицированная полиэтиленовая композиция, пригодная для получения труб, включающая продукт реакции:
(a) смеси, содержащей низкомолекулярный компонент (LMW) полиэтилена и высокомолекулярный компонент (HMW) полиэтилена, и
(b) связующего агента, включающего полисульфонилазид в количестве, по меньшей мере, 0,0025 мас.% на общей вес полимеров, и где смесь имеет единственный пик на кривой распределения толщины ламелл (LTD), и
где композиция имеет значение исследования медленного роста трещин (PENT), большее, чем 1000 ч, при 80°С и приложенном напряжении примерно 2,4 МПа, измеренное в соответствии с ASTM F-1473-97,
где компонент HMW имеет скорость потока расплава I2 от 0,001 до 1,0 г/10 мин, измеренную в соответствии с ASTM 1238-03, 190°С, 2,16 кг,
где компонент LMW имеет скорость потока расплава I2 от 40 до 2000 г/10 мин, измеренную в соответствии с ASTM 1238-03, 190°С, 2,16 кг.
2. Композиция по п.1, где компонент LMW имеет плотность от 0,940 до 0,980 г/см3.
3. Композиция по п.1, где компонент LMW является компонентом с высокой плотностью.
4. Композиция по п.1, где компонент HMW имеет скорость потока расплава I21 от 0,20 до 5,0 г/10 мин, измеренную в соответствии с ASTM 1238-03, 190°С, 21,6 кг.
5. Композиция по п.1, которая имеет значение PENT, большее примерно, чем 3000 ч, примерно при 80°С и примерно 3 МПа.
6. Композиция по п.5, которая имеет значение PENT, большее примерно, чем 6500 ч, примерно при 80°С и примерно 3 МПа.
7. Композиция по п.1, в которой композиция имеет плотность, большую примерно, чем 0,940 г/см3, среднюю молекулярную массу в пределах от 200000 до 490000 г/моль и отношение скоростей потока (I21/I5) от 15 до 50.
8. Композиция по п.1, в которой HMW полиэтиленовый компонент содержит сомономер, выбранный из группы, состоящей из С3-С10 альфа-олефинов.
9. Композиция по п.8, в которой содержание сомономера находится в пределах от большего, чем 0 до 6,0 мас.%.
10. Композиция по п.1, в которой LMW полиэтиленовый компонент содержит сомономер, выбранный из группы, состоящей из С3-С10 альфа-олефинов.
11. Композиция по п.10, в которой содержание сомономера находится в пределах от большего, чем 0 до 3,0 мас.%.
12. Композиция по п.1, в которой первая композиция является бимодальной, как определено с помощью ГПХ.
13. Композиция по п.1, в которой первая композиция является мультимодальной, как определено с помощью Гельпроникающей Хроматографии (ГПХ).
14. Композиция по п.1, в которой HMW полиэтиленовый компонент составляет от 48 до 67 мас.% от объединенной массы HMW компонента и LMW компонента.
15. Композиция по п.1, в которой LMW полиэтиленовый компонент составляет от 33 до 52 мас.% от объединенной массы HMW компонента и LMW компонента.
16. Композиция по п.1, в которой композиция имеет следующие свойства:
1) плотность, по меньшей мере, 0,94 г/см3, как измеряется согласно ASTM Method D-792-03 Method В;
2) скорость потока расплава (I5) от 0,2 до 1,5 г/10 мин, измеренная в соответствии с ASTM D-1238-03, 190°С, 5 кг;
3) отношение скоростей потока (I21/I5) от 20 до 50; и
4) распределение молекулярных масс, Mw/Mn, от 15 до 40; и
где компонент HMW полиэтилена составляет от 30 до 70 мас.% композиции;
имеет плотность, по меньшей мере, 0,89 г/см3, как измеряется согласно ASTM D-792-03 Method В; имеет скорость потока расплава (I2) от 0,01 до 0,2 г/10 мин и отношение скоростей потока (I21/I2) от 20 до 65; и где компонент LMW полиэтилена составляет от 30 до 70 мас.% композиции;
имеет плотность, по меньшей мере, 0,940 г/см3, как измеряется согласно ASTM D-792-03 Method В; имеет скорость потока расплава (I2) от 40 до 2,000 г/10 мин и имеет отношение скоростей потока (I21/I2) от 10 до 65.
17. Композиция по п.1, в которой концентрация полисульфонилазида составляет до 200 мкг/г.
18. Композиция по п.1, в которой композиция связывается с помощью менее чем 200 мкг/г полисульфонилазида.
19. Реологически модифицированная полиэтиленовая композиция, пригодная для получения пленок экструзией с раздувом, включающая продукт реакции:
(a) смеси, содержащей низкомолекулярный компонент (LMW) полиэтилена и высокомолекулярный компонент (HMW) полиэтилена, и
(b) связующего агента, включающего полисульфонилазид в количестве, по меньшей мере, 0,0025 мас.% на общий вес полимеров, и
где смесь имеет единственный пик на кривой распределения толщины ламелл (LTD), и
где композиция имеет значение исследования медленного роста трещин (PENT), большее, чем 1000 ч, при 80°С и приложенном напряжении примерно 2,4 МПа, измеренное в соответствии с ASTM F-1473-97, и имеет плотность, большую примерно, чем 0/940 г/см3, среднюю молекулярную массу в пределах от 200000 до 490000 г/моль и отношение скоростей потока (I21/I5) от 15 до 50;
где компонент HMW имеет скорость потока расплава I21 от 0,01 до 50,0 г/10 мин, измеренную в соответствии с ASTM 1238, 190°С, 21,6 кг, где компонент LMW имеет скорость потока расплава I2 от 0,5 до 3000 г/10 мин, измеренную в соответствии с ASTM 1238-03, 190°С, 2,16 кг.
20. Композиция по п.19, где весовое отношение компонента HMW к компоненту LMW составляет от 30:70 до 70:30.
21. Композиция по п.19, которая имеет значение PENT, большее примерно, чем 3000 ч, примерно при 80°С и примерно 3 МПа.
22. Композиция по п.21, которая имеет значение PENT, большее примерно, чем 6500 ч, примерно при 80°С и примерно 3 МПа.
23. Композиция по п.19, в которой HMW полиэтиленовый компонент содержит сомономер, выбранный из группы, состоящей из С3-С10 альфа-олефинов.
24. Композиция по п.23, в которой содержание сомономера находится в пределах от большего, чем 0, до 6,0 мас.%.
25. Композиция по п.19, в которой LMW полиэтиленовый компонент содержит сомономер, выбранный из группы, состоящей из С3-С10 альфа-олефинов.
26. Композиция по п.25, в которой содержание сомономера находится в пределах от большего, чем 0 до 3,0 мас.%.
27. Композиция по п.19, в которой первая композиция является бимодальной, как определено с помощью Гельпроникающей Хроматографии (ГПХ).
28. Композиция по п.19, в которой первая композиция является мультимодальной, как определено с помощью (ГПХ).
29. Композиция по п.19, в которой HMW полиэтиленовый компонент составляет от 48 до 67 мас.% от объединенной массы HMW компонента и LMW компонента.
30. Композиция по п.19, в которой LMW полиэтиленовый компонент составляет от 33 до 52 мас.% от объединенной массы HMW компонента и LMW компонента.
31. Композиция по п.19, в которой композиция имеет следующие свойства:
1) плотность, по меньшей мере, 0,94 г/см3, как измеряется согласно ASTM Method D-792-03 Method В;
2) скорость потока расплава (I5) от 0,2 до 1,5 г/10 мин, измеренная в соответствии с ASTM D-1238-03, 190°С, 5 кг;
3) отношение скоростей потока (I21/I5) от 20 до 50; и
4) распределение молекулярных масс, Mw/Mn, от 15 до 40; и
где компонент HMW полиэтилена составляет от 30 до 70 мас.% композиции;
имеет плотность, по меньшей мере, 0,89 г/см3, как измеряется согласно ASTM D-792-03 Method В; имеет скорость потока расплава (I2) от 0,01 до 0,2 г/10 мин и отношение скоростей потока (I21/I2) от 20 до 65; и где компонент LMW полиэтилена составляет от 30 до 70 мас.% композиции;
имеет плотность, по меньшей мере, 0,940 г/см3, как измеряется согласно ASTM D-792-03 Method В;
имеет скорость потока расплава (I2) от 40 до 2,000 г/10 мин и имеет отношение скоростей потока (I21/I2) от 10 до 65.
32. Композиция по п.19, в которой концентрация полисульфонилазида составляет до 200 мкг/г.
33. Композиция по п.19, в которой композиция связывается с помощью менее чем 200 мкг/г полисульфонилазида.
34. Реологически модифицированная полиэтиленовая композиция, пригодная для получения изделия формованного раздувом, включающая продукт реакции:
(a) смеси, содержащей низкомолекулярный компонент (LMW) полиэтилена и высокомолекулярный компонент (HMW) полиэтилена, и
(b) связующего агента, включающего полисульфонилазид в количестве, по меньшей мере, 0,0025 мас.% на общий вес полимеров, и где смесь имеет единственный пик на кривой распределения толщины ламелл (LTD), и
где композиция имеет значение исследования медленного роста трещин (PENT), большее, чем 1000 ч, при 80°С и приложенном напряжении примерно 2,4 МПа, измеренное в соответствии с ASTM F-1473-97,
где компонент HMW имеет скорость потока расплава I21 от 0,01 до 50,0 г/10 мин, измеренную в соответствии с ASTM 1238, 190°С, 21,6 кг,
где компонент LMW имеет скорость потока расплава I2 от 40 до 2000 г/10 мин, измеренную в соответствии с ASTM 1238-03, 190°С, 2,16 кг.
35. Композиция по п.34, где компонент LMW является компонентом с высокой плотностью.
36. Композиция по п.34, которая имеет значение PENT, большее примерно, чем 3000 ч, примерно при 80°С и примерно 3 МПа.
37. Композиция по п.36, которая имеет значение PENT, большее примерно, чем 6500 ч, примерно при 80°С и примерно 3 МПа.
38. Композиция по п.34, в которой композиция имеет плотность, большую примерно, чем 0,940 г/см3, среднюю молекулярную массу в пределах от 200000 до 490000 г/моль и отношение скоростей потока (I21/I5) от 15 до 50.
39. Композиция по п.34, в которой HMW полиэтиленовый компонент содержит сомономер, выбранный из группы, состоящей из С3-С10 альфа-олефинов.
40. Композиция по п.39, в которой содержание сомономера находится в пределах от большего, чем 0 до 6,0 мас.%.
41. Композиция по п.34, в которой LMW полиэтиленовый компонент содержит сомономер, выбранный из группы, состоящей из С3-С10 альфа-олефинов.
42. Композиция по п.41, в которой содержание сомономера находится в пределах от большего, чем 0 до 3,0 мас.%.
43. Композиция по п.34, в которой первая композиция является бимодальной, как определено с помощью Гельпроникающей Хроматографии (ГПХ).
44. Композиция по п.34, в которой первая композиция является мультимодальной, как определено с помощью (ГПХ).
45. Композиция по п.34, в которой HMW полиэтиленовый компонент составляет от 48 до 67 мас.% от объединенной массы HMW компонента и LMW компонента.
46. Композиция по п.34, в которой LMW полиэтиленовый компонент составляет от 33 до 52 мас.% от объединенной массы HMW компонента и LMW компонента.
47. Композиция по п.34, в которой композиция имеет следующие свойства:
1) плотность, по меньшей мере, 0,94 г/см3, как измеряется согласно ASTM Method D-792-03 Method В;
2) скорость потока расплава (I5) от 0,2 до 1,5 г/10 мин, измеренная в соответствии с ASTM D-1238-03, 190°С, 5 кг;
3) отношение скоростей потока (I21/I5) от 20 до 50; и
4) распределение молекулярных масс, Mw/Mn, от 15 до 40; и где компонент HMW полиэтилена составляет от 30 до 70 мас.% композиции; имеет плотность, по меньшей мере, 0,89 г/см3, как измеряется согласно ASTM D-7 92-03 Method В; имеет скорость потока расплава (I2) от 0,01 до 0,2 г/10 мин и отношение скоростей потока (I21/I2) от 20 до 65; и где компонент LMW полиэтилена составляет от 30 до 70 мас.% композиции; имеет плотность, по меньшей мере, 0,940 г/см3, как измеряется согласно ASTM D-792-03 Method В; имеет скорость потока расплава (I2) от 40 до 2,000 г/10 мин и имеет отношение скоростей потока (I21/I2) от 10 до 65.
48. Композиция по п.34, в которой концентрация полисульфонилазида составляет до 200 мкг/г.
49. Композиция по п.34, в которой композиция связывается с помощью менее чем 200 мкг/г полисульфонилазида.
50. Труба, выполненная из композиции по любому из пп.1-18.
51. Труба по п.50, где труба имеет толщину стенок до 4 дюймов (10,2 см).
52. Пленка, выполненная из композиции по любому из пп.19-33.
53. Пленка по п.52, в которой композиция связывается с помощью менее чем 150 мкг/г полисульфонилазида.
54. Пленка по п.53, где пленка имеет более высокую прочность при испытании ударной прочности падающим заостренным грузом, чем пленка, изготовленная из идентичной в остальном полимерной композиции, в которой нет связующего агента.
55. Пленка по п.53, где пленка имеет более высокую поперечную стабильность рукава пленки, чем пленка, изготовленная из идентичной в остальном полимерной композиции, в которой нет связующего агента.
56. Пленка по п.53, где пленка имеет как более высокую прочность при испытании ударной прочности падающим заостренным грузом, так и более высокую боковую стабильность рукава пленки, чем пленка, изготовленная из идентичной в остальном полимерной композиции, в которой нет связующего агента.
57. Изделие, формованное раздувом, выполненная из композиции по любому из пп.34-49.
58. Изделие, формованное раздувом, по п.57, где изделие имеет более высокие значения сквозного разрыва и сквозного разрыва согласно Izod, измеренный в соответствии с ASTM D 256-03 способ В и, по меньшей мере, такие же значения стойкости к растрескиванию под действием окружающей среды (ESCR), измеренные в соответствии с ASTM D 1693-01 способ В, как у изделия, формованного раздувом, изготовленного из идентичной в остальном полимерной композиции, в которой нет связующего агента.
59. Изделие, формованное раздувом по п.57, где изделие представляет собой бутылку, цилиндрическую бочку или деталь автомобиля.
60. Способ улучшения поведения ползучей деформации полимера, включающий в себя взаимодействие полисульфонилазида с композицией, которая содержит низкомолекулярный компонент (LMW) полиэтилена, имеющий Mw от 10 000 до 40 000 г/моль, и высокомолекулярный компонент (HMW) полиэтилена, имеющий Mw от 100 000 до 600 000 г/моль, и где композиция имеет единственный пик на кривой распределения толщины ламелл (LTD), и
где взаимодействующая композиция имеет значение исследования медленного роста трещин (PENT), большее, чем 1000 ч, при 80°С и приложенном напряжении примерно 2,4 МПа, измеренное в соответствии с ASTM F-1473-97.
61. Способ по п.60, в котором композиция, после реакции связывания, имеет вязкость расплава, при скорости сдвига 1·10-5 рад/с, которая в 2 раза больше, чем вязкость расплава композиции полимера при такой же скорости сдвига.
62. Способ по п.60, в котором композиция, после реакции связывания, имеет вязкость расплава, при скорости сдвига 1·10-5 рад/с, которая в 5 раза больше, чем вязкость расплава композиции полимера при такой же скорости сдвига.
63. Способ по п.60, в котором композиция, после реакции связывания, имеет вязкость расплава, при скорости сдвига 1·10-5 рад/с, которая в 10 раза больше, чем вязкость расплава композиции полимера при такой же скорости сдвига.
64. Способ изготовления трубы, включающий в себя:
(a) выбор полимерной композиции согласно любому из пп.1-18;
(b) экструдирование полимерной композиции с формированием трубы.
| US 6143829 А, 07.11.2000 | |||
| US 6395791 B1, 28.05.2002 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 6022933 A, 08.02.2000 | |||
| Полимерная труба и способ ее изготовления | 1982 |
|
SU1021859A1 |

