Устройство для секционирования статоров винтового забойного двигателя относится к буровой технике и может быть использовано при бурении нефтяных и газовых скважин для повышения энергетических возможностей двигателя.
Известно устройство для секционирования статоров винтового забойного двигателя, содержащее жесткий ниппель (см., например, книгу «Винтовые забойные двигатели», Д.Ф.Балденко и др. «Справочное пособие» М. Недра, 1999 г., Стр.53, Рис.3.1).
Недостатком известного устройства для секционирования статоров винтового забойного двигателя является то, что при соединении статоров жестким ниппелем зубья одного статора располагаются в пространстве по отношению к зубьям другого статора самопроизвольно и никак не согласуются с расположением зубьев, взаимодействующих со статорами роторов.
Для обеспечения оптимальных условий взаимодействия секционированных рабочих органов (статоров и роторов) винтовых забойных двигателей необходимо, чтобы в рабочем состоянии было достигнуто одностороннее смещение роторов в статорах, то есть было обеспечено фазовое совпадение зубьев одного статора с зубьями ротора и зубьев другого статора с зубьями взаимодействующего с ним ротора, смещенных в одну и ту же сторону.
В условиях сборочных цехов буровых предприятий это выполнить очень трудно, а порой и невозможно, так как требуется сложная оснастка, высокая квалификация специалистов и много времени и труда. Для буровых предприятий это неприемлемо.
Другим недостатком известного устройства для секционирования статоров является то, что при использовании жесткого ниппеля для сборки статоров без одновременного взаимосвязанного ориентирования положения зубьев статоров и роторов при работе возникают и действуют дополнительные радиальные перекашивающие нагрузки, связанные с перекосом и смещением осей, соединяемых при секционировании роторов, способствующие преждевременному износу и досрочному разрушению обкладки статоров, приводящих статоры в негодность.
Таким образом, известное устройство для секционирования статоров винтового забойного двигателя характеризуется повышенной трудоемкостью настройки, недостаточной надежностью и долговечностью использования всего секционированного рабочего органа (статора, ротора и устройства для секционирования статоров).
Известно устройство для секционирования статоров винтового забойного двигателя, содержащее корпус, внутри которого установлены секционируемые статоры, которые сжаты и закреплены в корпусе резьбовыми переводниками (см., например, книгу «Винтовые забойные двигатели» Д.Ф.Балденко и др. «Справочное пособие», М, Недра, 1999 г., стр.56, Рис.3.5). В известном устройстве для секционирования статоров (модулей) частично решены некоторые задачи, а именно: исключена возможность фазового несовпадения зубьев статоров, т.к. статоры предварительно устанавливаются на единый ротор, после этого помещаются в корпус и закрепляются в нем.
Недостатком известного устройства для секционирования статоров является то, что статоры при закреплении в корпусе подвергаются значительному сжатию, которое приводит к существенному изменению осевого шага зубьев статоров. Накопленная осевая ошибка на длине корпуса, собранного из модулей статора, может быть настолько велика, что будет оказывать существенное влияние на работоспособность рабочих органов винтового забойного двигателя.
В связи с этим при работе возрастают механические потери, существенно снижается КПД двигателя, теряется мощность и не исключается вероятность заклинивания и не запуска двигателя на забое.
Другим недостатком известного устройства для секционирования статоров является то, что в связи с многослойностью статора (корпус, модуль статора с резиновой обкладкой) уменьшается возможный диаметральный рабочий размер статора, от величины которого в высокой степени зависит энергетическая характеристика винтового забойного двигателя (его крутящий момент, мощность) и его технические и технологические возможности при бурении нефтяных и газовых скважин.
Также недостатком известного устройства для секционирования статоров является его повышенная металлоемкость и увеличенная трудоемкость его изготовления.
Эти и другие недостатки известного устройства для секционирования статоров винтового забойного двигателя ограничивают возможность практического использования его при бурении нефтяных и газовых скважин из-за снижения энергетических возможностей, малой эффективности, недостаточной надежности и долговечности и повышенной трудоемкости изготовления секционированных известным устройством статоров и винтовых забойных двигателей.
Наиболее близким к изобретению по технической сущности и достигаемому техническому результату является устройство винтового забойного двигателя для соединения корпусных деталей, содержащее ведущий и ведомый ниппель с проточным каналом и выполненными торцовыми зубьями на смежных торцах для взаимодействия между собой, муфту, установленную на ниппели для их соединения посредством правой резьбы с ведущим ниппелем и посредством левой регулировочной резьбы с ведомым ниппелем, причем на ведомом ниппеле между нижним торцом муфты и упорным торцом ведомого ниппеля выполнен осевой зазор, и уплотнения (см. например, патент РФ №2103474 от 31.10.95 г., М.Кл.6 E21B 7/08, опубл. 27.01.98 г., Бюл. №3.)
Данное изобретение принято за прототип, т.к. в нем устранены некоторые существенные недостатки, присущие известным устройствам для секционирования статоров винтового забойного двигателя, а именно: более полно используются диаметральные размеры статоров для повышения энергетических возможностей винтовых забойных двигателей (устройство не влияет на диаметральные размеры статоров), исключается необходимость в высококвалифицированном труде при сборке изделия и в неоправданных значительных материальных затратах, в нем заложены технические решения, которые в совокупности с новыми существенными отличительными признаками способны обеспечить достижение нового положительного технического результата.
Недостатком известного устройства винтового забойного двигателя является то, что в нем отсутствует возможность выполнения нужного изменения кругового положения зубьев секционируемых статоров в связи с заменой износившихся статоров, роторов или гибкого звена, соединяющего ротора. В результате возможны случаи, при которых поворотом одного ниппеля относительно другого ниппеля изменения взаимного кругового положения статоров достигнуть не удается. А это неприемлемо, так как не соответствует назначению предлагаемого устройства для секционирования статоров винтового забойного двигателя.
Другим недостатком известного устройства винтового забойного двигателя для соединения корпусных деталей является то, что в нем технологически затруднена обработка торцовых зубьев на ведомом ниппеле из-за уплотнительного носка, выполненного на торце и выступающего над торцовыми зубьями. Ограниченные диаметральные размеры усложняют решение технологической задачи.
Также недостатком известного устройства винтового забойного двигателя является то, что при повороте ведомого ниппеля относительно ведущего ниппеля изменяется угол взаимного искривления устройства. Это для секционирования статоров винтового забойного двигателя неприемлемо, так как при работе возникают дополнительные радиальные нагрузки на статоры, которые способствуют интенсивному износу и преждевременному разрушению статоров.
Следует отнести к недостаткам известного устройства винтового забойного двигателя и то, что на ведомом ниппеле между нижним торцом муфты и торцом ведомого ниппеля имеется осевой зазор, который может спровоцировать излишнюю затяжку резьбы, вплоть до ее разрушения, предполагая устранение зазора. Кроме того, при бурении скважин в осевом зазоре накапливается шлам, цементируется и препятствует возможности регулирования положения статоров при секционировании. А также осевой зазор может служить причиной образования глиняной пробки на месте осевого зазора.
Эти и другие недостатки известного устройства винтового забойного двигателя не позволяют обеспечить необходимую надежность, достаточную долговечность устройства для секционирования статоров винтового забойного двигателя, достичь существенного повышения энергетических возможностей рабочих органов винтового забойного двигателя и сокращают возможность широкого использования при бурении нефтяных и газовых скважин известного устройства винтового забойного двигателя для соединения корпусных деталей.
Устройство для секционирования статоров винтового забойного двигателя предназначено для соединения статоров и передачи осевой силовой нагрузки, крутящего и реактивного моментов и создания возможности для периодического изменения взаимного кругового положения зубьев секционируемых статоров.
Задачами предлагаемого изобретения являются устранение имеющихся недостатков известного устройства винтового забойного двигателя и создание возможности установления, изменения в широких пределах и повышения точности взаимного положения винтовых зубьев секционируемых статоров винтовых забойных двигателей, предотвращение возможности интенсивного истирания, повышенного износа и преждевременного разрушения рабочих органов (роторов и статоров) и, в конечном счете, повышение надежности и долговечности устройства для секционирования статоров винтового забойного двигателя и его рабочих органов в целом.
Поставленные задачи решаются за счет того, что предлагаемое устройство для секционирования статоров винтового забойного двигателя, содержащее ведущий и ведомый ниппели с проточным каналом и с выполненными торцовыми зубьями на смежных торцах для взаимодействия между собой, муфту, установленную на ниппели для их соединения посредством правой резьбы с ведущим ниппелем и посредством левой регулировочной резьбы с ведомым ниппелем, причем на ведомом ниппеле между нижним торцом муфты и упорным торцом ведомого ниппеля выполнен осевой зазор, и уплотнения, согласно изобретению, содержит уплотнительную втулку, установленную в проточном канале ниппелей с возможностью ограниченного осевого перемещения для взаимодействия с уплотнениями, ниппели выполнены прямыми с числом торцовых зубьев, не равным и не кратным числу зубьев статора, причем высота торцовых зубьев ниппелей и величина осевого зазора между нижним торцом муфты и упорным торцом ведомого ниппеля выполнены более величины шага левой регулировочной резьбы;
- на ведомый ниппель в осевой зазор между нижним торцом муфты и упорным торцом ведомого ниппеля для взаимодействия по торцам установлен блок тарельчатых пружин, привулканизированных друг к другу по торцам, причем рабочая величина осевой упругой деформации блока тарельчатых пружин превышает высоту торцовых зубьев ниппеля.
В результате того, что устройство для секционирования статоров винтового забойного двигателя, содержащее ведущий и ведомый ниппели с проточным каналом и с выполненными торцовыми зубьями на смежных торцах для взаимодействия между собой, муфту, установленную на ниппели для их соединения посредством правой резьбы с ведущим ниппелем и посредством левой регулировочной резьбы с ведомым ниппелем, причем на ведомом ниппеле между нижним торцом муфты и упорным торцом ведомого ниппеля выполнен осевой зазор, и уплотнения, содержит уплотнительную втулку, установленную в проточном канале ниппелей с возможностью ограниченного осевого перемещения для взаимодействия с уплотнениями, ниппели выполнены прямыми с числом торцовых зубьев, не равным и не кратным числу зубьев статора, причем высота торцовых зубьев ниппелей и величина осевого зазора между нижним торцом муфты и упорным торцом ведомого ниппеля выполнены более величины шага левой регулировочной резьбы, достигается возможность реализации назначения, то есть обеспечивается возможность кругового поворота одного ниппеля относительно другого ниппеля на угол, величина которого отлична от величины угла размещения зубьев статора по окружности, согласования взаимного расположения винтовых зубьев статоров и роторов по фазе и фиксации установленного положения при повороте ведомого ниппеля в пределах одного полного взаимного оборота.
Это позволяет найти круговое положение статоров, при котором винтовые зубья статоров и роторов совпадают по фазе или наиболее близко к этому расположены (устанавливается оптимальный вариант положения статоров), и торцовыми зубьями ниппелей зафиксировать и закрепить это положение от проворота.
Кроме того, зубчатое зацепление ниппелей и их резьбовые сопряжения уплотнительной втулкой во взаимодействии с уплотнениями ограждаются от попадания в них шлама и будут находиться в работоспособном состоянии более длительное время, обеспечивая передачу крутящего и реактивного моментов, осевого усилия и устраняя причины возникновения дополнительных непроизводительных нагрузок на статоры.
В результате того, что в предлагаемом устройстве для секционирования статоров винтового забойного двигателя на ведомый ниппель в осевой зазор между нижним торцом муфты и упорным торцом ведомого ниппеля для взаимодействия по торцам установлен блок тарельчатых пружин, привулканизированных друг к другу по торцам, причем рабочая величина осевой упругой деформации блока тарельчатых пружин превышает высоту торцовых зубьев ниппеля, достигается возможность перекрытия изменяющегося по величине осевого зазора между нижним торцом муфты и упорным торцом ведомого ниппеля при каждом установленном, взаимном положении статоров, предотвращается возможность попадания шлама в резьбовые и зубчатые сопряжения из затрубного пространства и устраняется возможность образования глиняных пробок в местах сопряжения муфты и ведомого ниппеля.
Таким образом, реализация отличительных признаков в совокупности с известными в предлагаемом устройстве для секционирования статоров винтового забойного двигателя создает возможность ликвидировать недостатки, присущие известному устройству винтового забойного двигателя и обеспечить возможность установления, изменения в широких пределах и повышения точности взаимного расположения винтовых зубьев секционируемых статоров винтовых забойных двигателей, предотвращения интенсивного истирания, повышенного износа и преждевременного разрушения рабочих органов (роторов и статоров) и, в конечном счете, обеспечить повышение надежности и долговечности устройства для секционирования статоров винтового забойного двигателя и его рабочих органов в целом.
Для пояснения сущности предлагаемого изобретения представлены чертежи.
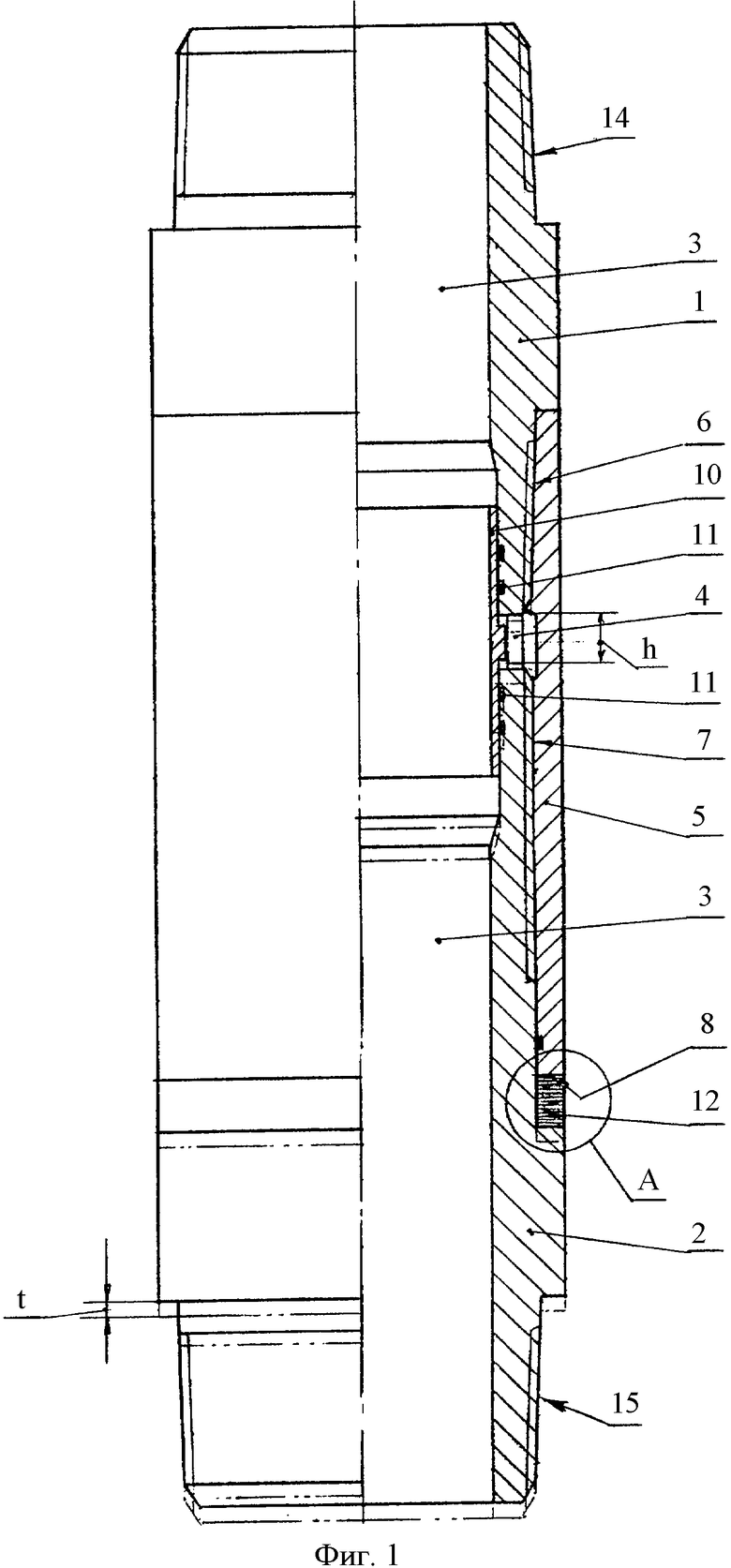
На Фиг.1 показано предлагаемое устройство для секционирования статоров винтового забойного двигателя. Общий вид. Продольный разрез 1/4 части. Двойными штрихпунктирными линиями показано другое крайнее рабочее положение устройства.
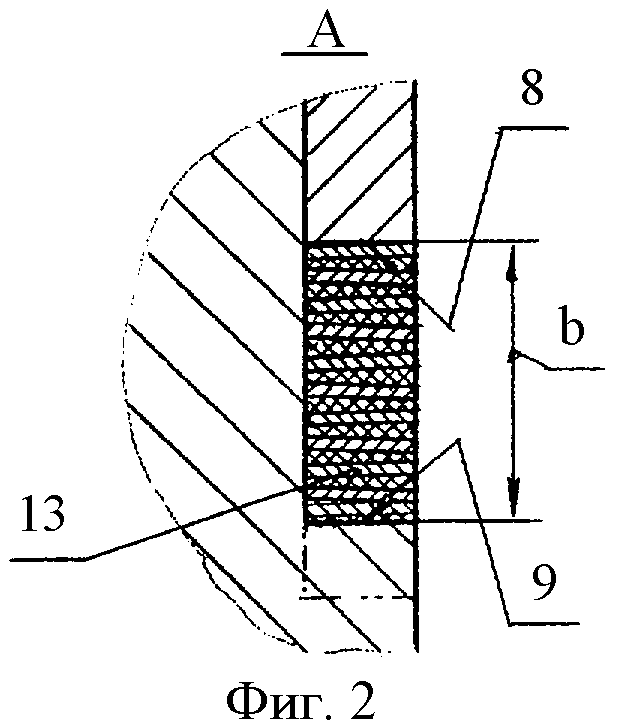
На Фиг.2 изображен вид А на Фиг.1. Показан в разрезе блок тарельчатых пружин. Увеличено.
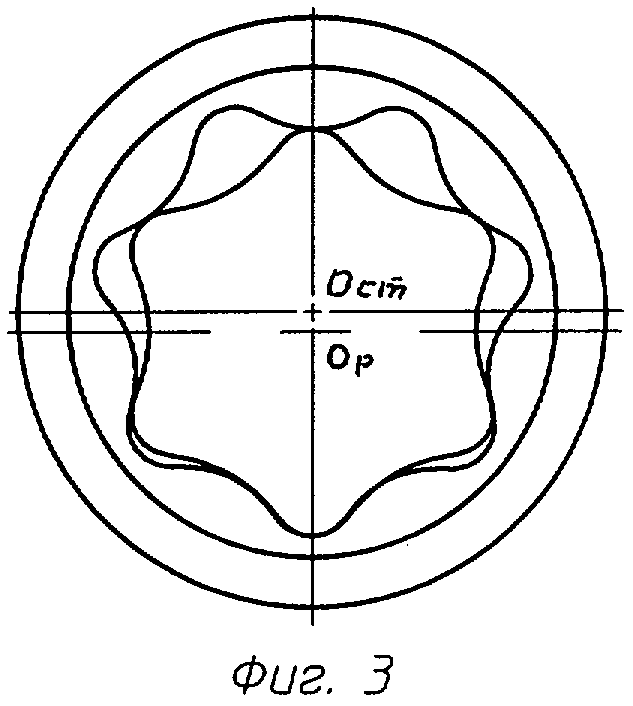
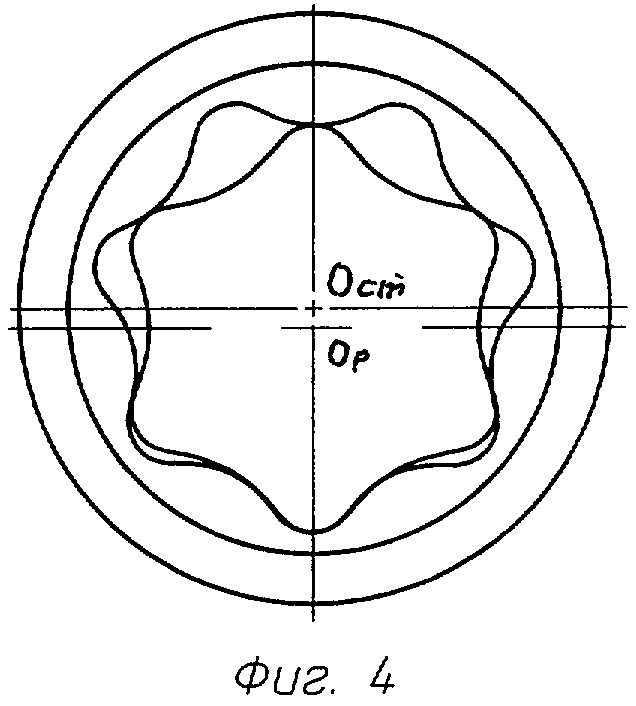
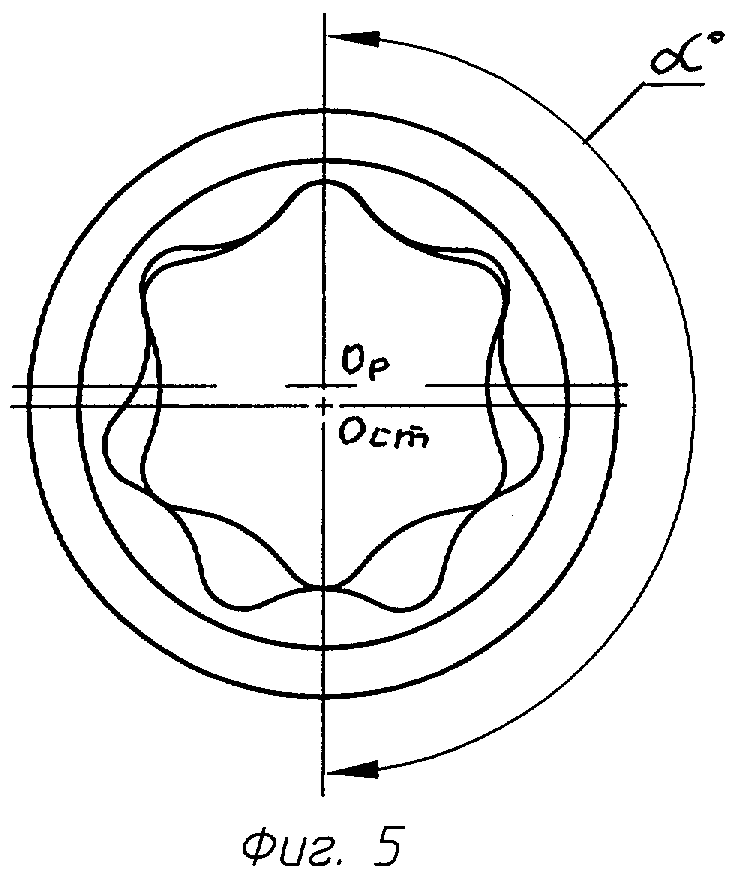
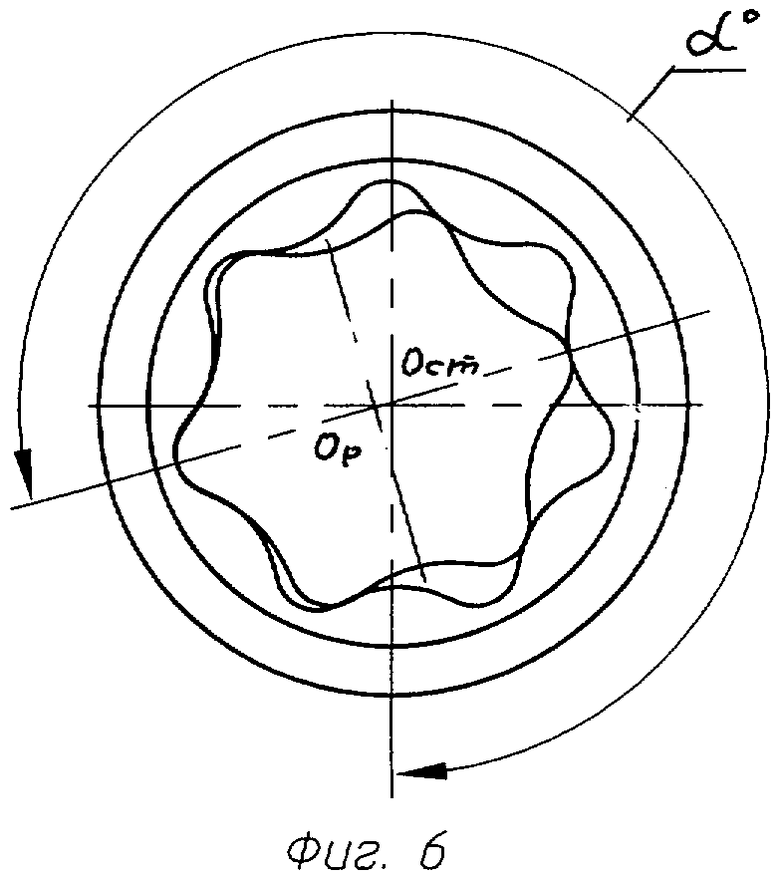
На Фиг.3, 4, 5 и 6 показаны условно контуры профиля зубчатого зацепления ротора и статора соединяемых рабочих пар для определения необходимости регулирования взаимного кругового положения секционируемых статоров. Уменьшено. Вид со стороны последующей рабочей пары. Зубья ротора и статора находятся в первоначальном положении до регулирования.
На Фиг.3 показана предыдущая рабочая пара. Ротор в статоре смещен вниз.
На Фиг.4 изображена последующая рабочая пара. Ротор в статоре смещен вниз. Зубья ротора и статора находятся в оптимальном взаимном положении по отношению к предыдущей паре. Регулирование не требуется.
На Фиг.5 показана последующая рабочая пара. Ротор в статоре смещен вверх. Зубья ротора и статора находятся в противофазе по отношению к предыдущей рабочей паре. Угол несоответствия оптимальному взаимному положению статоров равен 180°. Необходимо выполнить регулировку положения последующего статора, довернув его на угол α°.
На Фиг.6 изображена последующая рабочая пара. Ротор в статоре смещен в сторону. Угол несоответствия оптимальному взаимному положению статоров может быть произвольный в пределах не более 360°-β° по отношению к предыдущей рабочей паре.
Устройство для секционирования статоров винтового забойного двигателя содержит ведущий ниппель 1, ведомый ниппель 2, в которых выполнен проточный канал 3.
На смежных торцах ведущего ниппеля 1 и ведомого ниппеля 2 выполнены торцовые зубья 4 для взаимодействия между собой.
Устройство содержит муфту 5, установленную на ведущий ниппель 1 на правой резьбе 6 и на ведомый ниппель 2 на левой регулировочной резьбе 7 для соединения ниппелей. На ведомом ниппеле 2 между нижним торцом 8 муфты 5 и упорным торцом 9 ведомого ниппеля 2 выполнен осевой зазор «b».
Устройство также содержит уплотнительную втулку 10, установленную в проточном канале 3 ведущего ниппеля 1 и ведомого ниппеля 2 с возможностью ограниченного осевого перемещения для взаимодействия с уплотнениями 11, находящимися в ведущем ниппеле 1 и в ведомом ниппеле 2.
В предлагаемом устройстве для секционирования статоров винтового забойного двигателя ведущий ниппель 1 и ведомый ниппель 2 выполнены прямыми с числом торцовых зубьев 4, не равным и не кратным числу зубьев, соединяемых для секционирования статоров.
Высота «h» торцовых зубьев 4 ниппелей 1 и 2 и величина осевого зазора «b» между нижним торцом 8 муфты 5 и упорным торцом 9 ведомого ниппеля 2 выполнены более величины «t» шага левой регулировочной резьбы 7. На ведомый ниппель 2 в осевой зазор «b» между нижним торцом 8 муфты 5 и упорным торцом 9 ведомого ниппеля 2 для взаимодействия по торцам установлен блок 12 тарельчатых пружин 13, привулканизированных друг к другу по торцам, причем рабочая величина осевой упругой деформации блока 12 тарельчатых пружин 13 превышает высоту «h» торцовых зубьев 4 ниппелей 1 и 2.
Резьбой 14 устройство для секционирования статоров винтового забойного двигателя подсоединяется к одному статору, а резьбой 15 устройство подсоединяется к другому секционируемому статору.
Уплотнительная втулка 10 на наружном диаметре имеет выступающий поясок, ограничивающий возможность перемещения в проточном канале 3 и не позволяющий ей свободно перемещаться под воздействием потока промывочной жидкости при работе.
В связи с тем, что ведущий ниппель 1 и ведомый ниппель 2 выполнены прямыми, при повороте ведомого ниппеля 2 для регулирования взаимного положения зубьев статоров сохраняется пространственное направление по отношению к ведущему ниппелю 1 при каждом установленном взаимном положении. Это обеспечивает возможность установки статоров в оптимальное положение и сохраняет неизменным взаимное осевое направление взаимодействия секционируемых статоров.
Количество торцевых зубьев 4 на ниппелях 1 и 2 влияет на точность установки статоров в оптимальное положение, и чем больше торцовых зубьев выполнено по окружности ниппелей 1 и 2, тем выше возможная точность совпадения по фазе расположения зубьев ротора и зубьев взаимодействующего с ротором статора. Число торцовых зубьев 4 ниппелей 1 и 2 не равно числу зубьев статора, так как в противном случае изменения взаимного положения винтовых зубьев статоров при повороте ведомого ниппеля 2 относительно ведущего ниппеля 1 достигнуть невозможно. Взаимное положение зубьев секционируемых статоров остается неизменным при повороте на любое количество торцовых зубьев 4 ведомого ниппеля 2.
Число торцовых зубьев ниппелей выполнено не кратно числу зубьев секционируемых статоров. В противном случае на величину кратности снижается вероятность совпадения положения винтовых зубьев секционируемых статоров и роторов по фазе, поэтому это нецелесообразно, так как снижается точность установки в оптимальное положение.
Рекомендуется число торцовых зубьев ниппелей принимать из ряда: 11-13-17-19-23-29 и т.д.
Высота торцовых зубьев 4 ниппелей 1 и 2 выполнена более величины «t» шага левой регулировочной резьбы 7 и обеспечивает возможность зацепления торцовых зубьев 4 ведущего ниппеля 1 с ведомым ниппелем 2 для передачи крутящего и реактивного моментов с одного статора на другой статор при каждом установленном взаимном положении ниппелей. Целесообразно высоту торцовых зубьев 4 принять равной удвоенной величине шага левой регулировочной резьбы 7.
Величина осевого зазора «b» между нижним торцом 8 муфты 5 и упорным торцом 9 ведомого ниппеля 2 выполнена более величины «t» шага левой регулировочной резьбы 7 и обеспечивает возможность осевого перемещения муфты 5 по ведомому ниппелю 2 при регулировании взаимного положения ниппелей и предотвращает возможность попадания шлама в резьбовые и зубчатые сопряжения из затрубного пространства, будучи заполненной блоком 12 тарельчатых пружин 13, привулканизированных друг к другу по торцам.
Тарельчатые пружины 13, привулканизированные друг к другу по торцам, образуют упругое в осевом направлении кольцо-пружину, в котором рабочая величина возможной осевой упругой деформации выполнена больше, чем высота «h» торцовых зубьев 4 ниппелей 1 и 2. Это позволяет заполнить осевой зазор «b» между нижним торцом 8 муфты 5 и упорным торцом 9 ведомого ниппеля 2 резиновой уплотнительной массой, оснащенной тарельчатыми пружинами 13, и при изменении величины осевого зазора «b» плотно прилегать к торцам 8 и 9 при каждом установленном положении ниппелей, не провоцируя излишнюю затяжку резьбовых сопряжении.
Таким образом, предлагаемое конструктивное выполнение устройства для секционирования статоров винтового забойного двигателя создает возможность обеспечить реализацию назначения.
Возможны другие конструктивные варианты выполнения предлагаемого устройства для секционирования статоров винтового забойного двигателя.
Оптимальным считается взаимное положение ротора в статоре каждой рабочей пары, при котором центральные оси Ор роторов смещены на величину эксцентриситета относительно центральной оси Ост статора в одном и том же направлении (см. Фиг.3 и Фиг.4).
Установление, изменение в широких пределах взаимного положения статоров предусматривает достижение оптимального варианта или близкого к нему и обеспечивается путем доворота ведомого ниппеля 2 относительно ведущего ниппеля 1 до нужного положения на угол α° несоответствия оптимальному взаимному положению статоров (см. Фиг.4, Фиг.5 и Фиг.6)
Работает предлагаемое устройство для секционирования статоров винтового забойного двигателя следующим образом.
Собранные рабочие пары в составе двух соединенных между собой гибким звеном роторов, установленных в два статора, соединенные предлагаемым устройством для секционирования статоров винтового забойного двигателя, проверяются на соответствие оптимальному взаимному положению статоров. Для этого замерить (визуально) угол α° между радиусами, опущенными из центра статоров на вершину зуба роторов, находящихся во впадине зуба каждого статора предыдущей и последующей рабочей пары. Фактический угол α° замерить против хода часовой стрелки, смотря со стороны последующей рабочей пары. Замеренную величину угла α° (угла несоответствия оптимальному взаимному положению статоров) разделить на величину угла β°, соответствующего круговому шагу торцовых зубьев 4 ниппеля. Полученная целая величина частного от деления  соответствует количеству торцовых зубьев, на которое следует довернуть ведомый ниппель 2 относительно ведущего ниппеля 1 в направлении хода часовой стрелки для установки статоров в оптимальное взаимное положение.
соответствует количеству торцовых зубьев, на которое следует довернуть ведомый ниппель 2 относительно ведущего ниппеля 1 в направлении хода часовой стрелки для установки статоров в оптимальное взаимное положение.
 :
:
где β° - угол, соответствующий круговому шагу торцовых зубьев 4 ниппелей 1 и 2;
Z - количество торцовых зубьев 4, выполненных по окружности ниппелей 1 и 2.
В связи с тем, что муфта 5 имеет одну правую резьбу 6, а другую левую регулировочную резьбу 7, при вращении муфты 5 относительно ведущего ниппеля 1 против хода часовой стрелки ведомый ниппель 2 будет перемещаться в осевом направлении и выводить торцовые зубья 4 из зацепления до тех пор, пока ведомый ниппель 2 вместе с муфтой 5 не начнет поворачиваться. Это свидетельствует о том, что торцовые зубья 4 вышли из зацепления, и можно производить регулировку положения зубьев статоров.
Для изменения взаимного положения зубьев статоров и установления статоров в оптимальное положение следует закрепить от проворота муфту 5 и повернуть по ходу часовой стрелки ведомый ниппель 2 на угол α° несоответствия оптимальному взаимному положению статоров (на угол, соответствующий количеству торцовых зубьев 4 ниппеля, расположенных в угле α° несоответствия) на левой регулировочной резьбе 7. Такой поворот ведомого ниппеля 2 относительно муфты 5 может производиться в пределах одного неполного (оборота без одного шага торцового зуба 4 ниппеля) оборота до совпадения по фазе зубьев роторов с взаимодействующими с каждым ротором статорами или максимального приближения к этому. Затем, закрепив оба ниппеля от проворота, вращать муфту 5 по ходу часовой стрелки до соприкосновения торцов зубьев 4 ведомого ниппеля 2 и ведущего ниппеля 1. Довернув один ниппель относительно другого до совпадения зуба с впадиной, ввести торцовые зубья 4 ведущего ниппеля 1 и ведомого ниппеля 2 в зацепление и, продолжая вращать муфту 5, закрепить ее на ведущем ниппеле 1 упором в его торец. Таким образом, статора установлены в оптимальное взаимное положение и подготовлены к совместной работе.
При этом уплотнительная втулка 10, взаимодействуя с уплотнениями 11, герметизирует внутреннюю полость ниппелей и изолирует зубчатое и резьбовые сопряжения от возможного взаимодействия с промывочной жидкостью при работе двигателя.
Нижний торец 8 муфты 5, сближаясь с упорным торцом 9 ведомого ниппеля 2, деформирует установленный в осевой зазор «b» блок 12 тарельчатых пружин 13, привулканизированных друг к другу по торцам, и уплотняет муфту 5 и ведомый ниппель 2, предотвращая возможность попадания шлама в резьбовые и зубчатые сопряжения из затрубного пространства.
В связи с тем, что рабочая величина осевой упругой деформации блока 12 тарельчатых пружин 13 превышает высоту «h» торцовых зубьев 4 ниппелей 1 и 2 в устройстве для секционирования статоров винтового забойного двигателя, обеспечивается плотное прилегание блока 12 тарельчатых пружин 13 к нижнему торцу муфты 5 и к упорному торцу 9 ведомого ниппеля 2 при каждом круговом рабочем взаимном положении ниппелей.
Проточный канал 3 ниппелей 1 и 2 служит для гидравлического сообщения статоров и протекания по нему промывочной жидкости под избыточным давлением. В проточном канале 3 помещается гибкое звено, кинематически соединяющее ротора секционируемых рабочих пар винтового забойного двигателя.
В процессе работы промывочная жидкость под избыточным давлением поступает в проточный канал 3 и далее в последующую рабочую пару, через вал шпинделя к долоту.
Силовая осевая и забойная нагрузка с одного статора передается на ведущий ниппель через резьбу 14, на муфту 5 через упорный торец и правую резьбу 6 на ведомый ниппель 2 через левую регулировочную резьбу 7, частично - через нижний торец 8 муфты 5, блок 12 тарельчатых пружин 13 и упорный торец 9 и далее на второй статор через резьбу 15.
Крутящий момент передается с ведущего ниппеля 1 на ведомый ниппель 2 посредством торцовых зубьев 4.
В результате того, что ведомый ниппель 2 имеет возможность периодически поворачиваться относительно ведущего ниппеля 1 и обеспечивать оптимальное взаимное положение секционируемых статоров, гидравлическая осевая нагрузка с предыдущего ротора на последующий ротор передается без перекоса, по центральной оси Ор ротора, и дополнительных радиальных нагрузок на статоры не вызывает. Это способствует более длительной надежной работе рабочих пар.
Таким образом, реализация отличительных признаков предлагаемого устройства для секционирования статоров забойного двигателя в сочетании и в совокупности с известными создает возможность ликвидировать недостатки, присущие известному устройству винтового забойного двигателя, и обеспечить достижение положительного технического результата: реализации назначения
- создана возможность установления, изменения в широких пределах и повышения точности взаимного положения винтовых зубьев секционируемых статоров в пределах одного оборота статора и повышения КПД рабочих органов за счет уменьшения непроизводительных нагрузок на них и снижения механических потерь в кинематическом соединении роторов;
- исключение возможности попадания шлама в зубчатые и резьбовые сопряжения и сохранение на более длительный срок устройства для секционирования статоров и рабочих органов винтового забойного двигателя в работоспособном состоянии;
- предотвращение возможности интенсивного истирания, повышенного износа и преждевременного разрушения роторов и статоров за счет более точной установки статоров и синхронной по фазе работы роторов в рабочих органах.
Все это позволяет повысить надежность, долговечность и экономическую эффективность использования предлагаемого устройства для секционирования статоров винтового забойного двигателя, снизить затраты на бурение нефтяных и газовых скважин, то есть позволяет решить поставленные в изобретении задачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕГУЛИРУЕМОЕ УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО БУРЕНИЯ СКВАЖИН | 2004 |
|
RU2278940C1 |
| УЗЕЛ РЕГУЛИРОВАНИЯ СИЛОВОЙ НАГРУЗКИ НА РАБОЧИЕ ОРГАНЫ | 2009 |
|
RU2492306C2 |
| УСТРОЙСТВО ЗАБОЙНОГО ДВИГАТЕЛЯ ДЛЯ НАПРАВЛЕННОГО БУРЕНИЯ СКВАЖИН | 2001 |
|
RU2206696C1 |
| ВИНТОВОЙ ЗАБОЙНЫЙ ДВИГАТЕЛЬ | 2001 |
|
RU2205933C1 |
| ШПИНДЕЛЬ ЗАБОЙНОГО ДВИГАТЕЛЯ | 2001 |
|
RU2206695C1 |
| ШАРНИР ЗАБОЙНОГО ДВИГАТЕЛЯ | 2001 |
|
RU2206697C1 |
| КЛАПАННОЕ УСТРОЙСТВО ВИНТОВОГО ЗАБОЙНОГО ДВИГАТЕЛЯ | 2006 |
|
RU2330151C1 |
| ЯСС ГИДРОМЕХАНИЧЕСКИЙ | 2004 |
|
RU2284405C2 |
| КЛАПАННОЕ УСТРОЙСТВО ВИНТОВОГО ЗАБОЙНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2348784C2 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО БУРЕНИЯ | 1996 |
|
RU2115792C1 |
Изобретение относится к области бурения и может быть использовано при бурении нефтяных и газовых скважин для повышения энергетических возможностей двигателя. Устройство для секционирования статоров винтового забойного двигателя содержит ведущий и ведомый ниппели с проточным каналом и с выполненными торцовыми зубьями на смежных торцах для взаимодействия между собой, муфту, установленную на ниппели для их соединения посредством правой резьбы с ведущим ниппелем и посредством левой регулировочной резьбы с ведомым ниппелем, причем на ведомом ниппеле между нижним торцом муфты и упорным торцом ведомого ниппеля выполнен осевой зазор и уплотнения. Устройство также содержит уплотнительную втулку, установленную в проточном канале ниппелей с возможностью ограниченного осевого перемещения для взаимодействия с уплотнениями. Ниппели выполнены прямыми с числом торцовых зубьев, не равным и не кратным числу зубьев статора. Высота торцовых зубьев ниппелей и величина осевого зазора между нижним торцом муфты и упорным торцом ведомого ниппеля выполнены более величины шага левой регулировочной резьбы. Обеспечивает повышение надежности, долговечность и экономическую эффективность винтового забойного двигателя, снижение затрат на бурение скважин. 1 з.п. ф-лы, 6 ил.
1. Устройство для секционирования статоров винтового забойного двигателя, содержащее ведущий и ведомый ниппели с проточным каналом и с выполненными торцовыми зубьями на смежных торцах для взаимодействия между собой, муфту, установленную на ниппели для их соединения посредством правой резьбы с ведущим ниппелем и посредством левой регулировочной резьбы с ведомым ниппелем, причем на ведомом ниппеле между нижним торцом муфты и упорным торцом ведомого ниппеля выполнен осевой зазор, и уплотнения, отличающееся тем, что содержит уплотнительную втулку, установленную в проточном канале ниппелей с возможностью ограниченного осевого перемещения для взаимодействия с уплотнениями, ниппели выполнены прямыми с числом торцовых зубьев не равным и не кратным числу зубьев статора, причем высота торцовых зубьев ниппелей и величина осевого зазора между нижним торцом муфты и упорным торцом ведомого вала ниппеля выполнены более величины шага левой регулировочной резьбы.
2. Устройство по п.1, отличающееся тем, что на ведомый ниппель в осевой зазор между нижним торцом муфты и упорным торцом ведомого ниппеля для взаимодействия по торцам установлен блок тарельчатых пружин, привулканизированных друг к другу по торцам, причем рабочая величина осевой упругой деформации блока тарельчатых пружин превышает высоту торцовых зубьев ниппеля.
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО БУРЕНИЯ | 2002 |
|
RU2235180C2 |
| Муфта секционного забойного двигателя | 1979 |
|
SU977669A1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО БУРЕНИЯ | 1993 |
|
RU2081987C1 |
| ОТКЛОНИТЕЛЬ С РЕГУЛИРУЕМЫМ УГЛОМ ИСКРИВЛЕНИЯ ДЛЯ НАПРАВЛЕННОГО БУРЕНИЯ СКВАЖИН | 1995 |
|
RU2103474C1 |
| US 4585401 A, 29.04.1986. | |||

