Изобретение предназначено для использования в пчеловодстве, а именно для получения искусственной вощины методом прокатки восковой ленты между двумя прокатными вальцами, имеющими рельефный сотообразующий рисунок.
Вощина - это основа будущих пчелиных сот и является одной из важнейших составляющих, без которых сегодня производство меда совершенно немыслимо. Использование искусственной вощины значительно упрощает работу пчел по отстройке сотов, способствует нормальному развитию семей и накоплению запасов меда. Сот, построенный на вощине прочнее, так как имеет более толстую восковую основу, что очень важно при кочевке с пчелами и откачке меда. Наконец, при умелом закреплении вощины в рамках пчеловод получает правильно отстроенные, ровные соты. Это значительно увеличивает полезную площадь сотов, пригодную для воспитания расплода. Известно, что пчелы строят соты с точностью 0,015-0,020 мм, поэтому при изготовлении вощины необходимо обеспечить такую же точность. По величине двугранного угла, образуемого ромбиками ячеек, вощину делят на обыкновенную с углом 140°, полумаксимум - 130° и максимум - 120°. В России выпускают только вощину с угловыми размерами ячейки - полумаксимум и максимум. При этом для стандартной вощины с размером ячейки 5,4 мм высота пирамидок на прокатных вальцах и соответственно глубина их оттисков на вощине уменьшается на 0,23 мм для полумаксимума по отношению к максимуму, для обыкновенной вощины с углом 140° этот размер уменьшается уже на 0,43 мм. Уменьшенная глубина ячеек приводит к уменьшению количества корма, которое пчелы помещают в ячейки с личинками для их выкармливания. Тем самым пчелы на начальной стадии развития в стандартных ячейках недокармливаются и вырастают неполноценными. При производстве используемой в пчеловодстве вощины способом прокатки восковой ленты при одновременном нанесении на изделие рельефного сотообразующего рисунка необходимо использование простых по конструкции прокатных вальцов, обеспечивающих возможность удобного и быстрого их ремонта и обеспечивающих хорошее качество оттиска на прокатываемом восковом листе.
Известны прокатные вальцы [1] для производства вощины, изготовленные из сплошных заготовок путем механической обработки ячеек на их цилиндрических поверхностях. На поверхностях заготовок прорезают вдоль образующих с одинаковым угловым шагом, обеспечивающим линейный шаг в окружном направлении, и вдоль двух семейств пересекающихся винтовых линий, отстоящих друг от друга и составляющих с образующими цилиндров узкие щели, наклоненные к радиусу цилиндров в точке пересечения щелей в теле заготовки, с образованием на их поверхностях сотообразующего рельефа, состоящего из периодически повторяющихся трехгранных пирамид и с аналогичными впадинами между ними.
Недостатком таких прокатных вальцов является сложность их конструкции, требующая применения специализированного оборудования для их изготовления, а также низкая ремонтопригодность, так как наличие дефекта на одном элементе сотообразующей ячейки приведет к негодности всего вальца.
Наиболее близкими по совокупности признаков являются [2] прокатные вальцы, каждый из которых состоит из отдельных соприкасающихся профилированных колец, рабочие поверхности которых выполнены в виде открытых полуячеек с V-образным профилем, имеющим вершины и впадины, образующие форму трехгранных пирамид, неподвижно установленных на общем валу и смещенных относительно друг друга в угловом направлении на угол, равный половине угла между вершинами V-образных полуячеек. Между торцевыми поверхностями профилированных колец помещены прокладочные кольца.
Недостатком таких прокатных вальцов является сложность конструкции. Использование прокладочных колец, помещенных между отдельными не повторяющими профильными кольцами, ведет к усложнению конструкции, так как требует дополнительного времени для их изготовления, а также это ведет к снижению ремонтопригодности и качества оттиска на прокатываемом восковом листе ввиду увеличения количества стыков между профильными кольцами и прокладочными кольцами.
Технической задачей, на решение которой направлено заявляемое изобретение, является упрощение конструкции прокатных вальцов, а также повышение ремонтопригодности и повышение качества оттиска на прокатываемом восковом листе.
Поставленная техническая задача решена за счет того, что в известных прокатных вальцах, каждый из которых состоит из отдельных соприкасающихся профилированных колец, рабочие поверхности которых выполнены в виде открытых полуячеек с V-образным профилем, имеющим вершины и впадины, образующие форму трехгранных пирамид, неподвижно установленных на общем валу и смещенных относительно друг друга в угловом направлении на угол, равный половине угла между вершинами V-образных полуячеек, каждое профилированное кольцо, идентичное соседнему, выполнено тарелеобразным с внутренней конической поверхностью и имеет нечетное количество вершин и впадин, при этом радиус расположения вершин профилированного кольца R≈n Sяч/2π, где n - количество вершин и впадин, Sяч - ширина ячейки, позволяя тем самым упростить конструкцию прокатных вальцов, а также повысить их ремонтопригодность. Фиксация профильных колец на общем валу выполнена при помощи двух шпоночных соединений, расположенных под углом 180°, причем профиль открытых полуячеек сформирован гранями соседних трехгранных пирамид, линия пересечения которых расположена под углом 16-17° к оси общего вала и под углом 46-47° к образующей внутренней конической поверхности профильных тарелеобразных колец, позволяя тем самым упростить конструкцию, а также повысить качество оттиска на прокатываемом восковом листе за счет уменьшения количества стыков между профильными кольцами.
При оценке соответствия комплекса новых признаков прокатного вальца критерию «существенные отличия» по доступным авторам и заявителю информационным источникам, в известных технических решениях - признаков, сходных с заявляемыми обнаружить не удалось.
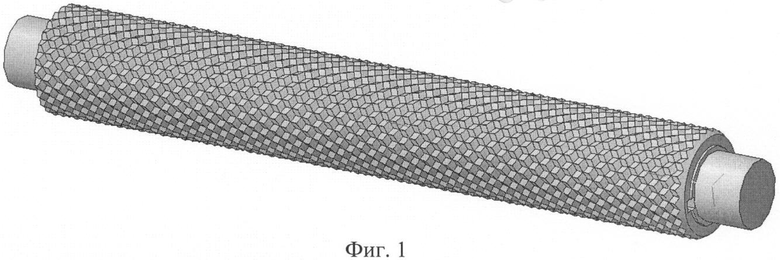
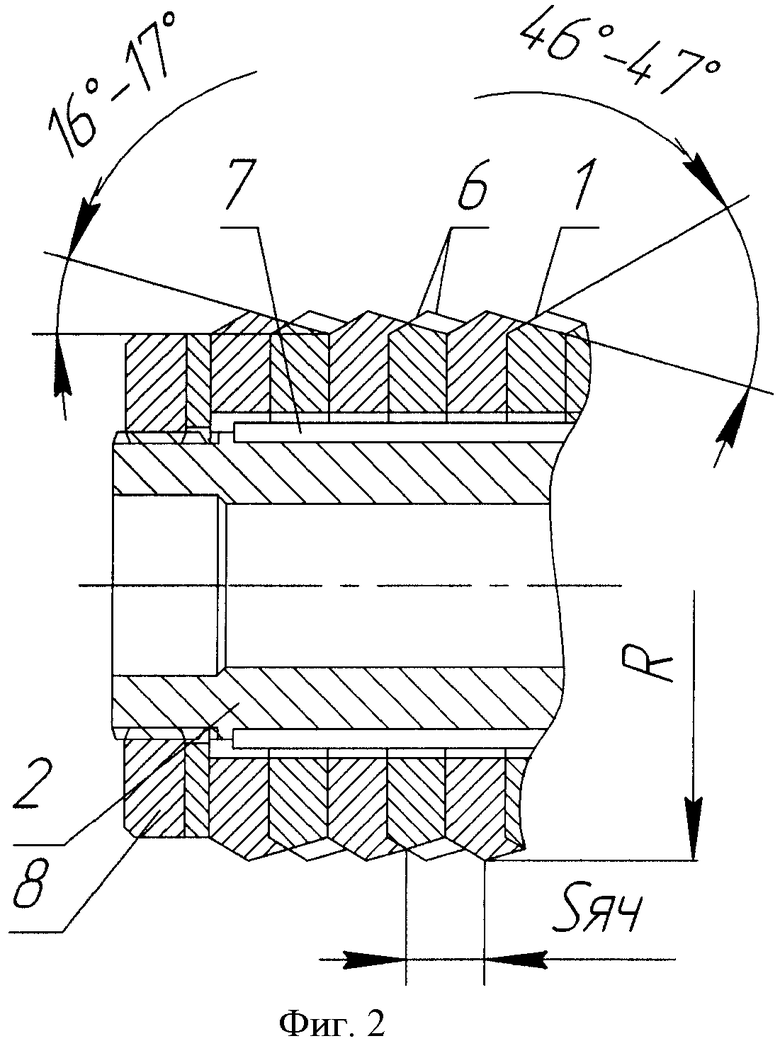
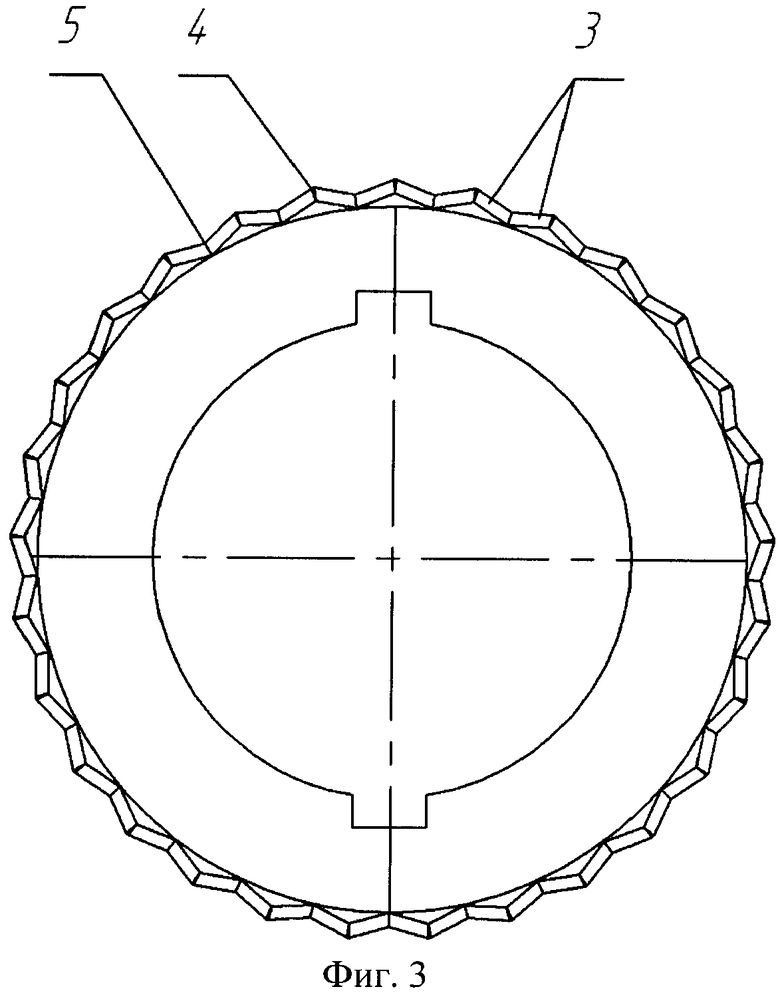
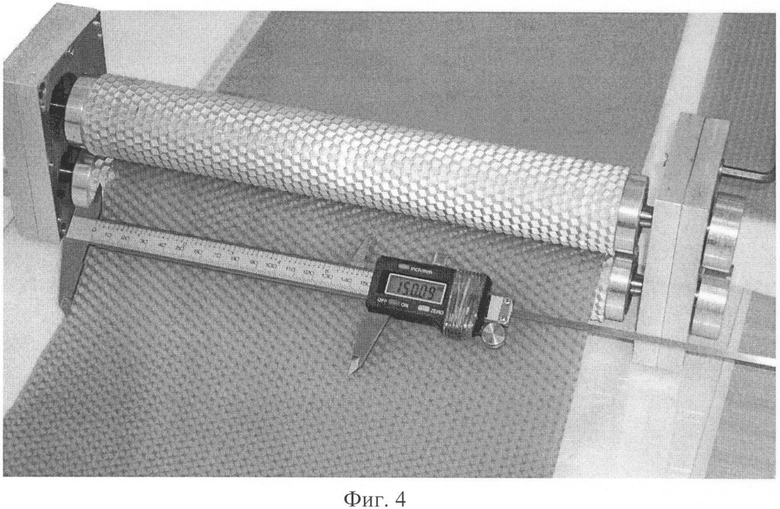
На фиг.1 приведена трехмерная графическая модель одного из прокатных вальцов, на фиг.2 изображены профилированные кольца в сборе, образующие рельефную поверхность прокатных вальцов, на фиг.3 показан вид с торца на одно из профилированных колец, на фиг.4 - фотография опытного образца прокатных вальцов, установленных в вальцовом агрегате.
Прокатные вальцы, каждый из которых состоит из отдельных соприкасающихся профилированных колец 1, рабочие поверхности которых выполнены в виде открытых полуячеек с V-образным профилем 3, имеющим вершины 4 и впадины 5, образующие форму трехгранных пирамид 6, неподвижно установленных на общем валу 2 и смещенных относительно друг друга в угловом направлении на угол, равный половине угла между вершинами V-образных полуячеек. Каждое профилированное кольцо 1, идентичное соседнему, выполнено тарелеобразным с внутренней конической поверхностью и имеет нечетное количество вершин и впадин, при этом радиус расположения вершин профилированного кольца R≈nSяч/2π, где n - количество вершин и впадин, Sяч - ширина ячейки. Исходным параметром для определения радиуса R расположения вершин 4 профилированного кольца 1 служат размеры ячейки. В южной и центральной части России для производства вощины используют стандартные размеры ячеек Sяч: 5,4 мм, 5,45 мм, 5,5 мм, для северных регионов, регионов Урала и Сибири используют ячейки увеличенных размеров Sяч 5,6 мм, 5,65 мм, 5,7 мм, для трутневой вощины используют ячейку размером Sяч=7,0 мм. Результаты расчетов радиуса R расположения вершин профилированных колец при получении вощины для обитаемых в России пчел приведены в таблице 1.
По табл.1 подбирается также количество ячеек n, оформляющих вершины 4 и впадины 5 профилированного кольца 1. Профиль открытых полуячеек 3 профилированного кольца сформирован гранями соседних трехгранных пирамид 6, линия пересечения которых расположена под углом 16-17° к оси общего вала 2 и под углом 46-47° к образующей внутренней конической поверхности профильных тарелеобразных колец. Независимые угловые размеры 16-17° и 46-47° получены практическим путем, они обеспечивают выполнение V-образного профиля с углом 120° и отклонением размеров ячейки не более 0,020 мм. Уменьшение или увеличение угловых размеров 16-17° и 46-47° приведет к ухудшению качества оттиска на прокатываемом восковом листе в виде искажения V-образного профиля, а следовательно, к ухудшению производительности медосбора, а также в будущем к недоразвитости пчелиного потомства.
Профилированные кольца 1 на общем валу 2 зафиксированы двумя шпонками 7, установленными в шпоночных пазах, расположенных под углом 180°. Осевое положение профилированных колец зафиксировано при помощи гаек 8, с обеих сторон общего вала 2. Профилированные кольца 1 установлены на общем валу 2 таким образом, что каждое последующее профилированное кольцо 1 развернуто на 180° к предыдущему, образуя выпуклую или вогнутую шестигранную ячейку. Прокатные вальцы устанавливаются в вальцовом агрегате, имеющем механизмы для их вращения и регулировки рабочего зазора между ними (на фиг.1 условно не показано).
Прокатные вальцы работают следующим образом. Предварительно смоченный водой или мыльным раствором восковой лист (показан на фиг.4), для исключения адгезии с прокатными вальцами, подаются на вальцовый агрегат, в котором установлены прокатные вальцы. Вращение прокатных вальцов осуществляется в разных направлениях, таким образом, что при вращении профиль, оформляющий вершину 4 ячейки одного прокатного вальца должен соответствовать профилю оформляющего впадину 5 другого прокатного вальца, образуя на прокатываемом восковом листе (показан на фиг.4) поверхность в виде ячеек с V-образным профилем, имеющих вершины 4 и впадины 5. Повторяемость V-образного профиля 3 при прокате воскового листа обеспечивается за счет использования профилированных тарелеобразных колец 1 с внутренней конической поверхностью и установленных на общем валу 2. Скорость вращении прокатных вальцов может быть регулируемой, при одинаковой угловой скорости вращения двух прокатных вальцов. Прокатные вальцы в вальцовом агрегате должны быть установлены параллельно, для исключения осевого смещения прокатываемого воскового листа.
Экспериментальная оценка качества прокатываемого воскового листа в виде рельефного сотообразующего рисунка при помощи прокатных вальцов, установленных в вальцовом агрегате, показала, что наличие идентичных тарелеобразных профилированных колец с внутренней конической поверхностью и нечетным количеством вершин и впадин, установленных на общем валу таким образом, что каждое последующее профилированное кольцо развернуто на 180° к предыдущему, и зафиксированных при помощи двух шпоночных пазов, позволило упростить конструкцию прокатного вальца и привело к снижению себестоимости по отношению к аналогу [1] и прототипу [2], а использование идентичных тарелеобразных профилированных колец с внутренней конической поверхностью и нечетным количеством вершин и впадин позволило повысить ремонтопригодность прокатного вальца, а также изготавливать искусственную вощину с геометрией ячеек, близкой к идеальной. Использование изобретения в пчеловодстве создаст возможность изготавливать простые по конструкции прокатные вальцы. Техническая воспроизводимость устройства подтверждена тем, что результаты работы позволили получить искусственную вощину с размером ячейки 5,6 мм, с требуемой погрешностью не более 0,015 мм-0,020 мм. Использование изобретения в пчеловодстве позволяет упростить конструкцию прокатных вальцов, а также повысить их ремонтопригодность и обеспечить требуемую геометрическую точность вощины.
Источники информации.
1. RU 2198508, А01К 47/04. Способ изготовления вальцов для производства вощины / Верещагин А.Н., Петухов А.В., Коробов Н.В. Опубл. 2003.02.20.
2. А.с. №75762, А01К 47/04. Сборные вальцы для прокатки, например, искусственной вощины / Рыхлик В.Ф. Опубл. 30.06.1949.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛЬЦОВЫЙ АГРЕГАТ | 2009 |
|
RU2403109C1 |
| ВАЛЬЦЫ ДЛЯ ПРОИЗВОДСТВА ВОЩИНЫ | 2009 |
|
RU2417585C1 |
| РЕЛЬЕФНАЯ ПОВЕРХНОСТЬ ПРЕСС-ФОРМЫ ДЛЯ ПРОИЗВОДСТВА ВОЩИНЫ | 2002 |
|
RU2239312C2 |
| ВОЩИНА | 2009 |
|
RU2395199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛЬЦОВ ДЛЯ ПРОИЗВОДСТВА ВОЩИНЫ | 2000 |
|
RU2198508C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ ДЛЯ ИСКУССТВЕННОЙ ВОЩИНЫ | 1999 |
|
RU2156061C1 |
| Вощина Лыткина для пчелиных сотов | 1977 |
|
SU1028293A1 |
| РАМКА ПЧЕЛИНОГО УЛЬЯ | 1994 |
|
RU2104638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2009016C1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ СТРУКТУР | 1993 |
|
RU2035313C1 |
Изобретение предназначено для использования в пчеловодстве, а именно для получения искусственной вощины методом прокатки восковой ленты между двумя прокатными вальцами, имеющими рельефный сотообразующий рисунок. Предложенные прокатные вальцы содержат идентичные профилированные кольца, выполненные тарелообразными с внутренней конической поверхностью и имеющие нечетное количество вершин и впадин. Профиль открытых полуячеек профилированного кольца сформирован гранями соседних трехгранных пирамид, линия пересечения которых расположена под углом 16-17° к оси общего вала и под углом 46-47° к образующей внутренней конической поверхности. Профилированные кольца установлены на общем валу и зафиксированы двумя шпонками, установленными в шпоночных пазах, расположенных под углом 180°. Кольца установлены таким образом, что каждое последующее профилированное кольцо развернуто на 180° к предыдущему, образуя выпуклую или вогнутую шестигранную ячейку. Изобретение упрощает конструкцию прокатных вальцов, а также повышает ремонтопригодность и повышает качество оттиска на прокатываемом восковом листе. 4 ил., 1 табл.
Прокатные вальцы, каждый из которых состоит из отдельных соприкасающихся профилированных колец, рабочие поверхности которых выполнены в виде открытых полуячеек с V-образным профилем, имеющим вершины и впадины, образующие форму трехгранных пирамид, неподвижно установленных на общем валу и смещенных относительно друг друга в угловом направлении на угол, равный половине угла между вершинами V-образных полуячеек, отличающиеся тем, что каждое профилированное кольцо, идентичное соседнему, выполнено тарелообразным с внутренней конической поверхностью и имеет нечетное количество вершин и впадин, при этом радиус расположения вершин профилированного кольца R≈n Sяч/2π, где n - количество вершин и впадин, Sяч - ширина ячейки, а фиксация их на общем валу выполнена при помощи двух шпоночных соединений, расположенных под углом 180°, причем профиль открытых полуячеек сформирован гранями соседних трехгранных пирамид, линия пересечения которых расположена под углом 16-17° к оси общего вала и под углом 46-47° к образующей внутренней конической поверхности профильных тарелообразных колец.
| ПРИСПОСОБЛЕНИЕ ДЛЯ ФИКСАЦИИ ПОЛОЖЕНИЯ ЧУЛОЧНЫХ | 0 |
|
SU258251A1 |
| Вальцы для изготовления искусственной вощины | 1926 |
|
SU8341A1 |
| DE 4222690 C1, 13.01.1994 | |||
| Ж.: Пчеловодство, ст | |||
| Геометрия ячеек вощины, 2005, № 6, с.51 | |||
| Способ изготовления искусственной вощины головина в.а. | 1975 |
|
SU612667A1 |
| РЕЛЬЕФНАЯ ПОВЕРХНОСТЬ ПРЕСС-ФОРМЫ ДЛЯ ПРОИЗВОДСТВА ВОЩИНЫ | 2002 |
|
RU2239312C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛЬЦОВ ДЛЯ ПРОИЗВОДСТВА ВОЩИНЫ | 2000 |
|
RU2198508C2 |
| УСТРОЙСТВО для МНОГОНИТОЧНОЙПРОКАТА | 0 |
|
SU341553A1 |

