Изобретение относится к строительной, мебельной, автомобильной, ракетно-космической, авиационной и другим отраслям промышленности, в частности к конструкциям трехслойных сотовых панелей и оболочек, в составе которых используются сотовые структуры (их иногда называют иначе сотовые материалы, а в технике сотовые заполнители, так как они заоплняют объем между обшивками), для изготовления корпусов соотвествующих сооружений.
Сотовая структура является одним из основных элементов трехслойных сотовых панелдей и оболочек при изготовлении легких и прочных корпусных или других конструкций. Она выступает в качестве сердечника, к которому присоединяются обшивки и элементы окантовки панели или оболочки.
Сотовые структуры могут быть применены как самостоятельные изделия, например как решетки вентиляционных отверстий, рассеиватели света, ограды городских скверов, цветников, балконов, лестничных маршей и др. В этой связи имеется реальная перспектива применения сотовых структур в декоративных панно, выставочных стендах, подиумах и других изделиях декоративно-прикладного назначения.
Известен многогранный объемный элемент в виде гофрированной ленты или листа. Гофры объемного элемента имеют одинаковые геометрические размеры и повторяют половину контура шестигранной или прямоугольной ячейки. Гофрированный лист (лента) выполняется из одного материала и имеет одинаковую структуру по всей поверхности. Этот объемный элемент проходит через сотовый блок прямоугольной формы в плане.
Сотовую структуру получают одновременно с образованием многогранных объемны элементов в виде гофрированных листов или лент из большого числа гибких листов с нанесенными на их поверхности полосками клейкого материала. Листы укладывают один на другой стопкой так, чтобы полоски клейкого материала одного листа размещались между полосками клейкого материала смежных листов. После схватывания стопки листов клейким материалом ее вытягивают в поперечном направлении (перпендикулярно) плоскостям листов или лент таким образом, что несклеенные интервалы образуют объемные элементы путем сгиба листов или лент по границам клейких полосок. Таким путем получают сотовую структуру с шестигранными или прямоугольными ячейками. Если материал гибких лент или листов не держит форму ячеек (например ткани), то сотовый блок пропитывают продуктом, необратимо фиксирующим его форму, возможно, после термообработки и старения.
В результате реализации упомянутого способа получаемый сотовый блок содержит ячейки, в которых две грани имеют двойную толщину (склеенные плоскости гофров), а остальные одинарную толщину, равную толщине выбранного материала.
Недостатки известного объемного элемента и способа образования из него сотовой структуры заключаются в следующем.
Известный объемный элемент и способ изготовления из него сотовых структур не позволяют изготавливать сотовые структуры с треугольными, пятиугольными, восьмиугольными, четырехугольными, отличающимися от прямоугольных, а также с двояковогнутыми шестугольными ячейками.
Известный объемный элемент и способ изготовления из него сотовых структур не позволяют изготавливать сотовые структурыф с комбинацией ячеек различных форм от треугольных до восьмиугольных за исключением семиугольных.
Известный объемный элемент и способ изготовления из него сотовых структур не позволяют изготавливать сотовые структуры, у которых все грани ячеек имеют двойную и более толщину.
Известный объемный элемент и способ изготовления из него сотовых структур не позволяют изготавливать сотовые блоки в форме круга или его части.
Известный объемный элемент и способ изготовления из него сотовых структур не позволяют изготавливать сотовые блоки в виде оболочек одинарной или двойной кривизны.
Известный объемный элеменет и способ изготовления из него сотовых структур не позволяют изготавливать сотовые структуры с использованием в каждой ячейке более четырех различных материалов.
Известный объемный элемент и способ изготовления из него сотовых структур не позволяют изготавливать сотовые структуры с переменными по заданному закону физико-механическими и/или теплофизическими характеристиками вдоль направления укладки известного объемного элемента, следовательно, они не позволяют получать сотовые блоки с произвольным изменением физико-механических и/или теплофизических характеристик в произвольном направлении перпендикулярном оси ячеек.
Известный объемный элемент и способ изготовления из него сотовых структур не позволяют изготавливать сотовые блоки с местными усилениями в пределах нескольких ячеек. Такие усиления необходимы как по краям панелей и оболочек (например, для соединения со смежными элементами сотовых конструкций), так и в той части сотовой конструкции, где устанавливаются детали насыщения (кронштейны, крюки и т.п.). В настоящее время по краям панелей и оболочек устанавливают брусья или профили, а также применяют заливочные компаунды. Аналогичными приемами пользуются и для организации местных усилений. Зачастую такие приемы приводят к утяжелению сотовых конструкций.
Известный объемный элемент и способ изготовления из него сотовых структур не позволяют изготавливать сотовые структуры, у которых грани ячеек имеют двойную и более чем двойную толщину, т.е. составлены более чем из двух толщин граней объемных элементов.
Известный объемный элемент и способ изготовления из него сотовых структур не позволяют изготавливать сотовые структуры, пригодные для непосредственного использования в качестве силовых или ограждающих изделий (например ограды, оконные решетки и т.п.), а также в качестве декоративно-художественных деталей интерьеров, выставочных стендов, подиумов и т.п.
Известный объемный элемент не имеет модификаций формы и не способен поэтому к производств разнообразных сотовых структур.
Известен объемный элемент в виде трубки, выбранный в качестве третьего аналога. Соединение цилиндрических трубок по линии их контакта со смежными трубчатыми объемными элементами образует сотовую структуру. Она обладает всеми недостатками, перечисленными для первого аналога.
К этим недостаткам следует прибавить и дополнительные. Известный объемный элемент и способ образования из него сотовых структур не позволяют получать ячейки многоугольных форм.
Известен объемный элемент в виде гофрированной ленты, выбранной в качестве третьего аналога. Ленты укладываются таким образом, что вершины волны одной ленточки соприкасаются со спадиной волны смежной ленты. Сотовая структура отличается тем, что у каждого объемного элемента минимальное свободное пространство между двумя смежными вершинами волн меньше, чем максимальная ширина впадины волны. Объемные элементы расположены по отношению один к другому так, что каждая вершина волны одного из них одновременно касается двух смежных впадин волн другого. Известный объемный элемент и способ изготовления из него сотовых структур обладает всеми недостатками, перечисленными для второго аналога.
Известен объемный элемент в виде плиты с отверстиями треугольной формы и всеми гранями ячеек одинаковой толщины однослойной структуры, выбранный в качестве четвертого аналога. Сотовая структура выполняется из одного материала и имеет одинаковую треугольную форму ячеек по всей площади сотового блока. Грани ячеек образуют три семейства параллельных пересекающихся плоскостей, проходящих через всю сотовую структуру. Такая конструкция объемного элемента изготавливается либо вырубкой треугольных пустот в листовом материале, либо литем в форму, в которой расположены треугольные выступы. Известный объемный элемент и способ изготовления из него сотовых структур обладают всеми недостатками, перечисленными для первого аналога за исключением треугольных ячеек в пункте а.
Известна конструкция сотовой структуры с ячейками шестигранной и треугольной форм, которые образуют повторяющийся узор из шестиугольников, вокруг каждого из которых расположено шесть равносторонних треугольников. Объемный элемент изготавливается из листа одного материала путем его деформирования или литья в форму. Недостатки известного объемного элемента и способа изготовления из него сотовой структуры повторяет по сути дела недостатки четвертого аналога.
Известны объемные элементы и способы изготовления из них сотовых структур, выбранные в качестве прототипа. Объемные элементы выполнены трехгранными и изготовлены в двух вариантах в виде профиля, а также в виде образного профиля. Трехгранник в виде корытного профиля выполнен в виде трех модификаций. Первая соответствует углу раствора бортовых граней по отношению к дну элемента в диапазоне 180-90о. Из этих элементов изготавливают сотовые структуры с шестигранными ячейками. Вторая модификация соответствует углу раствора бортовых граней по отношению к дну элемента равному 90о. Из таких объемных ряд элементов выполняют сотовые структуры с прямоугольными ячейками, ряды которых смещены друг относительно друга на половину шага ячеек. Третья модификация соответствует углу раствора бортовых граней по отношению к дну элемента в диапазоне 64-62о. Из этих объемных элементов изготавливают сотовые структуры с треугольными ячейками. Все упомянутые объемные элементы имеют одинаковую величину бортовых граней и одинаковый угол наклона бортовых граней к дну трехгранного объемного элемента.
Общий способ изготовления сотовых структур согласно изобретению заключается в сборке объемных элементов друг с другом путем вдвигания одного внутрь другого на расстояние от основания элемента в 10.16 раз больше его толщины, а дренажные отверстия выполняют на одинаковых частях элемента. Эти же объемные элементы позволяют изготавливать сотовые структуры с шестигранными и треугольными, а также прямоугольными и треугольными ячейками в одном сотовом блоке.
Недостатки известного объемного элемента и способа изготовления из него сотовых структур заключаются в следующем.
Известный объемный элемент и способ изготовленения из него сотовой структуры не могут обеспечить изготовление сотовых блоков с ячейками следующих форм: с четырехугольными ячейками в виде прямоугольника, грани которых образуют непрерывные взаимно перпендикулярные плоскости, проходящие через весь сотовый блок, с четырехугольными ячейками в форме параллеллограмма или трапеций, с ячейками пятиугольных форм, с ячейками в виде двояковогнутых шестиугольников, с ячейками четырехугольной формы и размещенными вокруг них ячейками восьмиугольной формы, с комбинацией треугольных, четырехугольных, пятиугольных и шестиугольных ячеек в одном сотовом блоке.
Известный объемный элемент и способ изготовления из него сотовых структур не могут обеспечить изготовление сотовых блоков в виде круга или его части.
Известный объемный элемент и способ изготовления из него сотовых структур не могут обеспечить изготовление сотовых блоков в виде комбинации прямоугольных и круговых в плане конфигураций сотовых блоков.
Известный объемный элемент и способ изготовления из него сотовых структур не могут обеспечить изготовление ячеек со всеми гранями двойной толщины по всему их контуру или площади. В ячейках, изготовленных из известных объемных элементов, грани, образованные соединением бортовых граней объемного элемента, имеют среднюю часть двойной толщины и часть грани, которые примыкают к основанию объемного элемента, одинарной толщины, с расположенными на них дренажными отверстиями. Однако дренажные отверстия могут быть образованы в любых гранях двойной толщины без ущерба для дальнейшей переработки или использования сотовых структур.
Известный объемный элемент и способ изготовления из него сотовых структур не могут обеспечить изготовления ячеек с гранями двойной и более толщины.
Известный объемный элемент не содержит боковых граней, расположенных по обе стороны по отношению к плоскости средней грани (основания) объемного элемента, что сужает его возможности по формообразованию ячеек.
Известный объемный элемент и способ изготовления из него сотовых структур не обеспечивают получение сотовых блоков с различными физико-механическими и/или теплофизическими характеристиками в различных направлениях по площади сотового блока.
Известный объемный элемент и способ изготовления из него сотовых структур не обеспечивают получения сотовых блоков одинарной и/или двойной кривизны.
В объемном элементе ширина полок Z-образного профиля вдвое меньше высоты стенки. В сотовой структуре смежные объемные элементы расположены так, что образуют взаимно перпендикулярные ряды квадратных ячеек с гранями одинаковой толщины, состоящими из двух соединенных друг с другом полок или двух стенок элементов. Изготовление сотовой структуры осуществляется в следующем порядке: из листа материала формуют элементы в виде Z-образного профиля, полки элементов соединяют друг с другом в ленту, имеющую профиль чередующихся прямоугольных выступов и впадин, из лент собирают сотовую структуру, вкладывая выступы одной ленты во впадины другой на половину высоты выступов и скрепляют ленты в местах соприкосновения в неразъемную структуру. Возможно изготовление сотовых блоков одинарной или двойной кривизны.
Недостатки известного объемного элемента и способа изготовления из него сотовых структур заключаются в следующем.
Известный объемный элемент и способ изготовления из него сотовых структур не могут обеспечить изготовление сотовых блоков с ячейками следующих форм: треугольными, четырехугольными, за исключением квадратных, пятиугольными, шестиугольными, восьмиугольными, а также с их комбинациями в одном сотовом блоке.
Известный объемный элемент и способ изготовления из него сотовых структур не могут обеспечить изготовление сотовых блоков в виде круга или его части.
Известный объемный элемент и способ изготовления из него сотовых структур не могут обеспечить изготовление сотовых блоков в виде комбинации прямоугольных и круговых в плане конфигураций сотовых блоков.
Известный объемный элемент не содержит боковых граней, расположенных по одну сторону по отношению к плоскости средней грани (основания) объемного элемента, что сужает его возможности по формообразованию ячеек.
Известный объемный элемент и способ изготовления из него сотовых структур не обеспечивают получения сотовых блоков с различными физико-механическими и/или теплофизическими характеристиками в различных направлениях по площади сотового блока.
Сущность изобретений.
Цели изобретения:
изготовление сотовых структур с ячейками в форме от треугольника до восьмиугольника включительно, за исключением семиугольника и их комбинаций в одном сотовом блоке, получение ячеек со всеми гранями двойной толщины, а также с гранями двойной и более толщины;
изготовление сотовых структур с различными физико-механическими и/или теплофизическими характеристиками в различных направлениях по площади сотовой структуры, получение сотовых структур в форме прямоугольных блоков, блоков в форме круга или его части, а также комбинацией их форм, получение сотовых блоков одинарной и двойной кривизны;
создание сотовых структур с максимальными механическими характеристиками;
изготовление сотовой структуры в виде блока, имеющего в плане форму круга или его части, с тругольными ячейками и максимальными механическими характеристиками вдоль их рядов, а также применение в ячейках до пяти различных материалов и/или получение различных суммарных толщин каждой двойной грани ячейки;
изготовление сотовой структуры в виде блока, имеющего в плане форму прямоугольника с четырехугольными ячейками в форме прямоугольника, расположенными в рядах, сдвинутых друг относительно друга на половину шага ячейки, а также применение в ячейках до восьми различных материалов и/или получения различных суммарных толщин каждой двойной грани ячейки;
изготовление сотовой структуры в виде блока, имеющего в плане форму круга или его части, с четырехугольными ячейками в форме равнобокой трапеции, грани которых образуют непрерывные радиальные плоскости и отрезки ломаных, вершины которых лежат на концентрических окружностях, а также применение в ячейках до шести различных материалов и/или получение различных суммарных толщин каждой двойной грани ячейки;
изготовление сотовой структуры в виде блока, имеющего в плане форму круга или его части, с четырехугольными ячейками в форме равнобоковой трапеции, грани которых образуют непрерывные радиальные плоскости и отрезки ломаных, вершины которых лежат на концентрических окружностях, а также применение в ячейках до шести различных материалов и/или получение различных суммарных толщин каждой двойной грани ячейки;
изготовление сотовой структуры в виде блока, имеющего в плане форму прямоугольника с четырехгранными ячейками в форме прямоугольника, грани которых располагаются во взаимно перпендикулярных плоскостях, проходящих через весь сотовый блок, а также применение в ячейках до шести различных материалов и/или получение различных суммарных толщин каждой двойной грани ячейки;
изготовление сотовой структуры в виде блока прямоугольной формы в плане с четырехугольными ячейками в форме параллелограмма, а также применение в ячейках до шести различных материалов и/или получение различных суммарных толщин каждой двойной грани ячейки;
изготовление сотовой структуры в виде блока, имеющего в плане форму прямоугольника, с ячейками в виде выпуклого пятиугольника, а также применение в ячейках до восьми различных материалов и/или получение различных суммарных толщин каждой двойной грани ячейки;
изготовление сотовой структуры в виде блока, имеющего в плане форму прямоугольника, с ячейками в виде вогнутого пятигольника, а также применение в ячейках до восьми различных материалов и/или получение различных суммарных толщин каждой грани ячейки;
получение сотовой структуры в виде блока, имеющего в плане форму круга или его части, с ячейками в форме выпуклого шестиугольника, которые расположены в концентрических окружных рядах, сдвинутых друг относительно друга на половину шага ячеек, а также применение в ячейках до восьми различных материалов и/или получение различных суммарных толщин каждой двойной грани ячейки;
получение сотовой структуры в виде блока, имеющего в плане форму круга или его части, с ячейками в форме двояковогнутого шестиугольника, которые расположены в концентрических круговых рядах, сдвинутых друг относительно друга на половину шага ячеек, а также применение в ячейках до восьми различных материалов и/или получение различных суммарных толщин каждой двойной грани ячейки;
получение сотовой структуры в виде блока прямоугольной формы в плане с восьмиугольными ячейками, образованными двумя прямоугольниками, открытыми с одной стороны, у которых часть граней имеет одинарную толщину, а также применение в ячейке до восьми различных материалов и/или получение суммарных различных суммарных толщин каждой из двойных граней ячейки;
получение сотовой структуры в виде блока прямоугольной формы в плане с восьмиугольными ячейками, образованными двумя равнобокими трапециями, открытыми со стороны большего основания, у которых часть граней имеет одинарную толщину, а также применение в ячейке до восьми различных материалов и/или получение различных суммарных толщин двойных граней ячейки;
получение сотовой структуры в плане виде блока прямоугольной формы в плане с четырехугольными ячейками и расположенными вокруг них восьмиугольными ячейками, а также применение в ячейках до восьми различных материалов и/или получение различных суммарных толщин двойных граней ячеек;
получение сотовой структуры с комбинацией прямоугольных ячеек с треугольными и шестиугольными;
получение сотовой структуры с одинаковыми, но увеличенными механическими характеристиками в плоскости боковых граней трехгранного объемного элемента и максимальными механическими характеристиками вдоль рядов ячеек;
изготовление сотовой структуры в виде блока, имеющего в плане форму прямоугольника;
получение сотовой структуры с квадратными ячейками;
изготовление сотовой структуры в виде блока, имеющего в плане форму прямоугольника с четырехугольными ячейками в форме прямоугольника, грани которых располагаются во взаимно перпендикулярных плоскостях, проходящих через весь сотовый блок;
изготовление сотового блока в виде конуcа или его чаcти;
получение cотового блока в виде оболочки двойной кривизны, например, параболической;
изготовление сотового блока с квадратными ячейками;
изготовление сотового блока цилиндрической формы с максимальными механическими характеристиками вдоль образующей цилиндра;
изготовление сотового блока цилиндрической формы с максимальными механическими характеристиками в окружном направлении;
-изготовление сотового блока с ромбическими ячейками;
получение сотовой структуры в виде блока, имеющего в плане форму прямоугольника, с ячейками в форме выпуклого шестиугольника, расположенными в рядах, сдвинутых друг относительно друга на полвину шага ячеек;
получение сотовой структуры в виде блока, имеющего в плане форму прямоугольника, с ячейками в форме двояковогнутого шестиугольника, расположенными в врядах, сдвинутых друг относительно друга на половину шага ячеек;
получение трапециедальных или прямоугольных ячеек, у которых две грани имеют двойную толщину, а две другие грани имеют более чем двойную толщину;
получение сотовой структуры с квадратными ячейками;
упрощение технологии изготовления сотового блока.
Поставленные цели достигаются тем, что объемный элемент в виде многогранника образующего часть ячейки сотовой структуры, согласно изобретению, выполнен трехгранным с двумя параллельными ребрами, перпендикулярными плоскости, в которой расположены торцы граней, образующие трехгранный контур объемного элемента, при этом две боковые грани могут быть расположены как по одну сторону по отношению к средней грани, образуя профиль в виде желоба, так и по обе стороны, образуя контур в виде Z-образного профиля. В способе изготовления сотовых структур, который заключается в формовании многогранных объемных элементов, размещении их друг относительно друга для образования ячеек одинаковой или различных форм, соединении объемных элементов друг с другом в неразъемную структуру и пропитке ее, при необходимости, затвердевающим продуктом, необратимо фиксирующим форму и размер ячеек, из заданных материалов изготавливают трехгранные объемные элементы заданных геометрических форм и размеров, по заданному рисунку расположения объемных элементов в сотовой структуре из них образуют ряды ячеек, полуячеек или открытых ячеек, в которых размещают однотипные или разнотипные объемные элементы. Смежные объемные элементы соединяют друг с другом по всей плоскости соприкосновения боковых граней и по всей или части плоскости соприкосновения средней грани непосредственно или через плоскую прокладку, проходящую через весь сотовый блок, дренажные отверстия. При необходимости пробивают в гранях двойной толщины вдоль их средней геометрической оси, а грани объемных элементов, которые соединяют друг с другом непосредственно, располагают либо с условием строгого совпадения их по всему периметру, либо с поворотом друг относительно на заданный угол, в последнем случае ширина грани определяется из соотношения
0 < a ≅  где а ширина грани ячейки сотовой структуры;
где а ширина грани ячейки сотовой структуры;
σк допускаемая толщина слоя адгезива (клея или припоя) для соединения сотового блока с обшивками;
R радиус кривизны сотового блока в месте расположения грани ячейки сотовой структуры.
Поставленные цели достигаются также еще и тем, что ячейки выполняют в форме правильного многоугольника одинакового размера, а объемные элементы и плоские прокладки изготавливают из одного материала одинаковой толщины.
Трехгранный объемный элемент изготавливают с шириной боковых граней пропорциональной их расстоянию до центра круга и углу между двумя радиусами, ограничивающими ряд ячеек. Боковые грани в объемном элементе располагают по одну сторону от средней грани с наклоном к ней под острыми углами до соприкосновения свободных кромок. Из набора трехгранных объемных элементов образуют гофрированный лист (ленту) с треугольными гофрами переменной высоты, для чего объемные элементы соединяют друг с другом по боковым граням с условием строгого совпадения их по всему периметру. Средние грани располагают вдоль радиусов, совпадающих с наружными плоскостями рядов ячеек, гофрированный лист (ленту), образующий ряд ячеек, соединяют со смежными гофрированными листами (лентами) по средним граням объемных элементов так, что вершины треугольных ячеек одного ряда располагают посредине граней ячеек смежных рядов, и так наращивают ряды ячеек до образования сотового блока необходимого размера.
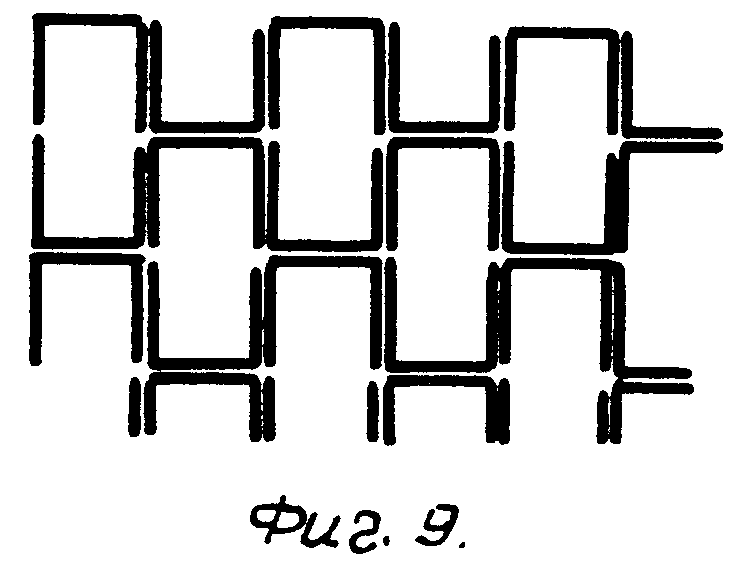
Трехгранный объемный элемент изготавливают в виде швеллера с одинаковыми по размерам боковыми гранями, из набора трехгранных объемных элементов образуют гофрированный лист (ленту) с прямоугольными гофрами. Для этого объемные элементы соединяют друг с другом по боковым граням с условием строгого совпадения их по всему периметру, гофрированный лист (ленту), образующий ряд полуячеек, соединяют со смежными гофрированными листами (лентами) по их выступам, которыми являются средние грани трехгранных объемных элементов, до образования сотового блока необходимого размера.
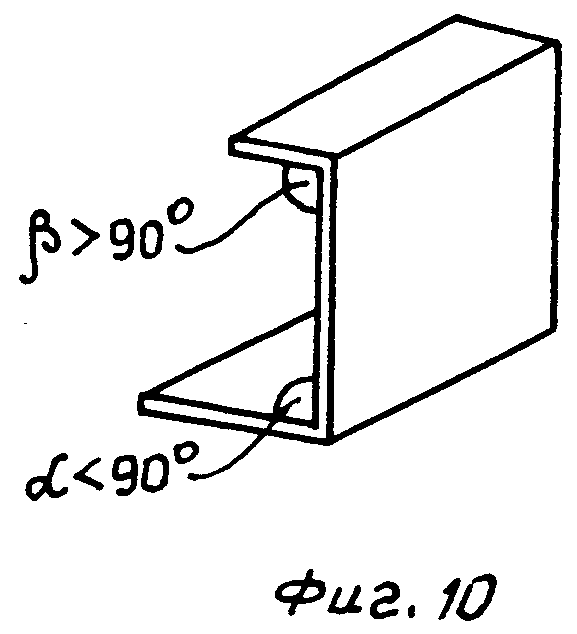
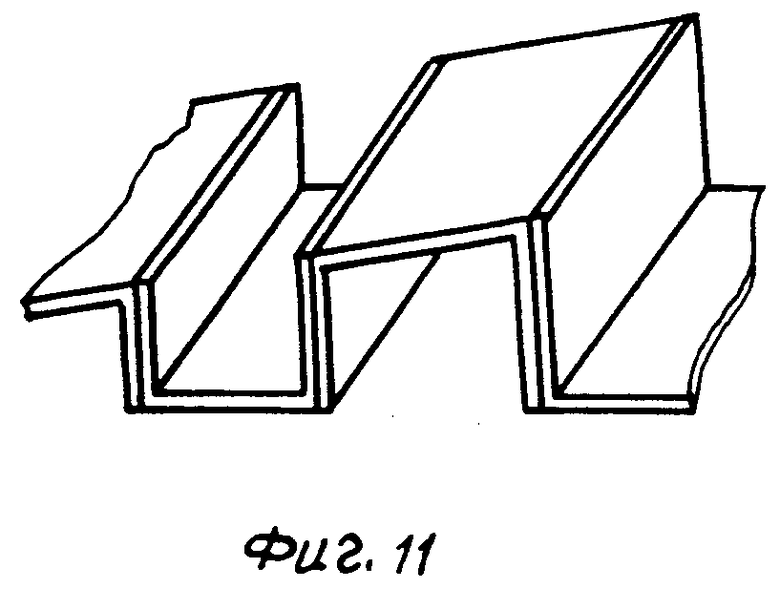
Трехгранный объемный элемент изготавливают с шириной боковых граней, пропорциональной их расстоянию от центра круга и углу между двумя радиусами, ограничивающими ряд ячеек. Боковые грани в объемном элементе располагают по одну сторону от средней грани с наклоном к ней боковой грани меньшей ширины под тупым углом, а боковой грани большей ширины под острым углом. Из набора трехгранных объемных элементов образуют гофрированный лист (ленту) с гофрами переменной высоты в виде трапеций. Для этого объемные элементы соединяют друг с другом по боковым граням с условием строгого совпадения их по всему периметру, а средние грани располагают вдоль радиусов, совпадающих с наружными плоскостями рядов ячеек, гофрированный лист (ленту). Образующий ряд открытых ячеек соединяют со смежными гофрированными листами (лентами) через плоские прокладки так, что средние грани объемных элементов одного ряда открытых ячеек располагают между средними гранями объемных элементов смежных рядов открытых ячеек, и так наращивают ряды ячеек до образования сотового блока необходимых размеров.
Трехгранный объемный элемент изготавливают с шириной боковых граней пропорциональной их расстоянию от центра круга и углу между двумя радиусами, ограничивающими ряд ячеек, боковые грани в объемном элементе располагают по обе стороны от средней грани с наклоном к ней боковой грани меньшей ширины под тупым углом, а боковой грани большей ширины под острым углом, набор соответствующих по размерам трехгранных объемных элементов соединяют последовательно внахлест друг с другом по средней грани с шириной нахлеста равной половине ее ширины и тем самым образуют лист (ленту) с выступающими с его обеих сторон боковыми гранями объемных элементов, который представляет собой два ряда открытых ячеек, по выступающим боковым граням полученные листы (ленты) соединяют друг с другом до образования сотового блока заданных размеров.
Трехгранный объемный элемент изготавливают с одинаковой шириной боковых граней, расположенных по обе стороны средней грани и образующих с последней прямой угол. Набор объемных элементов соединяют последовательно друг с другом внахлест по средней грани с шириной нахлести равной половине ее ширины и тем самым образуют лист (ленту) с выступающими с его обеих сторон боковыми гранями объемных элементов, который представляет собой два ряда открытых ячеек. По выступающим боковым граням полученные листы (ленты) соединяют друг с другом до образования сотового блока заданных размеров.
Трехгранный объемный элемент изготавливают с одинаковой шириной параллельных между собой боковых граней, расположенных по одну сторону от средней грани с заданным к ней наклоном. Набор объемных элементов соединяют друг с другом по боковым граням с условием строгого совпадения их по всему периметру в гофрированный лист (ленту), который образует ряд открытых ячеек. Гофрированные листы (ленты) соединяют со смежными гофрированными листами (лентами) через плоские прокладки так, что средние грани объемных элементов одного ряда открытых ячеек располагают между средними гранями объемных элементов смежных рядов открытых ячеек, и так наращивают ряды ячеек до образования сотового блока необходимых размеров.
Трехгранный объемный элемент выполняют в виде желоба с одной наклонной наружу боковой гранью, а другая грань составляет со средней гранью прямой угол. Объемный элемент образует профиль прямоугольной трапеции с открытым большим основанием, набор объемных элементов соединяют последовательно друг с другом по соответствующим боковым граням с условием строго совпадения их по всему периметру и образуют гофрированный лист (ленту) с полуячейками сотовой структуры, гофрированные листы (ленты) соединяют между собой по средним граням объемных элементов с условием строго совпадения последних по всему периметру, и так наращивают ряды ячеек до образования сотового блока заданных размеров.
Трехгранный объемный элемент выполняют в виде желоба с одной наклонной внутрь боковой гранью, а другая грань составляет со средней гранью прямой угол. Элемент образует профиль прямоугольной трапеции с открытым малым основанием. Набор объемных элементов соединяют последовательно друг с другом по соответствующим боковым граням с условием строгого совпадения их по всему периметру и образуют гофрированный лист (ленту) с полуячейками сотовой структуры. Гофрированные листы (ленты) соединяют между собой по средним граням объемных элементов с условием строгого совпадения последних по всему их периметру, и так наращивают ряды ячеек до образования сотового блока заданных размеров.
Трехгранный объемный элемент изготавливают с шириной боковых граней пропорциональной их расстоянию от центра круга, углу между двумя радиусами, ограничивающими ряд полуячеек, и углу наклона их к средней грани. Боковые грани в объемном элементе располагают по одну сторону от средней грани с наклоном к ней под тупыми углами. Набор соответствующих по размерам объемных трехгранных элементов соединяют последовательно друг с другом по боковым граням с условием строгого их совпадения по всему периметру и образуют тем самым гофрированный лист (ленту) с гофрами типа трапецией с открытым большим основанием переменной величины. По средним граням объемных элементов гофрированные листы (ленты) соединяют друг с другом с условием строгого совпадения средних граней по всему периметру, и так наращивают ряды ячеек до образования сотового блока заданных размеров.
Трехгранный объемный элемент изготавливают с шириной боковых граней пропорциональной их расстоянияю от центра круга, углу между двумя радиусами, ограничивающими ряд полуячеек, и углу наклона их к средней грани. Боковые грани в объемном элементе располагают по одну сторону от средней грани с наклоном к ней под острыми углами. Набор соответствующих по размерам трехгранных объемных элементов соединяют последовательно друг с другом по боковым граням с условием их совпадения по всему периметру и образуют тем самым гофрированный лист (ленту) с гофрами типа трапеций с открытым меньшим основанием переменной величины. По средним граням объемных элементов гофрированные листы (ленты) соединяют друг с другом с условием строгого совпадения средних граней по всему периметру, и так наращивают ряды ячеек до образования сотового блока заданных размеров.
Трехгранный объемный элемент выполняют в виде швеллера с одинаковой шириной боковых граней, набор соответствующих трехгранных объемных элементов соединяют последовательно друг с другом по боковым граням с условием строгого их совпадения по всему периметру и образуют тем самым гофрированный лист (ленту) с прямоугольными гофрами, по части поверхности средних граней объемных элементов гофрированные листы (ленты) соединяют друг с другом и так наращивают ряды ячеек до образования сотового блока заданных размеров.
Трехгранный объемный элемент выполняют в виде желоба с одинаковой шириной боковых граней, образующих со средней гранью одинаковый тупой угол. Набор соответствующих трехгранных объемных элементов соединяют последовательно друг с другом по боковым граням с условием строгого их совпадения по всему периметру и образуют тем самым гофрированный лист (ленту) с трапециедальными гофрами. По части поверхности средних граней объемных элементов гофрированные листы (ленты) соединяют друг с другом и так наращивают ряды ячеек до образования сотового блока заданных размеров.
Трехгранный объемный элемент выполняют в виде желоба с одинаковой шириной боковых граней, образующих со средней гранью одинаковый тупой угол. Набор соответствующих объемных элементов соединяют друг с другом по соответствующим граням средние со средними, боковые с боковыми с условием строгого совпадения их по всему периметру, и так образуют сотовый блок заданных размеров.
Объемные элементы для образования треугольных и шестиугольных ячеек соединяют с объемными элементами для образования прямоугольных ячеек с помощью промежуточных объемных элементов, образующих сотовую структуру с пятиугольными ячейками.
Гофрированный лист (ленту), образующий ряд ячеек, соединяют со смежными гофрированными листами (лентами) через плоские прокладки так, что вершины треугольных ячеек одного ряда располагают напротив вершин ячеек смежных рядов.
Трехгранный объемный элемент изготавливают с боковыми гранями одинаковых размеров, наклоненных к средней грани под одинаковым острым углом. Из трехгранных объемных элементов образуют гофрированный лист (ленту) с треугольными гофрами одинаковой высоты.
Боковые грани трехгранного объемного элемента выполняют вдвое меньшей ширины, чем средняя грань.
Трехгранные объемные элементы изготавливают с боковыми гранями одинаковых размеров, образующих со средней гранью прямой угол, а гофрированный лист (ленту) выполняют с прямоугольными гофрами одинаковых размеров.
Трехгранные объемные элементы изготавливают из лент материала, ширина которых равна толщине сотового блока. Соединение лент с выступающими с их обеих сторон боковыми гранями объемных элементов производят с заданным углом поворота выступающих граней одной ленты относительно выступающих граней смежных лент.
Трехгранные объемные элементы изготавливают из лент материала, ширина которых равна толщине сотового блока. Последовательное соединение набора объемных элементов друг с другом с нахлестом по средним граням производят с заданным углом поворота их друг относительно друга, образуя ломаную линию, приближающуюся с заданной степенью точности к заданной параболе. В трехгранном объемном элементе среднюю грань выполняют вдвое шире боковых.
Трехгранные объемные элементы изготавливают из лент материала, ширина которых равна толщине сотового блока, а ленту с выступающими с обеих сторон боковыми гранями объемных элементов, которые представляют собой два ряда открытых ячеек, соединяют друг с другом по выступающим граням с заданным углом поворота их друг относительно друга, образуя многогранную оболочку, приближающуюся с заданной точностью к цилиндрической.
Объемные элементы соединяют последовательно друг с другом внахлест по средней грани с шириной нахлести равной половине ее ширины с заданным углом поворота их относительно друг друга и тем самым образуют ленту с выступающими с обеих ее сторон боковыми гранями объемных элементов, которая представляет собой два ряда открытых ячеек и имеет форму многогранника, приближающегося с заданной точностью к окружности или ее части.
Грани трехгранного объемного элемента выполняют одинаковой ширины.
Трехгранный объемный элемент изготавливают с одинаковой шириной боковых граней, образующих со средней гранью одинаковые тупые углы. Из последовательного соединения объемных элементов друг с другом получают гофрированный лист (ленту) с одинаковыми гофрами по его длине.
Трехгранный объемный элемент изготавливают с одинаковой шириной боковых граней, образующих со средней гранью одинаковые острые углы. Из последовательного соединения объемных элементов друг с другом получают гофрированный лист (ленту) с одинаковыми гофрами по его длине.
Трехгранный объемный элемент изготавливают с шириной средней грани кратной более чем двум ширинам граней сотовых ячеек. Набор соответствующих по размерам трехгранных объемных элементов соединяют последовательно внахлест друг с другом по средней грани с шириной нахлести, равной числу граней ячеек, умещающихся на средней грани объемного элемента, за вычетом одной и тем самым образуют лист (ленту) с выступающими с его обеих сторон боковыми гранями объемных элементов и с толщиной листа (ленты) равной сумме толщин средних граней объемных элементов, число которых равно числу граней ячеек, умещающихся на ширине средних граней объемных элементов.
Формование трехгранного объемного элемента производят одновременно с образованием гофрированного листа (ленты). Для этого плоские полосы материала шириной равной развертке объемного элемента соединяют друг с другом внахлест с шириной нахлеста равной ширине грани ячейки сотовой структуры, а затем сгибают по линиям, совпадающим с торцами соединенных друг с другом плоских полос материала, до получения гофрированного листа (ленты) с необходимым размером и формой гофров. Внешние плоскости гофров, являющиеся средними гранями трехгранных объемных элементов, располагают в одной плоскости.
Заявленный объемный элемент и способ изготовления из него сотовых структур обеспечивают достижение всех поставленных целей. Это позволяет сделать вывод, что заявляемое изобретение имеет единый изобретательский замысел.
Сравнение заявляемого изобретения с прототипом позволяет установить соответствие его критерию "новизна". При изучении других известных техничеcких решений в данной области техники признаки, отличающие заявляемое изобретение от прототипа, не были выявлены, и потому они обеспечивают заявляемым техническим решениям соответствие критерию "существенные отличия".
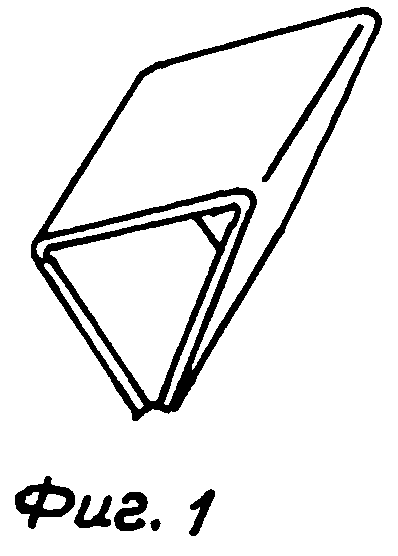
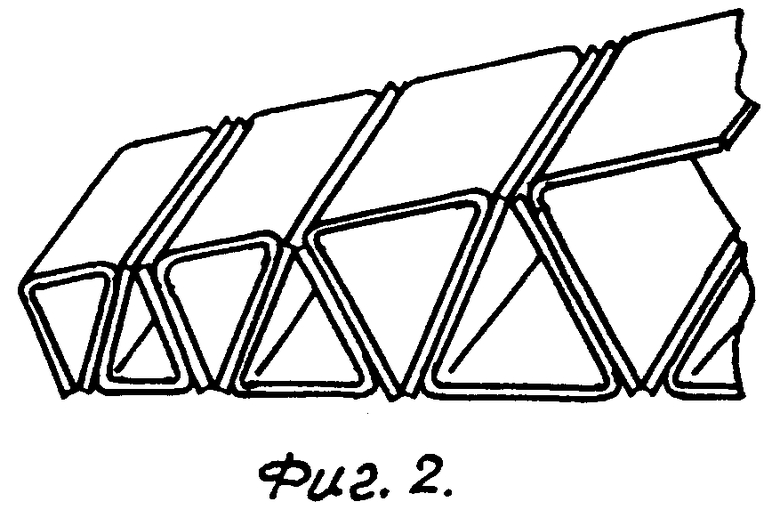
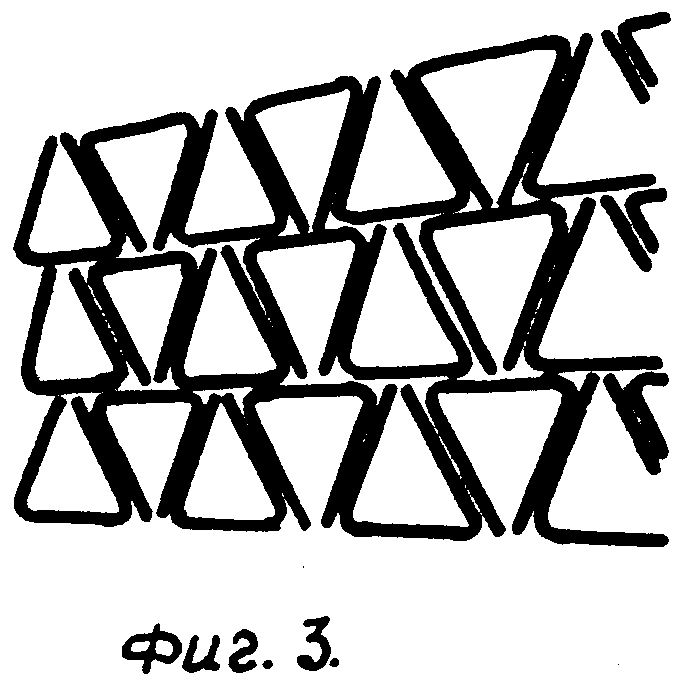
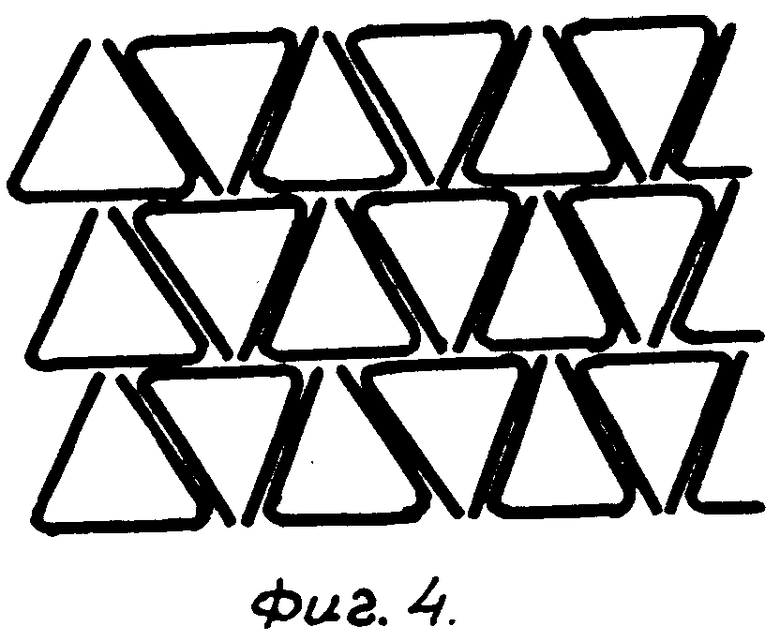
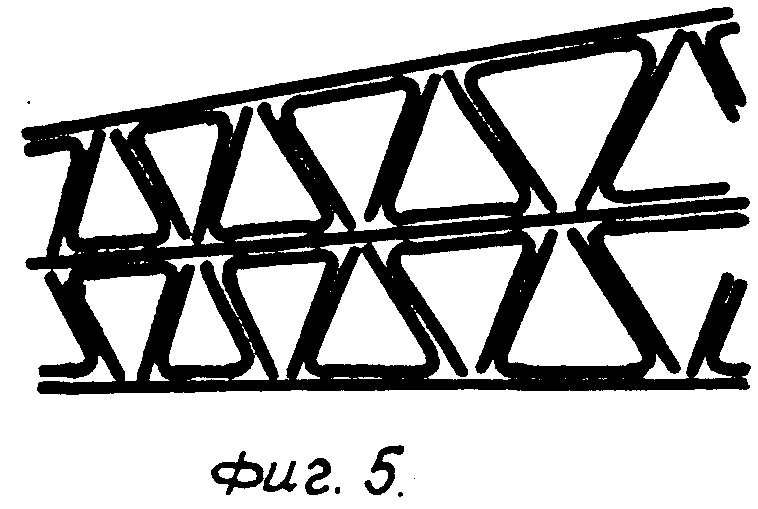
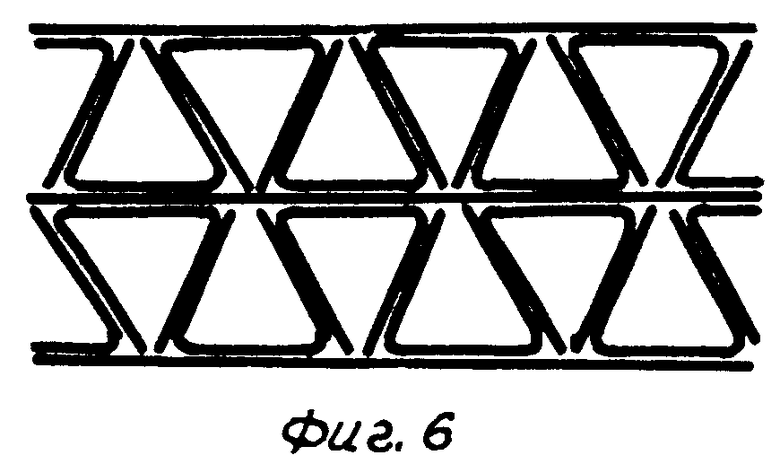
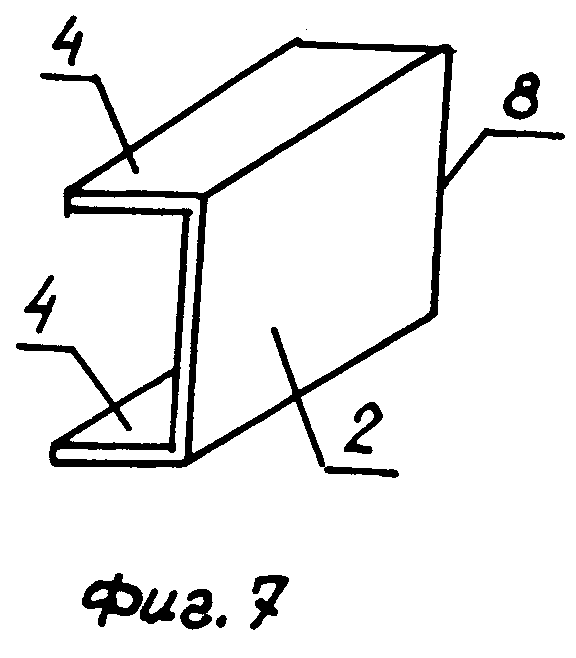
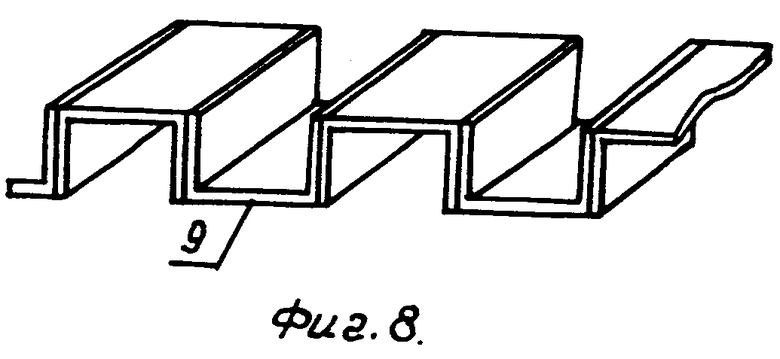
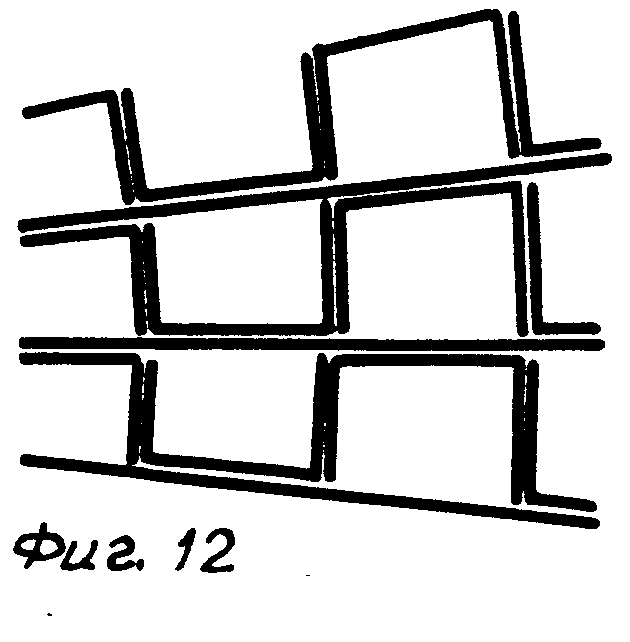
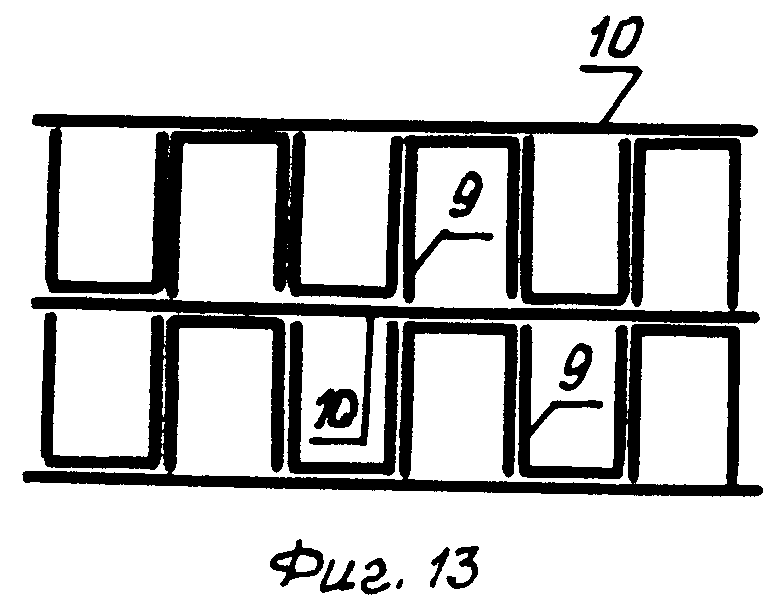
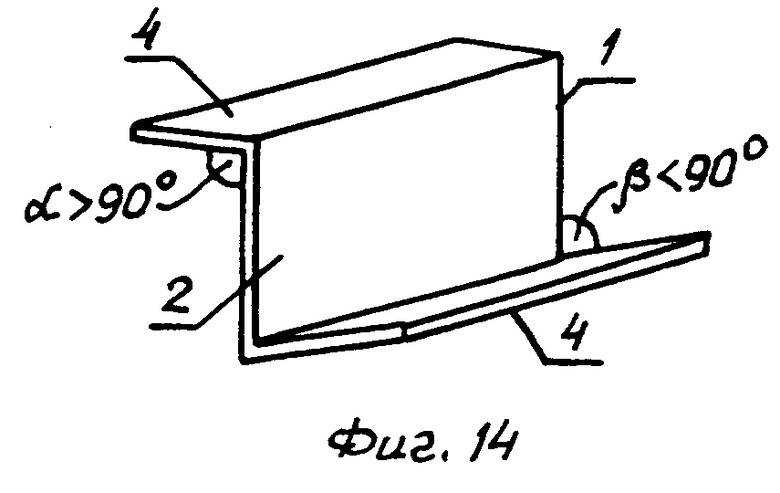
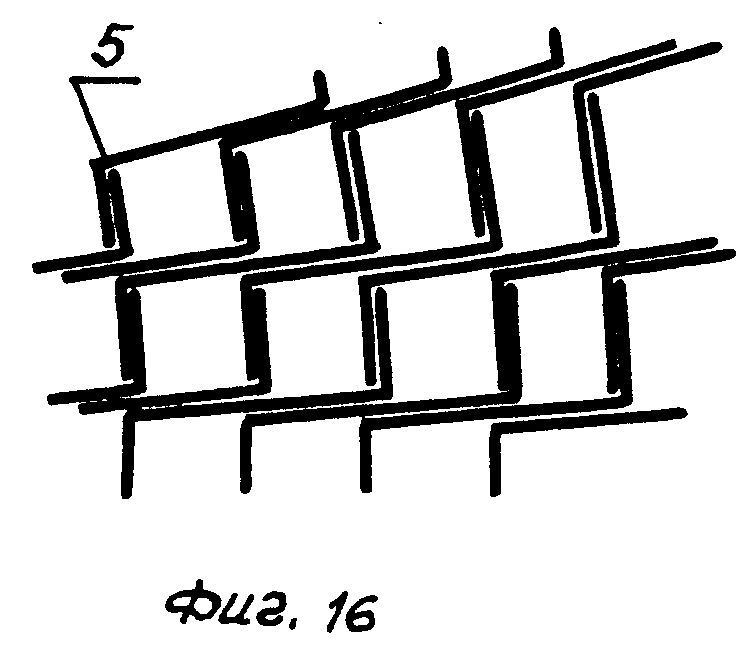
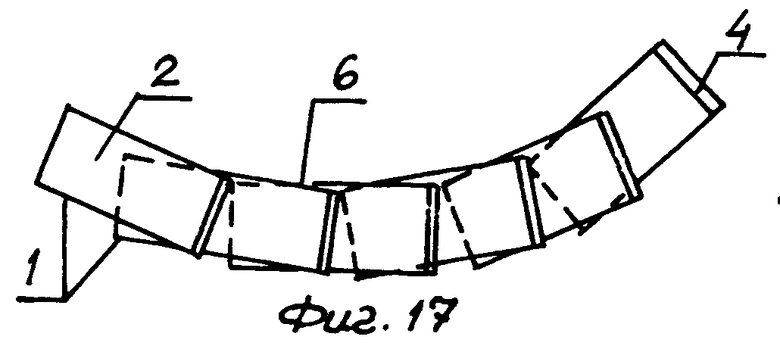
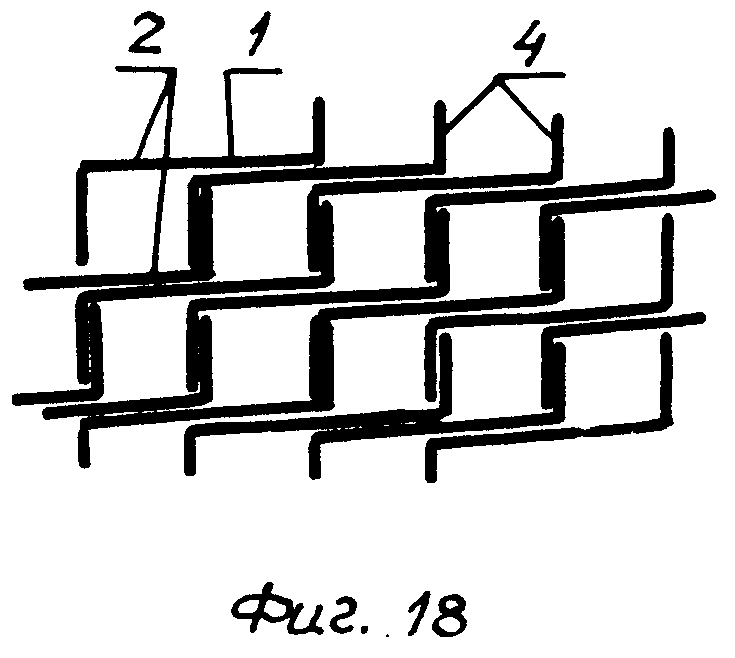
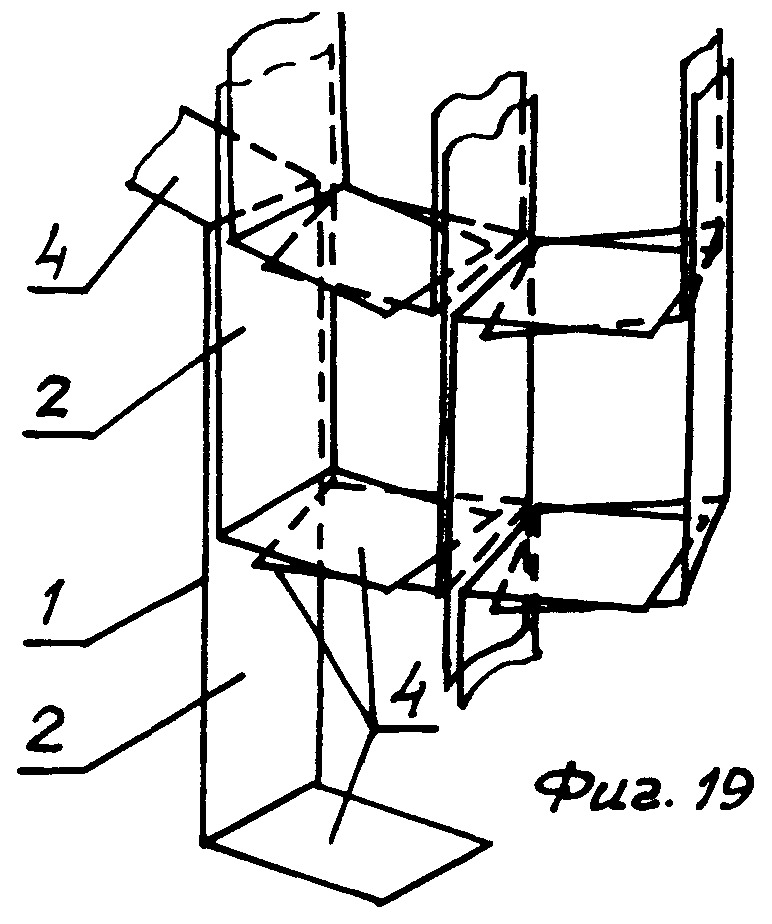
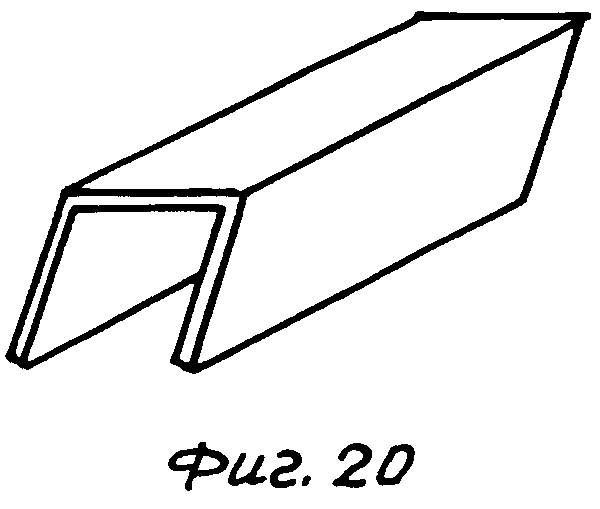
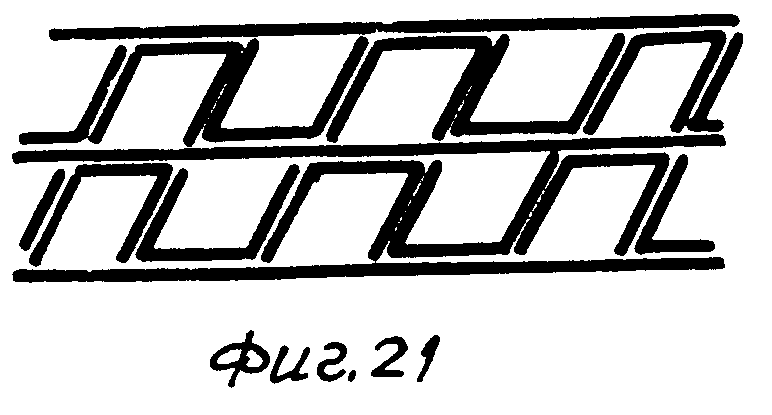
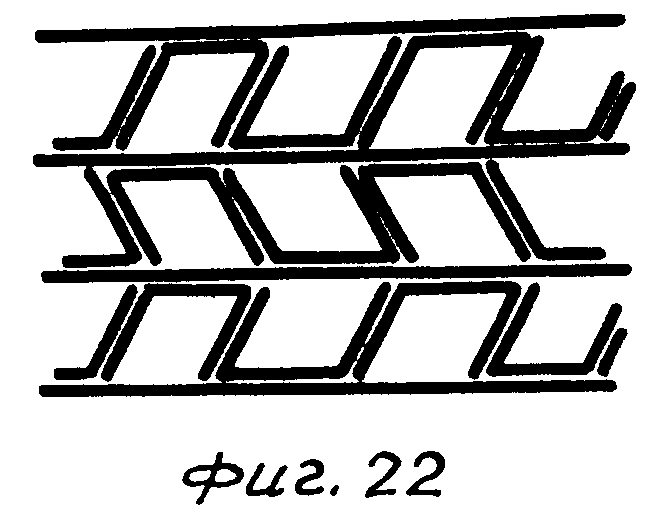
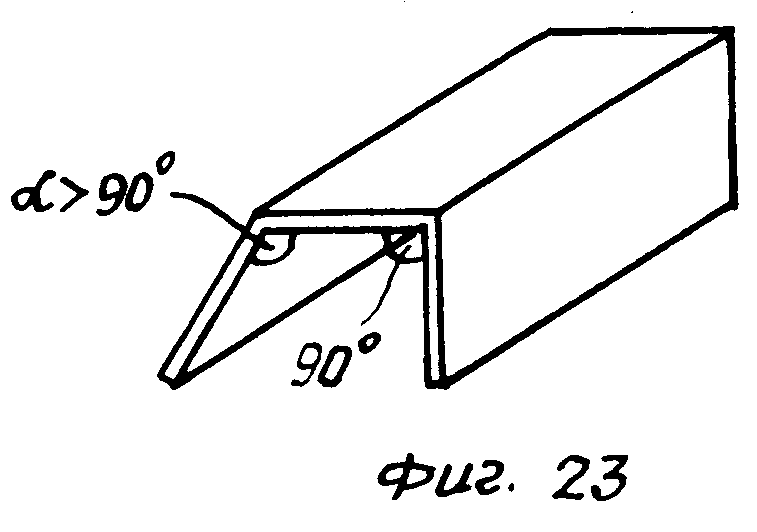
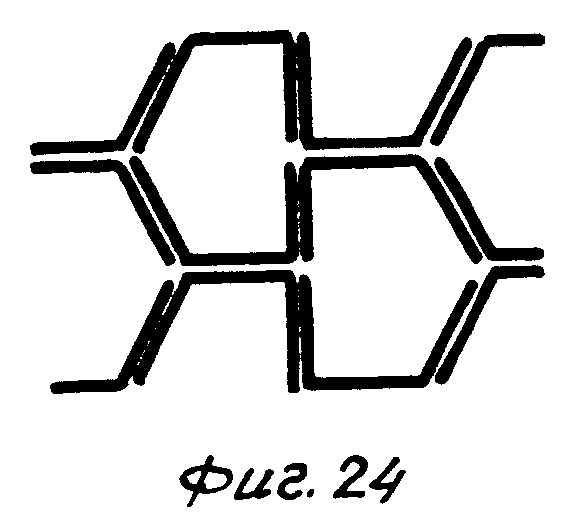
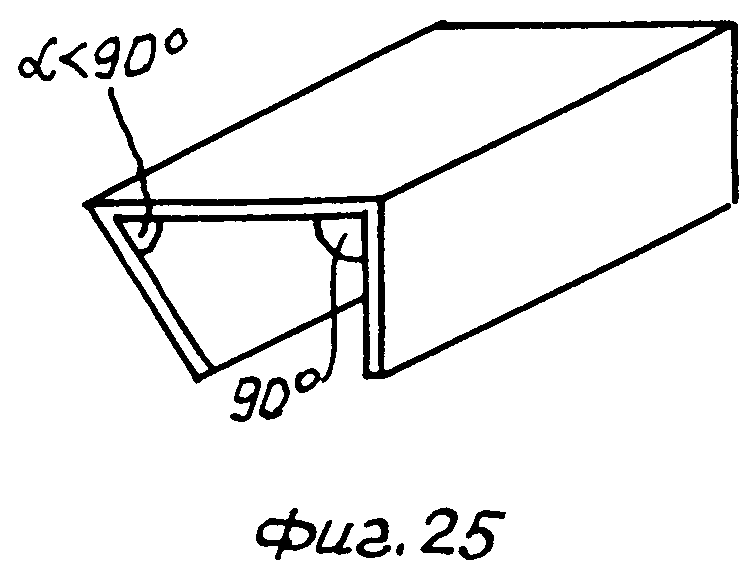
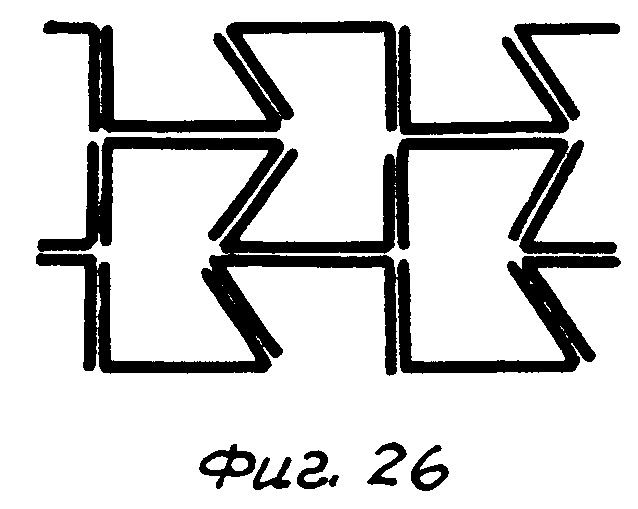
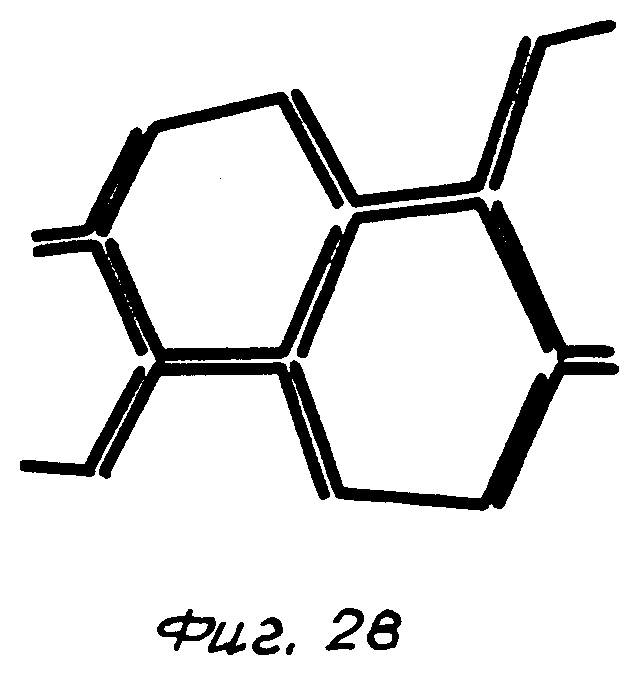
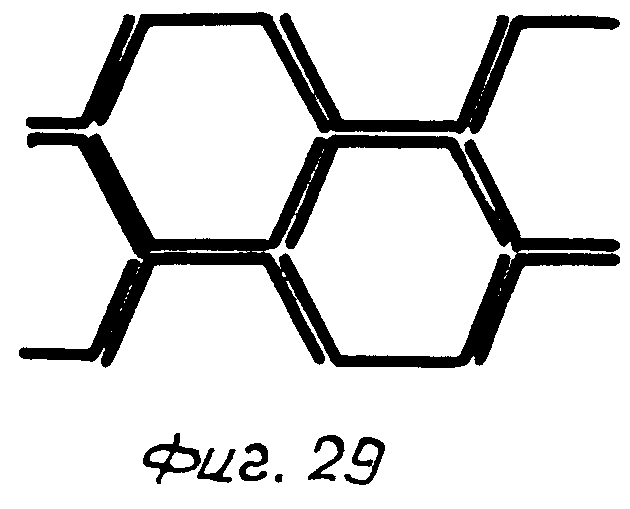
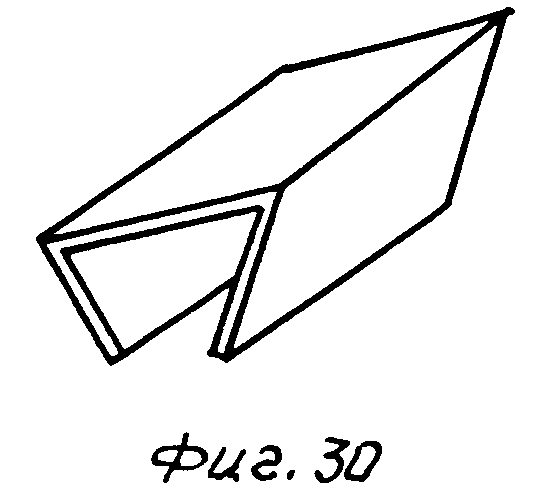
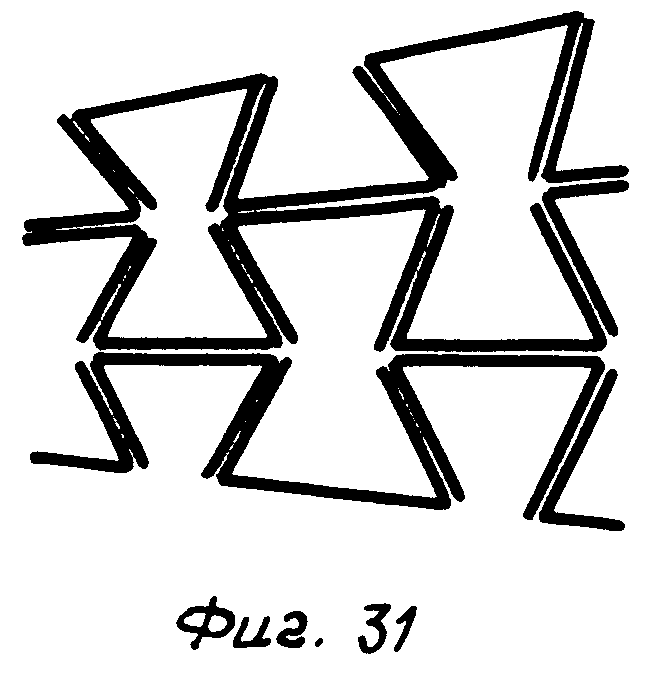
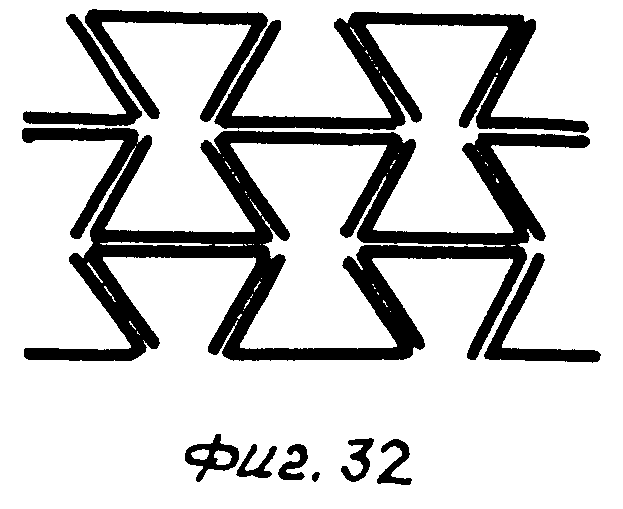
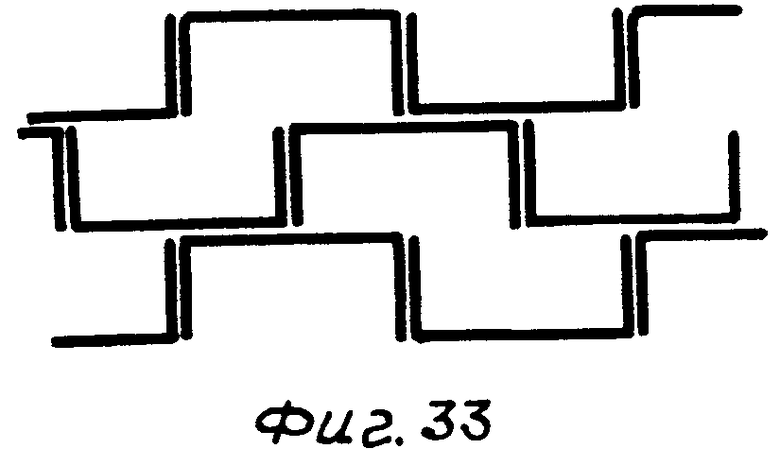
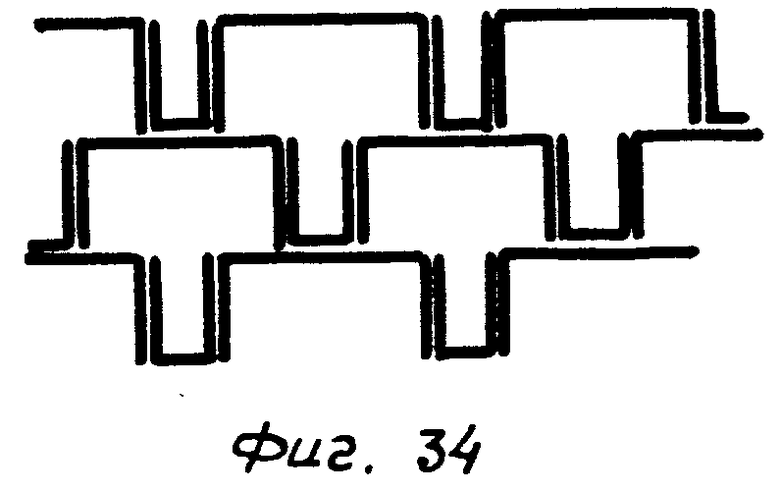
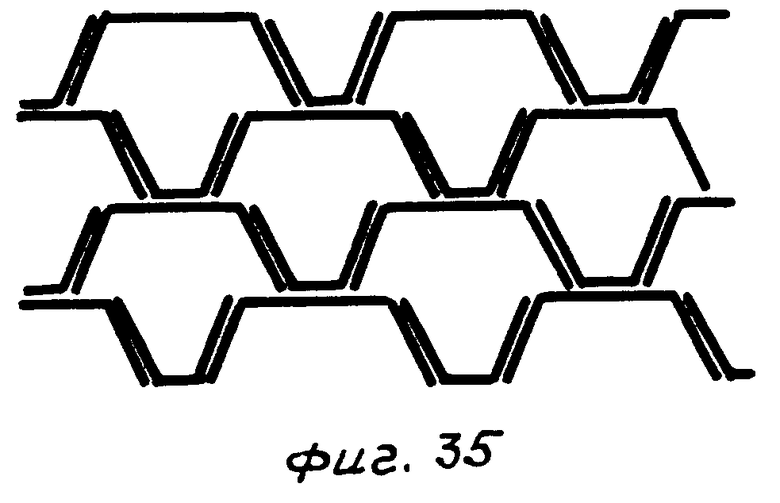
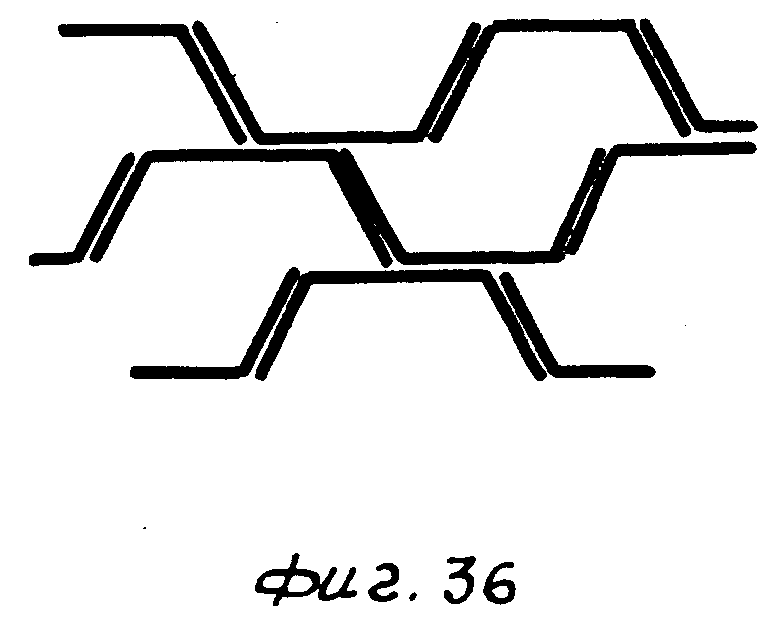
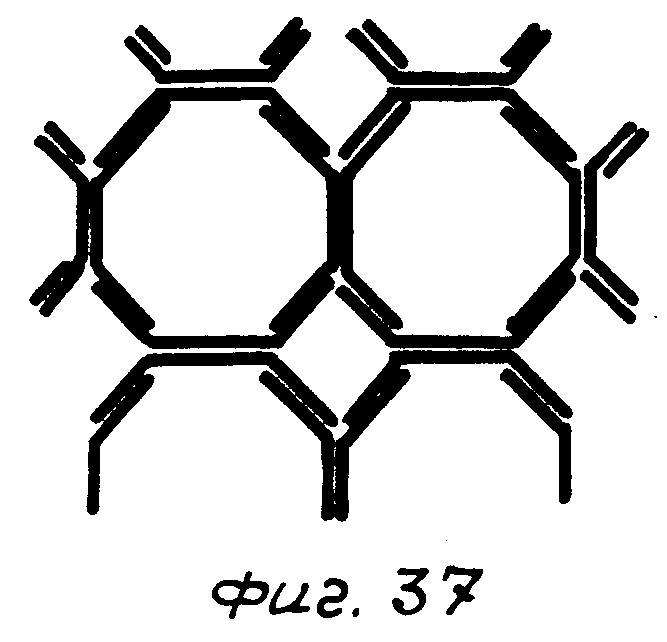
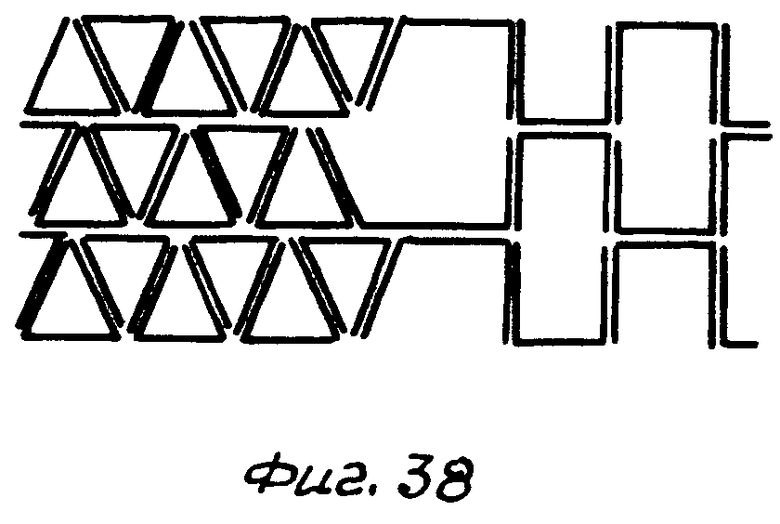
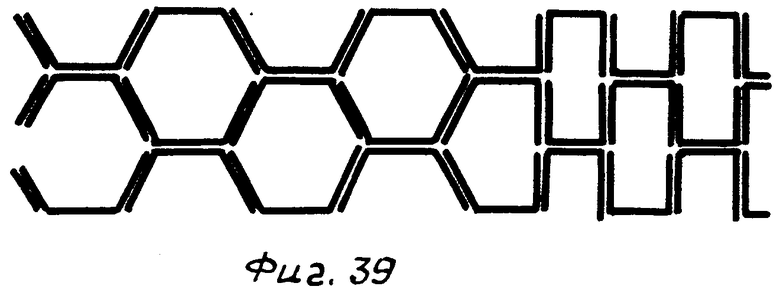
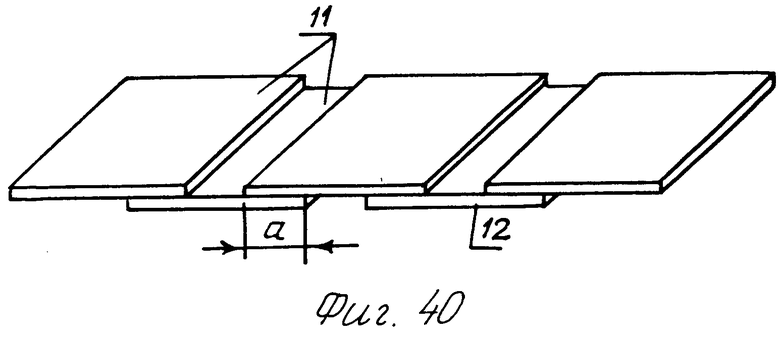
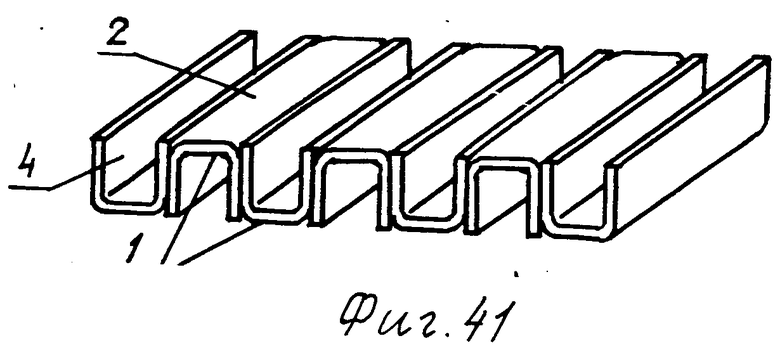
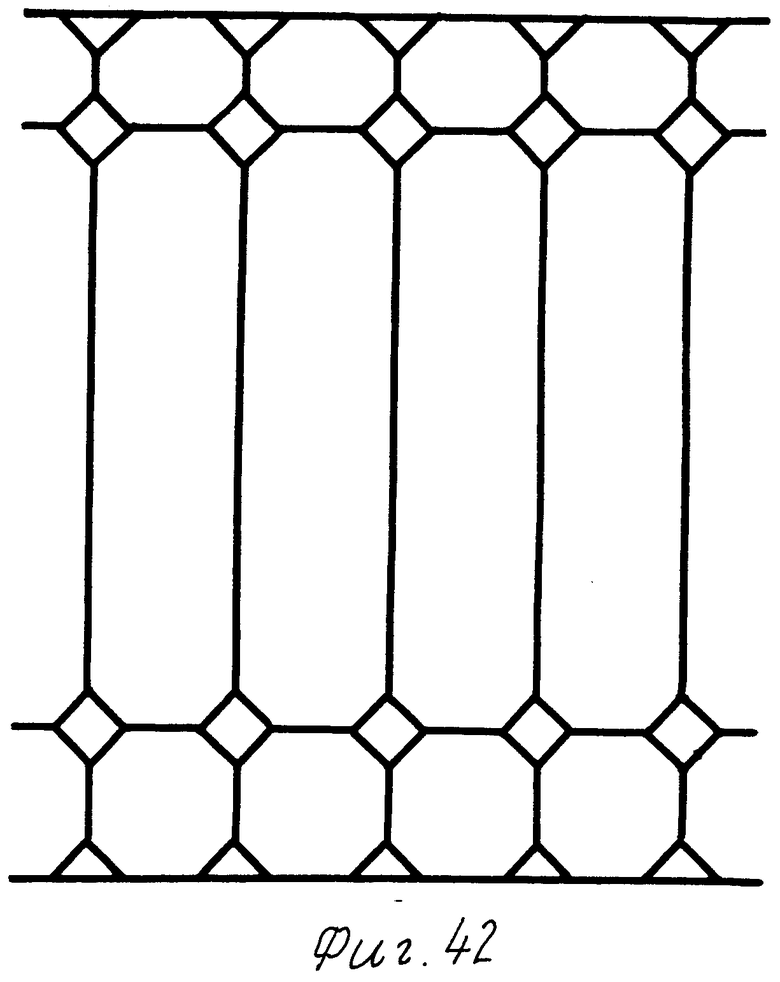
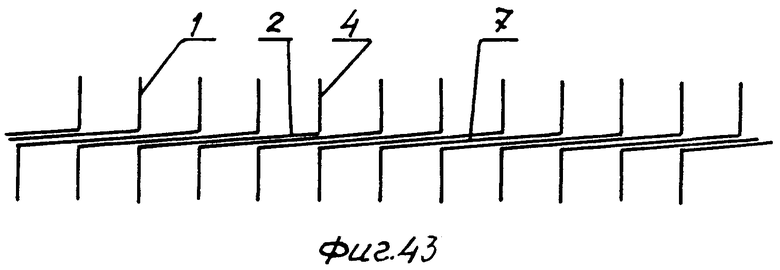
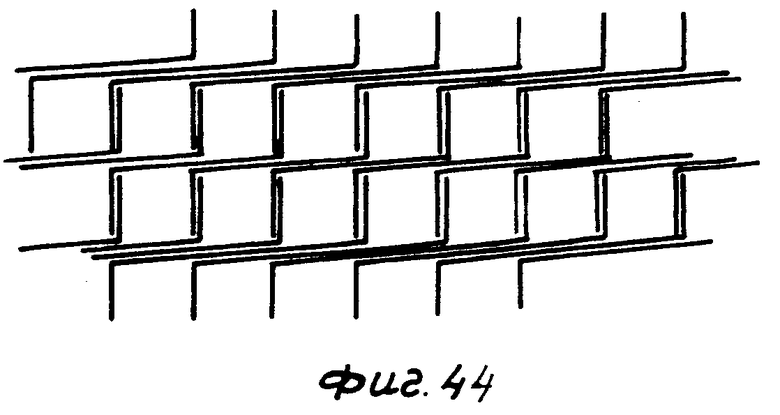
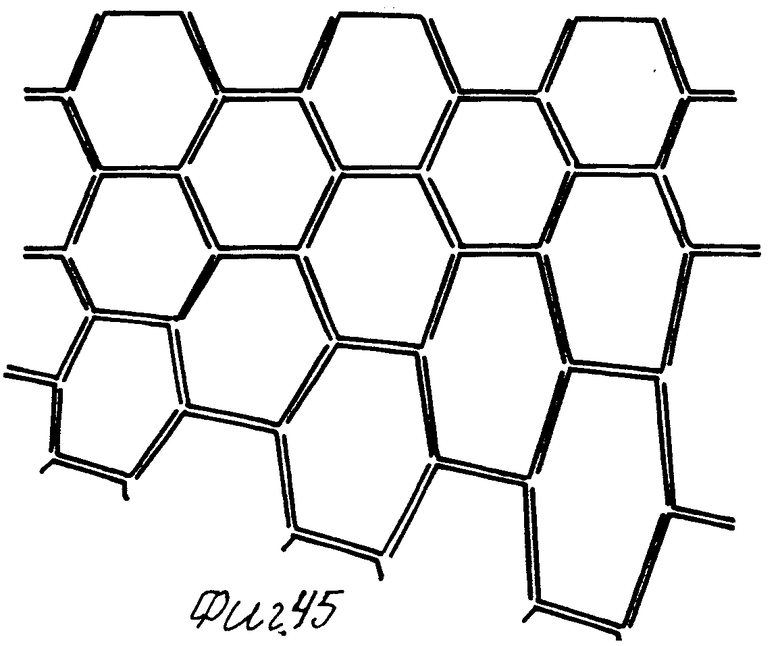
На фиг. 1 показан трехгранный объемный элемент для образования сотовых структур с треугольными ячейками; на фиг. 2 гофрированный лист (лента) с образованным рядом треугольных ячеек; на фиг. 3 фрагмент сотового блока в форме части круга с треугольными ячейками и максимальными механическими характеристиками вдоль рядов ячеек; на фиг. 4 то же, в форме прямоугольника с треугольными ячейками и максимальными механическими характеристиками вдоль рядов ячеек; на фиг. 5 то же, в форме части круга с треугольными ячейками, одинаковыми увеличенными механическими характеристиками вдоль боковых граней трехгранного объемного элемента и максимальными механическими характеристиками вдоль рядов ячеек; на фиг. 6 то же, в форме прямоугольника с треугольными ячейками, одинаковыми увеличенными механическими характеристиками вдоль боковых граней трехгранного объемного элемента и максимальными механическими характеристиками вдоль рядов ячеек; на фиг. 7 трехгранный объемный элемент для образования сотовых структур с прямоугольными ячейками; на фиг. 8 гофрированный лист (лента) с образованным рядом полуячеек сотовой структуры, образованный объемными элементами (фиг. 7); на фиг. 9 фрагмент сотового блока с прямоугольными ячейками, расположенными в рядах, сдвинутых друг относительно друга на половину шага ячеек; на фиг. 10 трехгранный объемный элемент для образования сотовых структур с ячейками в виде равнобокой трапеции; на фиг. 11 гофрированный лист (лента) с образованным рядом открытых ячеек сотовой структуры, образованный объемными элементами (фиг. 10); на фиг. 12 фрагмент сотового блока с ячейками в форме равнобоких трапеций, расположенных в радиальных и окружных рядах; на фиг. 13 фрагмент сотового блока с прямоугольными ячейками; на фиг. 14 трехгранный объемный элемент Z-образного профиля; на фиг. 15 лист (лента) с выступающими с его обеих сторон боковыми гранями объемных элементов Z-образного профиля; на фиг. 16 фрагмент сотового блока с ячейками в форме равнобокой трапеции, расположенными в радиальных и окружных рядах; на фиг. 17 лента, составленная из объемных элементов Z-образного профиля по криволинейной форме, вид сбоку; на фиг. 18- фрагмент сотового блока с ячейками прямоугольной формы; на фиг. 19 то же, одинарной кривизны с прямоугольными ячейками; на фиг. 20 трехгранный объемный элемент для образования параллелограммных ячеек; на фиг. 21 фрагмент сотового блока с параллелограммными ячейками; на фиг. 22 то же, с параллелограммными ячейками, расположенными навстречу друг другу; на фиг. 23 трехгранный объемный элемент для образования сотовых структур с ячейками в виде выпуклого пятиугольника; на фиг. 24 фрагмент сотового блока с выпуклыми пятиугольными ячейками; на фиг. 25 трехгранный объемный элемент для образования сотовых структур с вогнутыми пятиугольными ячейками; на фиг. 26 фрагмент сотового блока с вогнутыми пятиугольными ячейками; на фиг. 27 трехгранный объемный элемент для образования сотовых структур с выпуклыми шестиугольными ячейками; на фиг. 28 фрагмент сотового блока в форме круга или его части с выпуклыми шестиугольными ячейками; на фиг. 29 фрагмент сотового блока в форме прямоугольника с выпуклыми шестиугольными ячейками; на фиг. 30 трехгранный объемный элемент для образования сотовых структур с двояковогнутыми шестиугольными ячейками; на фиг. 31 фрагмент сотового блока в форме круга или его части с двояковогнутыми шестиугольными ячейками; на фиг. 32 то же, в форме прямоугольника с двояковогнутыми шестиугольными ячейками; на фиг. 33-36 то же, в форме прямоугольника с восьмиугольными ячейками; на фиг. 37 то же, в форме прямоугольника с четырехугольными ячейками и расположенными вокруг них восьмиугольными ячейками; на фиг. 38 фрагмент сотового блока с треугольными и прямоугольными ячейками; на фиг. 39 то же, с четырехугольными, пятиугольными и шестиугольными ячейками; на фиг. 40 последовательность формования объемного элемента одновременно с образованием гофрированного листа (ленты); на фиг. 40 лист (лента), образованный из склеенных внахлест полос материала; на фиг. 41 гофрированный лист (лента), образованный из объемных элементов, отформованных путем сгиба листа (ленты), показанного на фиг. 41; на фиг. 42 фрагмент ограждения (балконов, скверов и т.п.) или витража с применением сотовой структуры, составленной из трехгранных объемных элементов; на фиг. 43 лист (лента) тройной толщины, составленный из трехгарнных объемных элементов Z-образного профиля с шириной средней грани, равной трем сторонам ячеек сотовой структуры; на фиг. 44 фрагмент сотового блока в форме прямоугольника с прямоугольными ячейками, имеющими грани тройной и двойной толщины; на фиг. 45 то же, с ячейками шестигранной формы, который имеет прямоугольный и круговой участки в плане.
На чертежах обозначено: 1 трехгранный объемный элемент Z-образного профиля, 2 средняя грань объемного элемента, 3 лист (лента) с выступающими с обеих сторон боковыми гранями объемного элемента, 4 боковая грань объемного элемента, 5 сотовый блок в форме круга или его части с ячейками в форме равнобокой трапеции, 6 лента заданной кривизны с выступающими боковыми гранями, 7 лист (лента) с выступающими боковыми гранями объемных элементов, имеющий тройную толщину, 8 трехгранный объемный элемент желобообразного профиля с одинаковой шириной боковых граней, 9 гофрированный лист (лента), 10 плоская прокладка, 11 плоская лента материала, 12 ступенчатый лист.
Рассмотрим изготовление конкретной сотовой структуры, например, из объемных элементов Z-образного профиля (фиг. 14). Сотовый блок будет иметь форму круга с ячейками в виде равнобоких трапеций, расположенных в концентрических круговых и радиальных рядах. Пусть материалом этой структуры будет являться крафт бумага толщиной 0,8.0,1 мм. Сотовые структуры из бумаги широко применяются для строительства, например, панельного. Панели используются при изготовлении дверей, перегородок, стен, перекрытий и других строительных конструкций. Примеры применения сотовых структур известных типов в строительной промышленности приведены во многих литературных источниках.
Прежде всего изготавливают объемные элементы необходимых геометрических размеров. Для этого из рулона крафт-бумаги нарезают ленты, ширина которых равна развертке (периметру) объемного элемента 1 (фиг. 14). Ленту сгибают до получения Z-образного профиля заданных размеров. Если размеры ячеек сотового блока в направлении радиуса одинаковы, то в объемных элементах делают одинаковыми по ширине средние грани и различные (в зависимости от расстояния до центра сотового блока) боковые грани. Если же размеры ячеек в напавлении радиуса различны, то по заданному закону в объемных элементах делают различную ширину и средних граней. Процесс изготовления объемных элементов может быть легко автоматизирован.
Комплект Z-образных объемных элементов определенных размеров соединяют друг с другом по части средних граней и образуют лист (ленту) с выступающими с его обеих сторон боковыми гранями объемных элементов. Пусть ячейки сотовой структуры имеют все грани двойной толщины. В этом случае на половину средней грани 2 (фиг. 14) объемного элемента 1 наносят клей, например ПВА марки КСПП-11Х-412-1, и приклеивают к нему второй объемный элемент, перекрывая покрытую клеем половину средней грани первого объемного элемента половиной средней грани второго объемного элемента. Процесс соединения объемных элементов продолжают до образования листа (ленты) 3 (фиг. 15) необходимой длины из объемных элементов 1 (фиг. 15). Образовавшийся лист (лента) имеет по всей своей длине двойную толщину, которая образована средними гранями 2 объемных элементов, и с его обеих сторон выступают боковые грани 4 (фиг. 14, 15) объемных элементов. Концы всех боковых граней 4 в листе (ленте) 3 (фиг. 15) расположены в радиальных плоcкостях. Процесс образования рассмотренных листов (лент) из объемных элементов может быть легко автоматизирован.
Далее необходимо соединить друг с другом изготовленные листы (ленты) с выступающими по их обеим плоскостям боковыми гранями в сотовый блок. С этой целью боковые плоскости боковых граней 4 объемных элементов с одной стороны покрывают клеем и соединяют боковые грани одного листа (ленты) с боковыми гранями смежного листа. И так продолжают наращивать ряды ячеек до получения сотового блока 5 необходимых размеров (фиг. 16). В этом блоке, который имеет форму круга или его части, все ячейки имеют грани двойной толщины, а их форма является равнобокой трапецией. Операция изготовления сотового блока также может быть автоматизирована.
После отверждения клея бумажный сотовый блок пропитывают затвердевающим продуктом, который необратимо фиксирует форму и размеры ячеек.
Изготовление сотового блока в форме круга с трапециедальными ячейками достаточно просто может быть преобразовано в изготовление сотовых блоков в форме оболочек двоякой кривизны, например, параболитической. Для этого объемные элементы 1 изготавливают из лент материала, ширина которой равна толщине (высоте ячеек) будущей оболочки. При изготовлении ленты с выступающими с ее обеих сторон боковыми гранями 4 объемных элементов 1 последние соединяют друг с другом с нахлестом средних граней 2, как и в рассмотренном выше случае, но не совмещая их по периметру, а с поворотом друг относительно друга на заданный угол. В результате образуется лента с выступающими гранями заданной кривизны 6 (фиг. 17). После соединения набора таких лент друг с другом образуется параболическая оболочка с заданной формой поверхности. После прикрепления к ней обшивок такую конструкцию можно использовать как легкий, прочный и жесткий рефлектор антенны. В рассмотренном случае необходимо только соблюдать зависимость ширины ячейки сотовой структуры от радиуса кривизны поверхности оболочки и допустимой толщины слоя адгезива, которым обшивки соединяются с сотовыми ячейками. Эта зависимость имеет следующую форму записи:
0 < a ≅  где: а ширина грани ячейки сотовой структуры;
где: а ширина грани ячейки сотовой структуры;
σк- допускаемая толщина слоя адгезина (клея или припоя) для соединения сотового блока с обшивками;
R радиус кривизны сотового блока в месте расположения ячейки сотовой структуры.
Ленту 6 (фиг. 17) с выступающими с двух сторон боковыми гранями объемных элементов целесообразно изготавливать по шаблону или на станках-автоматах.
Изготовление сотового блока в форме круга с трапециедальными ячейками может быть преобразовано и в изготовление сотового блока в форме конической оболочки. Для этого случая объемные элементы 1 изготавливают из ленты материала, ширина которой равна толщине (высоте ячеек) будущей оболочки. Из комплекта объемных элементов 1, как и в случае изготовления сотового блока в виде круга или его части, изготавливают ленты 3 (фиг. 15) с выступающими с их обеих сторон боковыми гранями 4 (фиг. 15) объемных элементов. Для образования сотового блока конической формы ленты 3 (фиг. 15) соединяют друг с другом по плоскостям выступающих боковых граней 4 (фиг. 15) объемных элементов, но не совмещая их по всему периметру, а с заданным углом поворота. В результате скрепления друг с другом набора таких лент получают коническую оболочку с трапециедальными ячейками. После прикрепления к ней обшивок такую конструкцию можно использовать как легкую, прочную и жесткую оболочку головной части летательного аппарата, обтекателя космических раветных систем и просто как коническую оболочку. Как и в предыдущем случае, необходимо соблюдать зависимость ширины ячейки сотовой структуры от радиуса кривизны поверхности оболочки и допустимой толщины слоя адгезива, которым обшивки соединяются с сотовой структурой.
С помощью этих же объемных элементов 1 (фиг. 14) можно изготавливать прямоугольные сотовые блоки в плане с прямоугольными ячейками. Для этого боковые грани 4 должны иметь одинаковую ширину и располагаться перпендикулярно средней грани 2. Повторяя все операции, упомянутые выше при изготовлении сотового блока в форме круга или его части, можно изготовить сотовый блок с прямоугольными ячейками, фрагмент которого изображен на фиг. 18.
От изготовления сотового блока прямоугольной формы (фиг. 18) легко перейти к изготовлению сотового блока с одинарной кривизной (цилиндр, эллипсоид и др.). С этой целью объемные элементы изготавливают из лент материала, ширина которой равна толщине (высота ячеек) будущей оболочки, а ленты с выступающими с обеих сторон боковыми гранями объемных элементов соединяют друг с другом с заданным углом поворота боковых граней объемных элементов друг относительно друга (фиг. 19). В результате скрепления друг с другом набора таких лент получают оболочку одинарной кривизны с прямоугольными ячейками. Как и в описанных выше случаях образования оболочечных форм сотовых структур, необходимо соблюдение зависимости ширины ячейки сотовой структуры от радиуса кривизны поверхности оболочки и допустимой толщины слоя адгезива, которым обшивки соединяются с сотовой структурой.
Все рассмотренные выше сотовые структуры состояли из ячеек, в которых все грани были одинаковой двойной толщины, т.е. были набраны из двух толщин материала объемных элементов. На практике возникают случаи, когда требуется различная прочность деталей в различных направлениях. Так, например, если пластинка или оболочка претерпевают сжатие, то точность и жесткость их в направлении действия усилия сжатия требуются больше, чем в других наплавлениях. В случае сотовых структур это достигается увеличением толщины граней сотовых ячеек вдоль заданного направления. Такую структуру позволяют получать объемные элементы Z-образной формы 1 (фиг. 14). Рассмотрим случай, когда, например, для плоской пластинки необходимо, чтобы в квадратных ячейках две противоположные грани были двойной толщины, а две остальные тройной. Для этого случая объемный элемент 1 (фиг. 14) выполняют с боковыми гранями 4 одинаковой ширины, равной стороне квадрата ячейки, составляющими со средней гранью прямой угол, а ширину средней грани 2 (фиг. 14) выполняют равной трем сторонам квадрата ячейки. При изготовлении листа (ленты) с выступающими с обеих сторон боковыми гранями объемных элементов объемные элементы соединяют друг с другом с нахлестом равным двум третям ширины средней грани 2 (фиг. 43). При этом образованный из таких объемных элементов лист (лента) 7 фиг. 42 имеет толщину равную трем толщинам средних граней объемных элементов. Соединение таких листов (лент) в сотовый блок позволяет получить квадратные ячейки с двумя гранями двойной, а остальными гранями тройной толщины. На фиг. 44 показан фрагмент сотового блока, который получен соединением листов (лент) с выступающими боковыми гранями объемных элементов с толщиной равной двум и трем толщинам средних граней объемных элементов. Описанными выше способами можно получать сотовые блоки с заданпыми толщинами граней ячеек в форме круга или его части, а также в форме оболочек одинарной или двойной кривизны.
Получение сотовых структур с ячейками различных форм, в которых грани имеют двойную толщину, может быть осуществлено также и с помощью объемных элементов желобообразного профиля, у которых боковые грани расположены по одну сторону плоскости средней грани (фиг. 1, 7, 10, 20, 23, 25, 27, 30). Сотовые блоки получают как с помощью плоских прокладок, так и без них.
Рассмотрим получение сотового блока прямоугольной формы с прямоугольными ячейками, имеющими все грани двойной толщины. С этой целью применяют объемный элемент В (фиг. 7), у которого боковые грани 4 имеют одинаковую ширину и перпендикулярны средней грани 2. Набор таких объемных элементов соединяют в гофрированный лист (ленту) 9 (фиг. 8) по боковым граням объемных элементов с точным совпадением их по всему периметру. Сборка сотового блока из гофрированных листов происходит в следующей последовательности. Внешние поверхности гофров покрывают плоской прокладкой (листом), имеющей ширину равную ширине гофрированного листа, и соединяют с ними с помощью сварки, припоя или клея. При этом в случае соединения с помощью адгезива последний наносят на внешние плоскости гофров. Следующий гофрированный лист укладывают на прокладку так, чтобы внешние плоскости его гофров располагались между гофрами предыдущего гофрирированного листа и соединяют с прокладкой описанным выше способом. Далее внешние поверхности гофров второго гофрированного листа покрывают второй плоской прокладкой и соединяют с ним. Этот процесс наращивания ячеек продолжают до образования сотового блока заданных размеров. На фиг. 13 показан фрагмент описанной выше сотой структуры, образованной с помощью объемных элементов 8, гофрированных листов 9 и плоских прокладок 10.
Изготовление гофрированных листов можно упростить и совместить с формообразованием трехгранных объемных элементов. С этой целью из заданных материалов нарезают плоские ленты, ширина которых равна развертке трехгранного объемного элемента. Плоские ленты материала 11 (фиг. 41) соединяют друг с другом внахлест. Ширина нахлеста равна ширине грани а ячейки сотовой структуры. Образовавшийся плоский ступенчатый лист 12 (фиг. 41) сгибают по линиям, совпадающим с торцами соединенных друг с другом лент материала, до получения гофрированного листа (фиг. 42) с необходимой конфигурацией гофров. Гофрированные листы далее собирают в соответствующую сотовую структуру.
Если объемные элементы изготавливать из набора разнообразных материалов, то можно получать сотовые блоки с направленными физико-механическими и теплофизическими характеристиками в заданных направлениях и изготавливать легкие и прочные элементы конструкций. Применяя объемные элементы различных геометрических форм в одном сотовом блоке можно получать криволинейные и прямоугольные комбинации его форм в плане (фиг. 45). Применяя, наконец, объемные элементы различных толщин, можно получать сотовые блоки, содержащие в себе законцовки и закладные элементы для панельных и оболочечных элементов конструкций.
Применение трехгранных объемных элементов позволяет создавать силовые сотовые структуры, которые могут являться самостоятельными элементами конструкций, такими, например, как ограждения (фрагмент фиг. 42), решетки (фиг. 4, 6, 9, 13, 16, 21, 20, 24, 26, 29, 32, 33-37, 39). Их изготовление осуществляется, как правило, из полосового металла, а также из отходов листового материала, а соединение в силовую сотовую структуру производится с помощью сварки, клепки или винтовых соединений.
Хорошие экстетические свойства регулярных сотовых структур позволяют изготавливать из трехгранных объемных элементов детали интерьеров при оформлении выставок и использовать их во многих других случаях.
Эффективность применения предлагаемых объемных элементов и способа изготовления из них сотовых структур позволяют получать сотовые структуры не только для сердечников панелей и оболочек, как это принято в современной технике, но и нести самостоятельную роль в качестве деталей интерьера и силовых структур, например, в строительстве.
Изготовление сотовых структур в форме круга или его части, а также в форме оболочек двойной или одинарной кривизны не имеет мировых аналогов. Немаловажным фактором является также и то, что сотовые структуры со всеми гранями ячеек одинаковой толщины прочнее и жестче известных в настоящее время. Известные в настоящее время сотовые структуры имеют в направлении перпендикулярном оси ячеек ничтожно малые прочностные характеристики и модули упругости. Предлагаемые сотовые структуры (фиг. 3-6, 12, 13, 16, 18, 21) обладают соизмеримыми механическими характеристиками в двух, трех и даже в четырех перпендикулярных направлениях. При этом величина этих механических характеристик может быть выше соответствующих механических характеристик известных сотовых структур на два или порядка (в 100 или 1000 раз).
Эффективность применения предлагаемых объемных элементов и способов изготовления из них сотовых структур для сердечников панелей и оболочек заключается в обеспечении цели изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЪЕМНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1993 |
|
RU2089445C1 |
| ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2035563C1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НА НЕЙ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2067949C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1991 |
|
RU2015914C1 |


Изобретение относится к типовым объемным элементам и способу изготовления на них сотовых структур, которые используются как в качестве сердечника в трехслойных сотовых панелях и оболочках, применяемых в различных отраслях промышленности, так и в качестве самостоятельных изделий декоративно-прикладного назначения и силовых конуструкций. Цели изобретения: изготовление сотовых структур с ячейками в форме от треугольника до восьмиугольника и их комбинаций в одном сотовом блоке; получение ячеек со всеми гранями, имеющими двойную и большую толщину; изготовление сотовых структур с различными физико-механическими и/или теплофизическими характеристиками в различных направлениях; получение сотовых структур в виде оболочек двоякой или одинарной кривизны, а также в виде круга или его части. Это достигается тем, что объемные элементы размещены в сотовой структуре по заданному рисунку и соединены друг с другом по поверхностям стыка или внахлест. 2 с.и 30 з.п. ф-лы, 45 ил.
где δк допускаемая толщина слоя алгезива для соединения сотового блока с обшивками;
R радиус кривизны сотового блока в месте расположения грани ячейки сотовой структуры.
| Иванов А.А., Гофин М.Я | |||
| Механика сотовых заполнителей | |||
| Справочное методическое пособие | |||
| Мытищи: МЛТИ, 1989, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
