Область техники, к которой относится изобретение
Данное изобретение относится к устройству и способу для раскатывания пищевого теста или для раскатывания (или расширения) блока пищевого теста, такого как пищевое тесто, содержащее наполнения, например тесто для пиццы, содержащее сыр, тесто для пирога и тесто для хлеба с целью формирования пищевого теста в желаемую форму. В частности, данное изобретение относится к устройству и способу для формирования рулона пищевого теста с целью формирования пищевого теста в заданную форму без образования выступа пищевого теста из зазора, образованного между раскатывающим роликом для раскатывания пищевого теста и рамой для формирования наружной формы (которая является формой, образованной периферийной краевой частью) пищевого теста.
Уровень техники
Обычно при раскатывании подходящего пищевого теста, такого как тесто для пирогов, теста для пиццы и тесто для хлеба, в уплощенную форму приготавливают блок пищевого теста, имеющий подходящую форму, так что форма, получаемая при раскатывании пищевого теста по существу сферической формы или в форме толстого диска в уплощенную форму, становится формой в основном тонкого диска или формой толстого диска (обычно называемой формовочной дисковой формой), в которой центральная часть выполнена тонкой, а периферийная краевая часть выполнена более толстой, чем центральная часть, и блок пищевого теста раскатывается в уплощенную форму (например, JP-B-3811790 и JP-A-2007-6866).
Дополнительно к этому предлагался способ изготовления теста для пиццы, в котором формируют выемки (углубленные части) в периферийной краевой части теста для пиццы (корки пиццы) и образуют радиальные канавки на верхней поверхности или нижней поверхности теста для пиццы для облегчения за счет этого разрезания с целью разделения на куски (например, JP-B-3609628 и JP-B-3635437).
Сущность изобретения
Указанное выше устройство содержит раму, которая окружает пищевое тесто, вращающийся элемент, на котором расположено несколько роликов в радиальном направлении с прилеганием к внутренней периферийной поверхности рамы, при этом ролики установлены с возможностью вращения на вращающемся элементе в виде консоли, и приводное устройство для приведения во вращение вращающегося элемента, так что ролики вращаются вдоль внутренней периферийной поверхности рамы. Нижняя часть поверхности вращающегося элемента выполнена с образованием плоской плоскости и закреплена с возможностью свободного вращения вокруг оси вращения вращающегося элемента. Каждый ролик выполнен в форме усеченного конуса, диаметр которого увеличивается в направлении наружу от центра вращения вращающегося элемента и наружная концевая часть которого упирается во внутреннюю периферийную поверхность рамы, за счет чего ролики катятся на плоскости вдоль нижней части поверхности.
Устройство, описание которого приведено в JP-A-2007-6866, имеет вертикально перемещаемую опору, которую можно поднимать и опускать относительно стола, на котором расположено пищевое тесто, конические раскатывающие ролики опираются на вертикально перемещаемую опору с возможностью поворота относительно стола при вращении вокруг своих осей, и вращающий двигатель для приведения раскатывающих роликов во вращение на своих осях.
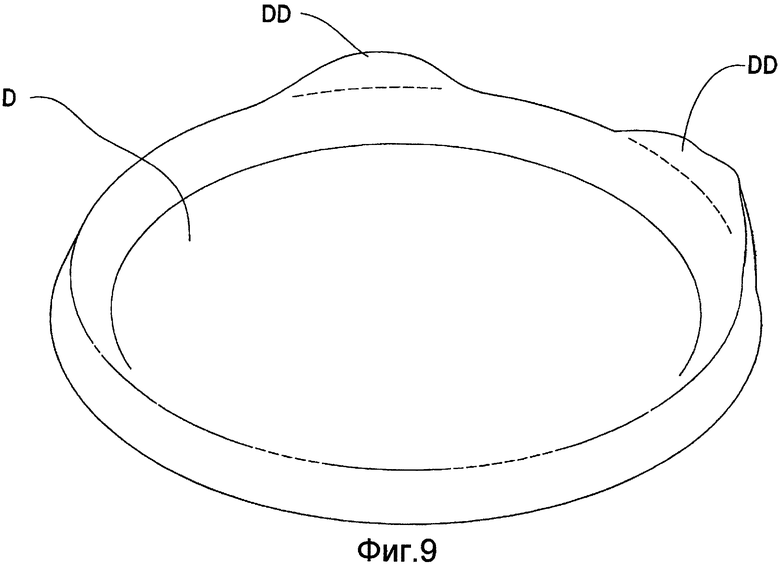
В конфигурации, описание которой приведено в JP-B-3811790, пищевое тесто раскатывается в форму, которая соответствует форме, заданной внутренней периферийной поверхностью рамки. Однако, как показано на фиг.9, время от времени образуются тонкие куски пищевого теста DD над местом, где самые наружные концевые части роликов упираются во внутреннюю периферийную поверхность рамки. Это происходит вследствие зазора, образованного между наружными концевыми частями роликов и внутренней периферийной поверхностью рамки. Следовательно, необходимо выполнять ручную работу в следующей стадии для внесения образовавшихся тонких кусков пищевого теста DD обратно в основное пищевое тесто D, что уменьшает эффективность работы.
В конфигурации, описание которой приведено в JP-A-6866, рамка не предусмотрена, поэтому пищевое тесто раскатывается с наружной формой, которая соответствует форме блока пищевого теста, подаваемого в раскатывающее устройство.
В способе изготовления пиццы согласно JP-B-3609628 приведено описание рамки для формирования теста для пиццы (корки пиццы), в которой предусмотрены V-образные удлиненные выступы в радиальном направлении на нижней поверхности рамки, и периферийная краевая часть рамки выступает внутрь в местах, где V-образные удлиненные выступы достигают периферийной краевой части. Затем согласно способу изготовления пиццы тесто для пиццы вводят в имеющую такую конфигурацию рамку, размещают верхнюю крышку для брожения, и сброженное в раме тесто для пиццы непрерывно выпекают.
В устройстве, используемом в способе изготовления пиццы согласно JP-B-3635437, вращающийся резак, имеющий ударное наружное лезвие и образующее канавку внутреннее лезвие, расположен над конвейерной лентой для транспортировки теста для пиццы, и неподвижный вал из нержавеющей стали установлен на нижней стороне конвейерной ленты в положении, соответствующем вращающемуся резаку. Кромка внутреннего лезвия вращающегося резака выполнена примерно на 0,5 мм короче кромки наружного лезвия. Дополнительно к этому наружное лезвие выступает на длину, соответствующую толщине теста для выполнения пробивки. Разделительные верхние канавки и соответствующие нижние канавки образуются одновременно и соответственно на верхней поверхности и нижней поверхности теста пиццы, вырубаемого вращающимся резаком, для разделения готовой пиццы на куски заданного размера, и прорези, соответствующие концам верхних канавок, образуются в периферийной краевой части теста.
Способы изготовления теста для пиццы, описание которых приведено в
JP-B-3609628 и JP-B-3635437, не предусматривают наличие раскатывающих роликов и рамки. В указанном устройстве и способе формирования теста для пиццы тесто для пиццы формируется в желаемую форму посредством раскатывания (расширения) блока пищевого теста в уплощенную форму с одновременным нанесением меток, таких как насечки или угловые части, которые обозначают места разделения пищевого теста, в периферийной краевой части пищевого теста.
Данное изобретение выполнено с учетом указанных выше обстоятельств.
Согласно одному аспекту изобретения предлагается устройство для раскатывания и формирования пищевого теста, содержащее раскатывающий ролик, выполненный с возможностью раскатывания расположенного на столе блока пищевого теста в уплощенную форму, и рамочный узел, имеющий внутреннюю периферийную поверхность, обращенную к раскатывающему ролику, при этом раскатывающий ролик выполнен с возможностью поворота относительно стола вокруг поворотной оси; раскатывающий ролик выполнен с возможностью перемещения к столу и от стола и раскатывающий ролик содержит первую часть, имеющую по существу форму конуса или усеченного конуса, проходящую в направлении оси вращения от первого базового конца к первому дистальному концу ролика, при этом первый дистальный конец ближе к поворотной оси, чем первый базовый конец в радиальном направлении относительно поворотной оси, и первый дистальный конец имеет диаметр, который меньше диаметра первого базового конца; при этом рамочный узел предусмотрен снаружи места поворота первой части раскатывающего ролика и внутренняя периферийная поверхность рамочного узла содержит верхнюю боковую часть и нижнюю боковую часть, которая дальше от поворотной оси, чем верхняя боковая часть относительно радиального направления поворота.
Согласно второму аспекту изобретения предлагается устройство для раскатывания и формирования пищевого теста, содержащее раскатывающий ролик, выполненный с возможностью раскатывания расположенного на столе блока пищевого теста в уплощенную форму, при этом раскатывающий ролик содержит первую часть, имеющую по существу форму конуса или усеченного конуса, проходящую в осевом направлении от первого базового конца к первому дистальному концу ролика, который имеет диаметр, меньший диаметра первого базового конца, при этом раскатывающий ролик установлен с возможностью перемещения к столу и от стола; поворотный приводной узел, выполненный с возможностью поворота раскатывающего ролика относительно стола вокруг поворотной оси; вращающий приводной узел, выполненный с возможностью приведения во вращение раскатывающего ролика вокруг оси первой части; рамочный узел, предусмотренный снаружи места поворота первой части и управляющий блок, предназначенный для управления по меньшей мере одним из поворотного приводного узла или вращающего приводного узла, для управления скоростью вращения раскатывающего ролика, при этом управляющий блок выполнен с возможностью сохранения отношения активной приводной скорости вращения раскатывающего ролика, приводимого во вращение вращающим приводным узлом, к пассивной приводной скорости вращения раскатывающего ролика, которая является скоростью раскатывающего ролика, пассивно вращаемого за счет поворотного движения раскатывающего ролика, так что активная приводная скорость вращения больше пассивной приводной скорости вращения; и увеличения отношения активной приводной скорости вращения к пассивной приводной скорости вращения раскатывающего ролика при относительном перемещении раскатывающего ролика к столу.
Согласно третьему аспекту изобретения предлагается способ раскатывания и формирования раскатанного пищевого теста с использованием устройства, которое содержит раскатывающий ролик, выполненный с возможностью раскатывания расположенного на столе блока пищевого теста в уплощенную форму, при этом раскатывающий ролик выполнен с возможностью поворота вокруг поворотной оси и вращения вокруг оси раскатывающего ролика и с возможностью относительного перемещения раскатывающего ролика к столу и от стола, и рамочный узел, предусмотренный снаружи места поворота первой части, при этом указанный способ содержит прижимание раскатывающего ролика к пищевому тесту для раскатывания пищевого теста так, что форма пищевого теста соответствует форме, заданной внутренней периферийной поверхностью рамочного узла; приведение во вращение раскатывающего ролика с активной приводной скоростью вращения, которая выше пассивной приводной скорости вращения раскатывающего ролика, которая является скоростью раскатывающего ролика, пассивно вращаемого за счет поворотного движения раскатывающего ролика; и увеличение отношения активной приводной скорости вращения раскатывающего ролика к пассивной приводной скорости вращения раскатывающего ролика при относительном перемещении раскатывающего ролика к столу.
Краткое описание чертежей:
фиг.1 - основная часть устройства для раскатывания и формирования пищевого теста согласно одному варианту выполнения изобретения, принципиально и схематично показанная на поясняющем виде спереди;
фиг.2 - основная часть устройства для раскатывания и формирования пищевого теста согласно одному варианту выполнения изобретения, принципиально и схематично показанная на поясняющем виде сверху;
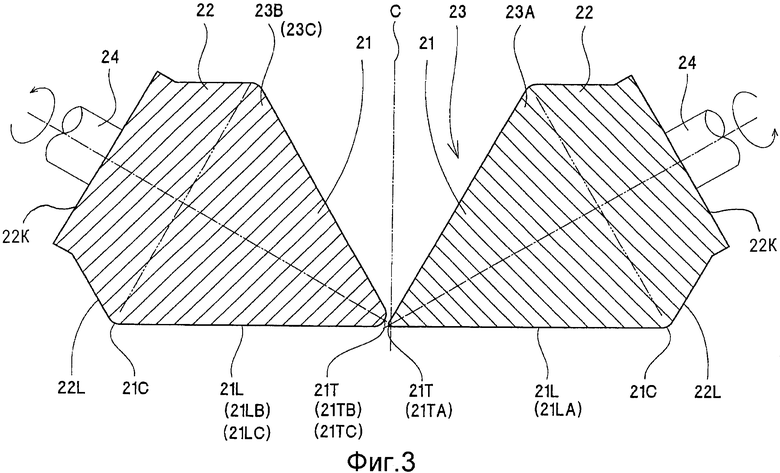
фиг.3 - поясняющий вертикальный разрез раскатывающих роликов блока раскатывания пищевого теста, предусмотренного в устройстве для раскатывания и формирования пищевого теста согласно одному варианту выполнения изобретения, на виде спереди;
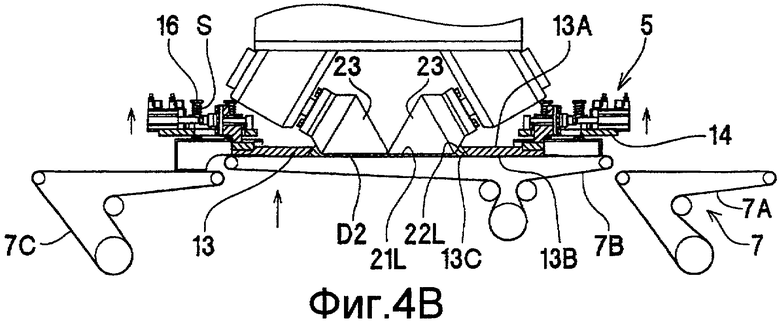
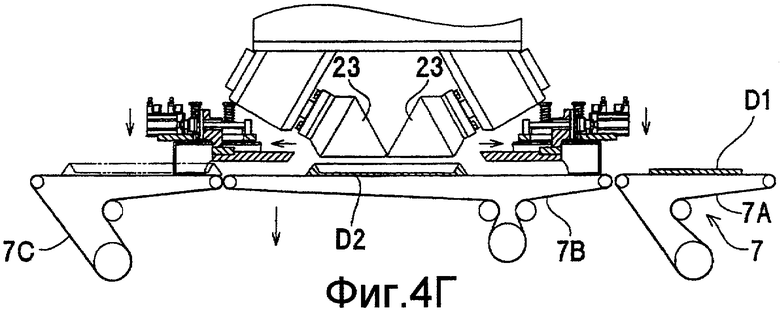
фиг.4А-4Г - процесс формирования пищевого теста;
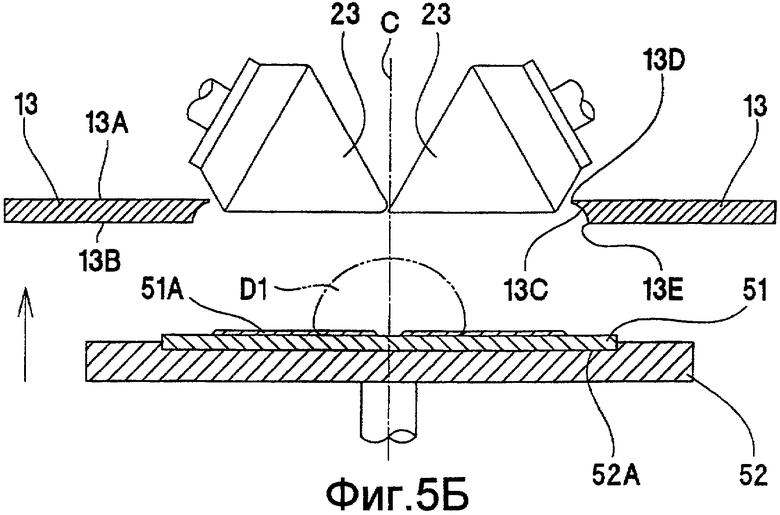
фиг.5А и 5Б - основная часть устройства для раскатывания и формирования пищевого теста согласно второму варианту выполнения изобретения, схематично показанная на виде сверху (фиг.5А) и в вертикальном разрезе на виде спереди (фиг.5Б);
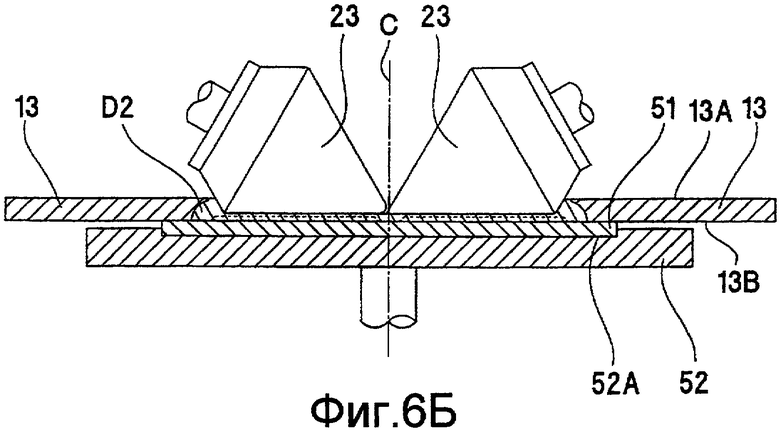
фиг.6А и 6Б - основная часть устройства для раскатывания и формирования пищевого теста, согласно второму варианту выполнения изобретения, схематично показанная на виде сверху (фиг.6А) и в вертикальном разрезе на виде спереди (фиг.6Б);
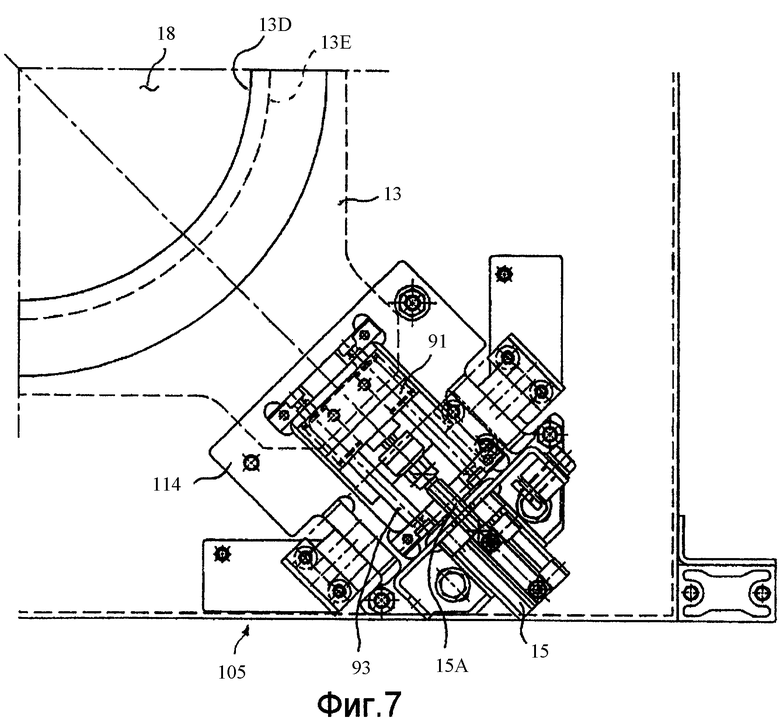
фиг.7 - основная часть устройства для раскатывания и формирования пищевого теста согласно третьему варианту выполнения изобретения, принципиально и схематично показанная на поясняющем виде сверху;
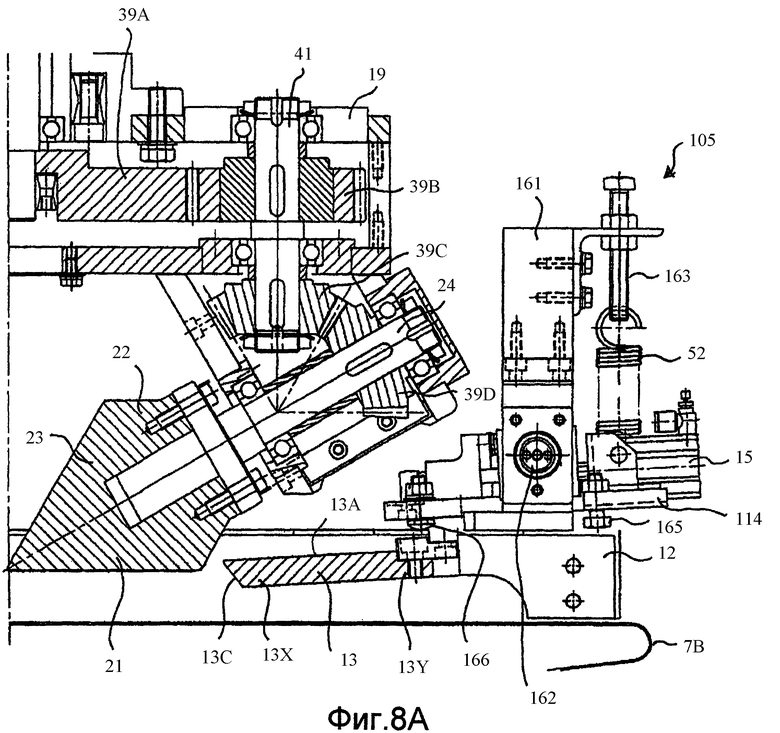
фиг.8А и 8Б - основная часть устройства для раскатывания и формирования пищевого теста согласно третьему варианту выполнения изобретения, принципиально и схематично показанная на поясняющем виде спереди;
фиг.9 - пищевое тесто, сформированное с помощью устройства для раскатывания и формирования пищевого теста согласно уровню техники.
Подробное описание вариантов выполнения
На фиг.1 и 2 схематично показано устройство 1 для раскатывания и формирования пищевого теста согласно одному варианту выполнения изобретения. Устройство 1 для раскатывания и формирования пищевого теста включает стойку 2; узел 3 раскатывания пищевого теста, предназначенный для раскатывания блока пищевого теста D, имеющего произвольную форму; узел 5 рамы, предназначенный для образования наружной формы пищевого теста D, и ленточный конвейер 7, служащий в качестве стола, на котором размещается пищевое тесто D, и представляющий пример средства транспортировки пищевого теста D. Ленточный конвейер 7 выполнен с возможностью последовательной транспортировки пищевого теста из положения 9а подачи пищевого теста D в положение 9С выдачи через положение 9В операции раскатывания. Ленточный конвейер 7 выполнен с разделением на три отдельных ленточных конвейера 7А, 7В, 7С, которые соответствуют положению 9А подачи, положению 9В операции раскатывания и положению 9С выдачи пищевого теста D соответственно. Кроме того, ленточный конвейер 7В, который соответствует положению 9В операции раскатывания, выполнен с возможностью перемещения вверх и вниз относительно раскатывающих роликов 23, предусмотренных в узле 3 раскатывания пищевого теста, и предусмотрена возможность регулирования конечного положения подъема ленточного конвейера 7 с помощью вертикального исполнительного узла 8. Дополнительно к этому предусмотрен привод соответствующих ленточных конвейеров 7А, 7В, 7С с помощью соответствующих приводных электродвигателей (не изображены).
Вертикальный исполнительный узел 8 включает вертикальный исполнительный механизм 81 для поднимания и опускания ленточного конвейера 7В и регулирующий механизм 82 для регулирования конечного положения подъема ленточного конвейера 7В. Вертикальный исполнительный механизм 81 включает гидравлический цилиндр 83 в качестве примера исполнительного механизма, предусмотренного на стойке 2, и вертикально перемещаемую раму 71 ленточного конвейера 7В, которая установлена и опирается на вертикальный направляющий элемент 75, предусмотренный на стойке 2 с возможностью вертикального перемещения, соединена с совершающим возвратно-поступательное движение штоком 84 гидравлического цилиндра 83.
Дополнительно к этому регулирующий конечное положение подъема механизм 82 включает пластинчатый эксцентриковый кулачок 85, который установлен в нем с возможностью вращения. Эксцентриковый кулачок 85 закреплен с возможностью вращения на валу механизма 86 червячного колеса, который служит в качестве примера передаточного механизма, который соединен с приводным двигателем или рукояткой (не изображена) без возможности проворачивания. Дополнительно к этому на вертикально перемещаемой раме 71 ленточного конвейера 7В предусмотрен упорный элемент 73 под эксцентриковым кулачком 85. Следовательно, когда гидравлический цилиндр 83 приводится в действие для подъема ленточного конвейера 7В вверх, то упорный элемент 73 поднимается для приведения в упор с самой нижней частью эксцентрикового кулачка 85, за счет чего ленточный конвейер 7В располагается в регулируемом конечном положении подъема.
Вертикальный исполнительный узел 8 не ограничен показанным примером, и поэтому механизм реечной передачи или механизм с шариковинтовой парой, который соединен с серводвигателем без возможности проворачивания, может быть соединен с ленточным конвейером 7В без возможности проворачивания для управления его положением вертикального перемещения.
В положении 9В операции раскатывания предусмотрена верхняя рамочная часть 10 на стойке 2 с возможностью покрытия ленточного конвейера 7В, при этом узел 3 раскатывания пищевого теста предусмотрен в верхней рамочной части 10. В узле 3 раскатывания пищевого теста предусмотрены три раскатывающих ролика 23 над ленточным конвейером 7В. Опорная рама 19 для роликов предусмотрена на нижней концевой части трубчатого вращающегося вала 31, который опирается в вертикальном направлении и с возможностью вращения на верхнюю пластину 11 рамочной части 10 для опоры раскатывающих роликов 23. Дополнительно к этому поворотный двигатель 17 установлен на кронштейне 33, прикрепленном к верхней пластине 11 для вращающегося вала 31, и ведомая передача 35В, прикрепленная к верхней части вращающегося вала 31, приводится в зацепление с ведущей передачей 35а, которая приводится во вращение с помощью поворотного двигателя 17. А именно, поворотный двигатель 17 и вращающийся вал 31 соединены без возможности проворачивания через подходящий передаточный механизм, такой как зубчатая передача.
Вращающий двигатель 25 установлен на кронштейне 33 для вращения раскатывающих роликов 23, которые установлены с возможностью вращения на опорной раме 19, и этот вращающий двигатель и раскатывающие ролики 23 соединены друг с другом через подходящий передаточный механизм. А именно, вращающийся вал 37, который приводится во вращение вращающим двигателем 25, предусмотрен с возможностью вращения внутри вращающегося вала 31, и зубчатая передача 39А, которая предусмотрена на нижней концевой части вращающегося вала 37, находится в зацеплении с зубчатой передачей 39В, которая предусмотрена на одной концевой части промежуточных валов 41, которые опираются с возможностью вращения на опорную раму 19 для роликов. Дополнительно к этому зубчатые передачи (конические шестерни) 39С, предусмотренные на других концевых частях промежуточных валов 41, находятся в зацеплении с зубчатыми передачами 39D, которые предусмотрены на валах 24 раскатывающих роликов 23. А именно, вращающий двигатель 25 и раскатывающие ролики 23 соединены друг с другом без возможности проворачивания через передаточные механизмы, которые выполнены в виде зубчатой передачи, в которой несколько зубчатых колес находятся в зацеплении друг с другом.
Передаточный механизм может включать зубчатый ремень вместо зубчатой передачи, и поэтому в целом можно использовать известные различные типы конструкции.
На фиг.3 показана в вертикальном разрезе схема раскатывающих роликов 23, лежащих в воображаемой плоскости, которая проходит через оси вращения, на которых вращаются раскатывающие ролики 23. Раскатывающий ролик 23 включает по существу коническую переднюю концевую часть 21 (которая может иногда называться конической частью или первой частью) и по существу имеющую форму усеченного конуса заднюю концевую часть 22 (которая иногда называется имеющая форму усеченного конуса часть или вторая часть), и предусмотрен вал 24 на стороне задней концевой части 22 раскатывающего ролика 23. Несколько раскатывающих роликов 23 предусмотрено на равных интервалах в окружном направлении, в котором поворачиваются раскатывающие ролики 23 (фиг.2), при этом вершинная часть 21Т (первый дистальный конец) передней концевой части 21 каждого раскатывающего ролика 23 расположена вблизи места, которое по существу совпадает с продолжением (называемым поворотной осью С) осевой линии выходного вала поворотного двигателя 17 (фиг.1). Дополнительно к этому образующие 21L самых нижних частей конических передних концевых частей 21 соответствующих раскатывающих роликов 23 проходят горизонтально и расположены в контакте с одной и той же плоскостью. Кроме того, образующие 22L самых нижних частей имеющих форму усеченного конуса задних концевых частей 22 соответствующих раскатывающих роликов 23 образуют каждая тупой угол с образующей 21L. А именно, в образующей 22L самой нижней части имеющей форму усеченного конуса части 22 верхний конец отклонен больше наружу от поворотной оси С, чем нижний конец. Дополнительно к этому в этом варианте выполнения образующая 21L и образующая 22L выполнены с прохождением непрерывно через дугу (изогнутую поверхность, если рассматривать конфигурацию раскатывающего ролика 23), и пограничная часть, лежащая между передней концевой частью 21 и задней концевой частью 22 и образующая часть с наибольшим диаметром передней концевой части 21, называется частью 21С с наибольшим диаметром (с первым базовым концом). При этом задняя концевая часть 22 также имеет часть 21С с наибольшим диаметром (второй базовый конец), которая соединена или совпадает с указанной частью с наибольшим диаметром передней концевой части 21 и имеет вершинную часть 22К (второй дистальный конец).
Более детально, у раскатывающих роликов 23А, 23В, 23С соответствующие вершинные части 21T имеют форму сферических поверхностей, и в одном примере вершинная часть 21ТА выполнена в виде сферической поверхности, имеющей радиус 1 мм, в то время как вершинные части 21ТВ, 21ТС раскатывающих роликов 23В, 23С выполнены в виде сферической поверхности, имеющей радиус 5 мм. Дополнительно к этому, как показано в вертикальном разрезе на фиг.3, у раскатывающего ролика 23А точка пересечения образующей 21LA с дугой, образующей вершинную часть 21ТА, т.е. боковую концевую часть вершинной части 21ТА образующей 21LA, расположена в месте, которое по существу совпадает с поворотной осью С или местом, которое проходит через поворотную ось С (которое лежит слева от поворотной оси С на фиг.3). Следовательно, место поворота на стороне дистального конца раскатывающего ролика 23А может раскатывать часть пищевого теста, расположенную у поворотной оси С, что обеспечивает возможность плоского раскатывания пищевого теста вплоть до его центра. Дополнительно к этому даже в случае, когда не предусмотрено несколько раскатывающих роликов, а лишь единственный раскатывающий ролик, можно должным образом раскатывать тесто. Образующая 21L передней концевой части 21 расположена горизонтально, однако может быть наклонена относительно ленточного конвейера 7В. Например, образующая 21L может быть наклонена вниз от вершинной части 21T в направлении части 21C с наибольшим диаметром.
Рамочный узел 5 предусмотрен под узлом 3 раскатывания пищевого теста и включает четыре рамочных элемента 13 для образования наружной формы пищевого теста, которые предусмотрены снаружи места поворота, по которому поворачиваются раскатывающие ролики 23, и с равными интервалами в окружном направлении, в котором раскатывающие ролики 23 поворачиваются вокруг поворотной оси С в качестве центра их поворота. Дополнительно к этому рамочные элементы 13 выполнены с возможностью вертикального перемещения относительно раскатывающих роликов 23. Более подробно, предусмотрена промежуточная пластина 12 горизонтально над ленточным конвейером 7В в рамочном узле 5, при этом рамочный узел 5, включающий соответствующие рамочные элементы 13, расположен на верхней поверхности промежуточной пластины 12 с возможностью вертикального перемещения относительно промежуточной пластины 12.
Вертикально перемещаемые пластины 14, которые соответствуют рамочным элементам 13, выполнены с возможностью скольжения на четырех валах 16 скольжения, которые предусмотрены на промежуточной пластине 12 тем, что вертикально выступают вверх от них, и смещающее усилие действует постоянно на верхнюю сторону каждой вертикально перемещаемой пластины 14 за счет восстанавливающей силы пружины S сжатия, установленной на валу 16 скольжения. Гидравлический цилиндр 15, в котором используется пневматическое давление или т.п., предусмотрен на верхней поверхности каждой вертикально перемещаемой пластины 14 в качестве примера исполнительного механизма, причем предусмотрено четыре гидравлических цилиндра 15 с равными интервалами в радиальном направлении вокруг поворотной оси С. Направляющий элемент 93 предусмотрен внутри (на стороне возвратно-поступательного штока 15А) каждого гидравлического цилиндра 15, и каждый направляющий элемент 93 включает совершающий возвратно-поступательное движение стол 91, который выполнен с возможностью свободного возвратно-поступательного движения. Возвратно-поступательный шток 15А гидравлического цилиндра 15 соединен с возвратно-поступательным столом 91 и, кроме того, на возвратно-поступательном столе 91 расположен рамочный элемент 13. Таким образом, рамочные элементы 13 выполнены с возможностью перемещения друг к другу и друг от друга в соответствии с возвратно-поступательными движениями возвратно-поступательных штоков 15А.
Следовательно, когда ленточный конвейер 7В поднимается с приближением к раскатывающим роликам 23, то в середине стадии подъема ленточного конвейера 7В несущая поверхность (опорная поверхность для пищевого теста D) ленточного конвейера 7В приводится в прилегание с нижними поверхностями рамочных элементов 13 (фиг.4В), и при дальнейшем подъеме ленточного конвейера 7В рамочный узел 5 поднимается относительно раскатывающих роликов 23. При этом рамочные элементы 13 приводятся в прижимной контакт с несущей поверхностью ленточного конвейера 7В за счет восстанавливающей силы пружины S сжатия, которая сжимается дальше. Изобретение не ограничено пружиной S сжатия в качестве устройства для приведения рамочных элементов 13 в прижимной контакт со столом, на котором расположено тесто. Например, можно использовать различные типы прижимных устройств, которые включают увеличение веса вертикально перемещаемого рамочного узла 5.
Дополнительно к этому внутренние периферийные поверхности 13С рамочных элементов 13 образуют имеющее форму усеченного конуса рамочное отверстие 18, когда внутренние периферийные поверхности 13С перемещаются друг к другу. А именно, радиус дуги у верхней концевой части 13D внутренней периферийной поверхности 13С выполнен меньше радиуса дуги у нижней концевой части 13Е внутренней периферийной поверхности 13С. Другими словами, внутренняя периферийная поверхность 13С образует наклонную поверхность, которая наклонена внутрь в направлении центра рамочного отверстия 18 при прохождении от верхней концевой части 13D к нижней концевой части 13Е. Другими словами, внутренняя периферийная поверхность 13С образует формирующую поверхность, в которой нижняя концевая часть 13Е расширена дальше наружу, чем верхняя концевая часть 13D.
У рамочного элемента 13, когда ленточный конвейер 7В поднят до конечного положения подъема, верхняя поверхность 13А рамочного элемента 13 расположена выше, чем образующая 21L самой нижней части раскатывающего ролика 23, а нижняя поверхность 13В рамочного элемента 13 расположена ниже образующей 21L. Дополнительно к этому образующая 22L самой нижней части имеющей форму усеченного конуса части 22 расположена дальше внутрь внутренней периферийной поверхности 13С рамочного элемента 13 без вхождения в контакт с ней и образует по существу форму перевернутого веера вместе с внутренней периферийной поверхностью 13С (наклонной линией), как показано в вертикальном разрезе рамочного элемента на фиг.4С.
Устройство 1 для раскатывания и формирования пищевого теста включает управляющий блок 27 для управления устройством 1 для раскатывания и формирования пищевого теста и блок 29 для обнаружения пищевого теста D, которое транспортируется от места 9А подачи к месту 9В операции раскатывания (фиг.1). Этот блок 29 обнаружения пищевого теста показан в виде оптического датчика, обнаруживающего пищевое тесто D, которое транспортируется от места 9А подачи к месту 9В операции раскатывания.
Ниже приводится описание процесса формирования имеющего форму толстого диска пищевого теста D1 в обрамленное пищевое тесто D2 в указанной выше конфигурации со ссылками на фиг.4А-4Г. Имеющее форму толстого диска пищевое тесто D1, которое транспортируется к месту 9А подачи под управлением управляющего блока 27, переводится с ленточного конвейера 7А на ленточный конвейер 7В и затем обнаруживается блоком 29 обнаружения пищевого теста. Привод ленточного конвейера 7В, который теперь транспортирует пищевое тесто D1, временно останавливается на основании сигнала обнаружения от блока 29, а затем пищевое тесто D1 транспортируется к месту 9В операции раскатывания (фиг.4А). Затем включается поворотный двигатель 17, за счет чего раскатывающие ролики 23 начинают поворачиваться по кругу, в то время как вращающий двигатель 25 включается для приведения во вращение раскатывающих роликов 23 вокруг своих осей, и ленточный конвейер 7В поднимается с постепенным уменьшением пространства между раскатывающими роликами 23 и несущей поверхностью (опорной поверхностью для пищевого теста) ленточного конвейера 7В до желаемого пространства.
Сначала самые нижние части раскатывающих роликов 23 приводятся в контакт с верхней поверхностью пищевого теста D1. Затем с помощью раскатывающих роликов 23, прижимающих пищевое тесто D1, пищевое тесто D1 раскатывается в плоскую форму, в то время как наружная форма пищевого теста D1 сильно изменяется. Затем ленточный конвейер 7В приводится в упор с нижней поверхностью 13В рамочных элементов 13, которые теперь лежат близко друг к другу (фиг.4Б). Далее, ленточный конвейер 7В поднимается в конечное положение подъема, за счет чего посредством дальнейшего прижимания раскатывающих роликов 23 к пищевому тесту D1 пищевое тесто D1 раскатывается в еще более уплощенную форму, в то время как его наружная форма изменяется еще сильнее, и раскатывание пищевого теста D1 продолжается, пока пищевое тесто, которое выталкивается наружу от передних концевых частей 21 раскатывающих роликов 23, не достигнет рамочного отверстия 18, образованного внутренними периферийными поверхностями 13С рамочных элементов 13 (фиг.4В). Затем ленточный конвейер 7В начинает опускаться, и соответствующие гидравлические цилиндры 15 приводятся в действие для перемещения соответствующих рамочных элементов 13 друг от друга в радиальном направлении, за счет чего полученное пищевое тесто D2 отделяется от рамочных элементов 13 (фиг.4Г). Ленточный конвейер 7В опускается в свое исходное положение для передачи пищевого теста D2 к месту 9С выдачи на ленточный конвейер 7С, на котором пищевое тесто D2 транспортируется к следующей стадии в этом положении 9С выдачи.
Поскольку внутренняя периферийная поверхность 13С рамочного элемента 13 выполнена в виде наклонной поверхности, которая наклонена внутрь к центру рамочного отверстия 18 при прохождении от нижней концевой части 13Е к верхней концевой части 13D, поэтому она выполняет функцию направления вниз периферийной краевой части пищевого теста D1, которое выдавливается от имеющей наибольший диаметр части 21C раскатывающего ролика 23, с целью подавления набегания пищевого теста D1 на верхнюю поверхность 13А рамочного элемента 13. Дополнительно к этому, поскольку рамочный элемент 13 приводится в прижимной контакт с верхней поверхностью ленточного конвейера 7В, который выполняет функцию опорного стола для теста, с помощью направленной вниз подпружинивающей силы пружины S сжатия, то подавляется проникновение расширяемого наружу пищевого теста D1 между нижней поверхностью 13В рамочного элемента 13 и верхней поверхностью ленточного конвейера 7В. Следовательно, не возникает такая ситуация, когда образуется кусок тонкого пищевого теста на периферийной краевой части пищевого теста D2, за счет чего периферийная краевая часть пищевого теста D2 образуется с формой, которая соответствует или задается внутренней периферийной поверхностью 13С рамочных элементов 13. Поэтому нет необходимости в выполнении ручной работы по исправлению наружной формы пищевого теста в следующей стадии или же отпадает необходимость в такой стадии, что обеспечивает возможность повышения рабочей эффективности.
Дополнительно к этому конфигурация внутренней периферийной поверхности 13С рамочного элемента 13 вдоль вертикальной плоскости разреза не ограничена прямоугольной наклонной поверхностью. Поэтому, например, можно использовать вогнутую кривую, показанную на фиг.5В, или по существу L-образную форму, в которой верхняя часть образована кривой, а нижняя часть образована вертикальной линией. А именно, внутренняя периферийная поверхность 13С может быть выполнена так, что верхняя сторона лежит ближе к центру (который совпадает с поворотной осью С), чем нижняя сторона. Другими словами, внутренняя периферийная поверхность 13С может быть выполнена в виде формирующей поверхности, которая проходит дальше наружу на нижней стороне, чем на верхней стороне. Выполненная таким образом внутренняя периферийная поверхность 13С выполняет функцию подавления набегания пищевого теста D, которое раскатывается наружу, на верхнюю сторону 13А рамочного элемента 13.
Дополнительно к этому, хотя раскатывающий ролик 23 может вращаться на своей оси с той же скоростью, что и скорость вращения, которая получается, когда раскатывающий ролик 23 пассивно приводится во вращение на своей оси в результате поворота раскатывающего ролика 23 с помощью поворотного двигателя 17, раскатывающий ролик 23 предпочтительно приводится во вращение на своей оси с помощью вращающего двигателя 25 с более высокой скоростью, чем указанная скорость поворота. А именно, скорость вращения раскатывающего ролика 23 должна быть скоростью вращения, которая больше скорости вращения, которая вызывается пассивным приводным вращением (называемая в последующем пассивной приводной скоростью вращения). В частности, раскатывающий ролик 23 приводится во вращение на своей оси со скоростью, которая примерно в 1,4-2,8 раза превышает пассивную приводную скорость вращения.
Следовательно, поскольку раскатывающий ролик 23 приводится во вращение на своей оси с большей скоростью, чем пассивная приводная скорость вращения, то в случае, например, существования легкого гребневидного выступа в направлении прохождения раскатывающего ролика 23 по пищевому тесту D, обеспечивается функция затягивания выступающей части под нижнюю сторону раскатывающего ролика 23, так что выступ эффективно устраняется.
Кроме того, поскольку окружная скорость конического раскатывающего ролика 23 больше у имеющей наибольший диаметр части 21C, чем у вершинной части 21T раскатывающего ролика 23, то проявляется тенденция вытягивания пищевого теста D со стороны вершинной части 21T в сторону имеющей наибольший диаметр части 21C раскатывающего ролика 23 (в радиальном направлении), за счет чего можно эффективно раскатывать пищевое тесто D в подходящую форму, такая как уплощенная форма, в которой центральная часть является плоской в результате синергического взаимодействия между прижимным действием раскатывающего ролика 23 и действием вращения с высокой скоростью раскатывающего ролика 23, который активно приводится во вращение на своей оси.
Дополнительно к этому пищевое тесто D1, которое расширилось дальше наружу, чем имеющая самый большой диаметр часть 21C раскатывающего ролика 23, приходит в контакт с имеющей по существу форму усеченного конуса задней концевой частью 22 и проявляет тенденцию к затягиванию в направлении имеющей наибольший диаметр части 21С задней концевой части 22, окружная скорость которой выше (в направлении центра). А именно, коническая часть 22 действует вместе с действием внутренней периферийной поверхности 13С для направления периферийной краевой части пищевого теста D1 вниз для подавления набегания пищевого теста D1 на верхнюю поверхность 13А рамочного элемента 13. Следовательно, получается пищевое тесто D2, центральная часть которого раскатана одинаково тонко, в то время как периферийная краевая часть образована на наружной в радиальном направлении стороне центральной части с равномерно большей толщиной, чем центральная часть.
Активная приводная скорость вращения раскатывающего ролика 23 может становиться меньше скорости, которая в 1,4 раза превышает пассивную приводную скорость. Однако, если это происходит, то тесто D1 толкается и расширяется за переднюю концевую часть 21 раскатывающего ролика 23 и приходит в контакт с внутренней периферийной поверхностью 13С рамочного элемента 13, после чего периферийная краевая часть пищевого теста D1 удерживается на периферийной поверхности 13С, и подобный гребню небольшой выступ пищевого теста, существующий спереди в направлении движения раскатывающего ролика 23, сжимается со смещением в направлении движения раскатывающего ролика 23, поворачивающегося вокруг, что приводит к тому, что образуется складка с заворотом на верхней поверхности (раскатанной поверхности) полученного пищевого теста D2. Следовательно, для улучшения действия затягивания пищевого теста D1 под нижнюю сторону раскатывающего ролика 23 и подавления образования складки, активная приводная скорость вращения желательно должна быть равна или выше, чем скорость, превышающая примерно в 1,4 раза пассивную приводную скорость вращения.
Дополнительно к этому в случае, когда активная приводная скорость вращения раскатывающего ролика 23 больше чем скорость, превышающая примерно в 2,8 раза пассивную приводную скорость вращения, то действие раскатывающего ролика 23 по затягиванию части пищевого теста D1, лежащей спереди в направлении движения раскатывающего ролика 23, под нижнюю сторону раскатывающего ролика 23 увеличивается, и периферийный край пищевого теста D1 удерживается на внутренней периферийной поверхности 13С рамочного элемента, что приводит к тому, что образуется складка, имеющая заворот, противоположный завороту указанной выше складки, на верхней поверхности получаемого пищевого теста D2, что не желательно.
Как следует из приведенного выше описания, по меньшей мере в завершающей стадии так называемого процесса формирования раскатыванием пищевого теста D2, когда периферийный край пищевого теста D1 приходит в контакт с внутренней периферийной поверхностью 13 рамочного элемента 13, активная приводная скорость вращения раскатывающего ролика 23 должна желательно примерно в 1,4-2,8 раз превышать пассивную приводную скорость вращения. Желательно выбирать активную приводную скорость вращения раскатывающего ролика 23 в зависимости от физических свойств пищевого теста D или объема муки, добавленной в пищевое тесто D перед началом процесса формирования раскатыванием. Дополнительно к этому можно использовать в качестве пищевого теста D подходящее тесто, выбранное, например, из пищевого теста, полученного сразу после формирования теста в круглую форму, пищевого теста, полученного после нескольких десятков минут после отдыха теста, пищевого теста, полученного после завершения стадии брожения и т.п., дополнительно к толстому пищевому тесту, правильно раскатанному до подходящей толщины.
В приведенном выше описании пищевое тесто D поднимается относительно раскатывающих роликов 23, которые расположены на заданной высоте, для раскатывания ими. Однако возможно также, что раскатывающие ролики 23 опускаются относительно пищевого теста D, расположенного на заданной высоте, так что можно раскатывать пищевое тесто D. А именно, не имеет значения, поднимается ли пищевое тесто D относительно раскатывающих роликов 23 или раскатывающие ролики опускаются относительно пищевого теста D. Следовательно, часть верхней рамочной части 10, на которую опираются раскатывающие ролики 23, может быть выполнена с возможностью поднимания или опускания.
На фиг.5А и 5Б и фиг.6А и 6Б схематично показано устройство 1 для раскатывания и формирования пищевого теста, согласно второму варианту выполнения, и для этого варианта выполнения ниже приводится описание раскатывания по существу сферического блока пищевого теста D1 в пищевое тесто D2, которое может быть разделено на несколько кусков пищевого теста. На фиг.5А показан вид сверху, а на фиг. 5Б - разрез по линии А-А на фиг.5А на виде спереди. Дополнительно к этому на фиг.6А показан вид сверху, а на фиг.6Б - разрез по линии В-В, показанной на фиг.6А, на виде в направлении стрелок. Дополнительно к этому аналогичными позициями обозначены составляющие элементы, аналогичные по выполняемой функции элементам согласно первому варианту выполнения, что позволяет не повторять их описание.
Во втором варианте выполнения на фиг.5А показано на виде сверху рамочное отверстие 18, которое образуется при сближении друг с другом рамочных элементов 13, в форме венчика, в котором восемь вогнутых дуг 13G (или кривых) соединены друг с другом в радиальном направлении с равными интервалами. А именно, верхняя концевая часть 13D и нижняя концевая часть 13Е рамочного элемента 13 образованы дугами, имеющими радиусы, которые меньше расстояния до самой дальней от середины точки, которая лежит наиболее далеко от центра (который совпадает с поворотной осью) рамочного отверстия 18. Дополнительно к этому внутренняя пружинная поверхность 13С рамочного элемента 13 показана в виде вогнутой кривой, которая выполнена так, что положение верхней концевой части 13D находится ближе к центру (который совпадает с поворотной осью С), чем положение нижней концевой части 13Е, как показано в вертикальном разрезе на фиг.5Б.
Во втором варианте выполнения в качестве стола, на котором расположено пищевое тесто D, используется имеющий форму диска поддон 51, съемно установленный в углубленной части 52А, образованной на вертикально перемещаемой опоре 52. Вертикально перемещаемая опора 52 расположена ниже раскатывающих роликов 23 и соединена с вертикальным исполнительным блоком (не изображен), так что обеспечивается возможность вертикального перемещения опоры 52. Во втором варианте выполнения вертикально перемещаемая опора 52 соответствует положению 9В операции раскатывания.
Восемь прямолинейных удлиненных выступающих частей 51а предусмотрены по отдельности на тех же радиальных линиях, на которых лежат восемь выступающих частей 13Р, которые образованы вдоль рамочного отверстия 18 с помощью рамочных элементов 13, когда они сближаются друг с другом, так что удлиненные выступающие части 51А соответствуют выступающим частям 13Р соответственно.
Дополнительно к этому хотя раскатывающий ролик 23 может вращаться с активной приводной скоростью вращения, которая одинакова с пассивной приводной скоростью вращения, раскатывающий ролик 23 предпочтительно приводится во вращение с большей скоростью, чем пассивная приводная скорость вращения. Кроме того, когда раскатывается по существу сферический блок пищевого теста D, то в начальной стадии процесса раскатывания, т.е. в стадии, когда периферийный край пищевого теста D, которое раскатывается в уплощенную форму при одновременном сильном изменении его наружной формы, еще не пришел в контакт с внутренней периферийной поверхностью 13С рамочного элемента 13, раскатывающий ролик 23 желательно приводить во вращение на своей оси со скоростью, превышающей примерно в 1,05-1,4 раза пассивную приводную скорость вращения. Дополнительно к этому в завершающей стадии процесса раскатывания, т.е. в стадии перед или после вхождения в контакт периферийного края пищевого теста D с внутренней периферийной поверхностью 13С рамочного элемента 13, раскатывающий ролик 23 желательно приводить во вращение на своей оси со скоростью, превышающей примерно в 1,4-2,8 раза пассивную приводную скорость вращения.
А именно, управление вращением вращающего двигателя с помощью управляющего блока выполняется так, что отношение активной приводной скорости вращения к пассивной приводной скорости раскатывающего ролика 23 вращения увеличивается в середине стадии, в которой поддон 51, который выполняет функцию стола для опоры теста, и раскатывающие ролики 23 перемещаются относительно друг друга.
Ниже приводится описание процесса формирования раскатыванием пищевого теста D в соответствии со вторым вариантом выполнения. По существу сферический блок пищевого теста D1 (фиг.6А, на которой он показан сплошной линией) размещается по существу в центре верхней поверхности поддона 51, и раскатывающие ролики 23 поворачиваются по кругу со скоростью поворота 100 об/мин и вращаются на своей оси с активной приводной скоростью вращения, которая примерно в 1,3 раза превышает пассивную приводную скорость вращения, в то время как опора 52 постепенно поднимается. Затем пищевое тесто D приходит в контакт с раскатывающими роликами 23 своей вершинной частью (самым толстым местом в центральной части), и за счет прижимания раскатывающих роликов 23 к пищевому тесту D1 пищевое тесто D1 раскатывается в уплощенную форму, в то время как его наружная форма сильно изменяется. Затем, в середине продолжающегося относительного сближения раскатывающих роликов 23 и поддона в качестве стола для опоры теста, скорости раскатывающих роликов 23 изменяются, например, так, что скорость поворота уменьшается до 60 об/мин, в то время как активная приводная скорость вращения увеличивается до скорости, превышающей примерно в 2,2 раза пассивную приводную скорость вращения.
Затем, перед или после изменения скоростей поворота и вращения раскатывающих роликов 23, поддон 51 приводится в упор с нижними поверхностями 13В рамочных элементов 13, которые сблизились друг с другом. Затем поддон 51 поднимается в свое конечное положение подъема, и затем раскатывающие ролики 23 прижимаются к пищевому тесту D, за счет чего пищевое тесто D1 раскатывается в еще более уплощенную форму, в то время как наружная форма пищевого теста D1 изменяется еще сильнее, при этом раскатывание пищевого теста D1 продолжается, пока пищевое тесто, которое толкается наружу от передних концевых частей 21 раскатывающих роликов 23, не достигнет рамочного отверстия 18, заданного внутренними периферийными поверхностями 13С рамочных элементов (фиг.6Б). В результате формируется пищевое тесто D2, которое имеет так называемую обрамленную форму, в которой центральная часть является толстой, а периферийная краевая часть выполнена толще, чем центральная часть, и которая включает вдоль периферийной краевой части насечки (углубленные части), которые образованы выступающими частями 13Р, и дополнительно радиальные канавки, которые образованы удлиненными выступающими частями 51А на их нижней поверхности.
Пищевое тесто, которое толкается наружу от передней концевой части 21 раскатывающего ролика 23, также как в первом варианте выполнения, направляется вниз внутренней периферийной поверхностью 13С рамочного элемента 13, сформированной в вогнуто-изогнутой поверхности, так что нижняя концевая часть 13Е (нижняя боковая часть) проходит дальше наружу, чем верхняя концевая часть 13D (верхняя боковая часть), и поэтому подавляется набегание выдавливаемого наружу теста на верхнюю поверхность 13А рамочного элемента 13. Дополнительно к этому пищевое тесто направляется также вниз за счет втягивающего действия задней концевой части раскатывающего ролика 23, за счет чего подавляется набегание выдавливаемого наружу пищевого теста на верхнюю поверхность 13А рамочного элемента 13.
Дополнительно к этому в качестве средства для образования меток для разделения пищевого теста D2 на несколько кусков пищевого теста на периферийной краевой части пищевого теста D2, рамочное отверстие 18 может иметь форму усеченного конуса на виде сверху, так что, например, полукруглые выступающие части образуются на ее периферии. Кроме того, рамочное отверстие 18 может быть выполнено с многоугольной формой, так что соответствующие углы образуют положения, указывающие места разделения пищевого теста D2.
Дополнительно к этому удлиненные выступающие части 51А, предусмотренные на верхней поверхности поддона 51, могут быть выполнены в виде нескольких выступающих объектов, расположенных по прямой линии, дополнительно к удлиненным выступающим частям 51А, образованным с прямолинейной конфигурацией. Даже при такой конфигурации удлиненных выступающих частей можно образовывать прерывистые канавки на пищевом тесте D2, за счет чего пищевое тесто D2 можно разделять на несколько кусков пищевого теста вдоль образованных прерывистых канавок.
Следует отметить, что удлиненные выступающие части не обязательно должны быть предусмотрены, а могут быть образованы лишь метки, указывающие места разделения, вдоль периферийной краевой части пищевого теста, так что пищевое тесто можно разделять с помощью ножа по меткам.
На фиг.7 схематично показана основная часть устройства для раскатывания и формирования пищевого теста согласно третьему варианту осуществления изобретения. На фиг.8А и 8Б схематично показана на виде спереди основная часть устройства для раскатывания и формирования пищевого теста, согласно третьему варианту осуществления изобретения, при этом на фиг.8А показан конвейер 7В, расположенный в опущенном конечном положении, а на фиг.8Б показан ленточный конвейер 7В, расположенный в поднятом конечном положении. Одинаковые с первым вариантом осуществления элементы обозначены теми же позициями, и их описание повторно не приводится.
Устройство для раскатывания и формирования пищевого теста, согласно третьему варианту осуществления, включает рамочный узел 105 вместо рамочного узла 5 первого варианта выполнения. Хотя на фиг.7 и фиг.8А и 8Б показан лишь один рамочный элемент, рамочный узел 105 рамы включает, аналогично первому варианту осуществления, четыре рамочных элемента 13 для образования наружной формы пищевого теста, которые предусмотрены снаружи места поворота, вдоль которого поворачиваются по кругу раскатывающие ролики 23 с одинаковыми интервалами в окружном направлении, в котором раскатывающие ролики 23 поворачиваются вокруг поворотной оси С в качестве центра их поворота.
Рамочный узел 105 дополнительно включает поворотные пластины 114, соответствующие четырем рамочным элементам 13. Каждая из поворотных пластин 114 прикреплена к опорному элементу 161 через поворотный вал 162, соединенный с возможностью вращения с опорным элементом 161. Опорный элемент 161 предусмотрен на промежуточной пластине 12 и выступает вверх из нее. В соответствии с этим поворотные пластины 114 могут поворачиваться относительно промежуточной пластины 12. Рамочный узел 105 дополнительно включает вал 163, предусмотренный на верхней задней стороне опорного элемента 161, и витую пружину S2. Верхний конец пружины S2 прикреплен к нижнему концу вала 163, а нижний конец пружины S2 прикреплен к верхней части поворотной пластины 114. За счет восстанавливающей силы пружины S2 к задней боковой части поворотной пластины 114 постоянно прикладывается подпружинивающая сила. Следовательно, передняя боковая часть (боковая часть, которая ближе к поворотной оси С в горизонтальном направлении) поворотной пластины 114 отдавливается вниз. Гидравлический цилиндр 15 предусмотрен на верхней поверхности каждой из поворотных пластин 114, при этом четыре гидравлических цилиндра 15 предусмотрены в радиальном направлении с одинаковыми интервалами вокруг поворотной оси С. Направляющий элемент 93 предусмотрен внутри (на стороне возвратно-поступательного штока 15А) каждого гидравлического цилиндра 15, и направляющий элемент 93 включает совершающий возвратно-поступательное движение стол 91, который установлен с возможностью выполнения свободного возвратно-поступательного движения. Возвратно-поступательный шток 15А гидравлического цилиндра 15 соединен с возвратно-поступательным столом 91. Задняя боковая часть 13Y рамочного элемента 13 соединена с возвратно-поступательным столом 91. Следовательно, рамочные элементы 13 могут перемещаться друг к другу и друг от друга в связи с возвратно-поступательными движениями соответствующих возвратно-поступательных штоков 15А. В соответствии с этим, как показано на фиг.8А и 8Б, рамочный элемент 13, гидравлический цилиндр 15 и поворотная плита 114 могут поворачиваться вокруг поворотного вала 162. Поэтому рамочный элемент 13 может перемещаться вертикально в соответствии с вертикальным перемещением ленточного конвейера 7В. Нижняя поверхность поворотной пластины 114 имеет предусмотренные на ней стопоры 165 и 166. Один из стопоров 165 и 166 может приходить в контакт с промежуточной пластиной 12, что ограничивает вертикальный диапазон поворотного движения поворотной пластины 114.
Когда ленточный конвейер 7В поднимается с приближением к раскатывающим роликам 23, то в середине стадии подъема ленточного конвейера 7В несущая поверхность (поверхность опоры пищевого теста D) упирается в нижнюю концевую часть 13Е внутренней периферийной поверхности 13С рамочного элемента 13. При дальнейшем подъеме ленточного конвейера 7В поворотная пластина 114 поворачивается так, что рамочный элемент 13 поднимается относительно раскатывающего ролика 23 (рамочный элемент 13 становится горизонтальным). Когда это происходит, дистальная концевая часть 13Х рамочного элемента 13 прижимается к несущей поверхности ленточного конвейера 7В за счет подъема вверх задней боковой части поворотной пластины 114 с помощью восстанавливающей силы пружины S2, которая расширяется дальше. Как показано на фиг.8Б, пружина 32 (например, динамическая жесткость пружины 32) выбрана так, что рамочный элемент 13 занимает свое горизонтальное положение, когда ленточный конвейер 72 расположен в своем конечном положении подъема.
В соответствии с этим вариантом выполнения рамочного узла 105, рамочный элемент 13 перемещается в вертикальном направлении (качается) на основании единственного поворота вала 162. Поэтому, по сравнению с первым вариантом выполнения, в котором рамочный элемент 13 перемещается в вертикальном направлении на основе четырех валов 16 скольжения и четырех пружин S сжатия, можно просто и точно управлять высотой нижней концевой части 13Е внутренней периферийной поверхности 13С рамочного элемента 13 относительно ленточного конвейера 7В. Следовательно, нижняя концевая часть 13Е внутренней периферийной поверхности 13С рамочного элемента 13 может надежно упираться в ленточный конвейер 7В при подъеме ленточного конвейера 7В. Дополнительно к этому можно легко устранять разницу по высоте между нижними концевыми частями 13Е четырех рамочных элементов 13.
Выше было приведено описание устройств 1 для раскатывания и формирования пищевого теста согласно вариантам осуществления изобретения. Однако изобретение не ограничено ими и может иметь различные модификации без отхода от идеи и объема изобретения. В приведенном выше описании, хотя раскатывающие ролики 23, предусмотренные в узле 3 раскатывания пищевого теста, установлены с возможностью поворота по кругу при одновременном вращении на своих осях, можно использовать конфигурацию, в которой раскатывающие ролики 23 соединены с вращающим двигателем без возможности проворачивания, в то время как стол для опоры пищевого теста D и рамочный узел 5 установлены с возможностью вращения, связанного с направлением вращения раскатывающих роликов 23, за счет чего раскатывающие ролики могут поворачиваться по кругу и вращаться на своих осях относительно пищевого теста.
Дополнительно к этому, хотя указывалось, что раскатывающий ролик 23 имеет коническую перднюю концевую часть 21 и имеющую форму усеченного конуса заднюю концевую часть 22 внутри и снаружи имеющей наибольший диаметр части раскатывающего ролика соответственно, раскатывающий ролик 23 может быть выполнен в виде лишь одной конической или имеющей форму усеченного конуса передней концевой части. Даже в такой конфигурации выполняется функция внутренней периферийной поверхности 13С рамочного элемента 13 или формирующей поверхности, в которой нижняя боковая часть проходит дальше наружу, чем верхняя боковая часть, состоящая в направлении вниз выталкиваемого наружу от имеющей наибольший диаметр части 21C раскатывающего ролика пищевого теста, что обеспечивает возможность предотвращения набегания пищевого теста на верхнюю поверхность рамочного элемента. Как указывалось выше, передняя концевая часть 21 имеет по существу форму конуса или форму усеченного конуса, которая может быть формой, имеющей прогрессивно увеличивающийся диаметр с удалением от поворотной оси. Например, передняя концевая часть 21 может проходить в направлении оси вращения от ее базового конца до ее дистального конца, при этом дистальный конец находится ближе к поворотной оси, чем базовый конец в радиальном направлении поворота относительно поворотной оси, и при этом дистальный конец имеет диаметр, меньший диаметра базового конца. То есть передняя концевая часть 21 может иметь форму n-угольной пирамиды или форму n-угольной усеченной пирамиды (n - целое число). Кроме того, образующая передней концевой части 21 не ограничивается прямой линией, а может быть кривой или иметь выгнутую или вогнутую форму. Кроме того, боковая поверхность по существу конической формы или формы усеченного конуса не ограничивается плоской поверхностью, а может иметь канавку или выступ.
Дополнительно к этому, как указано в JP-B-3811790, можно использовать конфигурацию, в которой раскатывающие ролики установлены с возможностью вращения вокруг оси вращения вращающегося элемента и имеют форму усеченного конуса, в которой диаметр увеличивается наружу от центра вращения вращающегося элемента. Кроме того, можно использовать конфигурацию, в которой имеющие форму усеченного конуса раскатывающие ролики приводятся во вращение на своей оси с помощью приводной системы, которая отличается от приводной системы для приведения во вращение вращающегося элемента на его оси. Например, нижняя концевая торцевая поверхность трубчатого вращающегося элемента, который вращается в окружном направлении вокруг центра вращения (поворотной оси) при приведении центра вращения в упор с окружной поверхностью, которая соответствует образующей самой верхней части раскатывающего ролика, для приведения раскатывающего ролика во вращение на своей оси с большей скоростью, чем пассивная приводная скорость вращения раскатывающего ролика, с которой раскатывающий ролик пассивно приводится во вращение на своей оси.
Таким образом, за счет обеспечения поворачивающегося ролика для привода раскатывающих роликов в круговое поворотное движение и вращающегося двигателя для приведения во вращение раскатывающих роликов на своих осях и управления скоростью вращения раскатывающих роликов, чтобы она была больше их пассивной приводной скорости вращения, можно эффективно раскатывать пищевое тесто, наружная форма которого образуется с помощью рамочного узла. Кроме того, становится возможным раскатывание пищевого теста, имеющего гладкую поверхность, которая не имеет складок, таких как закрутки пищевого теста, которые бы образовывались на нем в противном случае. Преимущество подавления образования складки в виде закрутки пищевого теста на верхней поверхности (раскатанной поверхности) пищевого теста обеспечивается также в случае, когда внутренняя периферийная поверхность рамочного элемента образована в вертикальной плоскости. В качестве примера, устройство 1 для раскатывания и формирования пищевого теста включает поворотный двигатель 17 и вращающий двигатель 25 в качестве поворотного приводного узла, предназначенного для приведения в поворотное движение раскатывающего ролика 23, и вращающего приводного блока, предназначенного для приведения раскатывающего ролика 23 во вращательное движение соответственно, но не ограничивается этим. Например, поворотный приводной блок или вращающий приводной блок может включать двигатель, а другой из них может включать передачу, соединенную с двигателем. В этом случае скоростью поворота и скоростью вращения можно управлять с помощью управляющего блока 27, управляющего двигателем (т.е. поворотным приводным узлом или вращающим приводным узлом).
Кроме того, приведенный в качестве примера рамочный узел 5 включает четыре рамочных элемента 13, однако он не ограничивается этим. Например, рамочный узел может включать единственный рамочный элемент 13, включающий рамочное отверстие 18, который может перемещаться вертикально относительно раскатывающих роликов 23.
С помощью указанных выше вариантов осуществления изобретения становится возможным не только подавление образования тонких кусков пищевого теста, которые выступают из периферийной краевой части пищевого теста, и образование складок на поверхности раскатанного пищевого теста, но также формирование пищевого теста с желаемой формой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ПИЩЕВОГО ТЕСТА И ДИСКООБРАЗНОЕ ТЕСТО, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2006 |
|
RU2383136C2 |
| УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ТЕСТА | 2002 |
|
RU2241334C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КУСКА ТЕСТА | 2003 |
|
RU2262850C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ РАЗМЯТИЯ И РАСКАТЫВАНИЯ ПОЛОСЫ ХЛЕБНОГО ТЕСТА | 2003 |
|
RU2281651C2 |
| СПОСОБ РАСКАТЫВАНИЯ ТЕСТОВОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2278518C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ПОРЦИИ ТЕСТА | 2004 |
|
RU2345527C2 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| ОКРУГЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПИЩЕВОГО ТЕСТА И СПОСОБ ОКРУГЛЕНИЯ ПИЩЕВОГО ТЕСТА | 2013 |
|
RU2582348C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ПОЛОСЫ ТЕСТА | 2019 |
|
RU2713791C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ВЗБИВАНИЯ И РАСКАТЫВАНИЯ ЛЕНТЫ ПИЩЕВОГО ТЕСТА | 2003 |
|
RU2268594C2 |






Группа изобретений относится к устройству и способу для раскатывания и формирования пищевого теста. Устройство включает раскатывающий ролик, выполненный с возможностью раскатывания расположенного на столе блока пищевого теста в уплощенную форму, и рамочный узел, имеющий внутреннюю периферийную поверхность, обращенную к раскатывающему ролику. Раскатывающий ролик выполнен с возможностью поворота относительно стола вокруг поворотной оси и вращения относительно стола вокруг оси вращения раскатывающего ролика. Раскатывающий ролик имеет первую часть, имеющую по существу форму конуса или форму усеченного конуса, проходящую в осевом направлении вращения. Рамочный узел предусмотрен снаружи места поворота первой части раскатывающего ролика. Внутренняя периферийная поверхность рамочного узла включает верхнюю боковую часть и нижнюю боковую часть, которая находится дальше от поворотной оси, чем верхняя боковая часть относительно радиального направления поворота. Использование изобретения позволит повысить качество пищевого теста. 3 н. и 9 з.п. ф-лы., 9 ил.
1. Устройство для раскатывания и формирования пищевого теста, содержащее:
раскатывающий ролик, выполненный с возможностью раскатывания расположенного на столе блока пищевого теста в уплощенную форму; и
рамочный узел, имеющий внутреннюю периферийную поверхность, обращенную к раскатывающему ролику, при этом:
раскатывающий ролик выполнен с возможностью поворота относительно стола вокруг поворотной оси и вращения относительно стола вокруг оси вращения раскатывающего ролика;
раскатывающий ролик выполнен с возможностью относительного перемещения к столу и от стола; и
раскатывающий ролик имеет первую часть, имеющую, по существу, форму конуса или форму усеченного конуса, проходящую в осевом направлении вращения от его первого базового конца к его первому дистальному концу, при этом первый дистальный конец находится ближе к поворотной оси, чем первый базовый конец в радиальном направлении поворота относительно поворотной оси, и первый дистальный конец имеет диаметр, меньший диаметра первого базового конца;
при этом рамочный узел предусмотрен снаружи места поворота первой части раскатывающего ролика; и
внутренняя периферийная поверхность рамочного узла содержит верхнюю боковую часть и нижнюю боковую часть, которая находится дальше от поворотной оси, чем верхняя боковая часть относительно радиального направления поворота.
2. Устройство по п.1, в котором рамочный узел содержит несколько рамочных элементов, при этом каждый из рамочных элементов выполнен с возможностью относительного перемещения к раскатывающему ролику и от него в радиальном направлении поворота.
3. Устройство по п.1, в котором внутренняя периферийная поверхность направляет вниз периферийную краевую часть пищевого теста, которое раскатывается с расширением в радиальном направлении поворота с помощью раскатывающего ролика для подавления набегания периферийной краевой части пищевого теста на рамочный узел.
4. Устройство по п.1, в котором раскатывающий ролик расположен так, что первая образующая первой части, расположенная в ее самой нижней части, проходит, по существу, параллельно столу.
5. Устройство по п.1, в котором раскатывающий ролик дополнительно содержит вторую часть, имеющую, по существу, форму усеченного конуса, проходящую от второго базового конца, соединенного с первым базовым концом, ко второму дистальному концу в осевом направлении вращения противоположно первому дистальному концу, при этом вторая часть имеет диаметр, уменьшающийся в направлении второго дистального конца так, что вторая образующая второй части, расположенная в ее самом нижнем положении, наклонена вверх в направлении второго дистального конца.
6. Устройство по п.5, в котором внутренняя периферийная поверхность рамочного узла обращена ко второй образующей.
7. Устройство по п.1, содержащее один или несколько раскатывающих роликов, при этом поворотная ось расположена у дальней концевой части первой части, по меньшей мере, одного или нескольких раскатывающих роликов, так что дальняя концевая часть раскатывает часть пищевого теста, которая находится у поворотной оси.
8. Устройство по п.1, в котором рамочный узел выполнен с возможностью перемещения вертикально относительно раскатывающего ролика для приведения в прижимной контакт со столом, по меньшей мере, когда стол находится наиболее близко относительно раскатывающего ролика.
9. Устройство по п.1, дополнительно содержащее приводной управляющий узел, предназначенный для привода раскатывающего ролика с сохранением скорости вращения раскатывающего ролика выше пассивной приводной скорости вращения раскатывающего ролика, которая является скоростью раскатывающего ролика, пассивно вращаемого за счет поворотного движения раскатывающего ролика.
10. Устройство по п.9, в котором приводной управляющий узел содержит:
поворотный двигатель, предназначенный для приведения раскатывающего ролика в поворотное движение относительно стола вокруг поворотной оси;
вращающий двигатель, предназначенный для приведения раскатывающего ролика во вращение вокруг оси вращения раскатывающего ролика; и
управляющий блок, предназначенный для управления вращающим двигателем для сохранения активной приводной скорости вращения раскатывающего ролика выше пассивной приводной скорости вращения раскатывающего ролика.
11. Устройство для раскатывания и формирования пищевого теста, содержащее:
раскатывающий ролик, выполненный с возможностью раскатывания расположенного на столе блока пищевого теста в уплощенную форму, при этом раскатывающий ролик содержит первую часть, имеющую, по существу, форму конуса или форму усеченного конуса, проходящую в осевом направлении от ее первого базового конца к ее первому дистальному концу, который имеет диаметр, меньший диаметра первого базового конца, при этом раскатывающий ролик выполнен с возможностью относительного перемещения к столу и от стола;
поворотный приводной узел, выполненный с возможностью приведения раскатывающего ролика в поворотное движение относительно стола вокруг поворотной оси;
вращающий приводной узел, выполненный с возможностью приведения раскатывающего ролика во вращение вокруг оси первой части;
рамочный узел, предусмотренный снаружи места поворота первой части; и
управляющий блок, предназначенный для управления, по меньшей мере, одним из поворотного приводного узла или вращающего приводного узла для управления скоростью вращения раскатывающего ролика, при этом управляющий блок выполнен с возможностью:
сохранения отношения активной приводной скорости вращения раскатывающего ролика, приводимого во вращение вращающим приводным узлом, к пассивной приводной скорости вращения раскатывающего ролика, которая является скоростью пассивного вращения раскатывающего ролика за счет поворотного движения раскатывающего ролика, так что активная приводная скорость вращения превышает пассивную приводную скорость вращения; и
увеличения отношения активной приводной скорости вращения к пассивной приводной скорости вращения раскатывающего ролика при относительном перемещении раскатывающего ролика к столу.
12. Способ раскатывания и формирования пищевого теста с использованием устройства, которое содержит:
раскатывающий ролик, выполненный с возможностью раскатывания расположенного на столе блока пищевого теста в уплощенную форму, при этом раскатывающий ролик выполнен с возможностью поворота вокруг поворотной оси и вращения вокруг оси раскатывающего ролика, и раскатывающий ролик выполнен с возможностью относительного перемещения к столу и от стола; и
рамочный узел, предусмотренный снаружи от места поворота первой части, при этом указанный способ содержит:
прижимание раскатывающего ролика к пищевому тесту для раскатывания пищевого теста так, что форма пищевого теста соответствует форме, заданной внутренней периферийной поверхностью рамочного узла;
приведение во вращение раскатывающего ролика с активной приводной скоростью вращения, которая выше пассивной приводной скорости вращения раскатывающего ролика, которая является скоростью раскатывающего ролика, пассивно вращаемого за счет поворотного движения раскатывающего ролика; и
увеличение отношения активной приводной скорости вращения раскатывающего ролика к пассивной приводной скорости вращения раскатывающего ролика при относительном перемещении раскатывающего ролика к столу.
| JP 2007020520, 01.02.2007 | |||
| JP 2007006866, 18.01.2007 | |||
| JP 2007174953, 12.07.2007 | |||
| WO 8601078, 27.02.1986. |

