Область техники, к которой относится изобретение
Изобретение относится к пищевой промышленности, а именно к технологии и оборудованию, предназначенным для подготовки теста в виде непрерывной раскатанной полосы, необходимой для производства изделий из теста с начинкой, преимущественно пельменей или подобных им изделий (вареники, манты и т.п.). Изобретение может найти применение на предприятиях, выпускающих указанную продукцию промышленным способом.
Уровень техники
Известен способ раскатывания теста (см. RU 1834640, МПК А 21 С 3/02), предусматривающий укладку теста на входной и выходной транспортеры, установленные последовательно так, что скорость движения выходного превышает скорость движения входного транспортера, и раскатывание теста, по меньшей мере, одним валком путем его возвратно-поступательного перемещения на заданное расстояние над транспортерами, при этом валку сообщено вращательное движение вокруг его оси.
Основным недостатком известного способа является невысокое качество конечного продукта, поскольку многократное раскатывание разрушает структуру теста, а однонаправленное воздействие валками приводит к сдвигу его слоев.
Отрицательные последствия однонаправленного воздействия на тестовый пласт раскатывающими валками исключены в изобретении по SU 1405762, в котором тестовую заготовку растягивают сначала в продольном, а затем в поперечном направлении. Однако такое решение непригодно для получения непрерывной тестовой тонкой полосы, кроме того, растяжка тестовой заготовки не обеспечивает равномерной ее толщины, и неприемлема для пельменного теста в связи с высоким риском разрыва тестового пласта.
В качестве прототипа заявляемого способа принят способ раскатывания тестовой полосы (см. SU 1708226, МПК А 21 С 3/02, опубл. 30.01.92), в котором, в некоторой степени, решена задача улучшения качества тестовой массы за счет сохранения ее структуры и обеспечения формоудерживающей способности теста. При осуществлении способа, принятого за прототип, раскатывают тестовую массу ее пропусканием между последовательно установленными парными валками, из которых нижние валки - цилиндрические, а верхние - бочкообразные, с поверхностью, кривизна которой последовательно уменьшается по ходу движения раскатываемой полосы.
В способе, принятом за прототип, в процессе раскатки на начальной стадии сжимают только среднюю продольную часть тестовой ленты, т.е. раскатку осуществляют воздействием на ограниченном по ширине полосы участке, не воздействуют при этом на периферийные зоны тестовой ленты. В результате этого тесто одновременно раскатывается и в продольном направлении, и в поперечном. Далее увеличивают ширину полосы раскатывающего воздействия, для чего тесто подают к последующим парам бочкообразных валков, выполненных с уменьшающейся от одной пары к другой кривизной поверхности валков и установленных с уменьшающимся зазором в последовательных парах, чем обеспечена поперечная и продольная раскатка. На конечном этапе раскатки тестовую ленту пропускают между последней, калибровочной парой валков, выполненных цилиндрической формы с целью выравнивания толщины пласта и устранения отдельных неровностей. При соответствующих зазорах, т.е. максимальных на начальной стадии раскатки и минимальных на выходе, указанный способ позволяет обеспечить оптимальные давления на тестовую массу, причем ее уплотнение в центре ленты при этом сведено к минимуму, так как криволинейность раскатывающего валка позволяет тестовой массе свободно перемещаться от середины к продольному краю ленты, т.е. обеспечена возможность свободного растягивания массы по ширине с минимальным ее уплотнением.
Принятый за прототип способ характеризуется уменьшенной интенсивностью механического воздействия на тесто при его раскатке, при этом обеспечен сдвиг теста как в продольном направлении, так и в поперечном, что улучшает качество готовых изделий. Однако при вышеописанном способе также имеет место многократность воздействия на тестовую массу и соответственно снижение эластичности теста, нарушение его структуры.
Известны устройства, посредством которых осуществляют непрерывную раскатку полосы теста (см. SU 1243669, SU 1336940, RU 2157627), содержащие ленточный конвейер, или последовательно расположенные ленточные конвейеры, верхние ветви которых служат для поддержания и перемещения полосы теста, и расположенный над конвейером валковый механизм, включающий установленные на связанной с приводом ее движения замкнутой цепи валки, смонтированные с возможностью свободного вращения вокруг своих осей. При включении привода, обусловливающего движение замкнутой цепи с валками и встречное движение конвейера с полосой теста, эта полоса теста раскатывается поверхностями вращающихся валков, последовательно и многократно воздействующих на нее.
Вышеуказанные устройства характеризуются весьма высокой производительностью процесса, а получаемая тестовая лента имеет равномерную толщину. Однако относительный сдвиг слоев теста, осуществляемый в процессе такой раскатки, происходит на всех участках тестовой полосы только в одном направлении, при этом многократная прокатка в одном направлении вызывает расслоение тестовой массы. Кроме того, многократное механическое, с определенным давлением, воздействие валков на тесто нарушает его внутреннюю структуру, в результате чего тесто теряет эластичность. Все это снижает качество выпускаемой продукции.
Известно устройство для растяжки тестовых заготовок (см. SU 1604314), в котором две бесконечные ленты, расположенные с зазором одна над другой и установленные с возможностью перемещения в одном направлении, формируют цельную плоскую конвейерную поверхность, позволяющую получать после растяжки тестовой заготовки тонкие тестовые листы. Однако это устройство не предназначено для непрерывной раскатки тестовой ленты, растяжка заготовки осуществляется циклически совместно с растяжкой конвейерных бесконечных лент, выполненных из эластичного материала и с помощью установленных на поворотных рычагах роликов. Невозможность получения непрерывной тестовой ленты, а также сам принцип растяжки (а не раскатки) тестовой массы, приводящий к неравномерной толщине тестового пласта, а также к риску его разрыва, оставляет нерешенной задачу получения тонкой тестовой ленты, в которой была бы сохранена структура теста.
В качестве прототипа вариантов заявляемого устройства принята конструкция тестораскаточной машины (см. SU 1369700, опубл. 31.10.85), характеризующейся наибольшим количеством конструктивных признаков, совпадающих с признаками заявляемого решения. Эта машина содержит реверсивный опорный ленточный транспортер и размещенный над ним раскатывающий ленточный транспортер. Указанные транспортеры включают две бесконечные ленты, смонтированные с возможностью однонаправленного движения их обращенных друг к другу ветвей, и два валка, один из которых, опорный, установлен под верхней ветвью опорного ленточного транспортера, а другой, раскатывающий валок - напротив опорного валка и над нижней ветвью раскатывающего ленточного транспортера. В прототипе тесто подают в зазор между обращенными друг к другу ветвями ленточных транспортеров, первоначально осуществляется раскатка теста воздействием на него поверхностями лент этих ветвей. Далее отформованная конвейерными лентами полоса теста попадает в зону установки валков и раскатывается до требуемой толщины воздействием подпружиненного раскатывающего валка.
Конструкция прототипа позволяет осуществлять раскатку очень мягкого по своим свойствам теста, при этом тонкий лист теста можно получить только многократным реверсом транспортеров и изменением зазора между валками. То есть при применении вышеописанной тестораскаточной машины для изготовления непрерывной тонкой тестовой ленты эта машина будет работать с очень низкой производительностью, а качество полученной с помощью этой машины тестовой ленты будет аналогично качеству полученной с помощью валковых механизмов, т.е. будет характеризоваться такими недостатками как нарушенная внутренняя структура теста в результате многократного механического воздействия, сдвиг слоев, который приведет к расслоению, и т.п.
Раскрытие изобретения
Заявляемыми изобретениями решается задача обеспечить качественное раскатывание в непрерывном процессе тестовой полосы с сохранением внутренней структуры теста и с сохранением его однородности (т.е. без расслоения), с получением при этом тонкой полосовой ленты равномерной толщины.
Поставленная задача решена тем, что в способе раскатывания тестовой полосы, предусматривающем перемещение тестовой массы между раскатывающими элементами, обеспечивающими калибрование ее толщины воздействием на ограниченных по ширине полосы участках, согласно заявляемому изобретению раскатывание осуществляют, смещая воздействие раскатывающих элементов последовательно по ходу движения тестовой полосы и, по меньшей мере, к одному ее продольному краю.
Основной отличительной особенностью заявленного способа, предопределяющей получение технического результата в виде непрерывности раскатки теста с сохранением его внутренней структуры и однородности без каких-либо расслоений, является то, что воздействие раскатывающими элементами, т.е. по сути сжатие теста, осуществляют не по всей ширине раскатываемой тестовой полосы, а на определенном, ограниченном участке, т.е. на определенном отрезке этой ширины, и последовательно по ходу движения ленты практически полностью (в отличие от прототипа) смещают воздействующее (т.е. сжимающее и раскатывающее в поперечном и продольном направлениях) усилие на те участки поверхности тестовой полосы, на которые вследствие предыдущего воздействия переместился избыток тестовой массы, причем предыдущее воздействие при этом прекращают. Такое смещение воздействующего на тесто усилия от раскатывающих элементов сохраняет для теста возможность свободно перемещаться в область последующего воздействия, но препятствует его перемещению на те участки тестовой полосы, где уже произведена раскатка. Другими словами, вышеописанная совокупность признаков обусловливает то, что раскатывающее воздействие на тестовую полосу осуществляется по ее ограниченным по ширине и ориентированным вдоль направления перемещения тестовой массы продольным зонам, причем тестовую массу каждой продольной зоны на определенном отрезке по ширине этой зоны и в конкретный момент процесса раскатки сжимают с опережением по отношению к началу сжатия на смежной и находящейся ближе к продольному краю тестовой полосы зоне, но с опозданием по отношению к смежной продольной зоне, находящейся по другую сторону. Причем начинают воздействие в момент завершения такого воздействия на продольной зоне, где раскатка идет с опережением.
Таким образом достигается непрерывная продольная и поперечная раскатка теста без нарушения его структуры. При этом расстояние между раскатывающими элементами может быть сразу установлено на заданный размер толщины раскатанной тестовой полосы, т.е. исключается многократность механического воздействия на тесто, что также способствует сохранению его структуры.
При предпочтительном варианте осуществления способа раскатку ведут, воздействуя раскатывающими элементами сначала на срединной части тестовой полосы, и последовательно, по ходу ее движения, осуществляют смещение воздействия в двух направлениях, т.е. как к одному продольному краю тестовой полосы, так и к другому. Причем желательно, чтобы величина смещения как в одну, так и в другую сторону, была одна и та же относительно срединной части тестовой полосы, т.е. имеет место симметричное по ширине тестовой полосы и к ее продольным краям перемещение воздействующего усилия, что способствует наиболее равномерной раскатке с достаточно высокой ее производительностью.
С целью наиболее надежного исключения возврата тестовой массы на уже раскатанную область тестовой полосы необходимо каждое последующее по ходу движения тестовой полосы воздействие раскатывающих элементов сместить по ширине полосы и по отношению к воздействию предыдущих раскатывающих элементов на величину, меньшую чем размер участка, на котором осуществляют воздействие. В этом случае имеет место перекрытие раскатываемых один за другим участков, и тестовая масса гарантировано перемещается в направлении к продольным краям тестовой полосы.
В зависимости от пластичности теста, его текучести, упругости и т.п. целесообразно на части участка воздействия, т.е. отрезка по ширине тестовой полосы, на который в определенный момент воздействуют раскатывающими элементами, осуществлять это воздействие с различным усилием, а именно: на той части продольной зоны, которая примыкает к соседней продольной зоне, где раскатка идет с опережением, раскатку вести с равномерным воздействием, а на части со стороны продольного края полосы, т.е. со стороны тестовой массы, еще не подвергнутой раскатке, - с усилием воздействия, уменьшающимся по величине к еще не раскатанной массе. Таким образом, достигается наибольшая свобода перемещения тестовой массы в сторону продольного края, а также обеспечивается раскатка теста одновременно как в продольном, так и в поперечном направлении.
Вышеизложенный способ позволяет осуществлять раскатку с обеспечением заданного размера толщины готовой тестовой полосы при однократном воздействии на тесто раскатывающими элементами. То есть на любой из участков тестовой полосы в связи с тем, что раскатка идет не по всей ширине тестовой полосы, а лишь на ограниченном отрезке этой ширины, сжимающее и раскатывающее усилие прикладывается лишь единожды в момент его прохождения между раскатывающими элементами. Благодаря возможности направить полностью излишек тестовой массы в необходимую сторону и исключая ее возврат в уже раскатанную зону, необходимый размер толщины полосы обеспечивается за один проход теста в калибрующем зазоре между раскатывающими элементами, причем сохраняется структура теста и его высокие качественные показатели. И лишь в частном случае, при смещении воздействия раскатывающих элементов на величину, меньшую чем размер опережающих раскатывающих элементов, на тестовой полосе имеет место двойное воздействие на совокупности узких полосок перекрытия в местах стыковки продольных зон, которое не оказывает существенного отрицательного влияния на структуру теста.
В частном случае исполнения заявляемого изобретения для снятия напряжения в тестовой массе ее подвергают микровибрационному воздействию. Причем микровибрационное воздействие может быть приложено как к тестовой массе, которая подлежит раскатке, так и уже к раскатанной тестовой полосе.
Поставленная задача решена также посредством заявляемых вариантов устройства для раскатывания тестовой полосы. Оба варианта имеют часть сходных существенных признаков, заключающихся в том, что в устройстве для раскатывания тестовой полосы, содержащем две бесконечные ленты, смонтированные с возможностью однонаправленного движения их ветвей, расположенных рядом с зазором и пропущенных между двумя валками, установленными каждый с возможностью контакта с оборотной относительно зазора поверхностью одной из лент и с расположением осей вращения в одной плоскости, перпендикулярной относительно направления движения лент в указанных ветвях, согласно заявляемому изобретению устройство снабжено множеством дополнительных валков, попарно установленных аналогично упомянутым, валки выполнены ступенчатыми, с калибрующими участками, диаметр которых превышает диаметр основной части валка.
При этом в первом варианте заявляемого устройства (п.8 формулы изобретения) калибрующие участки выполнены следующим образом: на первых, по ходу движения в указанных ветвях лент парных валках - в срединной части валков, а на каждой последующей паре валков калибрующие участки разнесены к торцевым их краям с симметричным относительно продольной оси устройства, проходящей через срединные точки валков и перпендикулярно их осям вращения, смещением. Причем величина этого смещения возрастает по длине валка на каждой последующей их паре на величину, не превышающую длину калибрующего участка предыдущего валка.
В другом варианте заявляемого устройства (п.13 формулы изобретения) калибрующие участки выполнены следующим образом: на первых, по ходу движения в указанных ветвях лент парных валках - примыкающими к торцевой части валка, а на каждой последующей паре валков калибрующие участки смещены относительно расположения калибрующих участков первой пары в направлении к другому торцу валка. Причем величина этого смещения возрастает по длине валка на каждой последующей их паре на величину, не превышающую длину калибрующего участка предыдущего валка.
Заявляемые варианты устройства позволяют осуществить вышеизложенный способ раскатывания тестовой полосы с сохранением внутренней структуры теста, с получением требуемого размера ее толщины при однократном воздействии калибрующих участков парных валков на определенный отрезок тестовой полосы. При этом процесс раскатки может быть непрерывным с получением бесконечно длинной тестовой полосы.
При конкретном исполнении устройства как по одному варианту, так и по другому, величина смещения калибрующих участков относительно продольной оси устройства на каждой последующей паре валков возрастает на размер, меньший чем длина калибрующих участков на предыдущей паре валков. Таким образом калибрующие участки каждой последующей (по ходу движения раскатываемой тестовой ленты) пары валков по сравнению с расположением аналогичных участков на предыдущей паре смещены к продольному краю этой ленты. Однако это смещение не должно быть по размеру большим, чем длина предыдущих калибрующих участков, а предпочтительней, чтобы оно было немного меньше. При таком исполнении будет гарантировано некоторое "перекрытие" рядом расположенных продольных зон тестовый полосы, по которым идет раскатка, что обусловливает движение излишка тестовой массы в нужном направлении и исключает неравномерность толщины получаемой тестовой полосы.
Является предпочтительным выполнение калибрующих участков с цилиндрической поверхностью, переходящей в усеченный конус, обращенный меньшим диаметром к соответствующему торцу валка. В первом варианте устройства конические поверхности симметрично размещенных (относительно продольной оси устройства) калибрующих участков обращены в разные стороны к продольным краям раскатываемой полосы ленты. Во втором варианте калибрующие участки выполнены с цилиндрической поверхностью, переходящей в усеченный конус, обращенный меньшим диаметром к торцу валка, в направлении которого смещены калибрующие участки, т.е. конус поверхности обращен в сторону раскатываемой тестовой массы, при этом уже раскатанная часть тестовой полосы фиксируется средством, препятствующим ее поперечному перемещению.
С целью получения микровибраций как в нераскатанной тестовой массе, так и на участках уже готовой тестовой полосы, в конструкции заявляемых устройств используется эксцентриситет между осью цилиндрической поверхности калибрующего участка и осью валка, несущего эту калибрующую поверхность. При этом в первом варианте заявляемого устройства, с целью создания микровибраций в еще нераскатанной тестовой массе, с эксцентриситетом относительно оси цилиндрической поверхности калибрующего участка выполнена ось той части валка, которая расположена между калибрующим участком и торцом валка, а с целью создания микровибраций в тестовой массе уже раскатанной тестовой полосы, с эксцентриситетом относительно оси цилиндрической поверхности калибрующего участка выполнена ось той части валка, которая расположена между калибрующим участком и продольной осью устройства. Аналогично для второго заявляемого варианта: ось той части валка, которая расположена между калибрующим участком и торцом валка, в направлении которого смещены калибрующие участки, эксцентрична относительно оси цилиндрической поверхности калибрующего участка этого валка; а также эксцентрична относительно оси цилиндрической поверхности калибрующего участка ось той части валка, которая расположена между калибрующим участком и торцом валка, размещенным на уровне калибрующих участков первых по ходу движения валков.
Краткое описание чертежей
Заявляемое решение иллюстрируются следующими чертежами, на которых:
на фиг.1 представлена схема заявляемого устройства, применимая как для первого, так и для второго вариантов;
на фиг.2 - разрез А-А- фиг.1 при исполнении устройства согласно первому варианту изобретения (п.8 формулы), показывающий ряд последовательно установленных валков в контакте с оборотной стороной ленты и в процессе ее воздействия на раскатываемую тестовую полосу;
на фиг.3 - фрагмент I фиг.2, укрупненный вид части валков с калибрующими участками;
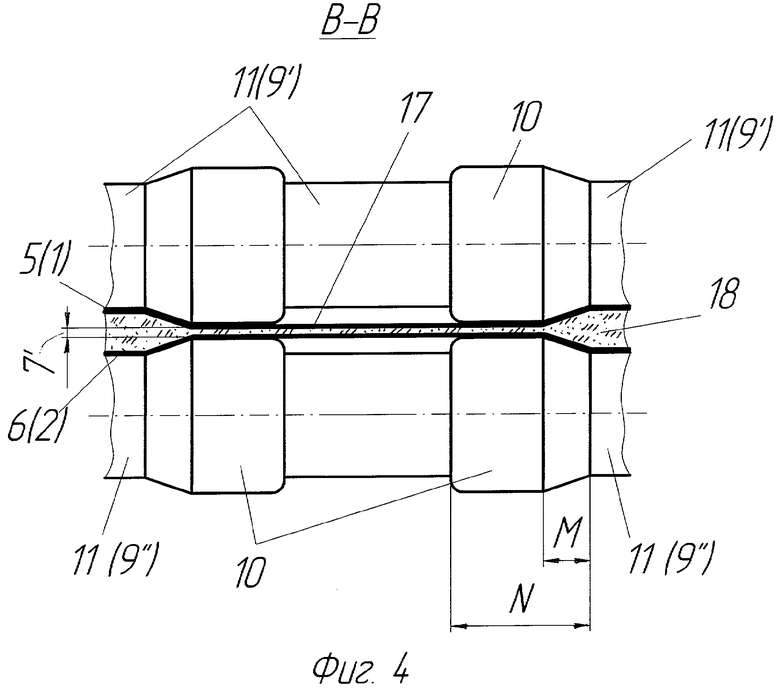
на фиг.4 - разрез В-В фиг.3;
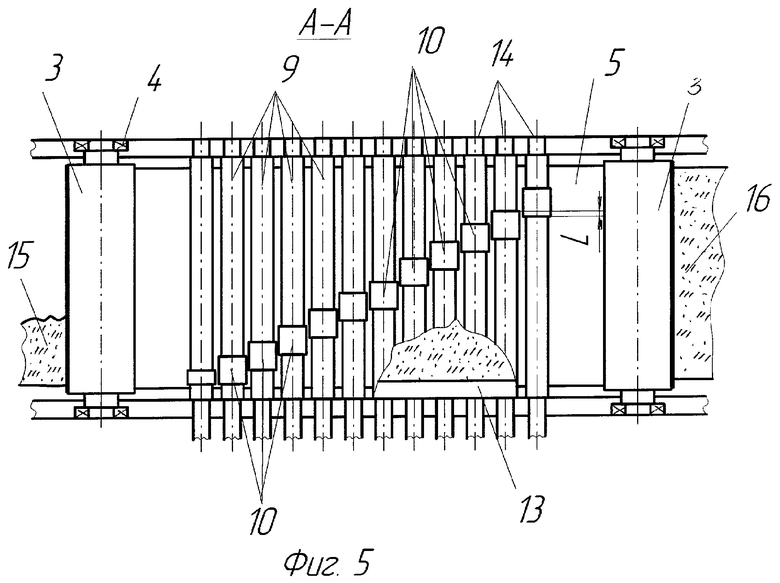
на фиг.5 - разрез А-А фиг.1, при исполнении устройства согласно второму варианту изобретения (п.13 формулы).
Осуществление изобретения
Заявляемый способ осуществляется посредством заявляемых устройств.
Как первый, так и второй варианты устройства для раскатывания тестовой полосы (см. фиг.1, фиг.2, фиг.4), содержат две бесконечные ленты 1 и 2, представляющие собой замкнутые ленты, аналогичные ленте ленточного транспортера. Ленты 1 и 2, которые могут быть выполнены резиновыми, или из другого эластичного материала, пригодного для работы с пищевыми продуктами, огибают барабаны 3, установленные с возможностью свободного вращения посредством подшипниковых узлов 4. Смонтированы ленты 1 и 2 одна над другой таким образом, что между их расположенными рядом ветвями 5 и 6, имеющими возможность однонаправленного движения, образован зазор 7, предназначенный для прохода тестовой полосы 8 в процессе ее раскатки. Над ветвью 5 ленты 1 и под ветвью 6 ленты 2 размещены верхний и нижний ряды валков 9, установленных каждый с возможностью контакта с оборотной относительно зазора 7 поверхностью соответствующей ленты. Валки 9 смонтированы в рядах так, что каждому валку 9' в верхнем ряду соответствует парный ему валок 9'' в нижнем ряду, при этом оси вращения парных валков 9' и 9'' находятся в одной плоскости, перпендикулярной направлению перемещения тестовой полосы, т.е. направлению возможного перемещения лент в ветвях 5 и 6, которые, таким образом, оказываются пропущенными между парными валками 9' и 9'', т.е. между верхним и нижним рядами валков 9. Каждый валок 9 связан со своим приводом (на чертежах не показаны), при этом устройство может быть снабжено блоком синхронизации вращения всех валков (на чертежах не показан), который может быть реализован с применением любых, известных из уровня техники конструктивных решений, обеспечивающих необходимые для бесперебойной работы устройства скорости вращения валков. Возможна реализация устройства, при котором привод валков будет общим и осуществленным через связь с приводными барабанами, в качестве которых могут быть два парных (например, правые) барабана 3, огибаемые лентами 1 и 2. В связи с тем, что конструкции таких приводов могут быть выполнены обычным конструированием, и в связи с тем, что конкретное выполнение привода является частным, несущественным для получения заявленного технического результата признаком, на чертежах конструктивные решения приводов не показаны.
Все валки 9 (и 9', и 9'') выполнены ступенчатыми, с калибрующими участками 10 (см. фиг.2 и фиг.3), диаметр D которых превышает диаметр D1 основных частей 11 этих же валков. Предпочтительным является исполнение, при котором диаметр D1 равен от 0,8 D - 0,9 D.
В варианте заявляемого устройства по п.8 формулы изобретения на первых, по ходу движения лент в ветвях 5 и 6, парных валках 9' и 9'' (поз. а и b) калибрующие участки 10 выполнены в срединной их части, при этом каждый упомянутый валок выполнен с одним калибрующим участком, и длина калибрующих участков 10 парных валков 9' и 9'' (по оси валков) на поз. b, больше длины калибрующих участков парных валков 9' и 9'' на поз. а. На каждой последующей паре валков 9' и 9'' (см. поз. с, d, e, f, q, h, i, j, k, l) калибрующие участки разнесены по длине валка, т.е. на каждом валке по два калибрующих участка 10, при этом на нижнем и верхнем валках эти участки размещены один под другим с образованием калибрующего зазора 7', который меньше, чем расстояние между аналогичными точками цилиндрических поверхностей парных валков на основных их частях 11. Разнесены калибрующие участки 10 по длине валков 9 к торцевым их краям и с симметричным смещением относительно продольной оси 12 устройства. Ось 12 является условной линией, проходящей через срединные точки валков и перпендикулярно их осям вращения. Величина смещения Sc, Sd, Se ... калибрующих участков 10 относительно этой оси на каждой последующей паре валков возрастает по отношению к величине смещения калибрующих участков 10 на предыдущей паре валков. Последующей - т.е. по ходу движения лент и соответственно по ходу движения тестовой полосы в процессе ее раскатки, а именно: пара валиков поз. е является последующей по отношению к паре валиков поз. d, пара валиков поз. f - последующей по отношению к паре валиков поз. е, пара валиков поз. q является последующей по отношению к паре валиков поз. f, и т.д. Величина смещения Sc, Sd, Se ... возрастает по длине каждого последующего в ряду валка на величину, не превышающую длину N калибрующего участка предыдущего валка, а более предпочтительным является условие, чтобы эта величина была меньшей, чем длина калибрующего участка. В этом случае, если рассматривать нижний или верхний ряд валков в плане, то начало (если условно вести отсчет от оси 12) калибрующего участка на любом из валков будет находиться на уровне цилиндрической поверхности калибрующего участка предыдущего валка, т.е. имеет место некоторое частичное "перекрытие" L (см. фиг.2, фиг.3) во взаиморасположении калибрующих участков рядом расположенных валков.
Является предпочтительным выполнение калибрующих участков 10 сложной формы, при которой цилиндрическая поверхность этого участка переходит в усеченный конус, ориентированный меньшим диаметром к соответствующему торцу валка. Размер конусной части М калибрующих участков может колебаться от 1/5 до 3/4 длины N калибрующих участков 10. Угол конусности α также может быть различным. Причем угол конусности α, размеры конусной части М, длины перекрытия L, соотношение диаметров D и D1 зависят от толщины тестовой полосы, которая подлежит раскатыванию, и толщины раскатанной тестовой полосы на выходе устройства (т.е. от толщины тестовой ленты до и после раскатки), от типа теста, его вязкости, состава, влажности, температуры и т.д. Как правило, для определенных технологических процессов изготовления изделий, в частности пельменей, применяется определенный тип тестовой массы, исходя из характеристик которой, отработкой технологического процесса подбирают вышеперечисленные параметры валков и их калибрующих участков.
Второй вариант устройства для раскатывания тестовой полосы (см. фиг.5) конструктивно выполнен аналогично части конструкции первого варианта, т.е. той ее части, которая находится по одну сторону продольной оси устройства по первому варианту. Однако второй вариант имеет свои особенности, а именно устройство дополнено средством 13, препятствующим смещению в поперечном направлении продольного края тестовой полосы, раскатка которого идет первоочередно по отношению к воздействию последующих раскатывающих элементов. Это средство 13 может быть исполнено методами обычного конструирования. В первом варианте заявляемого изобретения отсутствует необходимость в таком средстве благодаря симметричному, одновременному и разнонаправленному воздействию на тестовую полосу калибрующих участков раскатывающих валков.
В первом варианте заявляемого устройства (см. фиг.3) ось цилиндрической поверхности 11 валка, в той части, которая расположена между калибрующим участком 10 и концевым торцом этого валка, выполнена с эксцентриситетом E1 относительно оси цилиндрической поверхности калибрующего участка 10, при этом ось цилиндрической поверхности 11 по другую сторону калибрующего участка 10 также выполнена с эксцентриситетом Е2 относительно оси цилиндрической поверхности калибрующего участка. Аналогично выполнены валки для второго заявляемого варианта: ось той части валка 9, которая расположена между калибрующим участком 10 и торцом 14 валка, т.е. торцом, в направлении которого смещены калибрующие участки, (см. фиг.5) эксцентрична относительно оси цилиндрической поверхности калибрующего участка 10 этого валка, и ось той части валка, которая расположена между калибрующим участком 10 и средством 13, т.е. торцом валка, размещенным на уровне калибрующих участков первых по ходу движения валков, выполнена также с эксцентриситетом относительно оси цилиндрической поверхности калибрующего участка 10.
Устройство для раскатывания тестовой полосы работает следующим образом.
Непрерывно подаваемую тестовую массу 15 необходимо раскатать до тонкой тестовой полосы 16 до толщины, требуемой для производства тестовых изделий с начинкой, в частности пельменей. Для этого тестовую массу, например транспортером (на чертежах не показан), подают в зазор 7 между ветвями 5 и 6 бесконечных лент 1 и 2, которые осуществляют однонаправленное движение со скоростью V. Движение лент осуществляется посредством вращения валков 9, связанных с приводом их вращения, за счет сил трения при контакте этих валков с оборотной стороной соответствующей ветвью ленты, и/или посредством привода, реализуемого через барабаны 3. При прохождении тестовой полосы в зоне расположения парных валков, поз. а и b, калибрующими участками 10 парных валков через полотно лент 1 и 2 сжимается средняя часть тестовой массы сразу до заданной толщины раскатанной тестовой полосы, при этом поверхности 11 этих валков в этот момент лишь в незначительной степени осуществляют раскатку боковых продольных частей тестовой полосы, без больших усилий сжатия и практически не разрушая структуру теста. Поскольку на периферийной части усилия воздействия на тестовую полосу незначительные, тесто стремится в зону наименьшего сопротивления, и растягивается не только в продольном направлении, но и от срединной части к продольным краям полосы, т.е. в поперечном направлении. Далее тестовая полоса поступает к следующей паре валков 9 (поз. с), калибрующие участки 10 которых воздействуют на зоны тестовой полосы, прилежащие к срединной и уже раскатанной валками, поз. а и поз. b, части тестовой полосы, и также раскатывают эти зоны сразу до требуемого значения ее толщины. Затем - к паре валков 9 поз. d, которые раскатывают зону тестовой полосы, примыкающую к зоне раскатанной валками поз. с, и так далее... Перекрытие L при этом исключает неравномерность по толщине срединной раскатанной части полосы, а вытесняемая тестовая масса стремится как в продольном, так и в поперечном, к продольным краям полосы, направлении. Исполнение калибрующих участков 10 с конусной поверхностью, обращенной в сторону раскатки, способствует поперечному растягиванию, при этом раскатанная до требуемой толщины часть 17 (см. фиг.4) тестовой полосы продвигается вдоль оси 12 и остается вне воздействия калибрующих участков 10 последующих валов 9, поз. е, f, q и т.д., т.е. раскатанный, откалиброванный до требуемого значения толщины пласт теста движется к выходу устройства без многократного деформирования и уплотнения, проходя в процессе этого движения режим снятия внутренних напряжений. Этому режиму способствуют создаваемые за счет эксцентриситетов E1 и E2 микровибрации как в раскатанной части 17 тестовой полосы, так и в нераскатанной (подлежащей раскатке) части 18 тестовой массы.
При раскатке тестовой полосы, когда линейные скорости поверхностей калибрующих участков 10 совпадают со скоростями движения лент 1 и 2 в ветвях 5 и 6, линейные скорости поверхностей 11 валков 9 будут меньше. Это приводит к тому, что поверхности 11, находящиеся по отношению к калибрующим участкам 10 со стороны торцов валков 9, проскальзывают относительно контактирующих с ними поверхностей лент 1 и 2. Проскальзывание имеет место из-за того, что геометрия цилиндрических поверхностей 11 не идеальна даже при изготовлении одной установки и имеет биение относительно поверхности калибрующих участков 10. Это приводит к поперечно-продольным микровибрациям движущихся лент, что интенсифицирует процесс раскатки, не требуя значительного вертикального давления на тестовую заготовку. Выполнение поверхностей 11 с эксцентриситетом относительно поверхностей калибрующих участков 10 увеличивает амплитуду вибраций лент 1 и 2 и улучшает процесс раскатки. Выполнение с эксцентриситетом поверхностей 11 по отношению к калибрующим участкам 10 может быть как со стороны продольной оси 12, так и со стороны торцовых концов валков. Однако, поскольку толщина раскатанной полосы меньше уплотняющего зазора между лентами, то выполнение эксцентриситета со стороны продольной оси 12, генерируя микоровибрации, обеспечивает в этой части полосы не столько раскатку теста, сколько способствует снятию внутренних напряжений в тестовой полосе после ее раскатки и повышению формоудерживающих способностей.
В предлагаемом устройстве раскатывание тестовой полосы осуществляется в двух и более направлениях, что исключает расслоение теста и способствует повышению качества готовой продукции, в частности пельменей, у которых не происходит разрывов тестовой оболочки при их варке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСКАТКИ ТЕСТА | 2014 |
|
RU2552075C1 |
| СПОСОБ РАСКАТКИ ТЕСТА | 2014 |
|
RU2597126C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ (ВАРИАНТЫ) | 2005 |
|
RU2297765C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2262232C2 |
| УСТАНОВКА ДЛЯ ВЫРАБОТКИ ТЕСТОВЫХ ЗАГОТОВОК СЛОЕНЫХ БУЛОЧНЫХ ИЗДЕЛИЙ | 1971 |
|
SU308732A1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ТЕСТА В ПЛАСТ | 2011 |
|
RU2478292C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПЛАСТА ТЕСТА И ФОРМОВАНИЯ ИЗ НЕГО ТЕСТОВЫХ ЗАГОТОВОК | 2008 |
|
RU2408190C2 |
| УСТАНОВКА ДЛЯ ВЫРАБОТКИ ТЕСТОВЫХ ЗАГОТОВОК СЛОЕНЫХ БУЛОЧНЫХ ИЗДЕЛИЙ | 1970 |
|
SU280383A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАСКАТКИ ТЕСТА В НЕПРЕРЫВНЫЙ ПЛАСТ | 2013 |
|
RU2536962C2 |
| УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ПОЛОСЫ ТЕСТА | 2019 |
|
RU2713791C1 |


Изобретение относится к пищевой промышленности. Полосу теста перемещают между бесконечными лентами, поджимаемыми раскатывающими элементами, обеспечивающими калибрование ее толщины тестовой полосы, воздействием на ограниченных по ее ширине участках. Раскатывание осуществляют множеством валков, которые выполнены ступенчатыми, с калибрующими участками, диаметр которых превышает диаметр основной части валка. В одном из вариантов на передней паре валков калибрующие участки выполнены в их срединной части, а на каждой последующей паре - смещены к их торцевым краям. В другом варианте на передней паре валков, калибрующие участки примыкают к одному из их торцов, а на каждой последующей - смещены от упомянутого торца к противоположному торцу. В обоих вариантах величина упомянутого смещения валков не превышает длины калибрующего участка предыдущего валка, что обеспечивает однократность раскатывающего воздействия на тесто и, следовательно, возможность получения из него тонкой полосовой ленты с сохранением структуры и текстуры теста. 3 н. и 13 з.п. ф-лы, 5 ил.
| Устройство для формования вязкопластичных пищевых масс | 1989 |
|
SU1708226A1 |
| УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ХЛЕБНОГО ТЕСТА И ПОДОБНОГО ПРОДУКТА | 1999 |
|
RU2157627C1 |
| Тестораскаточная машина | 1985 |
|
SU1369700A1 |
| Машина для раскатки тестовых заготовок | 1975 |
|
SU549128A1 |
| Устройство для раскатки тестовых заготовок | 1981 |
|
SU1033107A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАСКАТКИ ТЕСТА | 1991 |
|
RU2021723C1 |
| Рельсовая цепь переменного тока | 1987 |
|
SU1449437A1 |

