Техническая область
Настоящее изобретение относится к наружному лезвию для электрической бритвы возвратно-поступательного типа, а также к способу изготовления наружного лезвия.
Предпосылки к созданию изобретения
Известна электрическая бритва возвратно-поступательного типа, которая включает в себя наружное лезвие и внутреннее лезвие, которое предназначено для поперечного возвратно-поступательного движения, когда оно находится на внутренней поверхности наружного лезвия. В патентном документе 1 показано наружное лезвие, образованное из четырехугольного листового материала, имеющего большое количество отверстий для введения волос и изогнутого с приданием конфигурации, выступающей вверх, если смотреть в боковых направлениях (например, в форме перевернутой U). В листовом материале периферийный край каждого отверстия для введения волос формирует тисненый внутрь выступающий участок (то есть, выступающий вовнутрь за другую часть), при этом внутреннее лезвие совершает возвратно-поступательное движение в контакте с конечной поверхностью каждого выступающего участка, чтобы таким образом срезать волос, введенный через соответствующее отверстие, предназначенное для введения волос.
Наружное лезвие, образованное из четырехугольного листового материала, изогнутого с приданием конфигурации, выступающей вверх на виде сбоку, имеет боковую часть, формирующую боковую поверхность, при этом боковая часть имеет настолько низкую жесткость, что в нижних конечных частях боковых сторон имеется тенденция к деформации, например, в виде складок или волнистости. В частности, наружное лезвие, сформированное наряду с вышеупомянутым изгибом посредством изгиба в ином направлении, так чтобы изогнуть его верхний край в виде дуги, если смотреть спереди, создает возможность образования избытка материала со стороны нижнего края, что дополнительно способствует деформации. Вышеупомянутые деформации ухудшают внешний вид наружного лезвия.
В патентном документе 1, описанном выше, и в патентном документе 2 с целью сдерживания деформации представлена пластина для предотвращения деформации, прикрепленная к нижнему концу легко деформируемых боковых сторон листового материала и отдельная от них. Однако добавление пластины для предотвращения деформации увеличивает затраты на материал наружного лезвия и количество человеко-часов для сборки, тем самым повышая стоимость.
Патентный документ 1: выложенная публикация №63-286180 японского патента.
Патентный документ 2: публикация №8-8949 японского патента.
Содержание изобретения
Цель настоящего изобретения заключается в создании наружного лезвия для электрической бритвы возвратно-поступательного типа, способного сдерживать деформацию, например, сморщивание или образование волнистости наружного лезвия без добавления такого компонента как, например, пластина для предотвращения деформации, чтобы таким образом сохранять оптимальный внешний вид, а также в создании способа изготовления наружного лезвия.
Наружное лезвие для электрической бритвы возвратно-поступательного типа согласно настоящему изобретению формируют из листового материала, изогнутого с приданием выступающей вверх конфигурации, если смотреть в боковых направлениях. Листовой материал имеет отверстия для введения волос, проходящие через этот листовой материал в направлении его толщины, при этом периферийный край каждого из отверстий для введения волос формирует выступающий участок, который выступает вовнутрь за другую часть листового материала. Конечные поверхности части выступающих участков входят в контакт с внутренним лезвием электрической бритвы возвратно-поступательного типа, совершающим возвратно-поступательное движение для среза волос, введенных через соответствующие отверстия для введения волос. Кроме того, листовой материал формируют с участком для сдерживания деформации в определенной зоне, не включающей в себя выступающие участки, которые входят в контакт с внутренним лезвием, но включающей в себя выступающие участки, которые не входят в контакт с внутренним лезвием. Участок для сдерживания деформации проходит в определенном направлении, при этом выступающие участки, включенные в участок для сдерживания деформации, будут смяты надавливанием выступающих участков с внутренней стороны листового материала.
Способ создания наружного лезвия для электрической бритвы возвратно-поступательного типа согласно настоящему изобретению включает в себя: процесс создания листового материала, формирующего наружное лезвие, при этом листовой материал имеет отверстия для введения волос, проходящие через листовой материал в направлении его толщины, а периферийный край каждого отверстия для введения волос формирует выступающий участок, который выступает вовнутрь за другую часть листового материала; процесс изгиба листового материала с приданием конфигурации, выступающей вверх, если смотреть в боковых направлениях; процесс формирования участка для сдерживания деформации, сдерживающего деформацию нижнего конца листового материала, в определенной зоне листового материала, не включающей в себя выступающие участки, которые входят в контакт с внутренним лезвием электрической бритвы возвратно-поступательного типа, но включающей в себя выступающие участки, которые не входят в контакт с внутренним лезвием. В процессе формирования участка для сдерживания деформации выступающие участки, включенные в зону участка для сдерживания деформации, будут смяты посредством надавливания на участок для сдерживания деформации с внутренней стороны листового материала.
В данном случае фраза «выступающие участки будут смяты» не ограничена полным смятием выступающих участков, а включает в себя такое смятие, чтобы оставить часть направленного внутрь выступа каждого выступающего участка (например, такое смятие, чтобы наклонить каждый выступающий участок на заданный угол радиально внутрь).
В случае вышеупомянутых наружного лезвия и способа изготовления наружного лезвия смятие выступающих участков, включенных в участок для сдерживания деформации, посредством надавливания на них с внутренней стороны увеличивает жесткость нижних конечных частей наружного лезвия, чтобы сдержать деформацию, например, в виде складок и волнистости в нижних конечных частях. Кроме того, формирование участка для сдерживания деформации оказывает незначительное влияние на конфигурацию наружной поверхности наружного лезвия, что обеспечивает улучшение внешнего вида наружного лезвия. Далее, сдерживание деформации не требует добавления какого-либо отдельного компонента, тем самым не приводя к увеличенным затратам, обусловленным таким добавлением.
Краткое описание чертежей
На фиг.1А представлен вид в перспективе наружного лезвия, образованного из листового материала, изогнутого только в первых направлениях согласно варианту осуществления конструкции настоящего изобретения, а на фиг.1В представлен вид в перспективе наружного лезвия, образованного из листового материала, изогнутого в первых направлениях и во вторых направлениях согласно варианту осуществления конструкции.
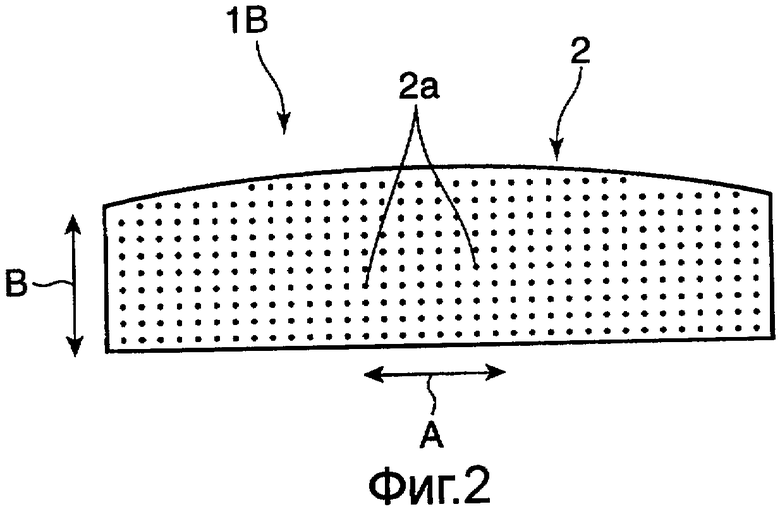
На фиг.2 представлен вид спереди наружного лезвия, показанного на фиг.1В.
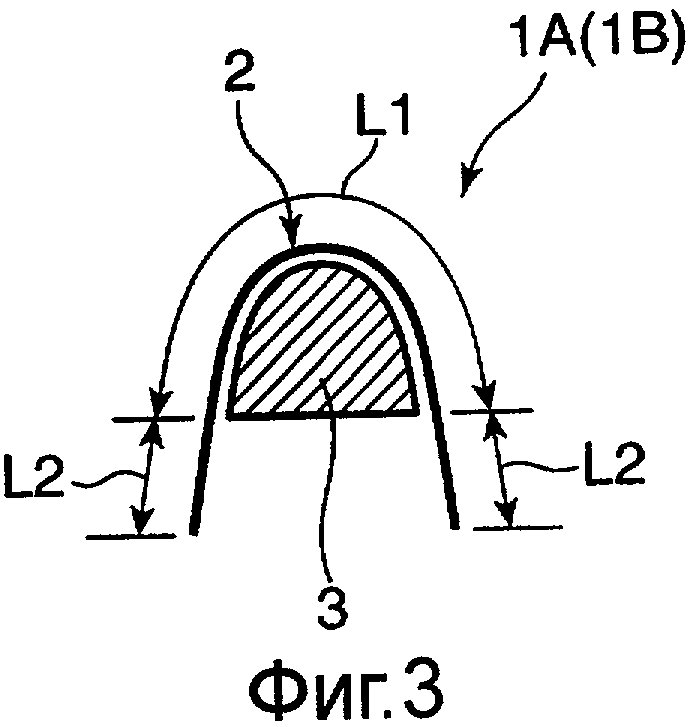
На фиг.3 представлен боковой вид в сечении наружного лезвия, показанного на фиг.1В.
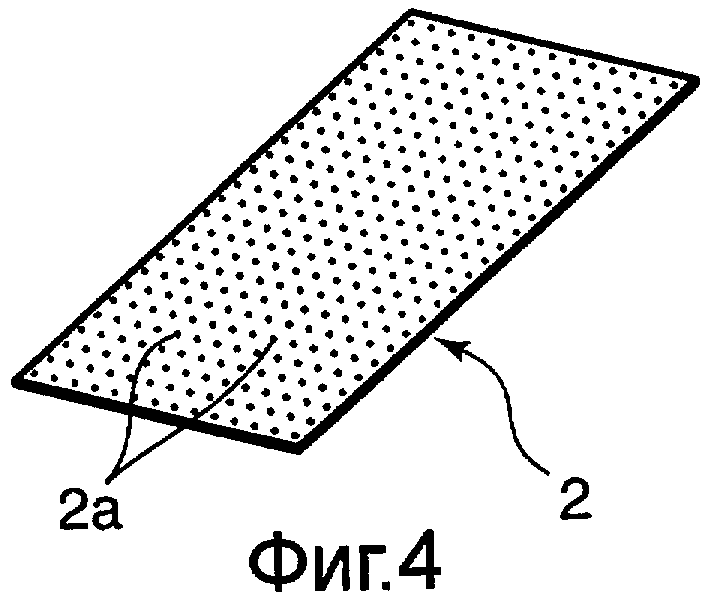
На фиг.4 представлен вид в перспективе еще не изогнутого листового материала для формирования наружного лезвия.
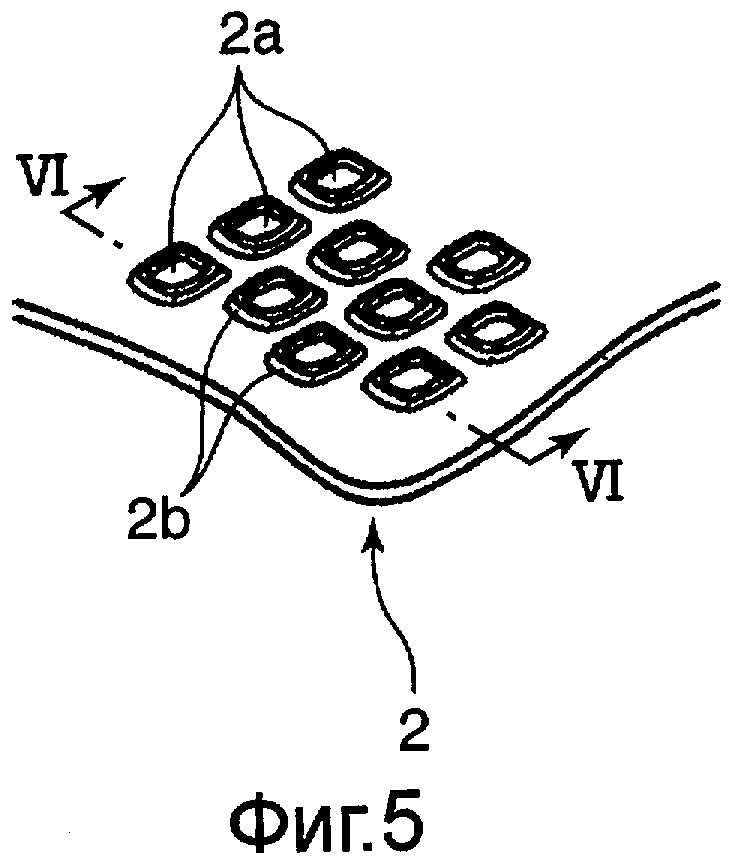
На фиг.5 представлен увеличенный вид в перспективе, показывающий основную часть листового материала согласно фиг.4.
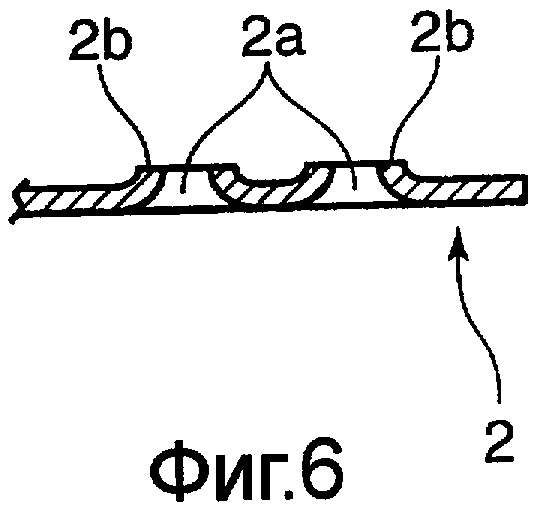
На фиг.6 представлен вид в сечении по линии VI-VI на фиг.5.
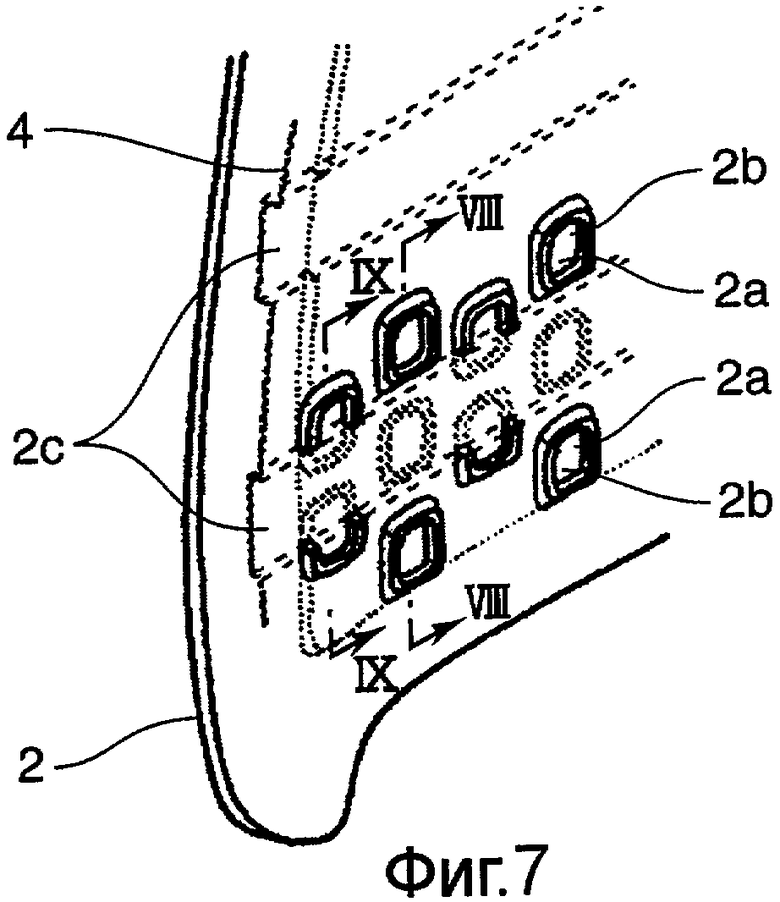
На фиг.7 представлен схематический вид в перспективе, показывающий участок для сдерживания деформации, образованный в листовом материале, формирующем наружные лезвия, показанные на фиг.1А и 1В.
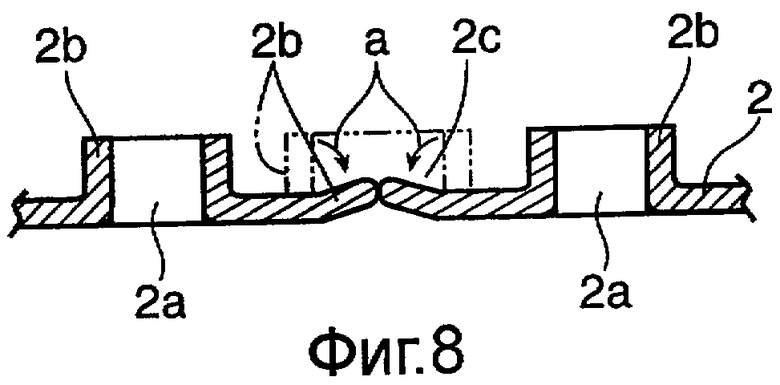
На фиг.8 представлен вид в сечении по линии VIII-VIII на фиг.7.
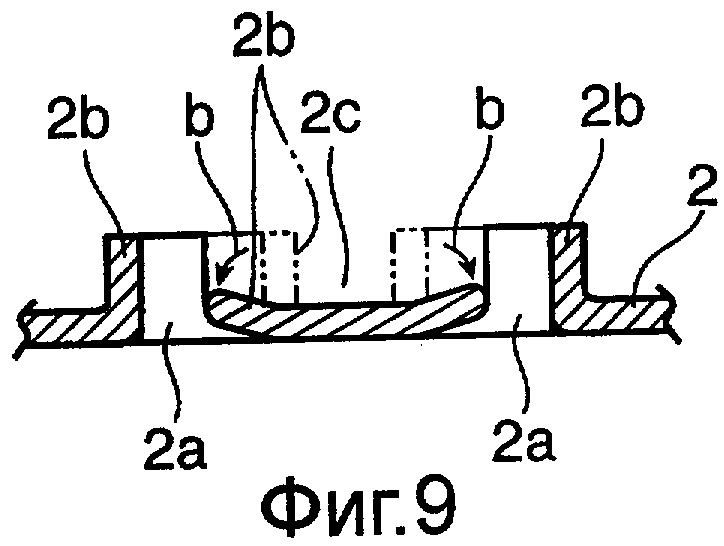
На фиг.9 представлен вид в сечении по линии IX-IX на фиг.7.
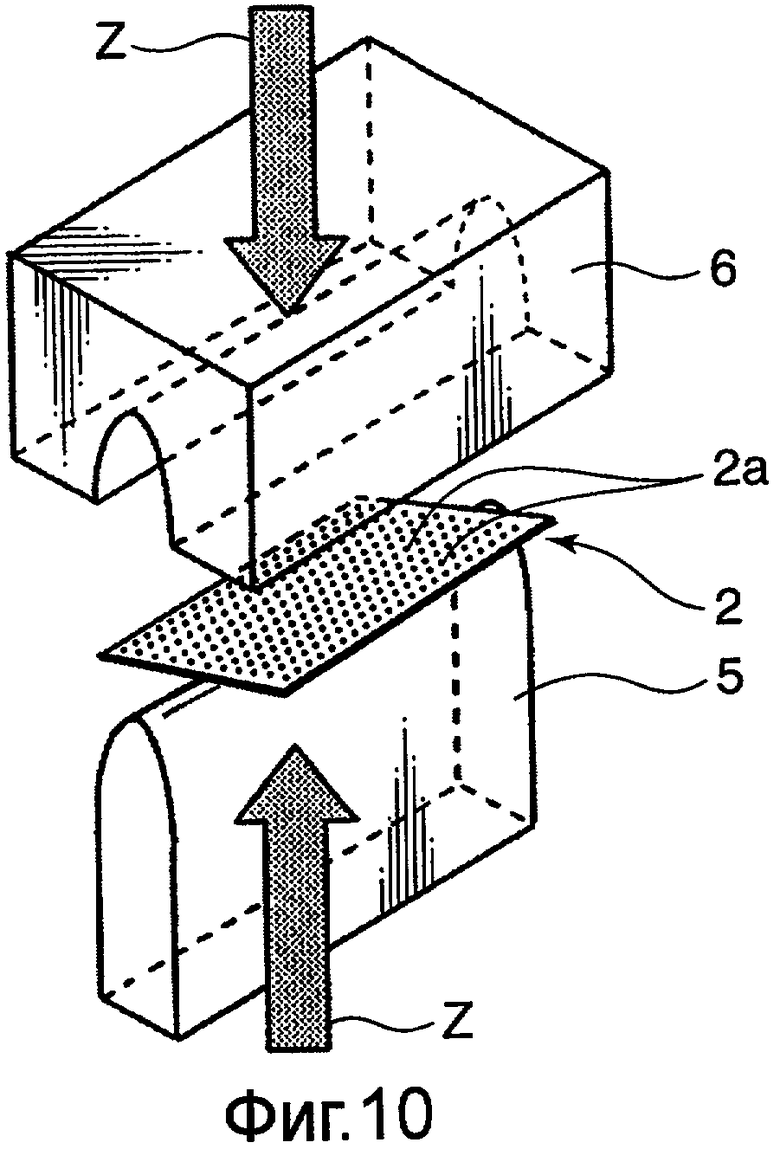
На фиг.10 представлен вид в перспективе, показывающий пуансон и матрицу для изгиба листового материала.
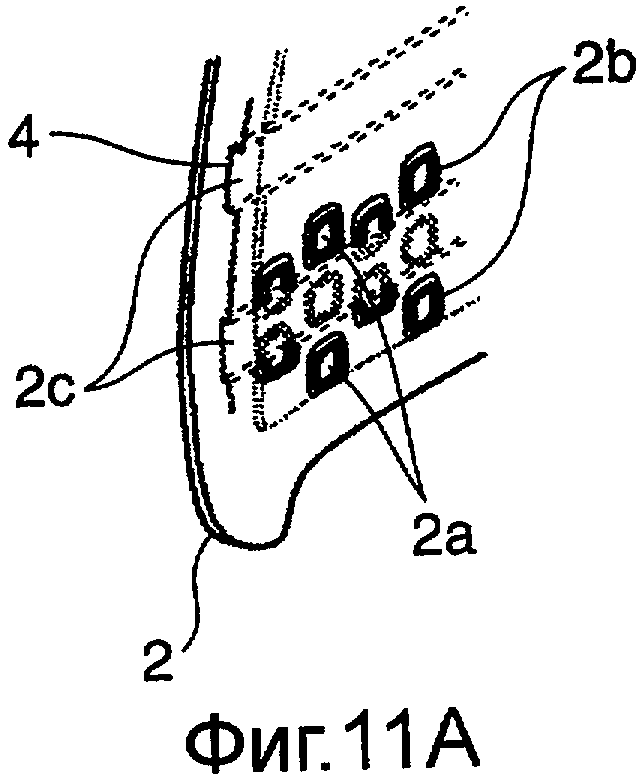
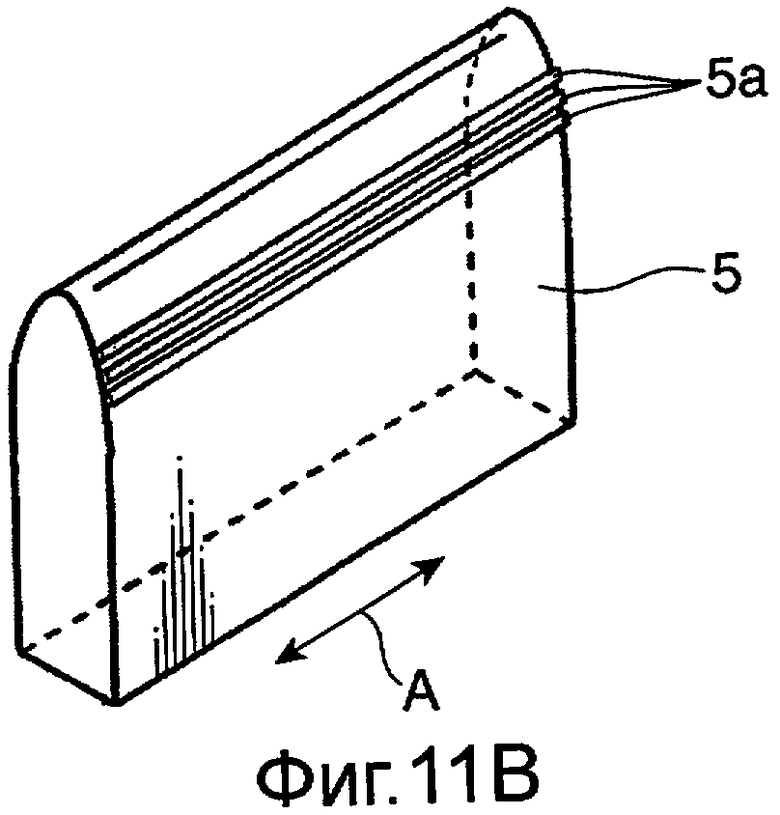
На фиг.11А представлен вид в перспективе, показывающий основную часть наружного лезвия, образованного с участком для сдерживания деформации, проходящим в боковом направлении, а на фиг.11В представлен вид в перспективе пуансона для придания формы наружному лезвию согласно фиг.11А, при этом пуансон имеет боковые ребра для формирования участка, служащего для сдерживания деформации.
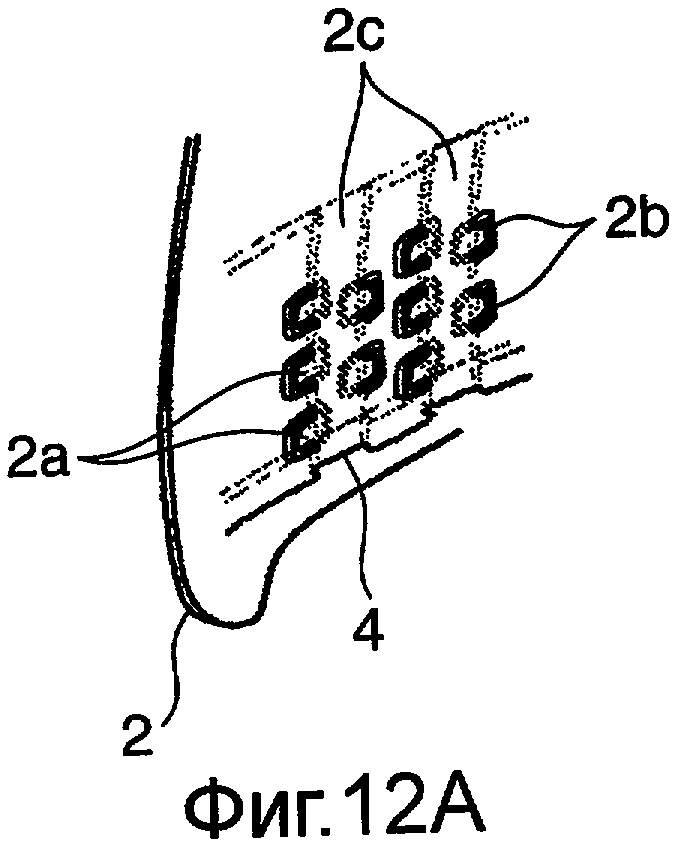
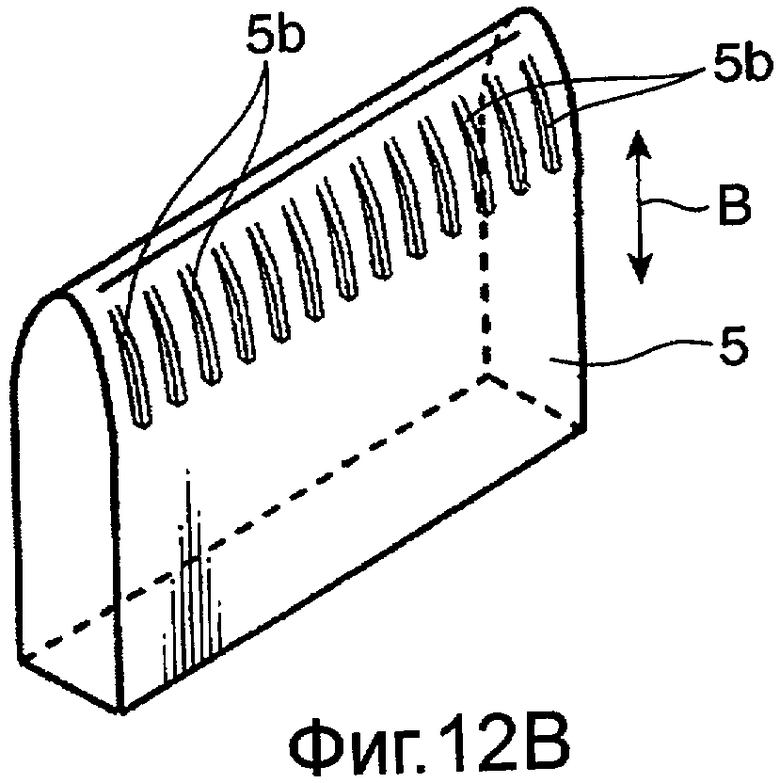
На фиг.12А представлен вид в перспективе, показывающий основную часть наружного лезвия, образованного с участком для сдерживания деформации, проходящим в боковом направлении, а на фиг.12В представлен вид в перспективе пуансона для придания формы наружному лезвию согласно фиг.12А, при этом пуансон имеет вертикальные ребра для формирования участка, предназначенного для сдерживания деформации.
Наилучший способ осуществления изобретения
Наилучший способ осуществления настоящего изобретения ниже будет подробно описан со ссылками на чертежи.
На фиг.1А и 1В соответственно представлены наружные лезвия 1А и 1В для электрической бритвы возвратно-поступательного типа согласно варианту осуществления настоящего изобретения. Каждое из наружных лезвий 1А и 1В формируют из четырехугольного листового материала 2, имеющего большое количество отверстий 2а для введения волос, расположенных по вертикали и в боковом направлении. Периферийный край каждого отверстия 2а для введения волос формирует, как показано на фиг.4-6, выступающий участок 2b, выдавленный внутрь (вверх на фиг.4 и 5), другими словами выступающий внутрь за наружную часть.
Наружное лезвие 1А согласно фиг.1А формируют посредством изгиба листового материала 2, первоначально сформированного подобно плоской пластине, показанной на фиг.4, в виде перевернутой U, в частности, таким образом, чтобы его средняя часть выступала вверх, если смотреть в боковом направлении (то есть в первом направлении). С другой стороны, наружное лезвие 1 В согласно фиг.1В формируют посредством дополнительного изгиба листового материала 2, изогнутого в первом направлении, таким образом, что его верхняя часть будет изогнута в виде дуги, если смотреть спереди (то есть во вторых направлениях, отличающихся от первых направлений).
Каждое наружное лезвие 1А, 1В образует электрическую бритву возвратно-поступательного типа в сочетании с внутренним лезвием 3, показанным на фиг.3. Внутреннее лезвие 3 совершает возвратно-поступательное движение в боковом направлении (в направлении, указанном стрелкой А на фиг.2) в контакте с конечными поверхностями выступающих участков 2b внутри определенной зоны L1 среди выступающих участков 2b наружного лезвия 1, при этом волос будет введен через каждое отверстие 2а, предназначенное для введения волос, чтобы таким образом срезать волос при совместном действии с конечными поверхностями (в качестве практических наружных лезвий) соответствующих выступающих участков 2b.
Как показано на фиг.3, зона L1 представляет собой зону, включающую в себя вершинную часть листового материала 2, за исключением зон L2 вблизи от его обеих нижних конечных частей. Другими словами, каждая из зон L2 вблизи от обеих нижних конечных частей представляет собой зону, не включающую в себя выступающие участки 2b, которые входят в контакт с внутренним лезвием 3, но включающую в себя выступающие участки 2b, которые не входят в контакт с внутренним лезвием 3.
Четырехугольный листовой материал 2, формирующий каждое наружное лезвие 1А, 1В, обычно изготавливают из нержавеющей стали, подвергнутой закалке. Размеры таких листов могут быть соответствующим образом заданы. В общем, предпочтительно, чтобы толщина приблизительно составляла 0,035 мм и приблизительно 0,063 мм при включении тисненых участков 2b отверстий 2а для введения волос. Приемлемый диаметр каждого отверстия 2а для введения волос приблизительно составляет 0,4 мм, а приемлемый шаг отверстий приблизительно составляет 0,5 мм.
Кроме того, также соответствующим образом может быть задана конфигурация каждого отверстия 2а для введения волос. В общем, отверстия 2а для введения волос, образованные в зоне L1, где внутренняя поверхность листового материала 2 (то есть конечные поверхности выступающих участков 2b) входит в контакт с внутренним лезвием 3, имеют шестиугольную конфигурацию, в то время как отверстия 2а для введения волос, образованные в зоне L2, где внутренняя поверхность не входит в контакт с внутренним лезвием 3, имеют четырехугольную конфигурацию.
Отверстия 2а для введения волос расположены с определенным шагом в продольных направлениях наружного лезвия 1, то есть в боковых направлениях (в направлениях, показанных стрелкой А на фигуре 2), причем со смещением на половину шага друг от друга в вертикальных направлениях наружного лезвия 1, то есть в направлениях короткой стороны (в направлениях, показанных стрелкой В на фиг.2), как показано на фиг.7. Другими словами, отверстия 2а для введения волос расположены по зигзагообразной форме в направлениях, показанных стрелкой А (в боковых направлениях).
Любое из наружных лезвий 1А и 1В имеет тенденцию к деформации у нижних конечных частей листового материала 2, формирующего наружное лезвие 1. Точнее, поскольку наружное лезвие 1А образовано посредством изгиба листового материала 2, первоначально выполненного с конфигурацией, подобной плоской пластине, в форме перевернутой U (изогнутой линии, выступающей вверх) на боковом виде (то есть в первых направлениях), и наружное лезвие 1В образовано посредством изгиба листового материала 2, первоначально выполненного с конфигурацией, подобной плоской пластине, в форме перевернутой U (изогнутой линии, выступающей вверх) и в форме, изогнутой в виде дуги на виде спереди (то есть в первых направлениях и во вторых направлениях, отличающихся от первых направлений), каждый изгиб создает избытки материала соответственно в обеих нижних конечных частях, что, вероятно, приводит к деформации, например к образованию складок или волнистости.
Чтобы сдержать деформацию, каждое из наружных лезвий 1А и 1В образовано с участком 2с для сдерживания деформации в определенной зоне в пределах зон L2 листового материала 2, в частности, в каждой из большого количества определенных зон, не включающих в себя выступающие участки 2b, которые входят в контакт с внутренним лезвием 3, но включающих в себя выступающие участки 2b, которые не входят в контакт с внутренним лезвием 3. Каждый участок 2с для сдерживания деформации представляет собой участок, где выступающие участки 2b будут смяты надавливанием с внутренней стороны листового материала 2.
Конфигурации и количество участков 2с для сдерживания деформации, а также степень, в которой будут смяты выступающие участки 2b, включенные в участки 2с для сдерживания деформации, могут быть заданы соответствующим образом. В примере, показанном на фиг.7-9 и 11, выступающие участки, включенные в участки 2с для сдерживания деформации, будут смяты на длину, меньшую, чем первоначальная высота выступания, таким образом, что каждый выступающий участок 2b будет наклонен на заданный угол радиально внутрь, оставляя часть внутреннего выступа каждого выступающего участка 2b.
В примере, показанном на фиг.7-9 и 11, большое количество участков 2с для сдерживания деформации, проходящих в боковых направлениях (показаны стрелкой А), образовано в большом количестве мест, соответственно выровненных по вертикали, при этом каждый из них имеет ширину (вертикальный размер), фактически равную вертикальному размеру одного выступающего участка 2b. Поскольку отверстия 2а для введения волос и выступающие участки 2b, соответствующие их периферийному краю, согласно этому варианту осуществления конструкции расположены по загзагообразной форме, как описано выше, участки 2с для сдерживания деформации включают в себя выступающие участки 2b, смятые в целом, показанные стрелкой а на фиг.8, и выступающие участки 2b, смятые только в их верхней или нижней части, показанные стрелкой b на фиг.9.
В этом примере приемлемая ширина (размер по вертикали) каждого участка 2с для сдерживания деформации приблизительно составляет 0,4 мм, а приемлемое расстояние в вертикальных направлениях (показано стрелкой В) между каждым участком 2с для сдерживания деформации приблизительно составляет 0,8 мм. Количество участков 2с для подавления деформации, которое на фигурах равно трем, может составлять два или менее, либо четыре или более.
В качестве еще одного примера на фиг.12 представлен листовой материал 2, который образован с большим количеством участков 2с для сдерживания деформации, проходящих по вертикали в виде большого количества рядов, соответственно расположенных в боковых направлениях (показано стрелкой А). В этом случае приемлемая ширина (размер в боковом направлении) каждого участка 2с для сдерживания деформации также приблизительно составляет 0,4 мм, а приемлемое расстояние в боковом направлении между каждым участком 2с для сдерживания деформации приблизительно составляет 0,8 мм. Листовой материал 2, показанный на фиг.12, образован с тринадцатью участками 2с для сдерживания деформации, однако количество участков 2с может составлять двенадцать или менее, либо четырнадцать или более.
Далее, направление протяжения участков для сдерживания деформации не ограничено боковыми или вертикальными направлениями, и могут представлять собой наклонные направления.
На фиг.7, 11 и 12 сплошная линия 4, хотя и указывает каналы, проведена лишь для удобства показа того места, где образованы участки 2с для сдерживания деформации, не означая при этом, что каналы фактически должны быть образованы во внутренней поверхности листового материала 2.
В каждом наружном лезвии смятие некоторых или всех из выступающих участков 2b, включенных в участки 2с для сдерживания деформации в листовом материале 2, которые не входят в контакт с внутренним лезвием 3, посредством надавливания на них с внутренней стороны, приводит к остаточному напряжению. Остаточное напряжение стягивает нижние конечные части листового материала 2, формирующего наружное лезвие 1А (1В) для придания им жесткости, тем самым сдерживая деформацию, например, в виде морщин или волнистости в нижних конечных частях. Кроме того, надавливание для формирования участков 2с, сдерживающих деформацию, не влияет на конфигурацию наружных поверхностей наружного лезвия 1А (1В) [на фиг.1А и 1В конфигурация каждого участка 2с для сдерживания деформации показана ломаной линией, но конфигурация не может быть видна с наружной стороны наружного лезвия 1А (1В)], что улучшает внешний вид наружного лезвия 1А (В). Кроме того, нет необходимости в добавлении пластины для предотвращения деформации в качестве отдельного компонента, обеспечиваемого подобно обычному наружному лезвию, что позволяет обойтись без увеличения расходов.
Далее будет описан способ создания наружного лезвия 1А и наружного лезвия 1В.
Вначале формируют листовой материал 2, имеющий форму плоской пластины, показанной на фиг.4-6. Листовой материал 2 создают с определенным количеством отверстий 2а для введения волос, каждый периферийный край которых формирует выступающий участок 2b, который выступает вовнутрь.
Затем листовой материал 2 изгибают с приданием выступающей вверх конфигурации, используя пуансон 5 и матрицу 6 для штампования, показанного, например, на фиг.10. Пуансон 5 имеет конфигурацию наружной поверхности, соответствующую конфигурации внутренней поверхности наружного лезвия 1, а матрица 6 имеет конфигурацию внутренней поверхности, соответствующую конфигурации наружной поверхности наружного лезвия 1. Листовой материал 2 располагают между пуансоном 5 и матрицей 6, как показано стрелками Z на фиг.10, чтобы надавить на него сверху вниз, тем самым придавая ему заданную конфигурацию наружного лезвия.
Если часть пуансона 5, составляющая гребень, и часть матрицы 6, составляющая впадину, на виде спереди прямые, то будет образовано наружное лезвие 1А такого типа, которое показано на фиг.1А, причем оно будет образовано из листового материала 2, изогнутого только в первых направлениях. С другой стороны, если пуансон 5 и матрица 6 соответственно имеют часть в виде гребня и часть в виде впадины, изогнутые в виде дуги на виде спереди, то будет образовано наружное лезвие 1В такого типа, которое имеет верхний край, изогнутый по дуге на виде спереди, показанный на фиг.1В, с формированием при этом листового материала 2, изогнутого как в первом, так и во втором направлениях. В отличие от этого способ создания последнего упомянутого наружного лезвия 1В может по отдельности включать в себя штампование для изгиба листового материала 2 в первых направлениях и штампование для изгиба листового материала 2 во вторых направлениях.
При выполнении вышеупомянутого изгиба (штампования) использование в качестве пуансона 5 пуансона, имеющего наружную поверхность с соответствующими заданными ребрами, которые соответствуют участкам 2с для сдерживания деформации, позволяет пуансону 5 также служить в качестве оправки с функцией формирования участка сдерживания деформации, которая обеспечивает возможность образования участков 2с для сдерживания деформации одновременно с изгибом. Например, для формирования листового материала 2 с приданием конфигурации, имеющей участки 2с для сдерживания деформации, проходящие в боковых направлениях, показанных стрелкой А на фиг.11А, на наружной поверхности 5 может быть задано большое количество ребер 5а, каждое из которых проходит в боковом направлении, соответствующем каждому участку 2с для сдерживания деформации, как показано на фиг.11В. Подобным же образом, чтобы образовать листовой материал 2 с приданием ему конфигурации, имеющей участки 2с для сдерживания деформации, проходящие в вертикальном направлении, показанном стрелкой В на фиг.12А, наружная поверхность пуансона 5 может быть образована с большим количеством ребер 5b, каждое из которых проходит в вертикальных направлениях В, соответствующих каждому участку 2с для сдерживания деформации, как показано на фиг.12В.
Использование пуансона 5 согласно фиг.11В или фиг.12В позволяет сформировать участки 2с для сдерживания деформации (например, для смятия выступающих участков 2b, включенных в участки 2с для сдерживания деформации) одновременно с изгибом листового материала 2, тем самым повышая эффективность изготовления наружного лезвия. Однако участки 2с для сдерживания деформации также могут быть образованы отдельно посредством пуансона и матрицы для исключительного использования после изгиба листового материала 2 (изгиба в первых направлениях или в первом и втором направлениях).
Как было описано ранее, в настоящем изобретении создано наружное лезвие для электрической бритвы возвратно-поступательного типа, а также создан способ изготовления наружного лезвия. Наружное лезвие образовано из листового материала, изогнутого с приданием конфигурации, выступающей вверх, если смотреть в боковых направлениях. Листовой материал имеет отверстия для введения волос, проходящие через этот материал в направлении его толщины, при этом периферийный край каждого отверстия для введения волос формирует выступающий участок, который выступает вовнутрь за другую часть листового материала, причем часть выступающих участков входит в контакт с внутренним лезвием электрической бритвы возвратно-поступательного типа, совершающим возвратно-поступательное движение для среза волоса, введенного через соответствующее отверстие.
Кроме того, листовой материал образован с участком для сдерживания деформации в определенной зоне, не включающей в себя выступающие участки, которые входят в контакт с внутренним лезвием, но включающей в себя выступающие участки, которые не входят в контакт с внутренним лезвием. Участок для сдерживания деформации проходит в определенном направлении, а выступающие участки, включенные в участок для сдерживания деформации, будут смяты посредством надавливания с внутренней стороны листового материала. Это приводит к остаточному напряжению в листовом материале для придания жесткости нижним конечным частям листового материала, сдерживая деформации, например, в виде морщин или волнистости в нижних конечных частях. Далее, формирование участков для сдерживания деформации оказывает незначительное влияние на конфигурацию наружной поверхности наружного лезвия, что обеспечивает улучшение внешнего вида наружного лезвия. Кроме того, сдерживание деформации не требует добавления отдельного компонента, так что не требуется привлечение дополнительных затрат вследствие добавления компонента.
Выступающие участки могут быть смяты так, чтобы оставить часть их выступания вовнутрь. Например, выступающие участки могут быть смяты таким образом, чтобы обеспечить наклон радиально внутрь на заданный угол.
В том случае, когда конечные поверхности выступающих участков в пределах зоны, включающей в себя вершинную часть листового материала в наружном лезвии, входят в контакт с внутренним лезвием, участок для сдерживания деформации может быть образован в пределах другой зоны, чем вышеупомянутая зона, и вблизи от обеих нижних конечных частей листового материала. Это эффективно сдерживает деформацию, особенно в обеих нижних конечных частях.
В настоящем изобретении более желательно, чтобы большое количество участков для сдерживания деформации могло отстоять друг от друга перпендикулярно к направлениям, в которых проходят участки для сдерживания деформации, тем самым дополнительно усиливая влияние на сдерживание деформации. Точнее, предпочтительно, чтобы участки для сдерживания деформации проходили поперечно наружному лезвию и отстояли друг от друга по вертикали наружного лезвия, или чтобы участки для сдерживания деформации проходили по вертикали наружного лезвия и отстояли друг от друга поперечно наружному лезвию.
Настоящее изобретение также может быть эффективно применено к наружному лезвию, в котором листовой материал имеет верхнюю конечную часть, изогнутую в виде дуги, если смотреть спереди.
В случае способа изготовления наружного лезвия согласно настоящему изобретению предпочтительно, чтобы процесс формирования участка для сдерживания деформации, например, включал в себя прижатие внутренней поверхности листового материала к оправке, имеющей наружную поверхность, образованную с ребром, в виде конфигурации, соответствующей конфигурации участка для сдерживания деформации, чтобы таким образом позволить ребру надавить на определенный выступающий участок листового материала с внутренней стороны так, чтобы смять его. Этот способ обеспечивает эффективное формирование участка для сдерживания деформации.
Кроме того, в процессе изгиба листового материала для придания выступающей вверх конфигурации, если смотреть сбоку, изгибание может быть осуществлено посредством штампования, используя пуансон, имеющий наружную поверхность с конфигурацией, соответствующей конфигурации внутренней поверхности наружного лезвия, и матрицу, имеющую внутреннюю поверхность с конфигурацией, соответствующей конфигурации наружной поверхности наружного лезвия, при этом ребро формируют на наружной поверхности пуансона. Это позволяет сформировать листовой материал с участком для сдерживания деформации одновременно со штампованием посредством использования ребра, тем самым обеспечивая более эффективное изготовление наружного лезвия.
В этом случае пуансон предпочтительно может быть образован с большим количеством ребер на его наружной поверхности, при этом ребра отстоят друг от друга перпендикулярно к направлению, в котором проходят ребра.
Точнее, приемлем пуансон, имеющий наружную поверхность, на которой большое количество ребер, проходящих в боковом направлении, отстоит друг от друга по вертикали, или большое количество ребер, проходящих по вертикали, отстоит друг от друга в боковом направлении.
Настоящее изобретение особенно эффективно в случае изгибания листового материала с приданием конфигурации, имеющей верхнюю краевую часть, изогнутую в виде дуги, если смотреть спереди. Поскольку это изгибание может увеличить избыток материала в нижних конечных частях листового материала, что дополнительно способствует деформации, формирование в листовом материале участка для подавления деформации будет эффективным.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕЗВИЕ ЭЛЕКТРОБРИТВЫ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ДЕЙСТВИЯ | 2008 |
|
RU2413604C1 |
| КОЛЬЦЕВОЕ СВЕРЛО | 2004 |
|
RU2311270C2 |
| ЭЛЕКТРИЧЕСКАЯ БРИТВА | 2010 |
|
RU2429115C1 |
| ЭЛЕКТРОБРИТВА | 2011 |
|
RU2510692C1 |
| ЭЛЕКТРИЧЕСКАЯ БРИТВА | 2010 |
|
RU2415745C1 |
| НАБОР ЛЕЗВИЙ ДЛЯ УСТРОЙСТВА ДЛЯ СТРИЖКИ ВОЛОС, УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС С ТАКИМ НАБОРОМ И СПОСОБ ИЗГОТОВЛЕНИЯ НАБОРА ЛЕЗВИЙ | 2013 |
|
RU2684798C2 |
| УСТРОЙСТВО ДЛЯ БРИТЬЯ, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ БРИТВЫ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ БРИТВЫ | 1991 |
|
RU2119424C1 |
| НАБОР ЛЕЗВИЙ ДЛЯ УСТРОЙСТВА ДЛЯ СТРИЖКИ ВОЛОС И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2632339C2 |
| РОЛИКОВЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРИЧЕСКОЙ БРИТВЫ | 2006 |
|
RU2372187C2 |
| ЭЛЕКТРИЧЕСКАЯ БРИТВА | 2008 |
|
RU2434737C2 |
Группа изобретений касается наружного лезвия для электрической бритвы возвратно-поступательного типа, которая содержит наружное и внутреннее лезвия. Наружное лезвие выполнено из листового материала путем его изгиба. Листовой материал имеет отверстия для введения волос. Периферийный край каждого отверстия образует выступающий участок. Часть выступающих участков имеет форму, обеспечивающую контакт конечной поверхности выступающих участков с внутренним лезвием. Листовой материал имеет участок для подавления деформации, расположенный в зоне, не включающей выступающие участки, которые контактируют с внутренним лезвием, и при этом включающей выступающие участки, которые не входят в контакт с внутренним лезвием. Выступающие участки, включенные в участок для подавления деформации, выполнены с возможностью разрушения посредством надавливания с внутренней стороны листового материала. В результате в процессе эксплуатации бритвы обеспечивается сохранение требуемого внешнего вида наружного лезвия. 2 н.з. и 15 з.п. ф-лы, 12 ил.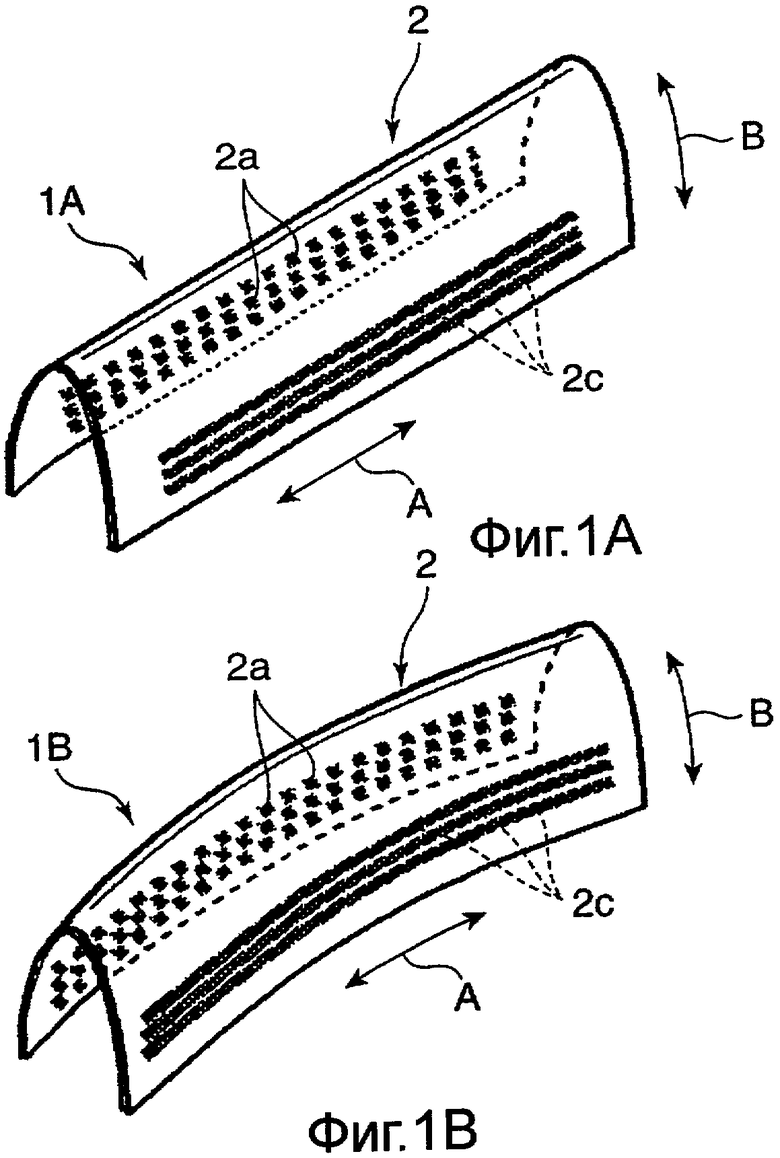
1. Наружное лезвие для электрической бритвы возвратно-поступательного типа, которая включает в себя наружное лезвие и внутреннее лезвие, совершающее возвратно-поступательное движение с внутренней стороны наружного лезвия, при этом наружное лезвие выполнено из листового материала, изогнутого в форму, выступающую вверх на виде сбоку, причем листовой материал имеет отверстия для введения волос, проходящие через листовой материал в направлении его толщины, при этом периферийный край каждого отверстия для введения волос образует выступающий участок, который выступает внутрь за другую часть листового материала, и каждая часть выступающих участков имеет форму, при которой конечная поверхность выступающего участка входит в контакт с внутренним лезвием электрической бритвы возвратно-поступательного типа, совершающим возвратно-поступательное движение для срезания волоса, введенного через соответствующее отверстие для введения волос, при этом листовой материал образован с участком для подавления деформации, проходящим в определенном направлении в определенной зоне, не включающей в себя выступающие участки, которые входят в соприкосновение с внутренним лезвием, и при этом включающей в себя выступающие участки, которые не входят в контакт с внутренним лезвием, выступающие участки, включенные в участок для подавления деформации, выполнены с возможностью разрушения посредством надавливания с внутренней стороны листового материала.
2. Лезвие по п.1, в котором выступающие участки, включенные в участок для подавления деформации, выполнены с возможностью разрушения таким образом, чтобы оставить часть внутреннего выступа каждого выступающего участка.
3. Лезвие по п.2, в котором выступающие участки, включенные в участок для подавления деформации, выполнены с возможностью разрушения таким образом, чтобы наклоняться радиально внутрь на заданный угол.
4. Лезвие по п.1, в котором конечные поверхности выступающих участков в пределах зоны, включающей в себя вершинную часть листового материала в наружном лезвии, входят в контакт с внутренним лезвием, при этом участок для подавления деформации образован в пределах зоны, иной чем зона, включающая в себя верхушечную часть, и вблизи обеих нижних конечных частей листового материала.
5. Лезвие по п.1, которое имеет множество участков для подавления деформации, отстоящих друг от друга перпендикулярно направлениям, в которых проходят участки для подавления деформации.
6. Лезвие по п.5, в котором участки для подавления деформации проходят поперек наружного лезвия и на расстоянии по вертикали от наружного лезвия.
7. Лезвие по п.5, в котором участки для подавления деформации проходят по вертикали наружного лезвия и отстоят в поперечном направлении наружного лезвия.
8. Лезвие по п.1, в котором листовой материал имеет верхнюю краевую часть, изогнутую по дуге, если смотреть с его передней части.
9. Способ изготовления наружного лезвия для электрической бритвы возвратно-поступательного типа, которая включает в себя наружное лезвие и внутреннее лезвие, совершающее возвратно-поступательное движение с внутренней стороны наружного лезвия, согласно которому производят листовой материал для формирования наружного лезвия, при этом листовой материал имеет отверстия для введения волос, проходящие через листовой материал в направлении его толщины, а периферийный край каждого отверстия для введения волос образует выступающий участок, который выступает внутрь за другую часть листового материала, изгибают листовой материал с приданием формы, выступающей вверх на виде сбоку, формируют участок для подавления деформации нижнего конца листового материала, при этом участок для подавления деформации формируют в определенной зоне листового материала, не включающей в себя выступающие участки, которые входят в контакт с внутренним лезвием электрической бритвы возвратно-поступательного типа, и при этом включающей в себя выступающие участки, которые не входят в контакт с внутренним лезвием, причем при формировании участка для подавления деформации выступающие участки, включенные в участок для подавления деформации, разрушают путем надавливания с внутренней стороны листового материала.
10. Способ по п.9, при котором при формировании участка для подавления деформации выступающие участки, включенные в участок для подавления деформации, частично разрушают таким образом, чтобы оставить часть направленного внутрь выступа каждого выступающего участка.
11. Способ по п.10, при котором выступающие участки, включенные в участок для подавления деформации, разрушают таким образом, чтобы наклонить их радиально внутрь относительно него на заданный угол.
12. Способ по п.10, при котором при формировании участка для подавления деформации внутренняя поверхность листового материала прижата к оправке, имеющей наружную поверхность, образованную с ребром в форме, соответствующей форме участка для подавления деформации, чтобы таким образом обеспечить оправке прижатие определенного выступающего участка листового материала с внутренней стороны для его разрушения.
13. Способ по п.12, при котором при изгибании листового материала с приданием выступающей вверх формы, если смотреть в боковых направлениях, изгибание выполняют посредством прессования с использованием пуансона, имеющего наружную поверхность в форме, соответствующей форме внутренней поверхности наружного лезвия, и матрицы, имеющей внутреннюю поверхность в форме, соответствующей форме наружной поверхности наружного лезвия, при этом ребро формируют на наружной поверхности пуансона для формирования участка для подавления деформации в листовом материале одновременно с прессованием.
14. Способ по п.13, при котором пуансон формируют со множеством ребер на его наружной поверхности, при этом ребра отстоят друг от друга перпендикулярно направлениям, в которых проходят ребра.
15. Способ по п.14, при котором ребра проходят в вертикальном направлении и отстоят в поперечном направлении на наружной поверхности пуансона.
16. Способ по п.14, при котором ребра проходят в поперечном направлении и отстоят друг от друга по вертикали на наружной поверхности пуансона.
17. Способ по п.9, при котором листовой материал сгибают в форму, имеющую на виде спереди верхнюю конечную часть, изогнутую по дуге.
| Головка электробритвы | 1974 |
|
SU489290A3 |
| Наружный нож электробритвы | 1975 |
|
SU633456A3 |
| JP 63286180 А, 22.11.1988 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

