Настоящее изобретение относится к кольцевому сверлу и, в частности, кольцевому сверлу для сверления отверстий в таких материалах, как металл, смолистые материалы, полимерные материалы, камень, бетон и древесина.
Традиционно предлагались различные кольцевые сверла такого типа, например кольцевые сверла, полностью выполненные из одного материала, более конкретно из быстрорежущей стали. Кольцевое сверло, выполненное из одного материала, снабжено спиральной канавкой на его цилиндрической наружной периферийной поверхности. Через спиральную канавку отводится стружка, полученная в результате операции резания. Участок кольцевого сверла, за исключением спиральной канавки, по существу имеет толщину основания кольцевого сверла.
В кольцевом сверле для сверления отверстий в металле, смолистых материалах и других материалах, так как стружка, вырабатываемая непрерывно, имеет большую ширину, желательно минимизировать ширину стружки, чтобы эффективно отводить стружку наружу из отверстий.
Для этого каждый режущий участок на участке рабочего конца кольцевого сверла снабжен множеством режущих лезвий, определяющих ширину стружки, и имеет конфигурацию, позволяющую отводить стружку с шириной, равной ширине режущих лезвий каждого режущего участка. Например, каждый режущий участок имеет первое режущее лезвие, расположенное радиально внутри, и второе режущее лезвие, расположенное радиально снаружи.
В кольцевом сверле, сконструированном таким образом, первое режущее лезвие выполнено радиально внутри относительно стружкоотводящей канавки, а второе режущее лезвие выполнено радиально снаружи относительно стружкоотводящей канавки.
В кольцевом сверле другой конфигурации режущие лезвия, от первого до третьего каждого режущего участка, расположены по порядку, начиная с радиально внутреннего положения. В сконструированном таким образом кольцевом сверле каждое режущее лезвие имеет впадину для отвода стружки, которая образована ступенчатым участком. И стружка, срезаемая каждым режущим лезвием каждого режущего участка, отводится наружу через каждую впадину из стружкоотводящей канавки, непрерывно соединенной со стороной базового края каждой впадины (см. публикацию заявки Японии 58-59712).
Однако в предыдущем сверле радиальная толщина стенки основания определяется радиальной толщиной первого режущего лезвия (или первого и второго режущих лезвий) режущего участка. Поэтому в сконструированном таким образом сверле толщина стенки (толщины) основания уменьшается в зависимости от конструкции режущего участка (толщины режущего участка), и жесткость основания становится ниже желаемого значения. В этом случае сверло не способно выполнять резание на тяжелых режимах или резать материал с высоким сопротивлением резанию.
В последнем кольцевом сверле, так как режущие лезвия снабжены разными впадинами, для выполнения впадин фигурных конфигураций требуется время и сложная обработка.
Задача настоящего изобретения заключается в обеспечении кольцевого сверла, в котором толщина основания не меняется в зависимости от радиальной толщины стенки (толщины) режущего лезвия, поэтому впадины легко могут быть выполнены.
Кольцевое сверло согласно первому варианту осуществления изобретения содержит цилиндрическое основание, соединительный участок, который выполнен на стороне базового конца основания для присоединения к инструменту привода вращения, множество режущих участков, выполненных на рабочем конце основания, разнесенных друг от друга в окружном направлении основания таким образом, что наружные периферии режущих участков проходят радиально наружу относительно наружной периферии основания, и стружкоотводящие канавки, каждая из которых выполнена между соседними режущими участками множества режущих участков и имеет конфигурацию, предназначенную для отвода стружки, срезаемой режущими участками, к базовому концу основания, при этом каждый из режущих участков выполнен из блока, причем режущие участки присоединены к основанию. При этом каждый из режущих участков имеет, по меньшей мере, три режущих лезвия, включая первое режущее лезвие, второе режущее лезвие и третье режущее лезвие, которые расположены рядом друг с другом в радиальном направлении, причем первое режущее лезвие расположено радиально внутри относительно второго и третьего режущих лезвий, а второе режущее лезвие расположено между первым и третьим режущими лезвиями в радиальном направлении основания, при этом окружные положения первого, второго и третьего режущих лезвий расположены с отклонением назад в данном порядке по направлению вращения кольцевого сверла, при этом стенка заднего края стружкоотводящей канавки, выполненная в соответствии с третьим режущим лезвием, находится в том же положении или сзади по направлению вращения относительно режущей поверхности третьего режущего лезвия, и при этом для отвода стружки, срезаемой каждым режущим участком, рядом с каждым режущим участком выполнена расположенная впереди впадина, относительно каждого режущего участка по направлению вращения, причем впадина образована одной поверхностью, которая выполнена срезанием наружной периферийной поверхности участка рабочего конца основания таким образом, что внутренний край впадины расположен радиально внутри относительно наружного края первого режущего участка и проходит в более нижнее положение, чем наружный край впадины.
Кольцевое сверло согласно второму варианту осуществления изобретения содержит цилиндрическое основание, соединительный участок, который выполнен на стороне базового конца основания для присоединения к инструменту привода вращения, множество режущих участков, выполненных на рабочем конце основания и разнесенных друг от друга в окружном направлении основания таким образом, что наружные периферии режущих участков проходят радиально наружу относительно наружной периферии основания, и стружкоотводящие канавки, каждая из которых выполнена между соседними режущими участками множества режущих участков и имеет конфигурацию, предназначенную для отвода стружки, срезаемой режущими участками, к базовому концу основания, при этом каждый из режущих участков выполнен из блока, причем режущие участки присоединены к основанию. При этом каждый из режущих участков имеет, по меньшей мере, три режущих лезвия, включая первое режущее лезвие, второе режущее лезвие и третье режущее лезвие, которые расположены рядом друг с другом в радиальном направлении, причем первое режущее лезвие расположено радиально внутри относительно второго и третьего режущих лезвий, а второе режущее лезвие расположено между первым и третьим режущими лезвиями в радиальном направлении основания сзади по направлению вращения относительно первого и третьего режущих лезвий, а первое и третье режущие лезвия расположены рядом со вторым режущим лезвием и впереди относительно второго режущего лезвия по направлению вращения, причем стенка заднего края стружкоотводящей канавки, выполненной в соответствии с третьим режущим лезвием, находится в том же положении или сзади по направлению вращения относительно режущей поверхности третьего режущего лезвия, и впадина для отвода стружки, срезаемой каждым режущим участком, выполнена рядом с каждым режущим участком и расположена впереди относительно каждого режущего участка в направлении вращения, причем впадина образована одной поверхностью, которая выполнена срезанием наружной периферийной поверхности участка рабочего конца основания таким образом, что внутренний край впадины расположен радиально внутри относительно наружного края первого режущего участка и проходит в более нижнее положение, чем наружный край впадины.
Кольцевое сверло согласно третьему варианту осуществления изобретения содержит цилиндрическое основание, соединительный участок, который выполнен на стороне базового конца основания для присоединения к инструменту привода вращения, множество режущих участков, выполненных на рабочем конце основания, разнесенных друг от друга в окружном направлении основания таким образом, что наружные периферии режущих участков проходят радиально наружу относительно наружной периферии основания, и стружкоотводящие канавки, каждая из которых выполнена между соседними режущими участками множества режущих участков и имеет конфигурацию, предназначенную для отвода стружки, срезаемой режущими участками, к базовому концу основания, при этом каждый из режущих участков выполнен из блока, причем режущие участки присоединены к основанию, отличается тем, что каждый из режущих участков имеет, по меньшей мере, три режущих лезвия, включая первое режущее лезвие, второе режущее лезвие и третье режущее лезвие, которые расположены рядом друг с другом в радиальном направлении, причем первое режущее лезвие расположено радиально внутри относительно второго и третьего режущих лезвий, а второе режущее лезвие расположено между первым и третьим режущими лезвиями в радиальном направлении основания так, что второе режущее лезвие расположено впереди по направлению вращения относительно первого и третьего режущих лезвий в окружном направлении основания, а первое и третье режущие лезвия расположены сзади по направлению вращения относительно второго режущего лезвия в окружном направлении, при этом стенка заднего края стружкоотводящей канавки, выполненная в соответствии с третьим режущим лезвием, находится в том же положении или сзади по направлению вращения относительно режущей поверхности третьего режущего лезвия, и впадина для отвода стружки, срезаемой каждым режущим участком, выполнена рядом с каждым режущим участком и расположена впереди относительно каждого режущего участка по направлению вращения, причем впадина образована одной поверхностью, которая выполнена срезанием наружной периферийной поверхности участка рабочего конца основания таким образом, что внутренний край впадины расположен радиально внутри относительно наружного края первого режущего участка и проходит в более нижнее положение, чем наружный край впадины.
Кольцевое сверло согласно четвертому варианту осуществления изобретения содержит цилиндрическое основание, соединительный участок, который выполнен на стороне базового конца основания для присоединения к инструменту привода вращения, множество режущих участков, выполненных на рабочем конце основания, разнесенных друг от друга в окружном направлении основания таким образом, что наружные периферии режущих участков проходят радиально наружу относительно наружной периферии основания, и стружкоотводящие канавки, каждая из которых выполнена между соседними режущими участками множества режущих участков и имеет конфигурацию, предназначенную для отвода стружки, срезаемой режущими участками, к базовому концу основания, при этом каждый из режущих участков выполнен из блока, причем режущие участки присоединены к основанию, отличается тем, что каждый из режущих участков имеет, по меньшей мере, три режущих лезвия, включая первое режущее лезвие, второе режущее лезвие и третье режущее лезвие, которые расположены рядом друг с другом в радиальном направлении, причем первое режущее лезвие расположено радиально внутри относительно второго и третьего режущих лезвий, а второе режущее лезвие находится между первым и третьим режущими лезвиями в радиальном направлении основания, при этом окружные положения третьего, второго и первого режущих лезвий расположены с отклонением назад в данном порядке по направлению вращения кольцевого сверла, при этом стенка заднего края стружкоотводящей канавки, выполненной в соответствии с третьим режущим лезвием, находится в том же положении или сзади по направлению вращения относительно режущей поверхности третьего режущего лезвия, и впадина для отвода стружки, срезаемой каждым режущим участком, выполнена рядом с каждым режущим участком и расположена впереди относительно каждого режущего участка по направлению вращения, причем впадина образована одной поверхностью, которая выполнена срезанием наружной периферийной поверхности участка рабочего конца основания таким образом, что внутренний край впадины расположен радиально внутри относительно наружного края первого режущего участка и проходит в более нижнее положение, чем наружный край впадины.
В кольцевом сверле, сконструированном, как описано выше, радиальную толщину стенки основания можно задавать, приспосабливая к желаемой жесткости, независимо от радиальной толщины каждого режущего лезвия.
Дополнительно, так как каждый режущий участок выполнен из единого блока, его легко можно устанавливать в вогнутый участок, выполненный на участке рабочего конца основания.
В кольцевом сверле, сконструированном таким образом, впадина для отвода стружки может быть выполнена рядом с каждым режущим участком и впереди относительно каждого режущего участка по направлению вращения, а именно впереди по направлению вращения относительно вогнутого участка, и может быть образована одной поверхностью. Поэтому впадина может быть легко выполнена независимо от того, три или более режущих лезвий выполнено на каждом режущем участке.
В кольцевом сверле согласно второму варианту осуществления изобретения режущая поверхность второго режущего лезвия может быть наклонена у своего верхнего края радиально наружу от полой фрезы. Таким образом, стружка, срезаемая вторым режущим лезвием, расположенным сзади относительно первого и третьего режущих лезвий по направлению вращения, легко отводится к третьему режущему лезвию, расположенному радиально снаружи относительно первого и второго режущих лезвий.
В кольцевом сверле согласно второму варианту осуществления изобретения участок базового края режущей поверхности второго режущего лезвия может быть расположен на стороне базового края третьего режущего лезвия, и стружка, срезаемая вторым режущим лезвием, может отводиться из положения на стороне базового края третьего режущего лезвия радиально наружу от полой фрезы. Таким образом, стружка, срезаемая вторым режущим лезвием, расположенным сзади относительно первого и третьего режущих лезвий по направлению вращения, плавно отводится из положения над третьим режущим лезвием, расположенным радиально снаружи, наружу от полой фрезы.
В кольцевом сверле согласно любому из вариантов осуществления изобретения наружная периферийная поверхность впадины может быть наклонена радиально внутрь и вниз у стороны рабочего конца основания и может быть выполнена так, чтобы концевой край по существу соответствовал внутреннему краю первого режущего лезвия в радиальном направлении с тем, чтобы образовать изогнутую поверхность. Впадину легко можно выполнить шлифованием или протяжкой основания.
В кольцевом сверле согласно любому из вариантов осуществления изобретения ширину лезвия каждого из режущих лезвий, с первого по третье, устанавливают независимо от толщины основания. В такой конструкции радиальную толщину стенки основания и радиальную толщину каждого режущего лезвия устанавливают из соображений эффективного функционирования основания и режущего лезвия.
В кольцевом сверле согласно любому из вариантов осуществления изобретения угол наклона стенки заднего края стружкоотводящей канавки, выполненной на стороне базового края третьего режущего лезвия, по направлению вращения может быть установлен независимо от угла резания режущей поверхности третьего режущего лезвия. Другими словами, режущая поверхность третьего режущего лезвия может быть установлена независимо от угла наклона стенки заднего края стружкоотводящей канавки, выполненной на стороне базового края третьего режущего лезвия, по направлению вращения. В такой конструкции угол резания режущей поверхности может быть установлен в соответствии только с режущей способностью, и угол наклона стенки заднего края стружкоотводящей канавки по направлению вращения может быть установлен подходящим образом в соответствии только с отводом стружки.
В кольцевом сверле согласно любому из вариантов осуществления изобретения множество режущих участков может быть выполнено из твердосплавного материала (твердого карбидного сплава). Такой материал придает кольцевому сверлу высокую режущую способность.
Фиг.1 - вид в перспективе, на котором показана конструкция всего кольцевого сверла согласно варианту осуществления настоящего изобретения, если смотреть под углом сзади ее базового конца.
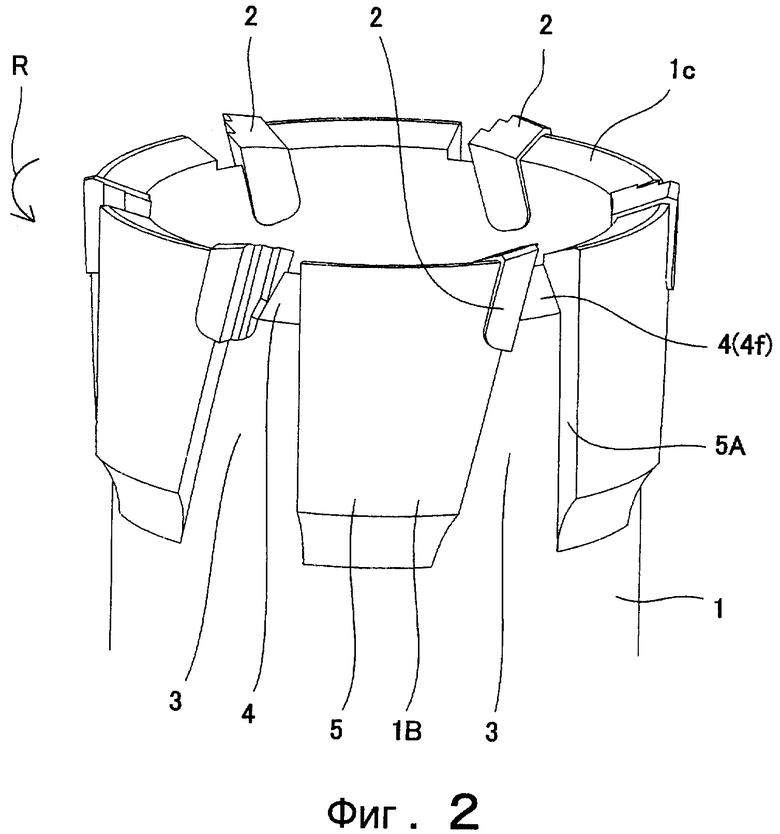
Фиг.2 - вид в перспективе, на котором показана конструкция участка рабочего конца, на котором выполнен режущий участок кольцевого сверла, изображенного на фиг.1, причем рабочий конец направлен вверх.
Фиг.3 - вид кольцевого сверла, изображенного на фиг.1 и 2, со стороны рабочего конца.
Фиг.4 - частично увеличенный вид, на котором показан режущий участок кольцевого сверла и впадина, показанные на фиг.3.
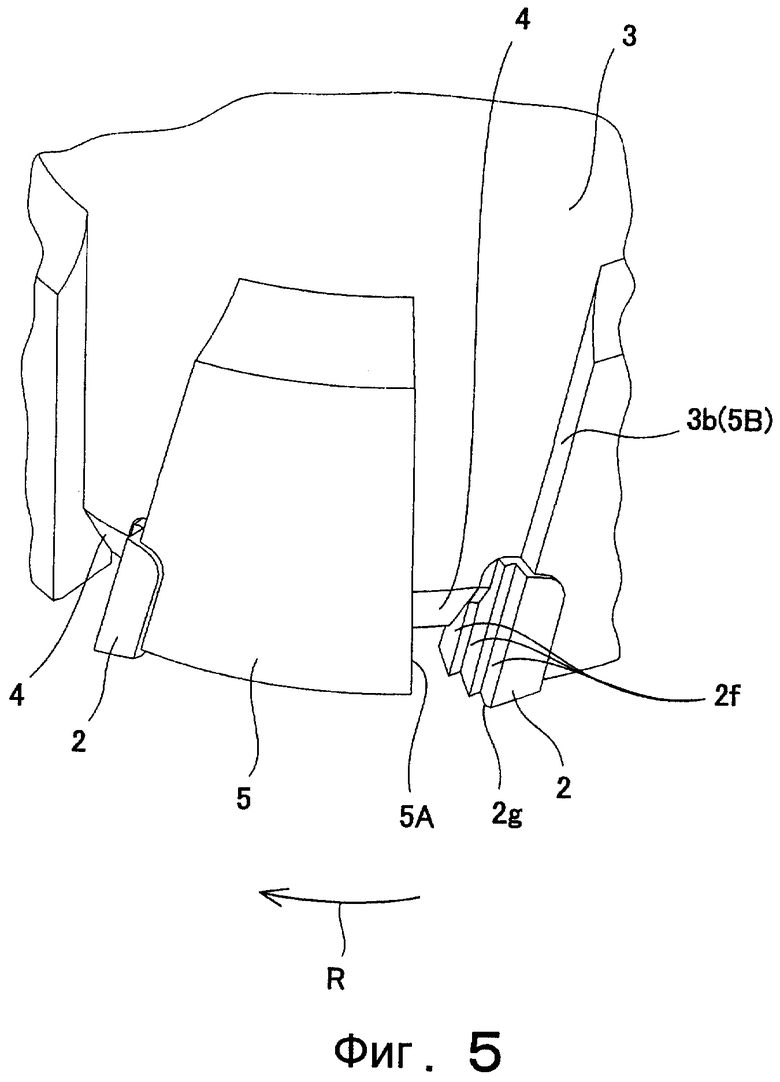
Фиг.5 - частично увеличенный вид в перспективе, на котором показан режущий участок кольцевого сверла и впадина, выполненные вперед по направлению вращения, кольцевого сверла, показанного на фиг.1 и 2.
Фиг.6 - частично увеличенный вид в перспективе, на котором показан режущий участок, впадина и стружкоотводящая канавка, изображенные на Фиг.5.
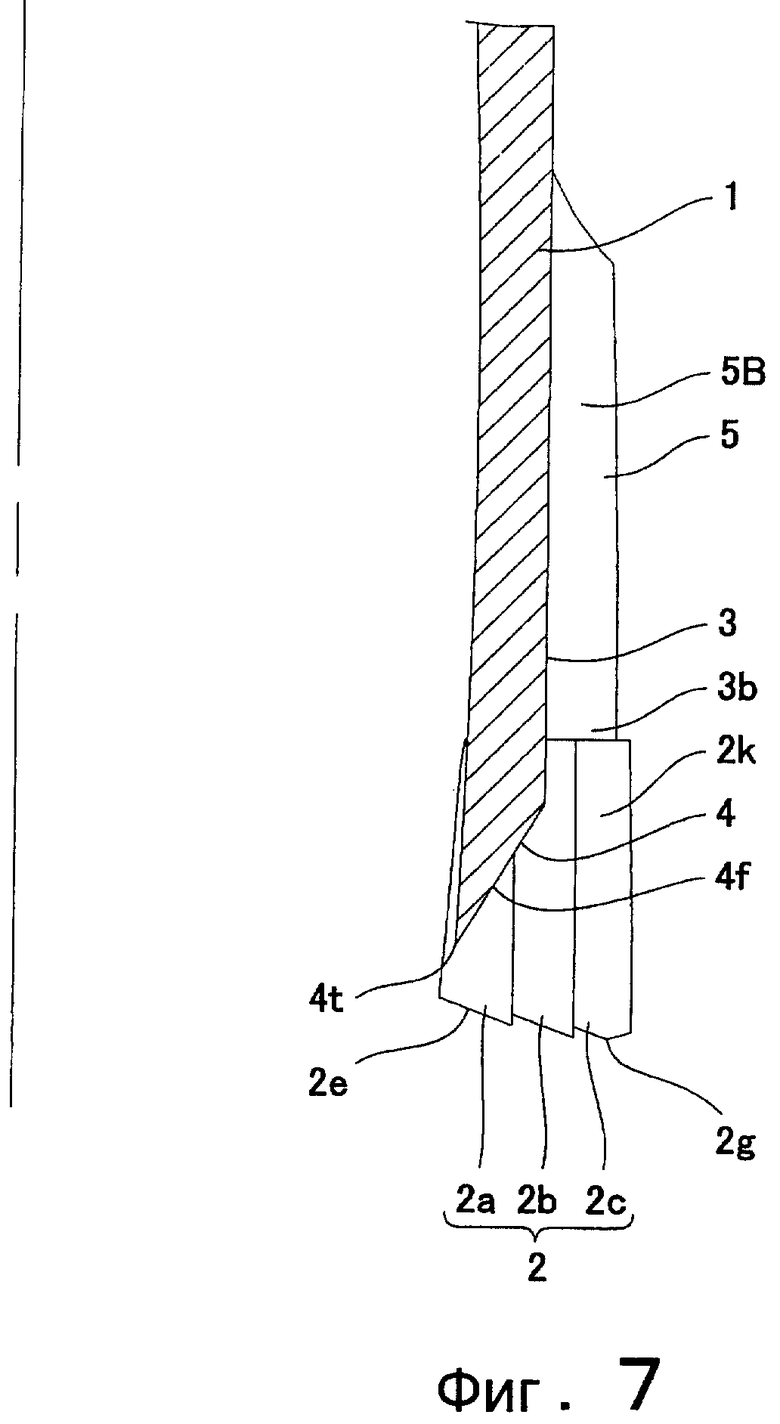
Фиг.7 - вид в разрезе в направлении стрелок по существу по линии VII-VII на фиг.6, на котором показана впадина и режущий участок, расположенный сзади относительно впадины по направлению вращения.
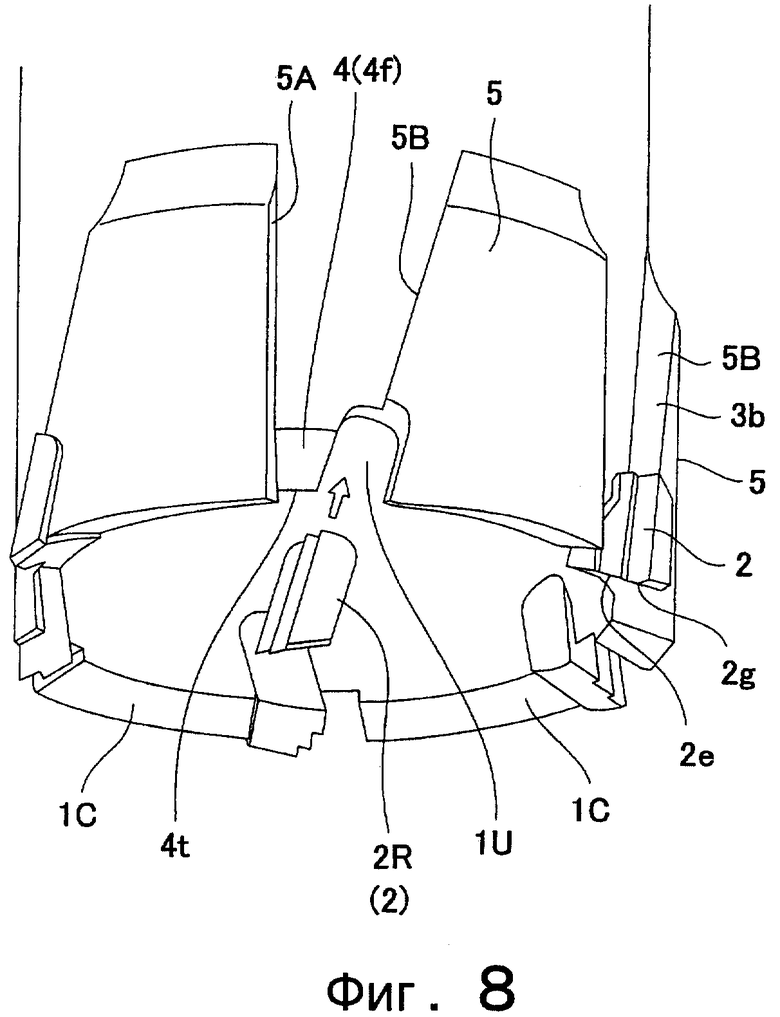
Фиг.8 - частично увеличенный вид, на котором показано состояние перед присоединением режущего участка, изображенного на фиг.6.
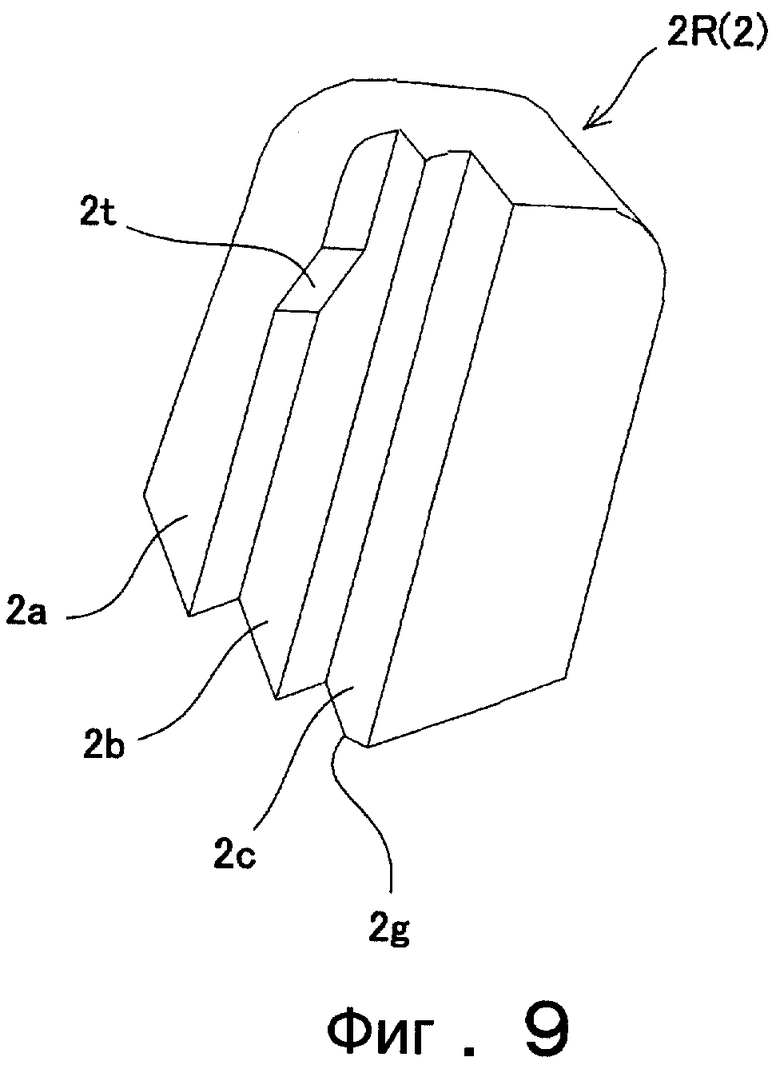
Фиг.9 - вид в перспективе режущего участка, изображенного на фиг.8, если смотреть под углом от стороны базового конца.
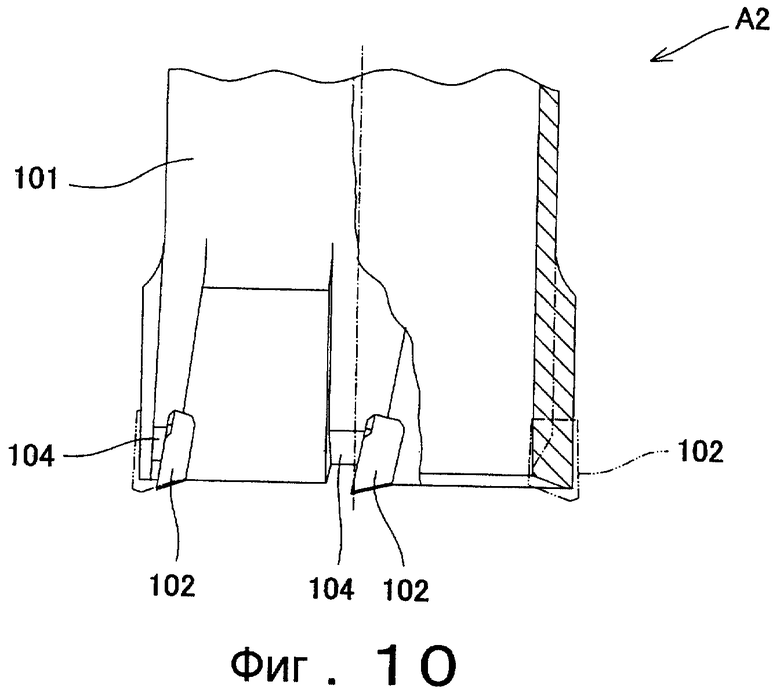
Фиг.10 - частично увеличенный вид, на котором показан участок рабочего конца кольцевого сверла согласно второму варианту осуществления изобретения, на котором кольцевое сверло рассечено в направлении, по существу вдоль линии Х-Х на фиг.11, как показано сплошной линией.
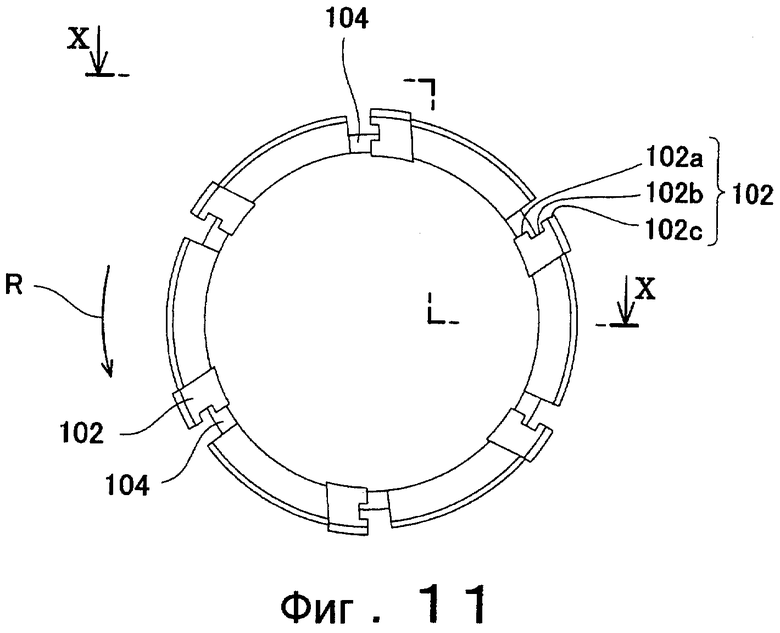
Фиг.11 - вид кольцевого сверла, изображенного на фиг.10, при виде со стороны рабочего конца.
Фиг.12 - частично увеличенный вид, на котором показан один режущий участок кольцевого сверла, изображенного на фиг.11.
Фиг.13 - вид сбоку режущего участка, изображенного на фиг.12, при виде радиально снаружи.
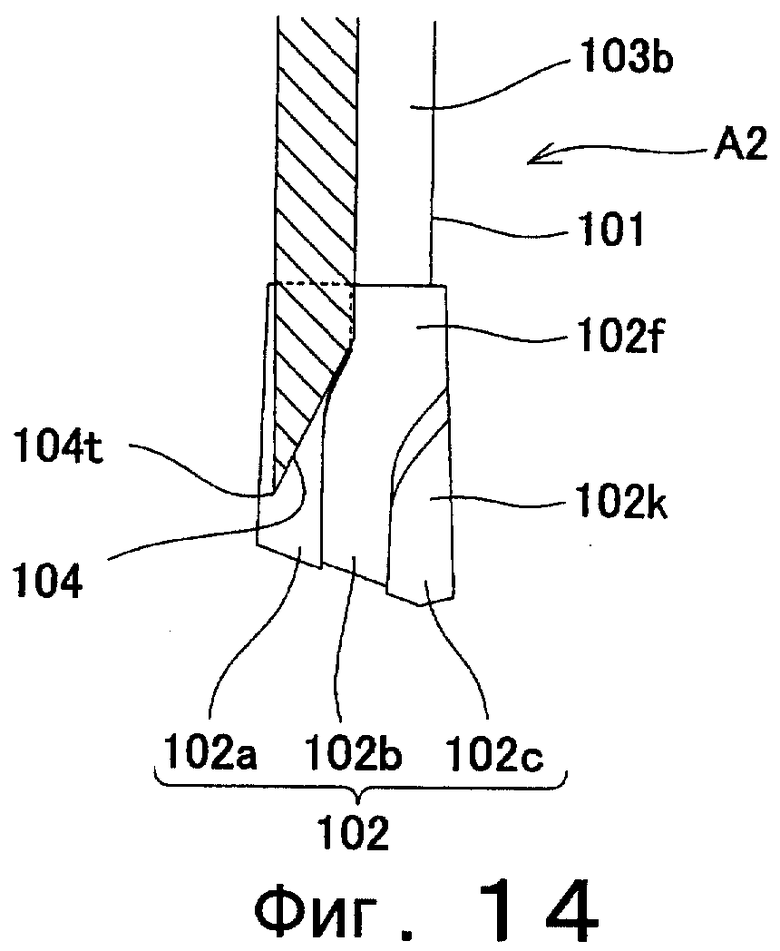
Фиг.14 - вид в направлении стрелок по существу по линии XIII-XIII на фиг.13.
Фиг.15 - частично увеличенный вид, на котором показана конструкция режущего участка кольцевого сверла согласно третьему варианту осуществления, при виде со стороны рабочего конца.
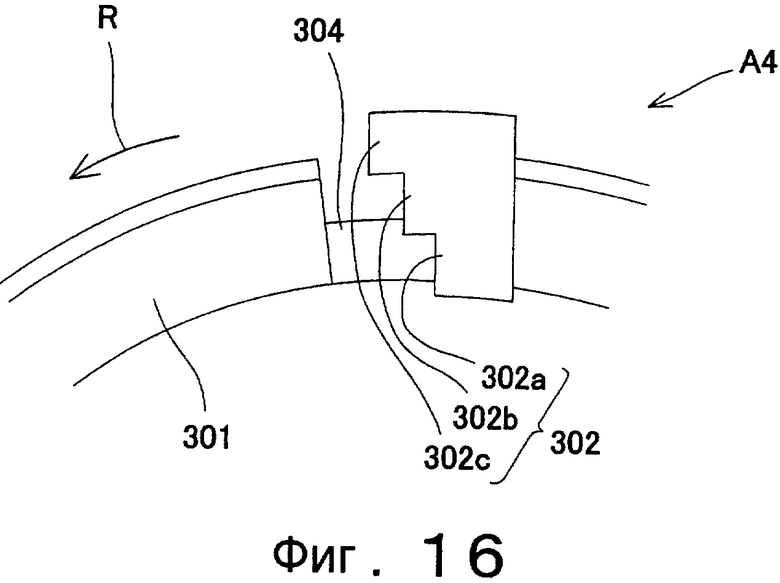
Фиг.16 - частично увеличенный вид, на котором показана конструкция режущего участка кольцевого сверла согласно четвертому варианту осуществления, при виде со стороны рабочего конца.
Далее варианты осуществления настоящего изобретения будут описаны со ссылкой на чертежи.
Теперь кольцевое сверло согласно первому варианту осуществления настоящего изобретения будет описано со ссылкой на чертежи.
Фиг.1 - вид в перспективе, на котором показана конструкция всего кольцевого сверла согласно данному варианту осуществления настоящего изобретения, как оно видно со стороны его базового конца. Фиг.2 - вид в перспективе, на котором показана конструкция участка рабочего конца кольцевого сверла, изображенного на фиг.1, на котором выполнен режущий участок, причем рабочий конец направлен вверх. Фиг.3 - вид кольцевого сверла, изображенного на фиг.1 и 2, при виде со стороны рабочего конца.
Как показано на фиг.1, кольцевое сверло А согласно данному варианту осуществления имеет соединительный участок 1А на стороне базового конца корпуса цилиндрического основания 1. Соединительный участок 1А присоединен к приводному валу вращательного инструмента (не показан). Соединительный участок 1А снабжен соединительным вогнутым участком 1а, который частично скошен. Когда соединительный участок 1А присоединяется к вращательному инструменту (не показан: например, сверлильное устройство), рабочий конец крепежного болта, смонтированного со стороны вращательного инструмента, проходя к центру соединительного вала, имеет конфигурацию, предназначенную для контакта с соединительным вогнутым участком 1а, чтобы обеспечить прикрепление кольцевого сверла А к вращательному инструменту (не показан). Соединительный вогнутый участок 1а может быть заменен фиксирующим средством другой конфигурации, в зависимости от конфигурации соединительного средства вращательного инструмента.
Множество режущих участков 2 выполнено на рабочем конце основания 1 с подходящими интервалами в окружном направлении кольцевого сверла А (см. фиг.3). В данном варианте осуществления в окружном направлении с равными интервалами выполнены шесть режущих участков 2.
Режущий участок 2 выполнен из единого блока 2R (цельный блок: см. фиг.9). В данном варианте осуществления режущий участок 2 выполнен спеканием твердого сплава. То есть режущий участок 2 выполнен из блока 2R, изготовленного из спеченного сплава. Фактически, конечно, материал режущего участка 2 не обязательно должен быть твердым сплавом, но может быть и другим металлом, из которого подходящим образом выполнен режущий участок, конфигурация которого предназначена для операций резания. Режущий участок 2 может быть изготовлен процессом, отличным от спекания, например процессом литья или механообработки, при условии, что режущий участок 2 является цельным элементом.
Режущий участок 2 имеет множество режущих лезвий. В данном варианте осуществления, например, как показано на фиг.1 и фиг.6 и 7, которые являются увеличенными видами режущего участка 2, режущий участок 2 имеет первое режущее лезвие 2а, расположенное радиально внутри, третье режущее лезвие 2с, расположенное радиально снаружи, и второе режущее лезвие 2b, расположенное между первым и третьим режущими лезвиями 2а и 2с. Следовательно, в данном варианте осуществления, как показано на фиг.9, которая является увеличенным видом режущего участка 2, режущий участок 2 имеет три режущих лезвия 2 а, 2b и 2с.
Как показано на фиг.6, окружные положения режущих кромок 2е соответствующих режущих лезвий 2а-2с последовательно отклоняются назад (вправо на фиг.1) по отношению направления вращения (см. стрелку R на фиг.1) в направлении от первого режущего лезвия 2а к третьему режущему лезвию 2с.
В данном варианте осуществления первое режущее лезвие 2а имеет наклонную поверхность 2t, проходящую радиально наружу около участка базового края (участок верхнего края на фиг.9) со стороны второго режущего лезвия 2b. Как видно из фиг.6, наклонные поверхности 2t позволяют плавно вести стружку, срезаемую вторым режущим лезвием 2b, к стружкоотводящей канавке 3, описанной ниже.
Как показано на фиг.4 и 7, в данном варианте осуществления радиальные размеры (ширины лезвий) режущих лезвий 2а-2с, с первого по третье, по существу равны. То есть радиальные размеры режущих лезвий 2а-2с, с первого по третье, установлены так, что ширины стружек, срезаемых режущими лезвиями 2а-2с, по существу равны. В качестве альтернативы можно установить ширину первого режущего лезвия 2а больше или меньше, чем ширины второго режущего лезвия 2b и третьего режущего лезвия 2с. Или наоборот - ширина третьего режущего лезвия 2с, расположенного так, чтобы легко отводить стружку, может быть больше, чем ширины первого режущего лезвия 2а и второго режущего лезвия 2b.
Как показано на фиг.1, 2 или 6, стружкоотводящая канавка 3 выполнена рядом с режущим участком 2, проходя спереди относительно режущего участка 2 по направлению вращения (см. стрелку R) к базовому концу. Как показано на фиг.6, стенка (задняя стенка) 3b около заднего края стружкоотводящей канавки 3, которая расположена со стороны базового конца режущего участка 2, расположена в том же положении или сзади по направлению вращения относительно режущей поверхности 2k третьего режущего лезвия 2с. В данном варианте осуществления концевой край (нижний край на фиг.6) стенки 3b расположен незначительно сзади по направлению вращения относительно базового конца (верхний край на фиг.6) режущей поверхности 2k третьего режущего лезвия 2с, и между режущей поверхностью 2k и стенкой 3b выполнен ступенчатый участок.
Как показано на фиг.1, 2 или 6, впадина 4 выполнена с непрерывным переходом в концевой край каждой стружкоотводящей канавки 3 и расположена впереди режущего участка 2. Как показано на фиг.7, наружная периферийная поверхность 4f, образующая впадину 4, постепенно наклонена радиально внутрь и вниз от концевого края (нижний край на фиг.7) стружкоотводящей канавки, образуя изогнутую поверхность (см. фиг.4 и 8). Другими словами, как видно из фиг.6 и 8, впадина 4 образована одной поверхностью или одной изогнутой поверхностью, т.е. частью конической поверхности.
Как показано на фиг.4 или 7, концевой край 4t впадины 4 по существу соответствует внутреннему краю первого режущего лезвия 2а в радиальном направлении. Точнее, внутренний край первого режущего лезвия 2а расположен слегка внутри относительно концевого края 4t впадины 4. Необходимо, чтобы концевой край 4t впадины 4 был расположен радиально внутри относительно наружного края первого режущего лезвия 2а. В такой конструкции бóльшая часть стружки в форме полосы, которую срезает первое режущее лезвие 2а, направляется во впадину 4, а затем отводится в канавку 3. Естественно, бóльшая часть стружки, которую срезает второе режущее лезвие 2b, направляется во впадину 4 и отводится в канавку 3. Бóльшая часть стружки, срезаемой третьим режущим лезвием 2с, отводится скорее непосредственно к канавке 3, выполненной у базового края (верхний край на фиг.6 и 7) третьего режущего лезвия 2с, чем к впадине 4. Канавка 3 и впадина 4 выполнены так, чтобы соответствовать каждому режущему участку 2, и расположены между соседними режущими участками, образующими участки 5 множества образующих режущие участки участков 5 с большой толщиной стенки, которая выполнена как часть основания 1, разнесенными друг от друга в окружном направлении. Следовательно, передние края впадины 4 и канавки 3 в направлении вращения примыкают (присоединены) к задней поверхности 5А участка 5, образующего режущий участок, расположенного впереди по направлению вращения.
Задняя стенка 3b у заднего края стружкоотводящей канавки 3 соответствует передней поверхности 5В участка 5, образующего режущий участок.
Как показано в увеличенном виде на фиг.8, блок 2R, имеющий радиальный размер (ширину или толщину стенки), который больше, чем радиальная толщина участка 5, образующего режущий участок, вводится в область участка 5, образующего режущий участок, от концевого края передней поверхности 5В до стружкоотводящей канавки 3, формируя таким образом режущий участок 2, расположенный впереди относительно образующего режущий участок участка 5 по направлению вращения. Более конкретно, как показано на фиг.8, вогнутый участок 1U, который имеет перевернутую U-образную форму и открывается со стороны рабочего конца, выполнен в области основания 1 от концевого края передней поверхности 5В образующего режущий участок участка 5В до стружкоотводящей канавки 3. Блок 2R, изображенный на фиг.9, вводится в вогнутый участок 1U с помощью пайки или других способов, образуя таким образом режущий участок 2 на рабочем конце кольцевого сверла А.
Как показано на фиг.4 или 7, с режущим участком 2, присоединенным к основанию 1, наружный край режущего участка 2 расположен радиально снаружи относительно наружного края основания 1 (образующего режущий участок участка 5), а внутренний край режущего участка 2 расположен радиально внутри относительно внутреннего края основания 1 (образующего режущий участок участка 5).
Как показано на фиг.7, концевой край 2g режущего участка 2 проходит в самое нижнее положение вблизи наружного края. Как показано на фиг.2 и 7, режущий участок 2 имеет наклонные поверхности, которые постепенно проходят к базовому краю в направлении от выступающего концевого края 2g к радиально внутренней стороне и задней стороне по направлению вращения. То есть, профильные углы (боковой профильный угол и профильный задний угол) образованы на концевом крае.
Как показано на фиг.5 и 6, передние поверхности (поверхности, расположенные впереди по направлению вращения) 2f режущих лезвий 2а-2с, с первого по третье, режущего участка 2 образованы наклонными поверхностями, которые имеют концевые края, расположенные впереди относительно других областей по направлению вращения, и постепенно наклонены назад по направлению вращения, к базовому краю. Таким образом, передние поверхности 2f образуют режущие поверхности.
Как показано на фиг.6, в данном варианте осуществления угол наклона передней поверхности 2f третьего режущего лезвия 2с, расположенного радиально снаружи относительно первого и второго режущих лезвий 2а и 2b, по существу соответствует углу наклона стенки 3b около заднего края канавки 3. В качестве альтернативы, угол наклона передней поверхности 2f третьего режущего лезвия 2с может быть установлен на желаемую величину в зависимости от материала, подлежащего резанию, и угол наклона стенки 3b может быть установлен на желаемую величину для отвода стружки. Другими словами, угол наклона передней поверхности 2f третьего режущего лезвия 2с и угол наклона стенки 3b можно устанавливать по отдельности, чтобы повысить производительность процесса резания и повысить эффективность отвода стружки соответственно.
Кольцевое сверло А, конструкция которого показана выше, обеспечивает функционирование и эффективность, как описано ниже.
Ширину лезвия каждого из режущих лезвий 2а-2с устанавливают по отдельности, независимо от толщины основания 1. Следовательно, толщину стенки основания устанавливают в соответствии с жесткостью, требуемой для кольцевого сверла. Кроме того, ширину лезвия каждого из режущих лезвий 2а-2с устанавливают так, чтобы получить возможность наиболее плавного отвода стружки или достичь наивысшей производительности процесса резания.
Кольцевое сверло А может быть легко изготовлено, как описано ниже. Из цилиндрического материала (например, материала, выполненного из инструментальной стали) на вращательном станке, таком как токарный станок, выполняют цилиндрическое основание 1 и соединительный участок 1А. Толщину участка цилиндрической стенки (все участки, кроме участка толщины цилиндрической стенки, становятся участком 5, образующим режущий участок) 1В (см. фиг.2) около участка рабочего конца основания 1 выполняют на вращательном станке, таком как токарный станок, в процессе выполнения других частей основания 1. Процесс выполнения других частей основания 1 включает процесс снятия фаски для придания поверхности 1C рабочего конца формы наклонной поверхности. Соответствующие процессы выполняют для образования концентричных частей и их можно выполнить легко и за короткое время на токарном станке или с помощью других машин. Процесс снятия фаски выполняют для придания поверхности 1C рабочего конца формы конусообразной поверхности, такой, чтобы внутренняя область была наклонена к базовому краю относительно наружной области.
Участок 1В толщины цилиндрической стенки, расположенный у участка рабочего конца основания 1, снабжен канавками, проходящими в продольном направлении основания 1, таким образом, оставляя участки 5, образующие режущие участки. Канавки или соединительный вогнутый участок 1а соединительного участка 1А выполнены с использованием фрезерного станка, шлифовального станка или других станков. Процедура процесса может быть различной. Например, соединительный вогнутый участок 1а может быть выполнен на фрезерном станке и т.п. перед процессом, в котором используется токарный станок. Но первая процедура предпочтительна, чтобы повысить производительность процесса. Кроме того, участки 1В толщины цилиндрической стенки и канавки между участками 1В толщины стенки могут быть выполнены литьем.
Впадина 4 и вогнутый участок 1U, расположенный рядом с впадиной 4, могут легко быть выполнены на фрезерном станке или на шлифовальном станке. В частности, так как впадина 4 полой фрезы А образована одной изогнутой поверхностью, она выполняется легко и за короткое время.
После выполнения вогнутых участков 1U цельные блоки 2R, выполненные спеканием, устанавливают в вогнутые участки 1U посредством пайки или другого процесса, образуя таким образом режущие участки 2 у рабочего конца основания 1.
Кольцевое сверло А, изготовленное, как описано выше, обеспечивает описанные ниже функции и преимущества во время операции резания. Соответствующие режущие лезвия 2а-2с каждого режущего участка 2 на рабочем конце служат для эффективного резания соответствующих областей. Стружка, срезаемая при операции резания, отводится из впадины 4 через стружкоотводящую канавку 3 наружу из выступающего отверстия или непосредственно из стружкоотводящей канавки 3 в выступающее отверстие.
Так как режущий участок 2 имеет множество режущих лезвий 2а-2с, как описано выше, ширина стружки становится небольшой, и в результате отвод стружки происходит легко и эффективно.
Кольцевое сверло А может быть заменено кольцевым сверлом А2, сконструированным, как проиллюстрировано на фиг.10.
Кольцевое сверло А2, изображенное на фиг.10, отличается от кольцевого сверла А согласно первому варианту осуществления конструкцией режущего участка 2. Ниже будут описаны различия между кольцевым сверлом А2 и кольцевым сверлом А согласно первому варианту осуществления. А именно, режущий участок 102 согласно второму варианту осуществления имеет первое режущее лезвие 102а, расположенное радиально внутри, третье режущее лезвие 102с, расположенное радиально снаружи, и второе режущее лезвие 102b, расположенное между первым режущим лезвием 102а и третьим режущим лезвием 102с в радиальном направлении, причем режущий участок 102 присоединен к основанию 101.
Как показано на фиг.10-12, режущий участок 102 имеет такую конструкцию, что второе режущее лезвие 102b расположено сзади относительно первого и третьего режущих лезвий 102а и 102с по направлению вращения (см. на стрелку R на фиг.11), и первое режущее лезвие 102а и третье режущее лезвие 102с расположены по существу в тех же положениях впереди относительно второго режущего лезвия 102b по направлению вращения, точнее третье режущее лезвие 102с расположено немного впереди относительно первого режущего лезвия 102а по направлению вращения. Второе режущее лезвие 102b имеет такую конструкцию, что передняя поверхность 102f, которая является режущей поверхностью, наклонена радиально наружу от кольцевого сверла А2 около участка базового конца (участок верхнего края на фиг.10, 13 и 14). Как показано на фиг.14, участок базового конца передней поверхности 102f, которая является режущей поверхностью второго режущего лезвия 102b, расположен со стороны базового конца (верхняя сторона на фиг.10, 13 и 14) третьего режущего лезвия 102с и имеет конфигурацию, открывающуюся радиально наружу, так что стружка, срезаемая передней поверхностью 102f, отводится из верхнего положения (сторона базового конца) третьего режущего лезвия 102с радиально наружу и вверх от сверла А2.
Как показано на фиг.14, участок концевого края третьего режущего лезвия 102с имеет такую форму, что его центр проходит в самое нижнее положение, а другие области с обеих сторон постепенно уменьшаются. Второе режущее лезвие 102b и первое режущее лезвие 102а наклонены по существу под тем же углом наклона, что и наклонная поверхность третьего режущего лезвия 102с, которая расположена радиально внутри. Стенка 103b заднего конца стружкоотводящей канавки, соответствующая третьему режущему лезвию 102с, находится в том же положении или сзади по направлению вращения относительно режущей поверхности 102k третьего режущего лезвия 102с. Наружный конец первого режущего лезвия 102а режущего участка 2 расположен радиально внутри относительно концевого края 104t впадины 104.
Во втором варианте осуществления первое режущее лезвие 102а, второе режущее лезвие 102b и третье режущее лезвие 102с имеют по существу равную ширину. В остальном конструкция кольцевого сверла А2 идентична кольцевому сверлу А согласно первому варианту осуществления.
Кольцевое сверло А2, сконструированное таким образом, способно выдерживать окружной размер режущего участка 2 даже тогда, когда положение второго режущего лезвия 102b относительно первого и третьего режущих лезвий 102а и 102с различается, дополнительно к обеспечению функций и преимуществ кольцевого сверла А согласно первому варианту осуществления. Следовательно, используется одно и то же основание 1, даже когда конструкция режущего лезвия 102 различна. В результате реализуется массовое производство.
Кольцевое сверло А1 и А2 согласно первому и второму вариантам осуществления может быть заменено кольцевым сверлом A3, показанным на фиг.15. Кольцевое сверло A3, изображенное на фиг.15, отличается по конструкции режущего участка 202 от сверла А1 и А2 согласно первому и второму вариантам осуществления. Ниже будут описаны различия между кольцевым сверлом A3 и кольцевым сверлом А согласно первому варианту осуществления. Режущий участок 202 согласно третьему варианту осуществления имеет первое режущее лезвие 202а, расположенное радиально внутри, третье режущее лезвие 202с, расположенное радиально снаружи, и второе режущее лезвие 202b, расположенное между первым режущим лезвием 202а и третьим режущим лезвием 202с в радиальном направлении.
Как показано на фиг.15, конструкция режущего участка 202 такова, что второе режущее лезвие 202b расположено впереди относительно первого режущего лезвия 202а и третьего режущего лезвия 202с по направлению вращения (см. на стрелку R на фиг.15), а первое и третье режущие лезвия 202а и 202с находятся по существу в тех же положениях сзади относительно второго режущего лезвия 202b по направлению вращения. В остальном конструкция кольцевого сверла A3 идентична кольцевому сверлу А согласно первому варианту осуществления.
Конструкция кольцевого сверла А, А2 и A3 согласно вариантам осуществления 1-3 может быть заменена конструкцией кольцевого сверла А4, проиллюстрированного на фиг.16. Кольцевое сверло А4, изображенное на фиг.16, отличается от сверла согласно предыдущим вариантам осуществления конструкцией режущего участка 302. Ниже будут описаны различия между кольцевым сверлом А4 и кольцевым сверлом А согласно первому варианту осуществления. Более конкретно, режущий участок 302 согласно четвертому варианту осуществления имеет первое режущее лезвие 302а, расположенное радиально внутри, третье режущее лезвие 302 с, расположенное радиально снаружи, и второе режущее лезвие 302b, расположенное между первым и третьим режущими лезвиями 302а и 302с в радиальном направлении.
Как показано на фиг.16, конструкция режущего участка 302 такова, что третье режущее лезвие 302с, второе режущее лезвие 302b и первое режущее лезвие 302а расположены по порядку, начиная спереди, по направлению вращения (см. на стрелку R на фиг.15). В других конфигурациях кольцевое сверло А4 идентично кольцевому сверлу А согласно первому варианту осуществления.
Так как кольцевое сверло А4, сконструированное таким образом, позволяет увеличить окружной размер третьего режущего лезвия 302с, расположенного радиально снаружи, дополнительно к обеспечению функций и преимуществ кольцевого сверла А согласно первому варианту осуществления, вероятность поломки третьего режущего лезвия 302с меньше. На фиг.16 позиция 304 обозначает впадину.
Настоящее изобретение применимо к сверлам, пригодным для сверления отверстий в таких материалах, как металл, смолистые материалы, полимерные материалы, камень, бетон и древесина.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЬЦЕВОЕ СВЕРЛО | 2007 |
|
RU2433891C2 |
| ПОЛОЕ СВЕРЛО | 2009 |
|
RU2466829C2 |
| СВЕРЛО | 2005 |
|
RU2366544C2 |
| СВЕРЛО(ВАРИАНТЫ) | 2003 |
|
RU2292255C2 |
| СВЕРЛО | 2002 |
|
RU2283224C2 |
| СВЕРЛО | 2011 |
|
RU2510312C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ХВОСТОВИКА | 2007 |
|
RU2404882C2 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В СПЛОШНОМ МЕТАЛЛЕ | 1995 |
|
RU2147490C1 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ С ПЕРЕСТАВЛЯЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ | 1995 |
|
RU2147491C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ХВОСТОВИКА | 2007 |
|
RU2407613C1 |






Изобретение относится к области обработки материалов резанием, сверлению отверстий в металлах, смолистых и полимерных материалах, камне, бетоне и древесине. Сверло содержит множество режущих участков, выполненных на рабочем конце основания, и стружкоотводящие канавки, каждая из которых выполнена между соседними режущими участками и имеет конфигурацию, предназначенную для отвода стружки к базовому концу основания. Для повышения технологичности изготовления каждый из режущих участков имеет по меньшей мере три режущих лезвия, расположенных рядом друг с другом в радиальном направлении, причем первое лезвие расположено радиально внутри относительно второго и третьего лезвий, а второе режущее лезвие расположено между первым и третьим в радиальном направлении основания. При этом окружные положения первого, второго и третьего режущих лезвий расположены с отклонением назад в данном порядке по направлению вращения сверла. При этом стенка заднего края стружкоотводящей канавки, выполненная в соответствии с третьим режущим лезвием, находится в том же положении или сзади по направлению вращения относительно его режущей поверхности. Для отвода стружки, срезаемой каждым режущим участком, рядом с ним выполнена расположенная впереди по направлению вращения впадина, образованная одной поверхностью, которая выполнена срезанием наружной периферийной поверхности участка рабочего конца основания. Внутренний край впадины расположен радиально внутри относительно наружного края первого режущего участка и проходит в более нижнее положение, чем наружный край впадины. 4 н. и 18 з.п. ф-лы, 16 ил.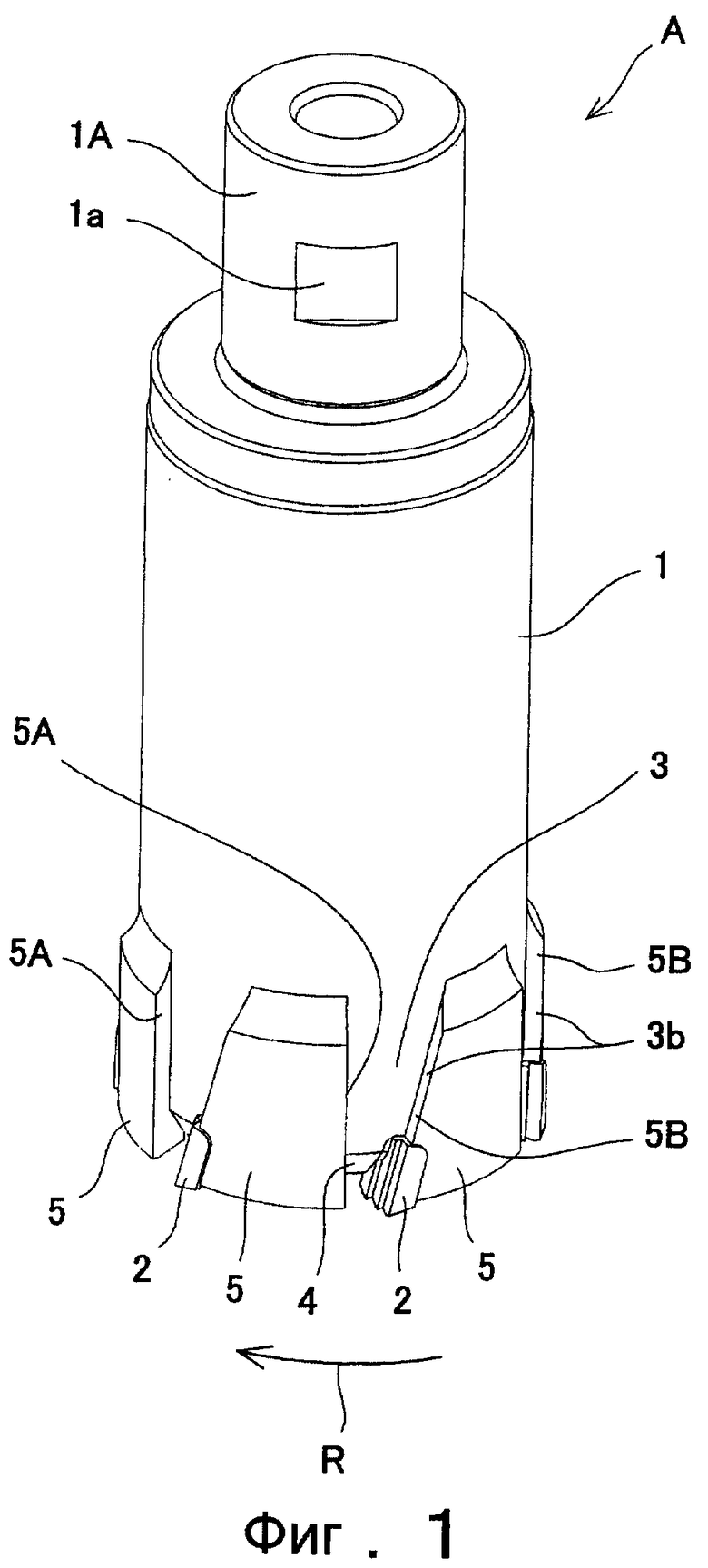
| СПОСОБ РАЗРАБОТКИ НЕФТЯНОЙ ЗАЛЕЖИ С ПРИМЕНЕНИЕМ ВНУТРИПЛАСТОВОГО ГОРЕНИЯ | 1995 |
|
RU2088755C1 |
| МНОГОРЕЗЦОВАЯ ГОЛОВКА ДЛЯ КОЛЬЦЕВОГО СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 0 |
|
SU189283A1 |
| КОЛЬЦЕВОЕ СВЕРЛО | 0 |
|
SU267301A1 |
| Головка для кольцевого сверления | 1984 |
|
SU1234064A1 |
| US 3860354 А, 14.01.1975. | |||

