Изобретение относится к мостостроению и может быть использовано в конструкциях узлов решетчатой сквозной фермы.
Известен узел решетчатой сквозной фермы, включающий пояс коробчатого сечения, состоящий из вертикальных и горизонтальных листов, узловые фасонки с наружными боковыми кромками криволинейного очертания радиусом R, прикрепленные с помощью сварки к горизонтальному листу пояса, раскосы и стыковые накладки. Пояс и вертикальные узловые фасонки изготавливают раздельно и объединяют между собой на сварке /1/.
Недостатком этого узла является то, что горизонтальный лист в месте крепления к вертикальным узловым фасонкам работает поперек толщины проката, что приводит к снижению его надежности и узлового соединения в целом, при этом имеет место увеличение трудоемкости изготовления в связи с необходимостью выполнения работ по выполнению дополнительных сварных швов.
Известен также узел решетчатой сквозной фермы, состоящий из пояса коробчатого сечения с встроенными в него вертикальными узловыми фасонками криволинейного очертания переменного радиуса, раскосов и стыковых накладок. Узловые фасонки выполнены составными и в местах их пристыковки к горизонтальному листу пояса в них выполнены сквозные отверстия. Элементы пояса и вертикальные узловые фасонки изготавливают раздельно и объединяют между собой на сварке.
Способ изготовления этого узла предусматривает сборку и сварку горизонтальных и вертикальных листов пояса и приварке к горизонтальному листу составных узловых фасонок с выполнением в них сквозного отверстия /2/.
К недостаткам вышеописанного узла и способа его изготовления можно отнести, кроме увеличения трудозатрат при изготовлении из-за наличия дополнительных деталей и сварных швов, невозможность полной герметизации внутренней полости нижнего пояса и повышенная концентрация напряжений в зоне отверстия.
Задачей настоящего изобретения является снижение трудозатрат при изготовлении поясов ферм с встроенными вертикальными узловыми фасонками и максимально возможное снижение концентрации напряжений в местах пересечения горизонтального листа пояса с вертикальными узловыми фасонками при одновременном выполнении сплошности пересечения, что обеспечит необходимую прочность и выносливость узлового соединения и возможность герметизации коробчатых сечений пояса.
Поставленная задача решается за счет того, что узел решетчатой сквозной фермы, включающий пояс коробчатого сечения с соединенными на сварке вертикальными и горизонтальными листами, узловые фасонки с боковыми сторонами криволинейного очертания радиусом R, прикрепленные к горизонтальному листу пояса, раскосы и стыковые накладки, в зоне расположения узловых фасонок, выполненных как единое целое с вертикальными листами, в пересекаемом горизонтальном листе имеются соосные вертикальным листам сквозные прорези с технологическими припусками на концевых участках, ширина сквозных прорезей превышает толщину вертикальных узловых фасонок на величину сварочного зазора, внешние части криволинейных по радиусу R боковых сторон узловых фасонок в зоне сопряжения с концевыми участками прорезей имеют плавный переход к прямым участкам вертикальных листов пояса, расположенным ниже уровня пересекаемого горизонтального листа, причем концевые участки прорези в зоне перехода внешних частей криволинейных по радиусу R боковых сторон узловых фасонок к прямым участкам вертикальных листов пояса, расположенным ниже уровня внутренней поверхности пересекаемого горизонтального листа, и в зоне технологических припусков заполнены расплавом металла до уровня наружной кромки пересекаемого горизонтального листа.
Плавный переход в узловых фасонках может быть выполнен с уклоном 1:4.
Ширина прорези может быть на 2 мм больше толщины стенки узловой фасонки с допуском +2; -1 мм.
Поставленная задача может быть решена также за счет того, что в способе изготовления узла решетчатой сквозной фермы, состоящем в сборке и сварке горизонтальных и вертикальных листов нижнего пояса и последующей приварке к верхнему горизонтальному листу узловых фасонок, предварительно вертикальные стенки и узловые фасонки выполняют как единое целое, в пересекаемом узловыми фасонками горизонтальном листе в местах расположения узловых фасонок выполняют сквозные прорези с технологическими припусками на концевых участках и после сборки и сварки горизонтального листа без прорезей с вертикальными листами производят опускание горизонтального листа, имеющего прорези, до проектной отметки, пропуская при этом через прорези узловые фасонки, причем концы плавного перехода узловых фасонок на прямых участках вертикальных листов поясов и прямые участки этих вертикальных листов располагают ниже уровня внутренней поверхности пересекаемого горизонтального листа, после чего осуществляют в зоне расположения прорезей приварку узловых фасонок к верхнему горизонтальному листу, а концевые участки прорезей в зоне перехода внешних частей криволинейных по радиусу R боковых сторон узловых фасонок к прямым участкам вертикальных листов пояса и в зоне технологических припусков заполняют расплавом металла до уровня наружной кромки пересекаемого горизонтального листа путем многократного прохождения электросваркой в этих зонах.
Изобретение поясняется чертежами, где:
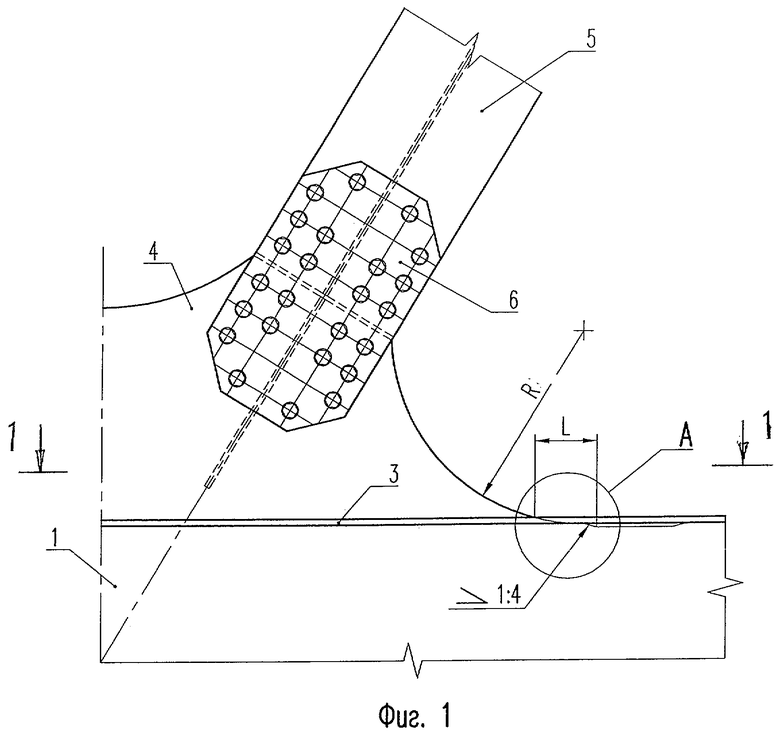
- на фиг.1 изображен узел решетчатой фермы, вид сбоку;
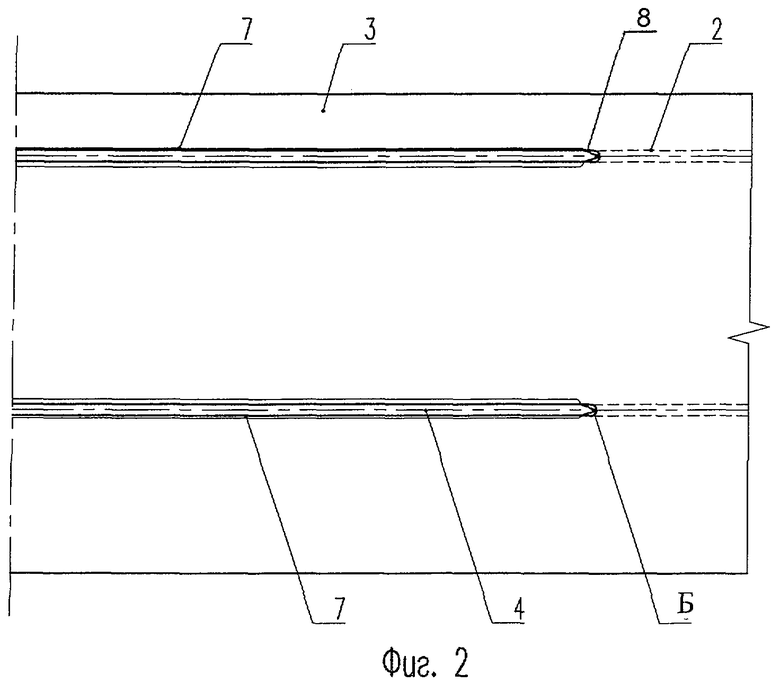
- на фиг.2 - фиг.1, вид по 1-1 (до сварки);
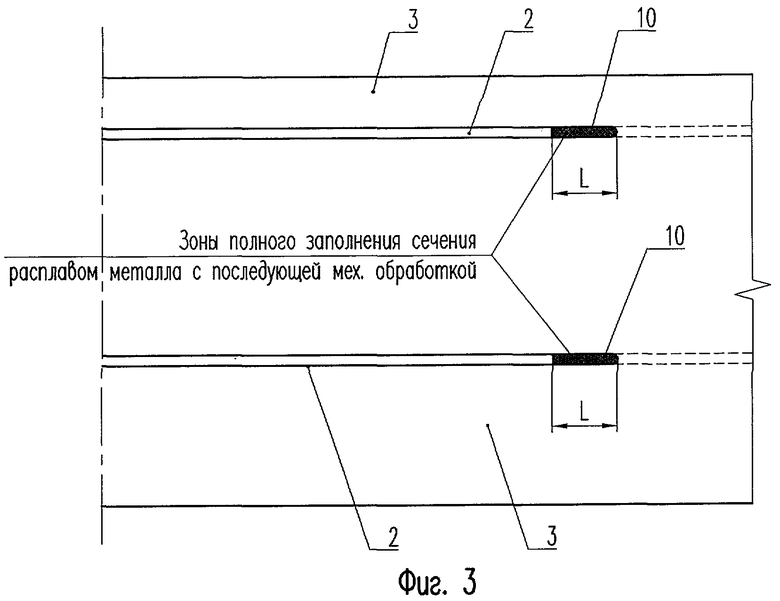
- на фиг.3 - фиг.1, вид по 1-1 (после сварки);
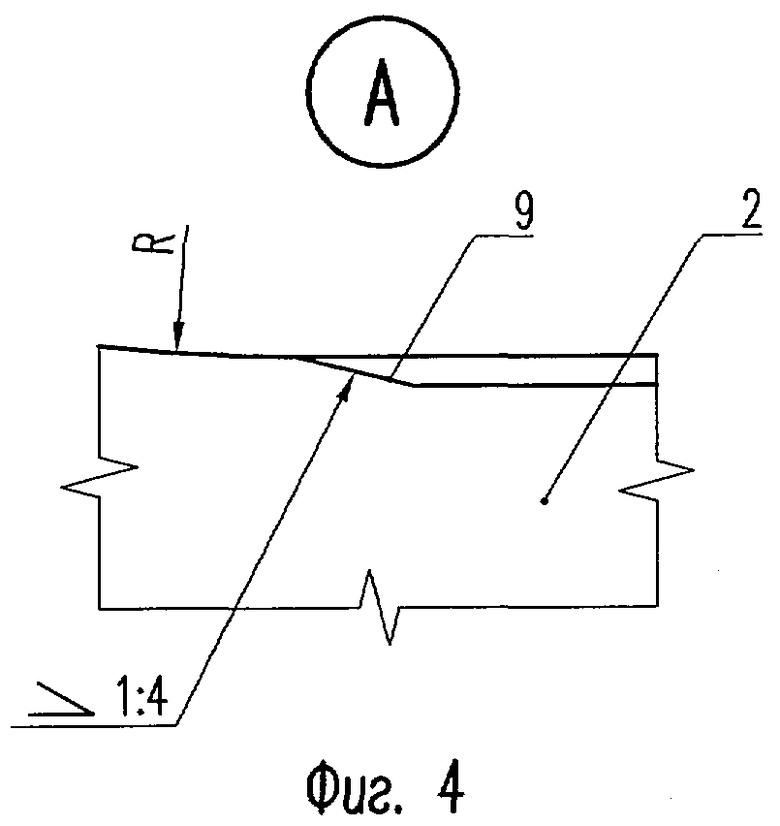
- на фиг.4 - фиг.1, узел А;
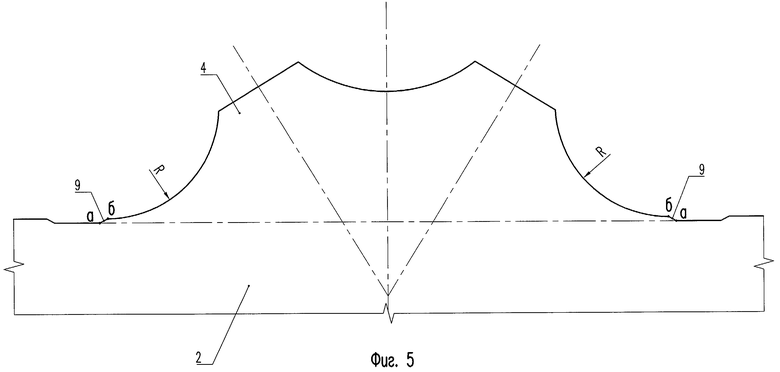
- на фиг.5 - вертикальный лист с встроенной в него узловой фасонкой, выполненные как единое целое, вид сбоку.
Узел решетчатой сквозной фермы состоит из пояса 1, включающего вертикальные листы 2, верхний 3 и нижний (на чертеже не показан) горизонтальные листы, узловые фасонки 4, раскосы 5 и стыковые накладки 6.
Узловые фасонки 4 образуют единое целое с вертикальными листами 2 и имеют боковые стороны криволинейного очертания радиусом R. В пересекаемом горизонтальном листе 3 в местах расположения узловых фасонок 4 выполнены сквозные прорези 7 с технологическими припусками Б на концевых участках 8. Внешние части боковых сторон криволинейного очертания радиусом R в зоне сопряжения с концевыми участками 8 прорезей 7 имеют плавные переходы 9 (а - б на фиг.5) к прямым участкам вертикальных листов 2 пояса 1, расположенным ниже уровня пересекаемого горизонтального листа 3. Плавные переходы 9 могут быть выполнены с уклоном 1:4.
Стенки узловых фасонок 4 в средней части прорезей 7 объединяют сваркой с кромками прорезей 7, а на концевых участках 8 прорезей 7 в зоне перехода внешних частей узловых фасонок 4 к прямым участкам вертикальных листов 2 объединение узловых фасонок 4 и нижнего пояса 1 и в зоне технологических припусков Б осуществлено за счет укладки расплава металла 10 до уровня расположения верхней кромки пересекаемого горизонтального листа 3. На участке длиной l расположена зона полного заполнения сечения расплавом металла 10 с его последующей механической обработкой.
Способ изготовления узла решетчатой сквозной фермы состоит в следующем. Предварительно изготавливают вертикальные листы 2 как единое целое с узловыми фасонками 4, после чего в пересекаемом горизонтальном листе 3 в зоне расположения узловых фасонок 4 выполняют сквозные прорези 7 с технологическими припусками Б на концевых участках 8. Ширина сквозных прорезей 7 превышает толщину узловых фасонок 4 на величину сварочного зазора. Ширину прорези можно выполнить на 2 мм больше толщины стенки узловой фасонки 4 с допуском +2; -1 мм. В боковых сторонах узловых фасонок 4 криволинейного очертания радиусом R в зоне расположения концевых участков 8 прорезей 7 выполняют плавные переходы 9 к прямым участкам вертикальных листов 2, рсположенным ниже уровня пересекаемого горизонтального листа 3. Плавные переходы 9 выполняют преимущественно с уклоном 1:4.
Затем собирают и сваривают горизонтальный лист без прорезей с вертикальными листами 2. После этого опускают горизонтальный лист 3 с прорезями 7 до проектной отметки, пропуская через прорези 7 узловые фасонки 4. Одновременно с этим в концевых участках 8 прорезей 7 внешние части криволинейных по радиусу R боковых сторон угловых фасонок 4 располагают ниже уровня пересекаемого горизонтального листа 3. Затем в средней части прорезей 7 осуществляют приварку узловых фасонок к верхнему горизонтальному листу 3, а концевые участки 8 прорезей 7 в зоне перехода концов внешних частей криволинейных по радиусу R боковых сторон узловых фасонок 4 к прямым участкам вертикальных листов 2 пояса 1 и в зоне технологических припусков Б заполняют расплавом металла 10 до уровня наружной кромки пересекаемого горизонтального листа 3. Расплав металла 10 получают путем многократного прохождения электросваркой в концевом участке 8 прорезей 7, а затем поверхность расплава 10 подвергают механической обработке для плавного перехода сварных швов к настильному листу ортотропных плит проезжей части (на чертеже не показан).
Собранный элемент пояса 1 с узловыми фасонками 4 доставляют на стройплощадку и подают на монтаж.
Предлагаемое изобретение позволит исключить работу настильного листа ортотропных плит проезжей части поперек толщины проката и, как следствие, предотвратить возникновение расслоя металлопроката.
Источники информации
1. «Мосты и сооружения на дорогах», т.2 под общей редакцией Е.Е.Гибшмана, М., 1972, рис.40, в, стр.91.
2. Проект ОАО «Институт Гипротрансмост» №17360-СК-КМ1, Вторая очередь Митинско-Строгинской линии московского метрополитена. Метромост через р.Москву в районе Мякининской поймы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕГМЕНТНОЙ ФЕРМЫ | 2011 |
|
RU2487221C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛЬШЕПРОЛЕТНОЙ ФЕРМЫ ИЗ КОРОБЧАТЫХ ПРОФИЛЕЙ | 2010 |
|
RU2439257C1 |
| Стропильная ферма | 1990 |
|
SU1754857A1 |
| Стыковое соединение элементов нижнего пояса стропильной фермы | 1980 |
|
SU927923A1 |
| РЕШЕТЧАТАЯ КОНСТРУКЦИЯ | 2018 |
|
RU2709575C1 |
| ТРЕХГРАННАЯ РЕШЕТЧАТАЯ ОПОРА С ПОЯСАМИ ИЗ D-ОБРАЗНЫХ ТРУБ | 2023 |
|
RU2806391C1 |
| ФЕРМА ИЗ ШВЕЛЛЕРОВ | 2014 |
|
RU2623378C2 |
| ФЕРМА ИЗ ШВЕЛЛЕРОВ | 2009 |
|
RU2415233C1 |
| Решетчатая конструкция | 2024 |
|
RU2831492C1 |
| ПОКРЫТИЕ | 2011 |
|
RU2480562C2 |
Изобретение касается мостостроения и может быть использовано в узле решетчатой сквозной фермы, включающем пояс коробчатого сечения с соединенными на сварке вертикальными и горизонтальными листами, узловые фасонки с боковыми сторонами криволинейного очертания радиусом R, прикрепленные к горизонтальному листу пояса, раскосы и стыковые накладки. В пересекаемом горизонтальном листе в зоне расположения узловых фасонок, выполненных как единое целое с вертикальными листами, имеются соосные вертикальным листам сквозные прорези с технологическими припусками на концевых участках, ширина сквозных прорезей превышает толщину вертикальных узловых фасонок на величину сварочного зазора. Внешние части криволинейных по радиусу R боковых сторон узловых фасонок в зоне сопряжения с концевыми участками прорезей имеют плавный переход к прямым участкам вертикальных листов пояса, расположенным ниже уровня пересекаемого горизонтального листа. Концевые участки прорези в зоне перехода внешних частей криволинейных по радиусу R боковых сторон узловых фасонок к прямым участкам вертикальных листов пояса, расположенным ниже уровня внутренней поверхности пересекаемого горизонтального листа, и в зоне технологических припусков заполнены расплавом металла до уровня наружной кромки пересекаемого горизонтального листа. Плавный переход в узловых фасонках может быть выполнен с уклоном 1:4. Ширина прорези на 2 мм больше толщины стенки узловой фасонки с допуском +2;-1 мм. Способ изготовления узла решетчатой сквозной фермы состоит в сборке и сварке горизонтальных и вертикальных листов нижнего пояса и последующей приварке к горизонтальному листу узловых фасонок. Предварительно вертикальные стенки и узловые фасонки выполняют как единое целое, в пересекаемом узловыми фасонками горизонтальном листе в местах расположения узловых фасонок выполняют сквозные прорези с технологическими припусками на концевых участках. После сборки и сварки горизонтального листа без прорезей с вертикальными листами производят опускание горизонтального листа, имеющего прорези, до проектной отметки, пропуская при этом через прорези узловые фасонки, а концы плавного перехода узловых фасонок на прямых участках вертикальных листов пояса и прямые участки этих вертикальных листов располагают ниже уровня внутренней поверхности пересекаемого горизонтального листа, после чего осуществляют в зоне расположения прорезей приварку узловых фасонок к горизонтальному листу, причем концевые участки прорезей в зоне перехода внешних частей криволинейных по радиусу R боковых сторон узловых фасонок к прямым участкам вертикальных листов пояса и в зоне технологических припусков заполняют расплавом металла до уровня наружной кромки пересекаемого горизонтального листа путем многократного прохождения электросваркой в этих зонах. 2 н. и 2 з.п. ф-лы, 5 ил.
1. Узел решетчатой сквозной фермы, включающий пояс коробчатого сечения с соединенными на сварке вертикальными и горизонтальными листами, узловые фасонки с боковыми сторонами криволинейного очертания радиусом R, прикрепленные к горизонтальному листу пояса, раскосы и стыковые накладки, отличающийся тем, что в пересекаемом горизонтальном листе в зоне расположения узловых фасонок, выполненных как единое целое с вертикальными листами, имеются соосные вертикальным листам сквозные прорези с технологическими припусками на концевых участках, ширина сквозных прорезей превышает толщину вертикальных узловых фасонок на величину сварочного зазора, внешние части криволинейных по радиусу R боковых сторон узловых фасонок в зоне сопряжения с концевыми участками прорезей имеют плавный переход к прямым участкам вертикальных листов пояса, расположенным ниже уровня пересекаемого горизонтального листа, причем концевые участки прорези в зоне перехода внешних частей криволинейных по радиусу R боковых сторон узловых фасонок к прямым участкам вертикальных листов пояса, расположенным ниже уровня внутренней поверхности пересекаемого горизонтального листа, и в зоне технологических припусков заполнены расплавом металла до уровня наружной кромки пересекаемого горизонтального листа.
2. Узел решетчатой сквозной фермы по п.1, отличающийся тем, что плавный переход в узловых фасонках выполнен с уклоном 1:4.
3. Узел решетчатой сквозной фермы по п.1 или 2, отличающийся тем, что ширина прорези на 2 мм больше толщины стенки узловой фасонки с допуском +2; -1 мм.
4. Способ изготовления узла решетчатой сквозной фермы по п.1, состоящий в сборке и сварке горизонтальных и вертикальных листов нижнего пояса и последующей приварке к горизонтальному листу узловых фасонок, отличающийся тем, что предварительно вертикальные стенки и узловые фасонки выполняют как единое целое, в пересекаемом узловыми фасонками горизонтальном листе в местах расположения узловых фасонок выполняют сквозные прорези с технологическими припусками на концевых участках и, после сборки и сварки горизонтального листа без прорезей с вертикальными листами, производят опускание горизонтального листа, имеющего прорези, до проектной отметки, пропуская при этом через прорези узловые фасонки, а концы плавного перехода узловых фасонок на прямых участках вертикальных листов пояса и прямые участки этих вертикальных листов располагают ниже уровня внутренней поверхности пересекаемого горизонтального листа, после чего осуществляют в зоне расположения прорезей приварку узловых фасонок к горизонтальному листу, причем концевые участки прорезей в зоне перехода внешних частей криволинейных по радиусу R боковых сторон узловых фасонок к прямым участкам вертикальных листов пояса и в зоне технологических припусков заполняют расплавом металла до уровня наружной кромки пересекаемого горизонтального листа путем многократного прохождения электросваркой в этих зонах.
| ГИБШМАН Е.Е | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| ПОДВИЖНОЙ АНОД В ВИДЕ КИСТИ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ МЕТОДОМ НАТИРАНИЯ | 1935 |
|
SU46768A1 |
| Узел сопряжения коробчатых элементов металлической фермы моста | 1986 |
|
SU1406290A1 |
| ПРОЛЕТНОЕ СТРОЕНИЕ МОСТА (ВАРИАНТЫ) | 2001 |
|
RU2178037C1 |

