Изобретение относится к строительству и предназначено для изготовления большепролетных ферм из коробчатых профилей сегментного или рыбовидного очертания.
Известен способ изготовления большепролетных ферм, которым придают строительный выгиб путем перелома поясов в монтажных узлах (см. Металлические конструкции. М.: Стройиздат, 1973, стр.260, рис.9,2a). Такой способ изготовления ферм на узловых фасонках трудоемок в изготовлении.
Известен способ изготовления ферм с прогревом пояса и перегибом его при изготовлении (см. патент RU №2353738 МПК E04C 3/08).
Такой способ не применим для изготовления ферм из коробчатых профилей.
Прототипом изобретения является способ изготовления большепролетных ферм из коробчатых профилей, включающий сборку поясов фермы на весь пролет с изгибом поясов и приваркой решетки ферм к поясам с последующей разборкой фермы по монтажным стыкам на отправочные марки (см. патент RU №2300610 C1 МПК E04C 3/11).
Такой способ применим только в пределах упругого изгиба поясов и не может быть применен для изготовления сегментных и рыбовидных ферм из коробчатых профилей.
Изобретение направлено на упрощение изготовления и повышение точности стыковки транспортных марок между собой в большепролетных фермах.
Результат достигается тем, что в способе изготовления большепролетных ферм из коробчатых профилей согласно изобретению сначала оба пояса фермы с разбивкой на отправочные марки собирают прямыми на болтовых фланцевых соединениях, потом в узлах перелома поясов ферм коробчатые пояса разрезают по наружной полке и двум стенкам профиля и перегибают пояса по неразрезанным полкам по очертанию фермы, а в раскрытые разрезы поясов устанавливают пластины толщиной, равной раскрытому зазору в полке профиля, и приваривают пластину к разрезанным полке и стенкам профиля, после чего устанавливают решетку фермы и приваривают ее к поясам, а после приварки узловых фасонок разбирают ферму на отправочные марки и доваривают недостающие сварные швы в отправочных марках.
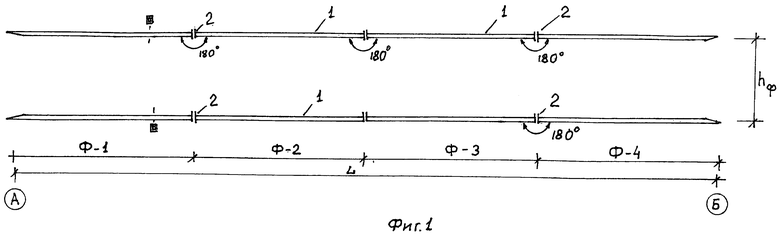
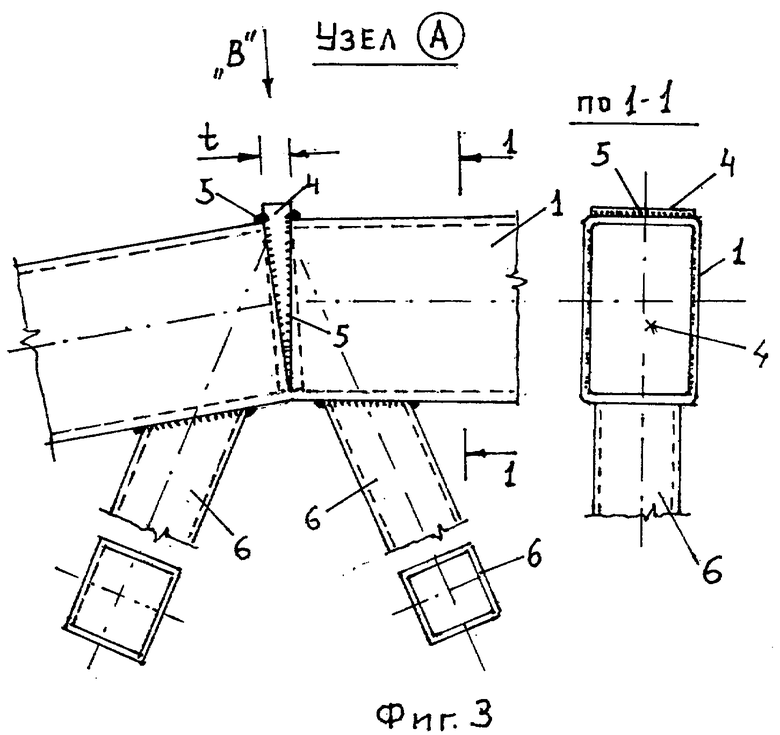
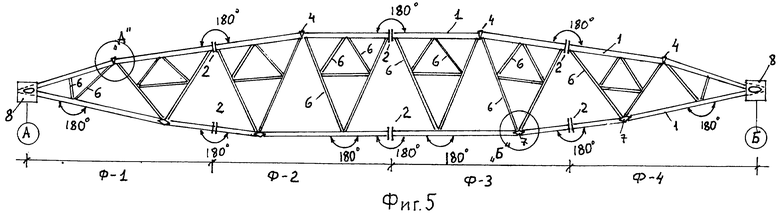
Изобретение поясняется чертежами. На фиг.1÷6 представлена последовательность изготовления большепролетной фермы на сварке из коробчатых профилей. На фиг.1 изображены оба пояса фермы в прямом состоянии с болтовыми фланцевыми стыками. На фиг.2 - изгиб поясов по очертанию фермы с надрезом в узлах наружной полки и двух стенок коробчатых профилей. На фиг.3 и 4 - способы формирования перегиба поясов ферм с установкой пластин в раскрытые разрезы поясов. На фиг.5 - общий вид фермы перед разборкой на транспортные марки. На фиг.6 -конструкции опорных и монтажных узлов фермы.
Ферму собирают в заводских условиях - в следующей последовательности. Сначала оба пояса 1 фермы с разбивкой их на отправочные марки Ф-i собирают прямыми на болтовых фланцевых соединениях 2, потом в узлах перелома поясов ферм (фиг.2) коробчатые пояса 1 разрезают по наружной полке и двум стенкам 3 профиля и перегибают пояса 1 по неразрезанным полкам по очертанию фермы (фиг.2), а в раскрытые разрезы 3 поясов устанавливают пластины 4 по стрелке «B» (фиг.3) толщиной «t», равной раскрытому зазору в полке профиля, и приваривают пластину 4 к разрезанным полке и стенкам профиля сварными швами 5 (фиг.3, 4), после чего устанавливают решетку фермы 6 и приваривают ее к поясам 1 (фиг.5), а после приварки в нижних узлах фермы фасонок 7 и 8 (фиг.4) разбирают ферму на отправочные марки Ф-i по болтовым фланцевым соединениям 2 (фиг.6) и доваривают недоступные сварные швы в отправочных марках.
С целью обеспечения доступности к сварным швам и повышения прочности опорных узлов ферм их опорные фасонки выполняются с овальными отверстиями в средней часи для наложения сварных швов (см. патент RU №75675 U1) (Фиг 6).
Данный способ изготовления исключает возникновение в фермах монтажных напряжений, которые, как правило, имеют место при сборке ферм из отдельно изготовляемых отправочных марок из-за неточностей работы контактных поверхностей во фланцевых стыках соседних отправочных марок ферм. Это свойство способа является полезным, так как способ не снижает несущую способность элементов ферм от действия монтажных напряжений. Способ также не требует разработки и изготовления специальных кондукторов для разных типов отправочных марок, что упрощает изготовление большепролетных ферм в целом.
Способ требует обязательной маркировки ферм на отправочные марки до ее разборки.
Наиболее эффективно изобретение может быть использовано при проектировании и изготовлении большепролетных ферм сегментного или рыбовидного очертания из коробчатых профилей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛЬШЕПРОЛЕТНЫХ ФЕРМ | 2007 |
|
RU2354789C1 |
| ОПОРНЫЙ УЗЕЛ РЫБОВИДНОЙ ИЛИ СЕГМЕНТНОЙ ФЕРМЫ | 2012 |
|
RU2495201C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛЬШЕПРОЛЕТНЫХ ФЕРМ СО СТРОИТЕЛЬНЫМ ПОДЪЕМОМ | 2005 |
|
RU2300610C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИГОНАЛЬНОЙ АРКИ ИЗ КОРОБЧАТЫХ ПРОФИЛЕЙ | 2012 |
|
RU2515638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФЕРМЫ С НИСХОДЯЩИМИ РАСКОСАМИ | 2012 |
|
RU2503783C1 |
| ПОКРЫТИЕ ЗДАНИЯ, СООРУЖЕНИЯ И УЗЕЛ СОЕДИНЕНИЯ ПЕРЕКРЕСТНЫХ НЕСУЩЕЙ И СВЯЗЕВЫХ ФЕРМ ПОКРЫТИЯ | 2011 |
|
RU2475603C1 |
| ПОКРЫТИЕ ИЗ ТРЕХГРАННЫХ ФЕРМ | 2000 |
|
RU2188287C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕГМЕНТНОЙ ФЕРМЫ | 2011 |
|
RU2487221C1 |
| УЗЛОВОЕ СОЕДИНЕНИЕ ПЕРЕКРЕСТНЫХ СТЕРЖНЕВЫХ КОНСТРУКЦИЙ | 2012 |
|
RU2501917C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ АРОЧНОЙ БАЛКИ | 2011 |
|
RU2484214C1 |



Изобретение относится к области строительства, в частности к способу изготовления большепролетной фермы из коробчатых профилей. Технический результат заключается в упрощении изготовления и повышении точности стыковки отправочных марок между собой. Способ изготовления включает сборку поясов и приварку решетки к поясам с последующей разборкой фермы по монтажным стыкам на отправочные марки. Сборку поясов осуществляют на весь пролет с изгибом поясов. Сначала оба пояса с разбивкой на отправочные марки собирают прямыми на болтовых фланцевых соединениях. Потом в узлах перелома поясов коробчатые пояса разрезают по наружной полке и двум стенкам профиля и перегибают пояса по неразрезанным полкам по очертанию фермы. В раскрытые разрезы поясов устанавливают пластины толщиной, равной раскрытому зазору в полке профиля. Пластину приваривают к разрезанным полке и стенкам профиля. После чего устанавливают решетку фермы и приваривают ее к поясам. После приварки узловых фасонок разбирают ферму на отправочные марки и доваривают недоступные сварные швы в отправочных марках. 6 ил.
Способ изготовления большепролетной фермы из коробчатых профилей, включающий сборку поясов фермы на весь пролет с изгибом поясов и приваркой решетки фермы к поясам с последующей разборкой фермы по монтажным стыкам на отправочные марки, отличающийся тем, что сначала оба пояса фермы с разбивкой на отправочные марки собирают прямыми на болтовых фланцевых соединениях, потом в узлах перелома поясов фермы коробчатые пояса разрезают по наружной полке и двум стенкам профиля и перегибают пояса по неразрезанным полкам по очертанию фермы, а в раскрытые разрезы поясов устанавливают пластины толщиной, равной раскрытому зазору в полке профиля, и приваривают пластину к разрезанным полке и стенкам профиля, после чего устанавливают решетку фермы и приваривают ее к поясам, а после приварки узловых фасонок разбирают ферму на отправочные марки и доваривают недоступные сварные швы в отправочных марках.
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛЬШЕПРОЛЕТНЫХ ФЕРМ СО СТРОИТЕЛЬНЫМ ПОДЪЕМОМ | 2005 |
|
RU2300610C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛЬШЕПРОЛЕТНЫХ ФЕРМ | 2007 |
|
RU2354789C1 |
| Индикатор | 1975 |
|
SU568956A1 |

