Изобретение относится к области строительных конструкций и касается реализации строительных блоков.
Известен строительный блок, являющийся «Фасонный кирпич», включающий устроенные на одной из его постелей два выступа, имеющих цилиндрическую форму, а противолежащие им углубления на другой стороне - также цилиндрической формы, но несколько большего диаметра (Авторское свидетельство SU №8656 от 30.03.1929).
Наличие выступов позволяет производить дополнительную фиксацию при построении стен.
Недостатком такого блока является значительная трудоемкость при фиксации в процессе сооружения стен, а также большой расход материала при создании массивных конструкций, размещаемых в воде.
Известен строительный блок с прямоугольными выступами на верхней постели и пазы для соединения со смежными блоками на нижней постели. При этом выступы и пазы выполнены крестообразными в виде двух крестов, соединенных между собой по оси вдоль блока (Патент ЕР 0367334 A1, E04B 2/08, 09.05.1990).
Недостатком такого блока является большой расход материала при создании массивных конструкций, размещаемых в воде.
Известна конструкция «Строительного блока», включающего оболочку из пластмассы и заключенный в нее заполнитель, выполненный из гипса, а герметичная оболочка из полихлорвинила (Патент RU №645607 от 30.01.1979).
Наличие герметичной оболочки позволяет сооружать объекты в воде.
Недостатком указанного решения является повышенная трудоемкость при выполнении строительных блоков и значительная материалоемкость при создании подводных и подземных сооружений.
Известны «Форма для изготовления изделий из пластмасс раздувом», и «Форма для изготовления стеклоизделий» [4, 5], которые невозможно использовать для изготовления элементов строительных блоков из-за низкого качества их изделий.
Наиболее близким техническим решением является «Блок строительный», в котором предусматривается герметизированная эластичная оболочка, форма которой позволяет полностью заполнять трехмерное пространство, и наполнитель в виде жидкости или сыпучего материала, плотно заполняющего оболочку, при этом стенки последней выполнены с выступами и/или пазами, расположенными по не менее чем трем попарно непараллельным осям блока для соединения со смежными блоками при возведении конструкций (Патент RU №2076181 от 27.03.1997).
Недостатком указанного решения является повышенная материалоемкость при создании подводных и подземных сооружений. Заявленное техническое решение направлено на повышение производительности сборщиков строительных конструкций и снижение материалоемкости при создании подводных и подземных сооружений.
Это достигается тем, что строительный ХОСТБЛОК, включающий пластиковую оболочку, форма которой позволяет полностью заполнить трехмерное пространство, и наполнитель, плотно заполняющий оболочку, стенки последней выполнены с выступами и пазами, для соединения со смежными блоками при возведении конструкций, крестообразно в виде крестов, соединенных между собой по оси вдоль блока и расположенных симметрично граням постели, причем пластиковая оболочка толщиной 0,2-0,6 мм с выступами на верхней постели и пазами на нижней постели, позволяющая сформировать сопряжение угловых соединений целостными и с жесткостью, сохраняющей правильность блока после введения наполнителя за счет увеличения толщины оболочки от краев боковых плоскостей оболочки к их центрам в большей степени, а также нижней и верхней постели в меньшей степени, выполнена нагревом +250°С пластиковой заготовки из преформы 50 г и выдуванием под давлением 15 атм (1,5 МПа) в пресс-форму в виде книжки с допуском несовмещения двух стыкующих частей пресс-формы 0,1 мм, обеспечивающей натяг ручным инструментом сборщика без использования скрепляющего материала стенок блоков за счет двух выступов и пазов для соединения, точности геометрических размеров блока, толщины оболочки, текучести пластика.
Наполнитель, введенный в пластиковую оболочку через технологическое отверстие под давлением собственного веса, вязкости и текучести наполнителя по контуру оболочки, обеспечивает натяг выступа в пазу при сборке блоков за счет двух выступов и пазов для соединения, точности геометрических размеров и толщины оболочки, текучести пластика.
Угловые соединения оболочки выполнены: по контуру оболочки и паза - радиусом сопряжения 1 мм, в основании паза и в основании выступа - без радиуса сопряжения, верх выступа с боковой поверхностью оболочки и боковые грани паза между собой - радиусом сопряжения 2 мм.
Наполнитель выполнен из материалов различной крепости, соответствующей назначению строительной конструкции, введен в пластиковую оболочку через технологическое отверстие сверху вниз, позволяет полностью заполнить трехмерное пространство без внутренних пустот.
На чертеже показан общий объемный вид строительного ХОСТБЛОКа с двумя перпендикулярными сечениями.
Устройство строительного ХОСТБЛОКа содержит пластиковую оболочку 1, технологическое отверстие 2, наполнитель 3, прямоугольные выступы 4 на верхней постели блока 6 в виде двух крестов, прямоугольные пазы 5 на нижней постели 7 в виде двух крестов, соединение плоскостей по контуру оболочки и паза с радиусом сопряжения 1 мм 8, соединение плоскости верха выступа с боковой поверхностью оболочки и боковые грани паза между собой с радиусом сопряжения 2 мм 9, соединение плоскостей без радиуса сопряжения 10, боковые поверхности блока 11.
Работа по изготовлению предлагаемого строительного ХОСТБЛОКа заключается в следующем. На автоматизированной линии производительностью 600 оболочек в час выполняется нагрев пластиковой заготовки +250°С в виде преформы в 50 г из полиэтилентерефталата ГОСТ 51695-200 и затем производится выдувание под давлением 15 атм (1,5 МПа) в пресс-форму в виде книжки с допуском несовмещения двух стыкующих частей пресс-формы 0,1 мм. Пластиковая оболочка толщиной 0,2-0,6 мм с выступами 4 на верхней постели 6 и пазами 5 на нижней постели 7, позволяющая сформировать сопряжение угловых соединений целостными за счет выполнения угловых соединений оболочки 1: по контуру оболочки, выступа и паза - радиусом сопряжения 1 мм 8, в основании паза и в основании выступа - без радиуса сопряжения 10, верх выступа с боковой поверхностью оболочки и боковые грани паза между собой - радиусом сопряжения 2 мм 9. Правильность блока после введения наполнителя сохраняется за счет увеличения толщины оболочки от краев боковых плоскостей 11 оболочки к их центрам в большей степени, а также нижней 7 и верхней 6 постели в меньшей степени.
Наполнитель 3, введенный в пластиковую оболочку через технологическое отверстие 2 под давлением собственного веса, вязкости и текучести наполнителя по контуру оболочки 1, обеспечивает натяг выступа 4 в пазу 5 при сборке блоков за счет двух выступов и пазов для соединения, точности геометрических размеров и толщины оболочки, текучести пластика.
Наполнитель 3 выполнен из материалов различной крепости, соответствующей назначению строительной конструкции, позволяет полностью заполнить трехмерное пространство без внутренних пустот, введен в пластиковую оболочку 1 через технологическое отверстие 2 сверху вниз, позволяет полностью заполнить трехмерное пространство без внутренних пустот (например, пенобетон D-800 ГОСТ 21520-89). Вес одного блока 400 г. Размер 60×120×60 мм.
Монтаж строительных конструкций из ХОСТБЛОКов выполняют сборщики, обеспечивая высокую производительность сборки строительных конструкций за счет быстрого позиционирования пазов блоков очередного ряда на выступах в предыдущем ряду посредством радиусов сопряжения 8 и 9.
Величина толщины пластиковой оболочки 0,2-0,6 мм достигается применением пластиковой заготовки из преформы 50 г, объемом ХОСТБЛОКА 60×120×60 мм, температурой нагрева пластиковой заготовки из преформы +250°С и выдуванием под давлением 15 атм (1,5 МПа) в пресс-форму.
Прямолинейность поверхностей блока, характеризующая правильность его после введения наполнителя, обеспечивается жесткостью пластиковой оболочки за счет увеличения толщины оболочки от краев боковых плоскостей к их центрам в большей степени, а также нижней и верхней постели в меньшей степени. Достигается такое увеличение толщины оболочки процессом раздува пластиковой заготовки круглой преформы в прямоугольной пресс-форме. Раздуваемая пластиковая заготовка оболочки, в первую очередь, коснется средней части всех плоскостей пресс-формы, так как это будет ближайшее расстояние, и за счет сил трения, меньшей температуры пресс-формы скорость растяжения пластиковой заготовки оболочки уменьшится в таких местах и толщина будет больше по сравнению, чем в угловых соединениях, где дополнительно расстояние растяжения пластиковой заготовки от ее центра больше и поэтому толщина пластиковой оболочки будет уменьшаться.
Источники информации
1. Авторское свидетельство SU №8656, МПК Е04С 1/10, Е04В 2/08, Е04С 1/12. Дата публикации 1929.03.30.
2. Патент ЕР 0367334 A1, E04B 2/08, 09.05.1990.
3. Патент RU №645607, МПК Е04С 1/00. Дата публикации 1979.01.30.
4. Авторское свидетельство SU №1775307, МПК В29С 49/50. Дата публикации 1989.10.17.
5. Патент RU №2058945, МПК С03В 19/04. Дата публикации 1991.12.13.
6. Патент RU №2076181, МПК Е04С 1/00. Дата публикации 1997.03.27 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРОИТЕЛЬНЫЙ МОДУЛЬ (ВАРИАНТЫ) И СПОСОБ ВОЗВЕДЕНИЯ СТЕН ЗДАНИЙ С ИСПОЛЬЗОВАНИЕМ СТРОИТЕЛЬНЫХ МОДУЛЕЙ (ВАРИАНТЫ) | 2012 |
|
RU2500862C2 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ И СПОСОБ ПОЛУЧЕНИЯ ПЛАСТМАССОВЫХ БУТЫЛОК В ДВУХСТАДИЙНОМ ПРОЦЕССЕ ИНЖЕКЦИОННО-РАЗДУВНОГО ФОРМОВАНИЯ | 2009 |
|
RU2520564C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУТЫЛКИ С НАПРЕССОВЫВАЕМОЙ КРЫШКОЙ | 2003 |
|
RU2323089C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОГО КЛЕЕНОГО СТРОИТЕЛЬНОГО БРУСА | 2008 |
|
RU2381338C2 |
| СТРОИТЕЛЬНЫЙ БЛОК | 2022 |
|
RU2820672C2 |
| СЭНДВИЧ-ПАНЕЛЬ С СОТОВЫМ НАПОЛНИТЕЛЕМ | 2008 |
|
RU2382854C1 |
| БАНКА ДЛЯ ПРОДУКТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2164887C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНО ДЕФОРМИРУЕМОГО ИЗГИБОМ ПЛОСКОСТНОГО ЭЛЕМЕНТА | 2002 |
|
RU2259271C2 |
| Способ изготовления полого конструктивного элемента из композиционного материала | 2016 |
|
RU2633719C1 |
| ПРЕФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОЙ ЕМКОСТИ ПУТЕМ РАЗДУВНОГО ФОРМОВАНИЯ С ВЫТЯЖКОЙ | 2016 |
|
RU2723492C2 |
Изобретение относится к области строительных конструкций, в частности строительных блоков. Строительный ХОСТБЛОК включает пластиковую оболочку, форму которой позволяет полностью заполнить трехмерное пространство, и наполнитель, плотно заполняющий оболочку. Стенки последней выполнены с выступами и пазами для соединения со смежными блоками при возведении конструкций, крестообразно в виде крестов, соединенных между собой по оси вдоль блока и расположенных симметрично граням постели. Пластиковая оболочка толщиной 0,2-0,6 мм с выступами на верхней постели и пазами на нижней постели позволяет сформировать сопряжение угловых соединений целостными и с жесткостью, сохраняющей правильность блока после введения наполнителя за счет увеличения толщины оболочки от краев боковых плоскостей оболочки к их центрам. Она выполнена нагревом +250°С пластиковой заготовки из преформы 50 г и выдуванием под давлением 15 атм (1,5 МПа) в пресс-форму в виде книжки с допуском несовмещения двух стыкующих частей пресс-формы 0,1 мм, обеспечивающей натяг ручным инструментом сборщика без использования скрепляющего материала стенок блоков за счет двух выступов и пазов для соединения, точности геометрических размеров блока, толщины оболочки, текучести пластика. Технический результат заключается в повышении производительности сборщиков и снижении материалоемкости. 3 з.п. ф-лы, 1 ил.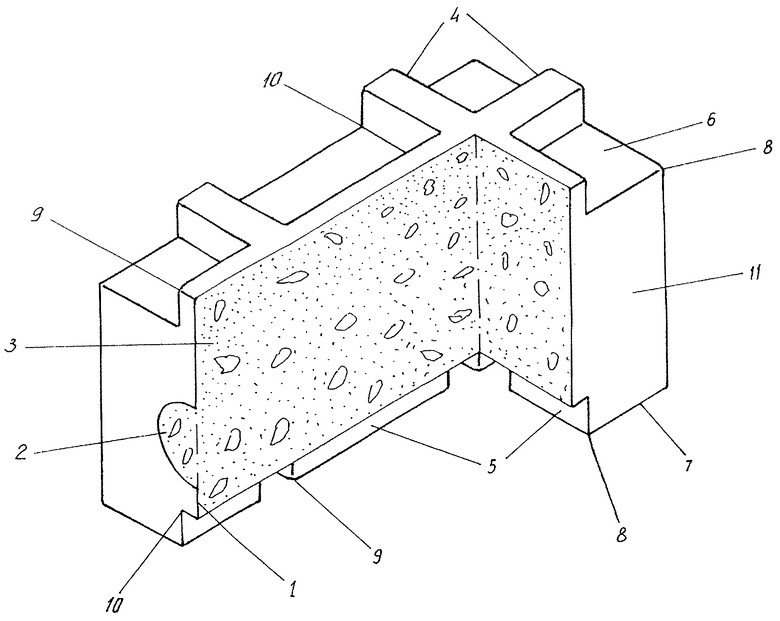
1. Строительный хостблок, включающий пластиковую оболочку, форма которой позволяет полностью заполнить трехмерное пространство, и наполнитель, плотно заполняющий оболочку, стенки последней выполнены с выступами и пазами для соединения со смежными блоками при возведении конструкций, крестообразно в виде крестов соединенных между собой по оси вдоль блока и расположенных симметрично граням постели, отличающийся тем, что пластиковая оболочка толщиной 0,2-0,6 мм с выступами на верхней постели и пазами на нижней постели, позволяющая сформировать сопряжение угловых соединений целостными и с жесткостью сохраняющей правильность блока после введения наполнителя за счет увеличения толщины оболочки от краев боковых плоскостей оболочки к их центрам в большей степени а также нижней и верхней постели в меньшей степени, выполнена нагревом +250°С пластиковой заготовки из преформы 50 г и выдуванием под давлением 15 атм (1,5 МПа) в пресс-форму в виде книжки с допуском несовмещения двух стыкующих частей пресс-формы 0,1 мм, обеспечивающей натяг ручным инструментом сборщика без использования скрепляющего материала стенок блоков за счет двух выступов и пазов для соединения, точности геометрических размеров блока, толщины оболочки, текучести пластика.
2. Строительный хостблок по п.1, отличающийся тем, что наполнитель, введенный в пластиковую оболочку через технологическое отверстие под давлением собственного веса, вязкости и текучести наполнителя по контуру оболочки, обеспечивает натяг выступа в пазу при сборке блоков за счет двух выступов и пазов для соединения, точности геометрических размеров и толщины оболочки, текучести пластика.
3. Строительный хостблок по п.1, отличающийся тем, что угловые соединения оболочки выполнены: по контуру оболочки, выступа и паза - радиусом сопряжения 1 мм, в основании паза и в основании выступа - без радиуса сопряжения, верх выступа с боковой поверхностью оболочки и боковые грани паза между собой - радиусом сопряжения 2 мм.
4. Строительный хостблок по п.1, отличающийся тем, что наполнитель выполнен из материалов различной крепости, соответствующей назначению строительной конструкции, введен в пластиковую оболочку через технологическое отверстие сверху вниз, позволяет полностью заполнить трехмерное пространство без внутренних пустот.
| БЛОК СТРОИТЕЛЬНЫЙ | 1992 |
|
RU2076181C1 |
| Строительный блок | 1975 |
|
SU645607A3 |
| ПРИБОР ДЛЯ КОНТРОЛЯ СМЕЩЕНИЯ ИСХОДНОГО КОНТУРА | 0 |
|
SU367334A1 |
| Способ и устройство для формирования рабочих заданий по обслуживанию промышленных объектов | 2015 |
|
RU2614512C2 |

