Изобретение относится к способу изготовления трехмерно деформируемого изгибом плоскостного элемента из древесины или древесно-комбинированного материала (трехмерный плоскостной элемент), который пригоден для изготовления многослойных, трехмерно формованных, преимущественно чашеобразных деталей или для покрытия других, трехмерно формованных строительных элементов из различных материалов.
Изготовление трехмерно деформируемого изгибом плоскостного элемента описано в DD 271670 В5. Здесь плоскостной элемент, например шпон, направляют через решетку рицовочных ножей и при этом разрезают по всей толщине шпона на полосы, с тем чтобы обеспечить им необходимую для трехмерной деформации подвижность в плоскости. При этой резке возникают очень высокие усилия резания, которые быстро разрывают шпон при пропускании через решетку. Эта опасность разрушения становится предельно высокой, если древесные волокна не проходят точно параллельно направлению полос. Таким образом, этот способ ненадежен. Согласно другому варианту, плоскостной элемент разрезают на полосы посредством вырубки или роликов, причем, однако, возникают такие же проблемы, что и при резке решетками рицовочных ножей.
Согласно одному варианту, два плоскостных элемента крест-накрест склеивают между собой, а затем посредством роликовых ножей разрезают на полосы с обеих наружных сторон, причем возникающий, таким образом, плоскостной элемент может быть трехмерно деформирован. Резка не приводит, правда, к разрушению полос на этапе обработки, поскольку полосы поддерживаются нижележащим плоскостным элементом, однако этот вид резки требует удвоения двух плоскостных элементов, что желательно лишь в определенных случаях обработки трехмерно деформируемых плоскостных элементов. Возникающие при резке V-образные пазы открыты к наружной стороне и за счет этого заметны, что нежелательно для изготовленных из них фасонных деталей. Наконец резка близко расположенными друг к другу роликовыми ножами вызывает, как в упомянутой решетке рицовочных ножей, предельные усилия резания.
Другой вариант в DD 271670 предусматривает отрезание плоскостных элементов от фанерного блока, состоящего из лежащих друг на друге листов шпона. При этом не возникает, правда, названных проблем с надежностью, однако плоскостной элемент имеет не обычную и большей частью желательную для лицевых поверхностей текстуру древесины, а слоистую структуру. Кроме того, ширина изготовленного плоскостного элемента, будучи обусловлена технологией, узко ограничена.
В DE 3209300 А1 описано выполнение посредством специальных пил насечек в кромке шпона. Задачей здесь является лишь улучшение способности к двухмерному изгибу (отгибаемость) поперек насечке, а не перемещаемость частей шпона, которая таким образом также была бы невозможна. В DE 3118996 А1 также предложены такие насечки, при необходимости во взаимодействии с ненасеченным несущим слоем, что должно облегчить складывание шпона.
Для стабилизации шпона, который должен быть напрессован на несущий материал, предложен ряд решений, в которых на шпон наносят пленки или лаковые слои. В качестве примера следует назвать DE 2743213 А1, где на шпон наносят опорный слой с высокой прочностью на растяжение. Задачей во всех предложениях является, однако, стабилизация сплошной поверхности шпона, а не одновременное обеспечение деформируемости сдвига.
Задачей изобретения является создание способа изготовления трехмерно деформируемого изгибом плоскостного элемента из древесины или древесно-комбинированного материала для изготовления многослойных, трехмерных фасонных деталей или для покрытия трехмерных фасонных деталей, при котором плоскостной элемент во время и после его изготовления и дальнейшей обработки невосприимчив к опасности повреждения или разрушения из-за ограниченных свойств материала (опасность поломки, склонность к возникновению трещин). В частности, должны быть устранены технологические проблемы надежности при изготовлении трехмерно деформируемых изгибом плоскостных элементов из древесины или древесно-комбинированного материала по DD 271670 и при одновременном безупречном качестве изделия должна быть гарантирована высокая эффективность производства.
Задача решается посредством признаков основного пункта формулы. Предпочтительные выполнения изобретения являются объектом зависимых пунктов.
Способ изготовления трехмерно деформируемого изгибом плоскостного элемента из древесины или древесно-комбинированного материала реализуют следующими этапами.
Исходным материалом является заготовка, состоящая из древесины, многослойной древесины (слоистая древесина) или комбинации из древесины и одного или нескольких дополнительных плоскостных материалов, и эта заготовка, по меньшей мере, на 5% толще изготавливаемого трехмерного плоскостного элемента.
В этой заготовке преимущественно вдоль направления древесных волокон на расстоянии друг от друга 0,1-10 мм, в особых случаях до 100 мм, выполняют узкие пазы. Глубина пазов больше или равна толщине трехмерного плоскостного элемента и меньше толщины заготовки.
Затем ту часть заготовки, которая выступает за толщину изготавливаемого трехмерного плоскостного элемента, отделяют от остающегося, таким образом, трехмерного плоскостного элемента или обрабатывают так, чтобы, по меньшей мере, временно отсутствовало прочное сцепление отделенных пазами участков (полосы будущего трехмерного плоскостного элемента).
Отделенные друг от друга пазами участки заготовки затем и преимущественно перед отделением трехмерного плоскостного элемента склеивают посредством поперечной связи.
За счет пазов трехмерный плоскостной элемент разрезают на полосы шириной от 0,1 до 10 мм (100 мм), в результате чего плоскостной элемент по DD 271670 А1 может быть трехмерно деформирован после ослабления обратимой поперечной связи.
Пазы, согласно изобретению, выполнены преимущественно V-образными и имеют угол α раскрытия до 15° и их выполняют посредством перемещаемых преимущественно вдоль направления волокон рицовочных или роликовых ножей. При этом относительное перемещение ножей и заготовки имеет решающее значение. Ножи, ограниченные по толщине вниз по причинам стабильности, расположены со смещением друг за другом двумя или более рядами для достижения небольших промежутков между пазами. Это смещение дает, кроме того, то преимущество, что вытеснение обрабатываемого материала при погружении ножей может быть распределено по соответственно многократной ширине пазов, благодаря чему уменьшаются усилия резания ножей.
Вместо рицовочных или роликовых ножей могут также использоваться подвижные поперек плоскости заготовки вырубные ножи/ которые для выполнения некоторого числа пазов погружаются в материал со смещением по времени и/или месту.
В качестве альтернативы пазы могут быть выполнены со снятием стружки начиная с угла α=5° также соответствующими пилами или фрезами. Это особенно предпочтительно у ломких материалов, поскольку здесь усилия резания ниже, чем при описанном выше резании без снятия стружки. Пазы могут иметь также отличный от V-образной формы профиль.
Для выполнения пазов возможны также способы разделения, такие как резка лазерным лучом или водяной струей. Особыми преимуществами здесь являются высокая рабочая скорость и отсутствие работ по заточке режущих инструментов.
Решающее преимущество выполнения пазов, согласно изобретению, по сравнению с описанным в DD 271670 сквозным отделением полос заключается в достигаемой за счет оставшегося сцепления полос стабильности заготовки, в частности на этапе резки на полосы, так что без проблем можно обрабатывать также древесину с косым расположением волокон.
После выполнения пазов в заготовке, преимущественно, однако, перед отделением материала, выступающего за толщину изготавливаемого трехмерного плоскостного элемента, происходит поперечная связь участков с пазами.
Особенно предпочтительным является запрессовка в V-образные пазы заполняющего их и, при необходимости, смешанного с другими веществами, такими как огнезадерживающие или стабилизирующиеся под воздействием ультрафиолетовых лучей вещества, клея, который после частичного или полного, однако обратимого отверждения обеспечивает сцепление материала в зоне пазов вплоть до дальнейшей обработки. Поперечная связь может быть выполнено также преимущественно перед отделением материала за счет нанесения способного к деформации сдвига и/или обратимо упрочняющегося вещества, такого как отдельные волокна, ткань, нетканый холст, пленка или клеевой слой, либо вместо запрессованного клея, либо дополнительно, например в виде частичного усиления трехмерного плоскостного элемента в предельно нагруженных во время последующей трехмерной деформации зонах.
Названные варианты поперечной связи могут быть реализованы также после отделения описанного материала, причем между этапом отделения и нанесением поперечной связи должно происходить сохраняющее плоскостность ведение полос.
Поперечная связь клеем в V-образных пазах обеспечивает у трехмерного элемента на этапе последующей трехмерной деформации деформацию сдвига полос без раскрытия при этом швов между полосами. Эта деформируемость сдвига достигается посредством связующих, которым в стандартных условиях приданы соответствующие упруго-пластичные свойства, посредством повторного размягчения (реактивирование) вследствие целенаправленных воздействий или посредством согласованной по времени трехмерной деформации так, что поперечная связь окончательно упрочняется только после этой деформации за счет соответствующей реакции связующего.
Поперечная связь посредством нанесенного вещества обеспечивает деформацию сдвига полос за счет его обусловленной материалом деформируемости сдвига и/или деформируемости клеевого слоя.
Если заготовка состоит из слоистой древесины, то стабильность полос отделенного трехмерного плоскостного элемента помимо описанной поперечной связи повышается за счет блокирующего действия слоев так, что даже предельно косоволокнистый или ломкий исходный материал, например красное дерево или свилеватая древесина, может быть надежно переработан в трехмерный плоскостной элемент. Это блокирующее действие возникает у целенаправленно уложенных поперек друг друга слоев древесины (фанера), а также у уложенных параллельно направлению древесных волокон слоев, поскольку практически всегда возникает отклонение от предполагаемого направления волокон и, тем самым, определенное перекрещивание.
Такое же блокирующее действие возникает при применении другого, применяемого для набора слоев плоскостного материала, такого как полимерная пленка или нетканый холст.
Изготовление трехмерного плоскостного элемента путем отделения от остального материала происходит, в случае если исходная заготовка лишь немного толще трехмерного плоскостного элемента (например, куска шпона), преимущественно сошлифовыванием остального материала. За счет этого пазы становятся сплошными, и достигается желаемая трехмерная деформируемость. Шлифование поверхности у трехмерных плоскостных элементов из строганого или лущеного шпона при применении в качестве верхнего слоя в фасонной детали так и так необходимо, так что эта операция не означает дополнительных затрат. Вместо шлифования возможны также другие способы снятия и при этом сглаживания, например строгание посредством циклей или продольная резка ножами (финишная обработка). Уже полученная поперечная связь между полосами стабилизирует заготовку по время отделения и позволяет обращаться с готовым трехмерным плоскостным элементом, как с обычным шпоном.
При заполнении пазов клеем возникает эффект заделки, за счет чего предотвращена опасность пробивания клея при последующем склеивании слоев, а также капиллярного проникновения жидких материалов для отделки поверхности, таких как лаки и травильные растворы, в упрочненные после трехмерной деформации швы готовой фасонной детали. Это исключает нежелательное оптическое выделение швов. Упрочненные швы повышают, кроме того, прочность и, в частности, крутильную жесткость готовой фасонной детали.
Если заготовка существенно толще изготавливаемого трехмерного плоскостного элемента (например, брусок из массивной древесины), то предусмотрено отделение остального материала в качестве блока. Для лучшего понимания здесь следует говорить об отделении трехмерного плоскостного элемента от блока, а принцип действия остается прежним. Это может происходить предпочтительно обычными способами разделения, например пилением, а также отделением без снятия стружки, например посредством продольной резки по типу изготовления шпона. Отделение трехмерных плоскостных элементов от этого блока можно повторять при нарезании соответственно новых пазов до тех пор, пока блок не закончится. При повторном нарезании пазов следует обратить внимание на то, что инструменты для нарезания пазов входят одновременно с соответственно предшествующей операцией в те части паза, которые лежат вне трехмерного плоскостного элемента. Поскольку при финишной обработке возникает очень гладкая поверхность, здесь шлифование не требуется. Поперечная связь полос дает здесь те же преимущества, что и при отделении шлифованием.
Отделение материала, выступающего за толщину трехмерного плоскостного элемента, может происходить также путем отрыва предусмотренного для этого, закрепленного только контактным клеем слоя. Такой слой состоит преимущественно из пластика и, при необходимости, после соответствующей обработки может быть многократно использован. Он может также в виде защитной пленки оставаться на трехмерном плоскостном элементе во время последующей транспортировки и хранения вплоть до дальнейшей обработки, что предпочтительно у особенно ценных материалов, таких как свилеватая древесина.
Вместо отделения материала, выступающего за толщину трехмерного плоскостного элемента, например полимерной пленки, может осуществляться также его размягчение, например посредством расплавления, что также приводит к желаемой подвижности полос. Это размягчение осуществляют параллельно обратимости, при необходимости, дополнительно используемой поперечной связи. Особое преимущество заключается здесь в возможности использования этой полимерной пленки также для склеивания трехмерного плоскостного элемента, например с несущей фасонной деталью, или для отделки будущей наружной поверхности фасонной детали.
Предпочтительным оказалось регулирование влажности материала или трехмерного плоскостного элемента. Так, трехмерный плоскостной элемент, преимущественно перед его изготовлением, согласно изобретению, может быть доведен до влажности свыше 10%, предпочтительно 15-22%, причем дополнительно к не находящемуся во влажном равновесии содержанию воды вводят противогрибковое вещество, например формальдегид. В этом состоянии трехмерный плоскостной элемент способен к хранению без поражения грибками.
Другое преимущество состоит в том, что трехмерный плоскостной элемент может быть трехмерно деформирован настолько лучше, что отдельные полосы могут быть согнуты с меньшими радиусами, чем при обычной исходной влажности. Этот эффект также можно повысить, если перед трехмерной деформацией дополнительно осуществляют нагрев.
Высокое содержание воды уменьшают во время последующего горячего прессования в трехмерную фасонную деталь до обычного значения. Точно так же при этом уменьшают до допустимого значения количество формальдегида. За счет достигнутой таким образом повышенной текучести трехмерного плоскостного элемента чисто закрываются, возможно, возникающие в процессе прессования трещины, швы.
Если повышенная влажность древесины имеет место уже перед изготовлением трехмерного плоскостного элемента, то требуемые для этого усилия резания уменьшаются, что связано с меньшим износом машины.
Согласно другому, предпочтительному варианту к дополнительно введенной воде добавляют огнезадерживающее вещество.
Вместо повышенной влажности древесины трехмерный плоскостной элемент может быть предварительно обработан также пластифицирующими древесину веществами, например аммиаком. Благодаря этому возникают те же преимущества, что и при описанной влажной обработке.
Для выбранных областей применения трехмерный плоскостной элемент обработан известной пропиточной смолой. Такая смола проникает внутрь структуры древесины, однако смачивает также поверхность полос трехмерного плоскостного элемента. Смола имеет такой состав, что она при осуществляемом перед трехмерной деформацией нагреве разжижается и, тем самым, обеспечивает смещение полос трехмерного плоскостного элемента. Помимо известного для пропитанной древесины повышения водостойкости предпочтительным является осуществляемое с пропиткой обратимое склеивание полос трехмерного плоскостного элемента.
Плоскостные элементы, согласно изобретению, изготовленные из снабженного пазами или сошлифованного шпона, находят применение преимущественно в виде декоративной фанеровки наружных слоев при изготовлении фасонных деталей из слоистой древесины для стульев, кресел, внутренней отделки дач-прицепов или судов, футляров, контейнеров, таких как чемоданы, сумки или коробки, музыкальных инструментов, корпусов, например для электронных приборов, таких как динамики или телевизоры, игрушек, спортивного инвентаря. Такие плоскостные элементы пригодны также в виде материала покрытия фасонных деталей из других материалов для названных областей применения. Кроме того, имеются другие возможности применения для покрытия передних частей мебели, например из стружечных или волокнистых плит, таких как трехмерные дверцы или огибающие профили столешниц (трехмерные "кромки"), внутренней отделки автомобилей или деталей управления, таких как рулевые колеса из пластиковых или металлических частей, или внутренней отделки самолетов из пластиковых легких конструктивных элементов. Для особенно пожароопасных зон в автомобилестроении, в частности в судо- и самолетостроении, предпочтительно применение огнезадерживающих веществ в клее поперечной связи или же в применяемой для набора слоев полимерной пленке. Плоскостные элементы с отрываемой или применяемой в качестве клея пленкой могут использоваться, кроме того, для обработки, в частности, в кустарном производстве.
Изобретение более подробно поясняется ниже с помощью выбранных примеров выполнения и иллюстрируется прилагаемыми чертежами, на которых изображено:
- фиг.1: устройство для изготовления трехмерно деформируемого изгибом плоскостного элемента из букового шпона;
- фиг.2: устройство по фиг.1 в упрощенном виде сверху без функциональных элементов над плоскостным элементом;
- фиг.3: трехмерно деформируемый плоскостной элемент для изготовления фасонной детали музыкального инструмента;
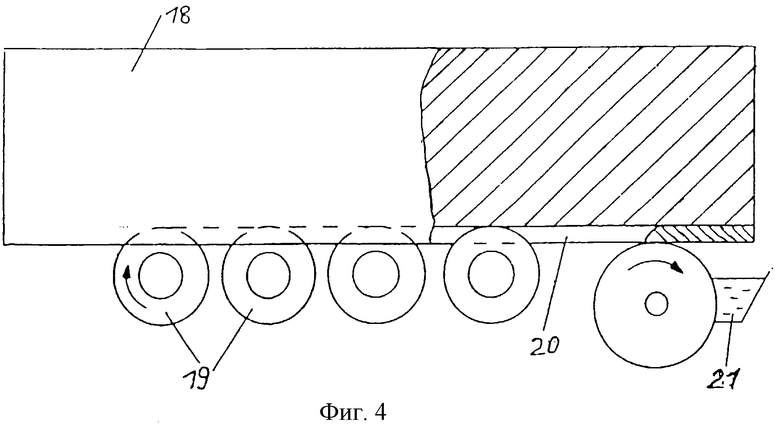
- фиг.4: устройство для частичного изготовления трехмерно деформируемого изгибом плоскостного элемента из бруска;
- фиг.5: фрагмент финишной машины для дальнейшей обработки обработанного по фиг.3 бруска;
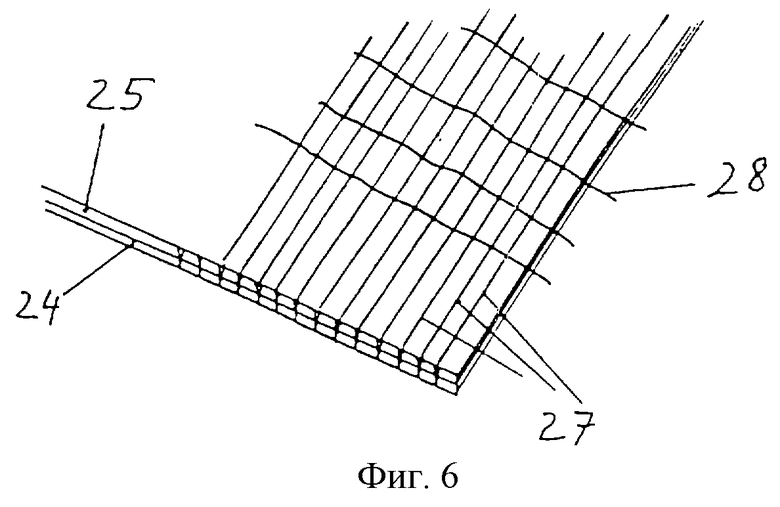
- фиг.6: трехмерный плоскостной элемент из слоистой древесины с усилением из термопластичных стекловолокнистых нитей.
Пример выполнения 1 (фиг.1-3)
Буковый шпон 1 толщиной 1,2 мм проходит через решетку рицовочных ножей 2, выступающих на 1 мм из ножедержателя 3. Поз.4 обозначено боковое расстояние между ножами 1 мм, а поз.5 смещение ножей в рабочем направлении на 6 мм. При этом в шпоне 1 на расстоянии 1 мм друг от друга нарезают пазы 6 глубиной 1 мм. Оставшиеся 0,2 мм образуют временное соединение 7 участков с пазами. Если направление волокон шпона 1 отличается от направления пазов, то проходящие, таким образом, наискось к пазам 6 древесные волокна соединения 7 оказывают упрочняющее действие на всю заготовку 1, что предотвращает разрушение нарезанных наискось к направлению волокон зон между пазами 8, будущих полос, за счет воздействия высоких, тем не менее, усилий резания.
Смещение 5 ножей приводит к тому, что погруженные в заготовку 1 ножи 2 удалены друг от друга с боков на 2 мм и, тем самым, имеется достаточно материала заготовки 1, чтобы принять вытесненный ножами 2 объем за счет уплотнения.
После этого шпон с пазами проходит через зону 9 нагрева, где его доводят до температуры 95°С, а затем под клеевым валиком 10, который запрессовывает в пазы 6 клей-расплав 11 с температурой 160°С. Во время прохождения через зону 12 охлаждения клей-расплав 11 застывает.
Вслед за этим упомянутое выше временное соединение 7, включая предохранительный припуск 0,1 мм, сошлифовывают посредством шлифовального валика 13, и остается трехмерно деформируемый изгибом плоскостной элемент 14 толщиной 0,9 мм, полосы 15 которого удерживаются между собой клеем-расплавом. После своего реактивирования (нагрева) клей-расплав 11 обеспечивает смещение 16 полос 15 и, тем самым, трехмерную деформацию всего плоскостного элемента 17. Клей-расплав заделывает после своего отверждения швы между полосами у изготовленной из трехмерного плоскостного элемента фасонной детали и препятствует, тем самым, проникновению жидкого поверхностного материала, что предотвращает оптическое выделение швов. Кроме того, это повышает прочность и жесткость фасонной детали.
Трехмерный плоскостной элемент используют для изготовления фасонной детали музыкального инструмента.
Пример выполнения 2 (фиг.4 и 5)
Брусок 18 из вишневого дерева размером 100×250×1500 мм проходит над четырьмя валами, каждый из которых содержит роликовые ножи 19 на расстоянии 1,2 мм друг от друга, причем каждый роликовый нож смещен на 0,3 мм вбок, так что полученные ими пазы 20 отстоят на 0,3 мм друг от друга. Роликовые ножи погружаются на 0,4 мм, за счет чего в бруске нарезаются пазы глубиной 0,4 мм. После этого происходит запрессовка полиуретано-клеевой дисперсии 21 в пазы 20, которая быстро отверждается в пазах за счет небольшого объема клея. Затем брусок проходит через финишную машину 22, в которой от стороны с пазами отрезают трехмерно деформируемый изгибом плоскостной элемент 23 толщиной 0,3 мм. Этот процесс повторяют до тех пор, пока брусок не закончится. Боковая упорная линейка и прижимные ролики на противоположной стороне заботятся при повторном отрезании о том, чтобы пазы каждый раз совпадали.
Трехмерный плоскостной элемент используют для изготовления трехмерно сильно деформированного футляра.
Пример выполнения 3 (фиг.6)
Свилеватый шпон 24 орехового дерева толщиной 0,6 мм наклеивают полиуретановым клеем на буковый лущеный шпон 25 толщиной 0,6 мм. Дальнейшая обработка полученной таким образом слоистой древесины толщиной 1,2 мм происходит аналогично примеру 1, причем, однако, вместо решетки рицовочных ножей для нарезания пазов 27 приведенных в примере 1 размеров используют многодисковую циркульную пилу с дисками толщиной 1 мм, заточенными под углом 7°. Пилы мало нагружают слоистую древесину, что предотвращает разрушение свилеватого шпона во время резки. Кроме того, буковый шпон стабилизирует обычно очень ломкий свилеватый шпон также во время и после дальнейшей обработки, например при запрессовывании клея-расплава и шлифовании до толщины 0,9 мм. Наконец, в средней части полученного таким образом трехмерного плоскостного элемента на расстоянии 20 мм друг от друга поперек направления полос на буковый шпон наклеивают известные термопластичные стекловолокнистые нити 28. Они предотвращают при последующей трехмерной деформации возможный разрыв швов между полосами в зоне обусловленных деформацией предельных поперечных растягивающих напряжений. Другие преимущества соответствуют преимуществам примера 1.
Трехмерный плоскостной элемент используют для изготовления сильно профилированной лицевой детали мебели.
Пример выполнения 4
Комбинированный материал состоит из свилеватого березового шпона толщиной 0,5 мм, на верхнюю сторону которого посредством акрилатного контактного клея наклеена мягкая ПВХ-пленка толщиной 0,5 мм. На нижнюю сторону свилеватого березового шпона посредством полностью отвержденного полиуретанового клея наклеена полиакрилатная пленка толщиной 0,4 мм. В этом комбинированном материале с нижней стороны аналогично примеру 1 рицовочными ножами на расстоянии 0,8 мм друг от друга нарезают пазы глубиной 1 мм. Аналогично примеру 3 полиакрилатная пленка блокирует свилеватый березовый шпон и стабилизирует тем самым его. Как и в примере 1, пазы затем заполняют клеем-расплавом. После этого ПВХ-пленку отделяют от материала. Контактный клей имеет такой состав, что он вызывает лишь контактное склеивание, которое может быть устранено с умеренным усилием, причем контактный клей полностью отделяется от шпона. Таким образом, возникает трехмерно деформируемый плоскостной элемент. Между нарезанием пазов и отделением ПВХ-пленки плоскостные элементы могут быть в качестве опции складированы. При этом ПВХ-пленка выполняет функцию защитной пленки. ПВХ-пленка может быть, при необходимости, очищена от клея и повторно использована.



Изобретение относится к способу изготовления трехмерно деформируемого изгибом плоскостного элемента из древесины или древесно-комбинированного материала для изготовления многослойных, трехмерных формованных, преимущественно чашеобразных деталей или для покрытия других, трехмерно формованных строительных элементов из различных материалов, для изготовления фасонных деталей из слоистой древесины для стульев или внутренней отделки судов, футляров, а также контейнеров для музыкальных инструментов. В способе используют заготовку из древесины, слоистой древесины или комбинации из древесины и одного или нескольких дополнительных плоскостных материалов, толщина которой, по меньшей мере, на 5% больше толщины изготавливаемого трехмерного плоскостного элемента. В заготовке на расстоянии друг от друга выполняют узкие пазы, причем глубина пазов больше или равна толщине трехмерного плоскостного элемента и меньше толщины заготовки. Затем ту часть заготовки, которая выступает за толщину изготавливаемого трехмерного плоскостного элемента, отделяют от остающегося трехмерного плоскостного элемента или обрабатывают так, чтобы, по меньшей мере, временно отсутствовало прочное сцепление отделенных пазами полос будущего трехмерного плоскостного элемента. При этом отделенные друг от друга пазами участки заготовки до, во время или после отделения от заготовки фиксируют между собой и/или на основе посредством поперечной связи. Изобретение позволяет создать плоскостной элемент, который во время и после его изготовления и дальнейшей обработки невосприимчив к опасности повреждения или разрушения, а также расширить область его применения, например, для покрытия передних частей мебели, внутренней отделки автомобилей, для пожароопасных зон в судо- и самолетостроении, где предпочтительно применение огнезадерживающих веществ в клее поперечной связи, или для набора слоев полимерной пленки. 27 з.п.ф-лы, 6 ил.
| DD 271670 A, 27.06.1912.SU 1750948 A1, 30.07.1992.SU 1659191 A1, 30.06.1991.RU 2010699 C1, 15.04.1994.DE 3209300 A1, 15.09.1983. |

