Изобретение относится к строительству, а именно к способам изготовления клееных строительных изделий из древесины, предназначенных для сборки различных строительных конструкций.
Известны способы изготовления клееных строительных изделий из древесины, заключающиеся в сборке пакета из последовательно расположенных рядов досок, на широкие пласти которых наносят клеевой состав, в опрессовке пакета до полимеризации клея, в калибровании изделия для изготовления строительной конструкции (см. патенты РФ №2268969, 2357054).
В техническом решении по патенту №2268969 изготовление строительного изделия, в частности бруса, осуществляют путем сборки пакета досок с нанесенным на их широкие плоские стороны клеем, производят последовательную установку досок с образованием выступов с одной стороны пакета и пазов с другой стороны. Производят поэтапную опрессовку пакета, начиная с первых двух досок. После каждого этапа опрессовки доски фиксируют путем выполнения со стороны широких пластей досок отверстий, в которые устанавливают вкладыши-нагели. Опрессовку осуществляют путем приложения горизонтальных и вертикальных усилий.
Однако данный технологический процесс имеет следующие недостатки:
большая трудоемкость изготовления клееного строительного изделия, что обусловлено сложностью технологического процесса по сборке пакета и последовательностью технологических операций по фиксации и опрессовке досок при формировании пакета;
при данном технологическом процессе при использовании досок с неоднородными физико-механическими свойствам древесины не обеспечивается надежность клеевого строительного изделия;
при выполнении данного технологического процесса широкие пласти досок подвергают калиброванию для повышения надежности стыковки пластей смежных брусьев, что повышает трудоемкость процесса.
В техническом решении по патенту РФ №2357054 изготовление строительного изделия, в частности бруса, осуществляют путем сборки пакета досок, со стороны противолежащих широких пластей которых выполняют паз и гребень с нанесением клеевого слоя между дном паза и вершиной гребня соседних досок, при этом высота гребней превышает высоту пазов, ширина гребней меньше ширины пазов, в клеевые прослойки между досками непрерывно по всей длине размещают армирующие прокладки из сетки, осуществляют опрессовку сформированного пакета и его последующую сушку.
Однако данному техническому решению свойственны следующие недостатки:
значительная трудоемкость технологического процесса, обусловленная технологическими операциями по выполнению на широких пластях досок пазов и гребней с заданными технологическими параметрами;
исключается возможность использования для изготовления клееного строительного изделия второсортной пилопродукции в виде полуобрезных досок, досок с незначительной высотой, что ограничивает технологические возможности известного процесса.
При изготовлении строительного клееного изделия из древесины, в соответствии данным технологическим процессом при опрессовке и последующей сушке пакета, и особенно при формировании его из досок с различными физико-механическими свойствами, происходит деформация досок, нарушается устойчивость взаимного расположения досок в пакете, что ухудшает теплоизоляционные свойства образуемого строительного изделия.
Вместе с тем известно техническое решение по патенту РФ №2283222, которое выбрано в качестве ближайшего аналога заявляемого изобретения, в соответствии с которым изготовление строительного клееного строительного бруса из древесины и строительного изделия из него заключается в сборке мнослойного пакета из откалиброванных по толщине в каждом слое высушенных досок, со стороны широких пластей которых выполнены шагово смещенные продольно-ориентированные компенсационные пазы-прорези, в нанесении клеевого состава на широкие пласти досок при сборке пакета, в опрессовке пакета досок до полимеризации клея, в механической обработке склеенного после полимеризации пакета с формированием строительного бруса для изготовления строительного изделия из него.
Наличие со стороны широких пластей досок продольно-ориентированных пазов-прорезей направлено на изготовление многослойных деревянных клееных изделий без опасности возникновения внутренних напряжений в древесине досок при опрессовке пакета и на снижение расхода клеевого состава.
Однако известный способ имеет ограниченные технологические возможности в части, касающейся возможности использования для изготовления клееного строительного изделия второсортной пилопродукции в виде полуобрезных досок, досок с незначительной шириной пластей.
Техническим результатом заявляемого изобретения является расширение технологических возможностей по изготовлению деревянного клееного строительного бруса и строительных изделий за счет использования второсортной пилопродукции в виде необрезных досок и досок с незначительной шириной и толщиной пластей.
Для решения поставленной технической задачи предложен способ изготовления клееных строительных брусьев из деревины и строительного изделия из них, заключающийся в сборке мнослойного пакета из откалиброванных по толщине в каждом слое высушенных досок, со стороны широких пластей которых выполнены шагово смещенные продольно-ориентированные компенсационные пазы-прорези, в нанесении клеевого состава на широкие пласти досок при сборке пакета, в опрессовке пакета досок до полимеризации клея, в механической обработке склеенного после полимеризации пакета с формированием строительного бруса для изготовления строительного изделия, в котором, согласно изобретению, при формировании внутренних слоев пакета при его сборке используют разнокалиберные по ширине пластей доски, которые стыкуют между собой в образующем слое пакета по боковым кромкам, или/и используют необрезные доски, которые предварительно продольно распиливают и стыкуют между собой по необрезным кромкам в образующемся слое пакета, при этом стыкуемые зоны досок заполняют клеевым составом и зоны стыковки соответствующих досок в каждом последующем слое смещают относительно зоны стыковки досок в предыдущем слое пакета или зоны стыковки досок в формируемом слое пакета перекрывают досками, откалиброванными по ширине формируемого пакета.
Согласно изобретению продольно-ориентированные компенсационные пазы-прорези со стороны широких пластей досок выполняют до их сушки и с глубиной, равной h=(0,2-0,8) Н, где Н - высота доски.
Согласно изобретению при механической обработке склеенного после полимеризации пакета со стороны широких пластей досок выполняют ступенчатый прямоугольный паз, площадь поперечного сечения первой ступени которого со стороны широкой пласти больше площади поперечного сечения последующей ступени паза.
Согласно изобретению при формировании строительного изделия из смежных брусьев со стороны их широких пластей в зоне выполнения ступенчатых прямоугольных пазов размещают прямоугольный вкладыш, поперечное сечение «S» которого определяют из условия: S=S1, где S1 - площадь поперечного сечения второй ступени паза.
При реализации изобретения благодаря использованию для сборки пакета досок, со стороны противолежащих широких пластей которых выполнены продольно-ориентированные пазы-прорези, при заданной их высоте обеспечивается снижение напряженности волокон древесины в доске, что обеспечивает при опрессовке пакета досок стабильное контактное сопряжение между ними с уменьшением деформаций досок в пакете, при этом формирование внутренних слоев пакета из досок с различной шириной пластей и/или из необрезных досок обеспечивает возможность использования в данном технологическом процессе второсортной пилопродукции с реализацией технологического процесса деревообработки по безотходной технологии. Включение в процесс формирования многослойного клееного изделия необрезных досок способствует созданию надежного к внешним силовым нагрузкам строительного изделия за счет более равномерного перераспределения действующих силовых нагрузок по ширине склеенного бруса. Формирование пакета из необрезных досок и досок с различной шириной пластей способствует улучшению распределения клеевого состава в объеме формируемого пакета при его опрессовке, что повышает надежность образуемого строительного бруса.
Благодаря выполнению при калибровании пакета досок ступенчатых прямоугольных пазов, площадь поперечного сечения первой ступени которого со стороны широкой пласти больше площади поперечного сечения последующей ступени паза, обеспечивается возможность формирования строительного изделия из смежных брусьев с использованием наиболее технологичных при изготовлении вкладышей-нагелей.
При анализе известного уровня техники не выявлено известных технических решений с совокупностью и взаимосвязью признаков, аналогичных заявляемому техническому решению, что свидетельствует о соответствии его критерию изобретения «новизна» и «изобретательский уровень»
При реализации заявляемого технического решения используют традиционное в области деревянного домостроения технологическое оборудование и процессы, что свидетельствует о соответствии его критерию изобретения «промышленная применимость».
Изобретение поясняется чертежами, на которых показаны:
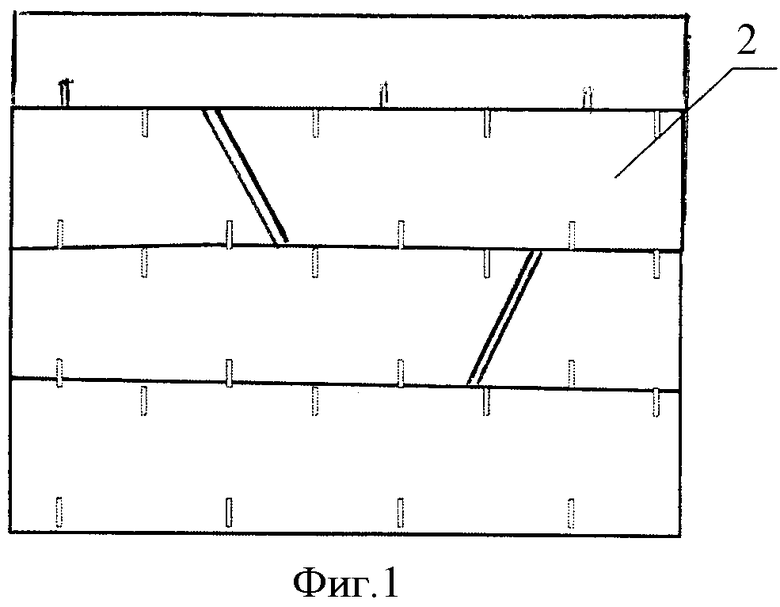
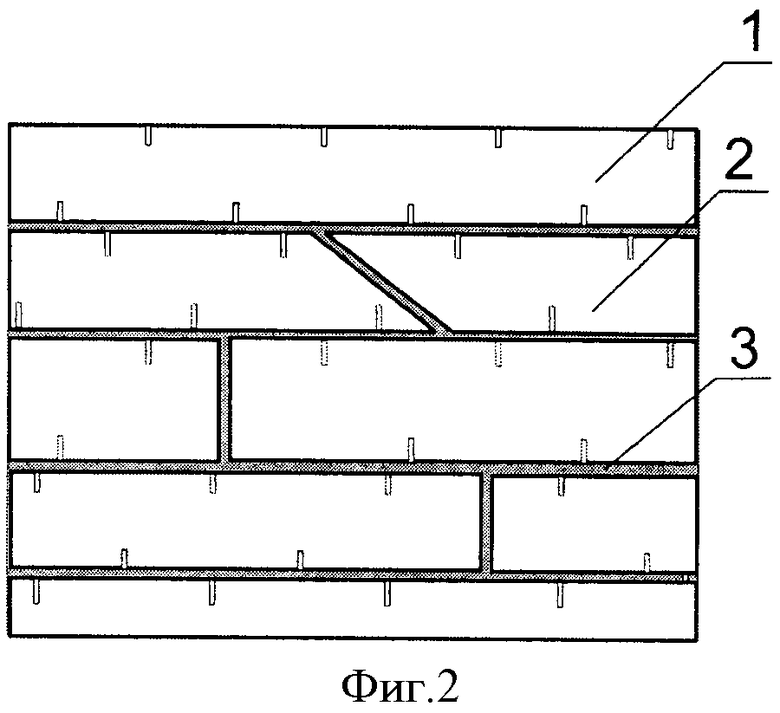
фиг.1-2 - схемы формирования пакета досок для образования строительного бруса,
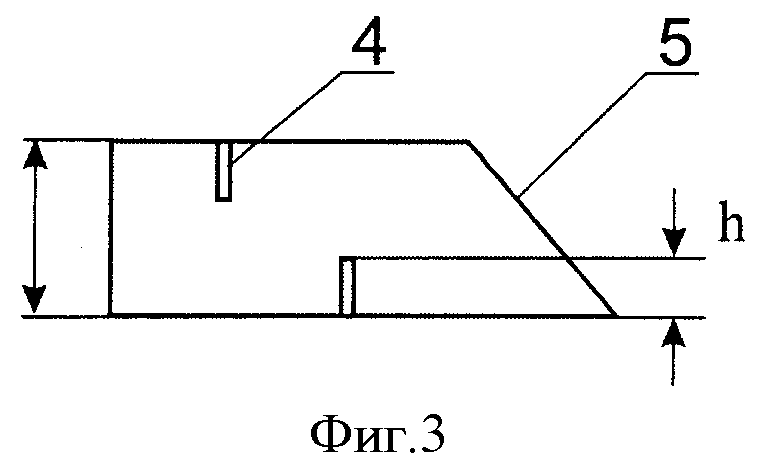
фиг.3 - вариант выполнения необрезной доски с пазами-пропилами,
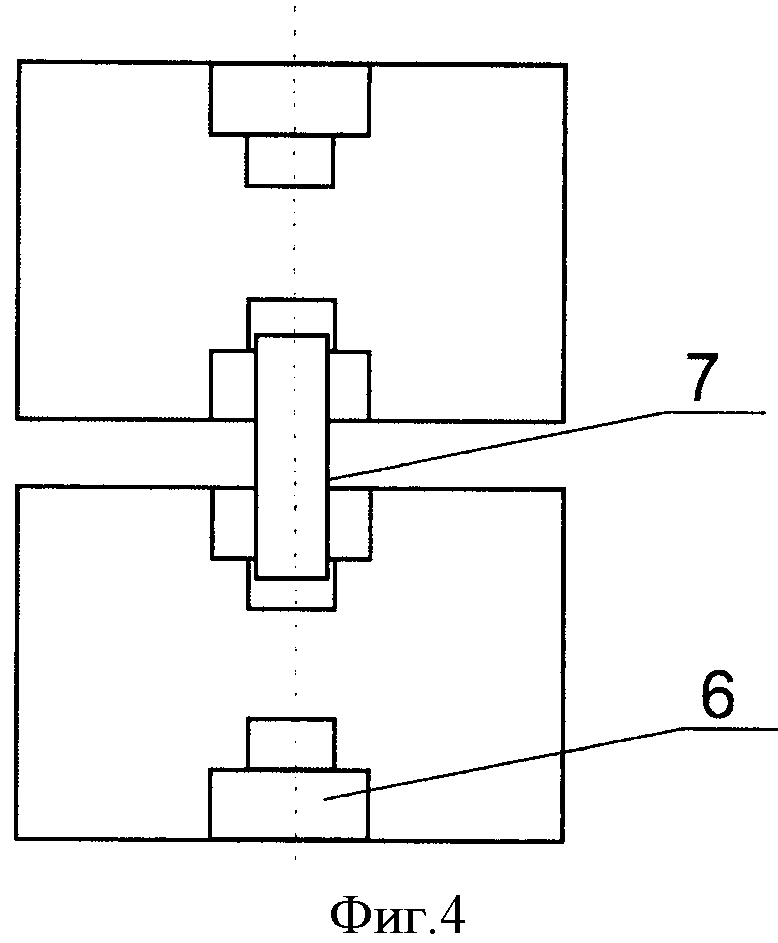
фиг.4 - строительные брусья после механической обработки пакета.
Способ изготовления клееных строительных брусьев из деревины и строительного изделия из них осуществляют с использованием для этих целей традиционного деревообрабатывающего оборудования, в том числе:
деревообрабатвающих станков продольного пиления с дисковыми рабочими органами;
прессового оборудования для склеивания досок из древесины;
деревообрабатывающих станков с фрезерными рабочими органами для калибрования пакетов досок после опрессовки для изготовления строительного бруса, предназначенного для последующей сборки со смежными аналогичными брусьями, формирующими строительное изделие.
Способ изготовления клееных строительных брусьев из древесины и строительных изделий из них заключается в сборке мнослойного пакета из откалиброванных по толщине в каждом слое высушенных досок 1 и 2, в нанесении клеевого состава 3 на широкие пласти досок при сборке пакета, в опрессовке пакета досок до полимеризации клея, в механической обработке склеенного после полимеризации пакета с формированием строительного бруса для изготовления строительного изделия. При сборке пакета используют предварительно высушенные доски, со стороны широких пластей которых до сушки выполнены шагово смещенные продольно-ориентированные компенсационные пазы-прорези 4. Высоту «h» пазов-прорезей 4 определяют из соотношения h=(0,2-0,8) H, где H - высота доски.
Заданная высота пазов-надпилов оптимальна по условиям использования для сборки пакета досок различной толщины. Наименьшее значение «h» задают для досок, относящихся к второсортной пилопродукции, в соответствии с которой доски имеют незначительную толщину, например необрезные доски. Наибольшее значение «h» задают для пилопродукции с наибольшей толщиной или при использовании для сборки пакета досок, для физико-механических свойств древесины которых характерна высокая прочность, плотность и влажность. В результате при выполнении пазов-надпилов на противолежащих широких пластях досок повышается пластичность древесины, что снижает деформацию досок в пакете при воздействии внешних нагрузок.
Увеличение или уменьшение заданного соотношения h=(0,2-0,8)H, где H - высота доски, приведет к нарушению прочности формируемого пакета при его опрессовке или к незначительному изменению напряженности волокон древесины.
Пазы-пропилы 4 на противолежащих широких пластях досок шагово смещены относительно друг друга и относительно пазов-надпилов соседних досок при сборке пакета, что соответсвует требования сохранения прочности досок при выполнении на них пазов-надпилов и требованиям формирования во внутреннем объеме опрессованого пакета досок замкнутых воздушных полостей незначительного объема, повышающих теплоизоляционные свойства строительного бруса.
При формировании внутренних слоев пакета при его сборке используют разнокалиберные по ширине пластей доски, которые стыкуют между собой в образующем слое пакета по боковым кромкам, или/и используют необрезные доски, которые предварительно продольно распиливают и стыкуют между собой по необрезным кромкам 5 в образующемся слое пакета. Стыкуемые зоны досок заполняют клеевым составом, и зоны стыковки соответствующих досок в каждом последующем слое смещают относительно зоны стыковки досок в предыдущем слое пакета или зоны стыковки досок в формируемом слое пакета перекрывают досками 1, откалиброванными по ширине формируемого пакета.
В результате не нарушается прочность пакета досок при их опрессовке. Образованный после опрессовки пакет досок механически обрабатывают, что традиционно для данного типа пилопродукции с учетом формирования строительного бруса, предназначенного для изготовления строительной конструкции путем сборки ее из аналогичных строительных брусьев.
Механическую обработку пакета досок после их опрессовки осуществляют, в основном, с использованием четырехсторонних фрезерных деревообрабатывающих станков, формирующих заданные технологические параметры строительного бруса по высоте, ширине и выполнению со стороны широких пластей досок различных пазов или пазов и выступов, предназначенных для контактного взаимодействия с соседними брусьями при формировании строительной конструкции.
По изобретению при механической обработке пакета досок после их опрессовки на одной или противолежащих сторонах пакета (в зависимости от вида строительной конструкции), соответствующих широким пластям досок, выполняют ступенчатый прямоугольный паз 6, площадь поперечного сечения первой ступени которого со стороны широкой пласти больше площади поперечного сечения последующей ступени паза (рис.4). Выполнение на указанных сторонах пакета ступенчатого прямоугольного паза 6 технологически наиболее целесообразно по условиям использования деревообрабатывающего инструмента для этих целей и по условиям последующей сборки строительной конструкции из соседних аналогичных строительных брусьев. При сборке строительной конструкции в зоне выполнения ступенчатых прямоугольный пазов 6 размещают прямоугольный вкладыш 7, поперечное сечение «S» которого определяют из условия: S=S1, где S1 - площадь поперечного сечения второй ступени паза. При данном значении «S» обеспечивается надежность соединения брусьев между собой при внешнем силовом воздействии на них при сборке.
Таким образом, при осуществлении изобретения обеспечивается возможность изготовления клееных строительных брусьев из различных досок, относящихся к второсортной пилопродукции, в том числе к отходам деревообработки, что расширяет технологические возможности по созданию готовой продукции из древесины, предназначенной для формирования строительных конструкций различного назначения: деревянные панели и перекрытия, здания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления клееного бруса | 2017 |
|
RU2687603C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО СТРОИТЕЛЬНОГО БРУСА И БРУС СТРОИТЕЛЬНЫЙ КЛЕЕНЫЙ | 2014 |
|
RU2565312C1 |
| ЧЕТЫРЕХСТОРОННИЙ ПРОДОЛЬНОФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2009 |
|
RU2433034C2 |
| СПОСОБ РАСКРОЯ БРЕВЕН | 2012 |
|
RU2524187C1 |
| КЛЕЕНЫЙ ДЕРЕВЯННЫЙ БРУС | 2004 |
|
RU2266376C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОГО КЛЕЕНОГО СТРОИТЕЛЬНОГО БРУСА | 2008 |
|
RU2381338C2 |
| КОМПОЗИЦИОННЫЙ ДЕРЕВЯННЫЙ БРУС | 2006 |
|
RU2357054C2 |
| КЛЕЕНОЕ ОЦИЛИНДРОВАННОЕ БРЕВНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2325988C1 |
| Балка-стойка строительная комбинированная | 2001 |
|
RU2217556C2 |
| Решетчатый строительный элемент | 2022 |
|
RU2794709C1 |
Изобретение относится к строительству, а именно к способам изготовления деревянных клееных брусьев. Способ изготовления клееных брусьев из древесины заключается в сборке многослойного пакета из откалиброванных по толщине в каждом слое высушенных досок, со стороны широких пластей которых выполнены шагово смещенные продольно-ориентированные компенсационные пазы-прорези, в нанесении клеевого состава на широкие пласти досок при сборке пакета, в опрессовке пакета досок до полимеризации клея, в механической обработке склеенного после полимеризации пакета с формированием строительного бруса. При формировании внутренних слоев пакета используют разнокалиберные по ширине пластей доски, которые стыкуют между собой в образующем слое пакета по боковым кромкам, или/и используют необрезные доски, которые предварительно продольно распиливают и стыкуют между собой по необрезным кромкам в образующемся слое пакета. Стыкуемые зоны досок заполняют клеевым составом и зоны стыковки соответствующих досок в каждом последующем слое смещают относительно зоны стыковки досок в предыдущем слое пакета или зоны стыковки досок в формируемом слое пакета перекрывают досками, откалиброванными по ширине формируемого пакета. Технический результат изобретения заключается в расширении технологических возможностей способа. 3 з.п. ф-лы, 4 ил.
1. Способ изготовления клееных строительных брусьев из древесины и строительного изделия из них, заключающийся в сборке многослойного пакета из откалиброванных по толщине в каждом слое высушенных досок, со стороны широких пластей которых выполнены шагово смещенные продольно-ориентированные компенсационные пазы-прорези, в нанесении клеевого состава на широкие пласти досок при сборке пакета, в опрессовке пакета досок до полимеризации клея, в механической обработке склеенного после полимеризации пакета с формированием строительного бруса для изготовления строительного изделия, отличающийся тем, что при формировании внутренних слоев пакета при его сборке используют разнокалиберные по ширине пластей доски, которые стыкуют между собой в образующем слое пакета по боковым кромкам, или/и используют необрезные доски, которые предварительно продольно распиливают и стыкуют между собой по необрезным кромкам в образующемся слое пакета, при этом стыкуемые зоны досок заполняют клеевым составом и зоны стыковки соответствующих досок в каждом последующем слое смещают относительно зоны стыковки досок в предыдущем слое пакета или зоны стыковки досок в формируемом слое пакета перекрывают досками, откалиброванными по ширине формируемого пакета.
2. Способ по п.1, отличающийся тем, что продольно-ориентированные компенсационные пазы-прорези со стороны широких пластей досок выполняют до их сушки и с глубиной, равной h=(0,2-0,8) Н, где Н - высота доски.
3. Способ по п.1, отличающийся тем, что при механической обработке склеенного после полимеризации пакета со стороны широких пластей досок выполняют ступенчатый прямоугольный паз, площадь поперечного сечения первой ступени которого со стороны широкой пласти больше площади поперечного сечения последующей ступени паза.
4. Способ по п.3, отличающийся тем, что при формировании строительного изделия из смежных брусьев со стороны их широких пластей в зоне выполнения ступенчатых прямоугольных пазов размещают прямоугольный вкладыш, поперечное сечение «S» которого определяют из условия: S=S1, где S1 - площадь поперечного сечения второй ступени паза.
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ДЕРЕВЯННЫХ КЛЕЕНЫХ КОНСТРУКЦИЙ | 2005 |
|
RU2283222C1 |
| КОМПОЗИЦИОННЫЙ ДЕРЕВЯННЫЙ БРУС | 2006 |
|
RU2357054C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОГО КЛЕЕНОГО СТРОИТЕЛЬНОГО БРУСА | 2004 |
|
RU2268969C1 |
| EP 1199139 A1, 24.04.2002. | |||

