Изобретение относится к области строительства и может быть использовано при изготовлении многослойных деревянных клееных строительных несущих конструкций.
Известен способ изготовления деревянных клееных конструкций, включающий изготовление слоев с прорезями на их пластях, которые размещают соосно с продольной осью симметрии параллельно боковым кромкам слоев на расстоянии от них, равном двойной ширине прорези, нанесение на них клея, формирование и запрессовку пакета и механическую его обработку (авт. свид. СССР №1079441, кл. В 27 М 1/02, 1984 г.).
Способ направлен на снижение потеков клея на боковых поверхностях слоев и тем самым экономию его расхода. Недостатком способа является то, что он не решает проблемы повышения долговечности клееных конструкций за счет снижения внутренних напряжений между склеиваемыми слоями. Причиной появления последних являются: разброс влажности слоев в процессе изготовления конструкций, а также влажностные деформации слоев в процессе эксплуатации при неравномерном увлажнении поверхностной и центральной зон сечения клееного элемента, особенно при большой толщине слоев (более 33 мм), которая по этим причинам ограничивается, например ГОСТ 20850-84 п.1.7.
Известен способ изготовления деревянных конструкций, включающий сушку пиломатериалов, операции склеивания слоев, имеющих продольную покоробленность по кромке, перед их склеиванием с вогнутой стороны выполняют сквозные прорези на 1/2-1/6 ширины слоя под углом 30-45° к продольной оси с шагом 0,5-1,5 м, набор пакета, при котором смежные слои с прорезями укладывают вразбежку, его запрессовку и отделку (авт. свид. СССР №636244, кл. С 09 J 5/00, В 32 В 21/14, 1978 г.).
Недостатком этого способа является то, что решая проблему снижения внутренних напряжений за счет покоробленности слоев, способ не решает вопрос снижения влажностных внутренних напряжений склеиваемых пакетов при их изготовлении и эксплуатации, оставляя необходимость в ограничении толщины слоев.
Известен способ изготовления клееных деревянных конструкций, включающий сушку пиломатериалов, изготовление слов с канавками на их пластях, размещающихся соосно с продольной осью симметрии пакета на различную ширину в зависимости от ширины слоев, нанесение клея, формирование и запрессовку пакета и его механическую обработку (авт. свид. СССР №1648768, кл. В 27 М 1/02, 1991 г.).
Недостатком способа является то, что при достижении снижения внутренних напряжений в центральной части пакета, возникновение которых возможно за счет неравномерной влажности слоев, остаются известные проблемы внутренних напряжений на периферийных частях пакетов при воздействии переменной эксплуатационной влажности, поэтому его нельзя использовать при толщине слоев более 33 мм.
Наиболее близким техническим решением к предлагаемому изобретению является способ изготовления клееных деревянных конструкций, включающий сушку пиломатериалов, их сращивание по длине с подготовкой слоев к склеиванию путем фрезерования их пластей с одновременной выборкой канавок в поверхностной зоне на расстоянии от боковых кромок, равном 10-15 мм, и в середине ширины слоя на противоположной пласти при ширине канавок не более 0,02 ширины слоя и глубиной, равной их двойной ширине, нанесение клея на пласти, формирование пакета, его запрессовку с дополнительной подсушкой поверхностной зоны конструкции и механическую обработку (авт. свид. СССР №2198091, кл. В 27 М 1/02, 2003 г.).
Недостатком этого способа является то, что при необходимости повышения толщины склеиваемых слоев канавки (прорези) не позволяют снизить внутренние напряжения от неравномерной влажности при сушке слоев, и, следовательно, необходимо ограничивать толщину слоев до величины 33 мм.
Новое техническое решение направлено на изготовление многослойных деревянных клееных конструкций из слоев повышенной толщины более 33 мм без опасности возникновения дополнительных внутренних напряжений с одновременным снижением расхода клея и древесины.
Сущность предлагаемого изобретения заключается в том, что в способе изготовления многослойных деревянных клееных конструкций, включающем сушку пиломатериалов, их механическую обработку, выборку прорезей на их пластях, нанесение клея, сборку пакетов, их запрессовку и окончательную механическую обработку поверхностей, компенсационные прорези шириной 2-3 мм, глубиной на 2/3 толщины пиломатериала на расстоянии 1/4 его ширины от кромок на одной пласти и по середине противоположной выполняют перед сушкой пиломатериалов.
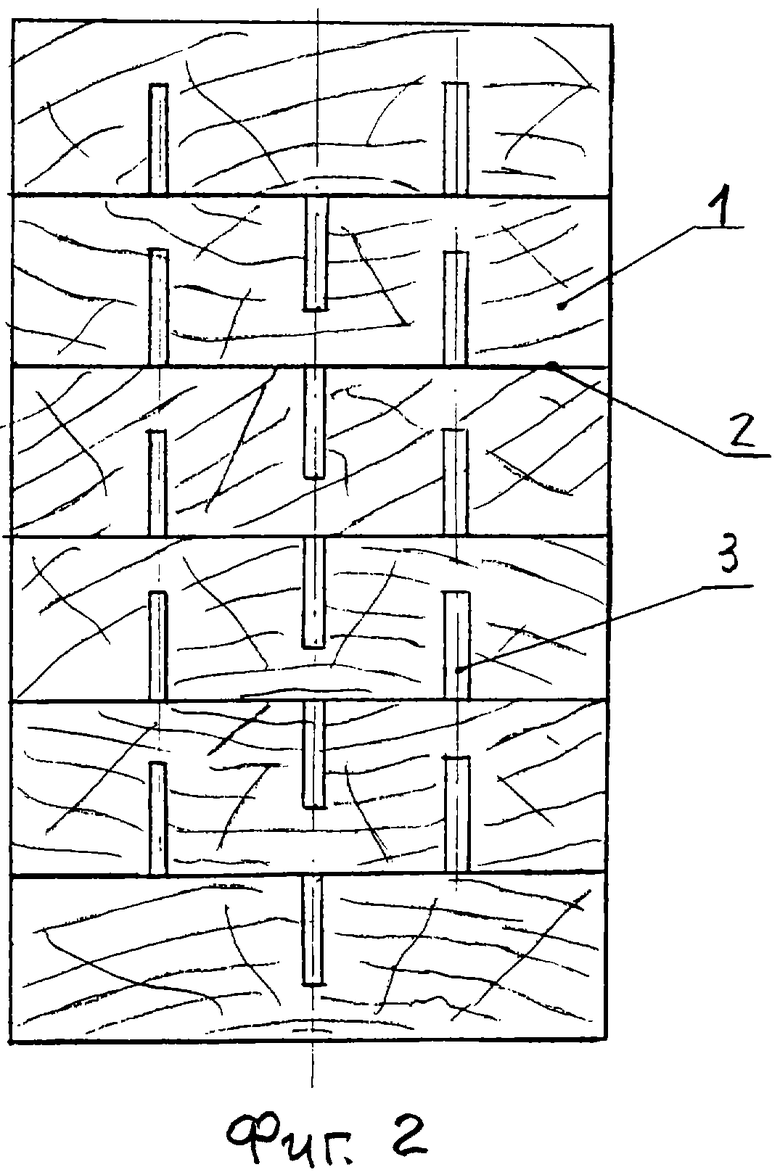
Изобретение поясняется чертежами, где изображены на: фиг.1 - устройство прорезей в сечении пиломатериала до процесса его сушки, фиг.2 - сечение формируемого клееного пакета.
Многослойная деревянная клееная конструкция включает слои 1 с фрезерованными пластями 2, на которых до сушки пиломатериалов устроены компенсирующие прорези 3. Способ изготовления клееной деревянной конструкции включает: выпиливание прорезей на пластях пиломатериалов перед их сушкой; сушку пиломатериалов с прорезями; сращивание пиломатериалов по длине в слои с одновременной вырезкой, при необходимости, пороков древесины; фрезерование пластей слоев; нанесение клея на пласти слоев; формирование пакета необходимой высоты с расположением прорезей на пластях слоев вразбежку; прессование пакета; механическую обработку поверхностей пакета.
Клееную деревянную конструкцию изготавливают в следующей последовательности: на пластях пиломатериалов, подлежащих сушке, на проходном круглопильном станке за один проход выпиливают прорези шириной 2-3 мм, глубиной на 2/3 толщины пиломатериала на расстоянии 1/4 его ширины от кромок на одной пласти и по середине противоположной; пиломатериалы с прорезями формируют в штабель, загружают в сушильную камеру и производят их сушку и кондиционирование по режимам, обеспечивающим конечную влажность 10±2%; высушенные пиломатериалы сортируют по качеству и сращивают по длине на зубчатом соединении в слои необходимой длины; поверхности пластей слоев фрезеруют с учетом припусков на механическую обработку до окончательной толщины; на пласти слоев наносят клей и формируют пакет с расположением прорезей вразбежку; пакет запрессовывают в прессе с необходимым давлением и выдерживают его до отверждения клея; затем производят механическую обработку боковых поверхностей пакета и торцуют его по длине.
Известно, что деревянные клееные конструкции изготавливают из слоев толщиной не более 33±1 мм (см. п.1.7. ГОСТ 20850-84) в связи с опасностью возникновения внутренних напряжений как при сушке пиломатериалов, так и в процессе эксплуатации конструкций при переменных температурно-влажностных воздействиях. Внутренние напряжения возникают в связи со стеснением влажностных деформаций клеевыми прослойками и со временем могут привести к расслаиванию конструкций. Эта опасность возрастает при использовании более толстых слоев, применение которых экономически выгодно, т.к. снижается расход клея и древесины.
Известно, что для случая применения слоев большей толщины перед их склеиванием рекомендуется устраивать компенсационные прорези глубиной 1/2 толщины слоя (см. п.1.7. ГОСТ 20850-84). Однако это не решает в полной мере снижение опасности возникновения внутренних напряжений, т.к. прорези не снимают влажностных напряжений, оставшихся после сушки пиломатериалов.
Предлагаемое изобретение направлено на снижение внутренних напряжений и безопасное применение слоев толщиной 60 мм и более.
Решение проблемы предусматривает устройство компенсационных прорезей до сушки пиломатериалов, а не после сращивания их по длине в слои, что существенно повышает качество сушки с минимальными внутренними напряжениями, сокращает ее сроки. Выбранные параметры прорезей (глубиной на 2/3 толщины пиломатериалов и их расположение вразбежку) оптимально формируют равномерную структуру поперечного сечения клееного элемента, прерывая сплошность сечения слоя как по его ширине, так и по толщине. Это ограничивает протяженность клеевых прослоек и препятствует возможному возникновению внутренних напряжений при переменных температурно-влажностных воздействий в процессе эксплуатации конструкций. Кроме того, предлагаемый способ обеспечивает снижение расхода клея и древесины и сокращение продолжительности сушки пиломатериалов.
Для подтверждения эффективности способа были проведены экспериментальные исследования по комплексной оценки качества клееных элементов, изготовленных известным способом (толщина слоя 33±1 мм из исходного пиломатериала толщ. 40 мм) и предлагаемым способом при толщине слоев 68±1 мм, изготовленных из пиломатериала с исходной толщиной 75 мм.
Для испытаний были отобраны три партии пиломатериалов длиной 6 м с начальной влажностью не более 60%: толщиной 40 мм без прорезей (1-я партия), толщиной 75 мм без прорезей (2-я партия) и толщиной 75 мм с прорезями (3-я партия), которые высушивали до конечной влажности 10±2% по нормальным режимам по ГОСТ 19773.
Производилась оценка:
- продолжительности и качества сушки пиломатериалов;
- прочности и стойкости клеевых соединений.
В результате испытаний было установлено, что продолжительность сушки пиломатериалов составила:
- для 1-й партии (толщиной 40 мм без прорезей) - 96 часов или 4 суток;
- для 2-й партии (толщиной 75 мм без прорезей) - 220 часов или более 9 суток;
- для 3-й партии (толщиной 75 мм с прорезями) - 82 часа или 3,4 суток.
Качество сушки оценивалось по полученной средней конечной влажности пиломатериалов, определяемой влагомером через каждый погонный метр доски, и величине средней продольной (прогиб в плоскости ширины доски) и поперечной (прогиб в плоскости толщины доски) покоробленности на всей длине доски - 6 м.
В результате замеров этих показателей получено:
- средняя влажность для партий пиломатериалов составила: 1-й - 10,12% (от 7,52% до 12,35%); 2-й - 9,86% (от 8,1% до 12,3%), 3-й - 10,6% (от 9,6% до 11,4%);
- покоробленность: партии 1 - 1,2 мм (продольная) и 0,6 мм (поперечная); партии 2 - 4 мм (продольная) и 8 мм (поперечная); партии 3 - 0,4 мм (продольная) и 0,8 мм (поперечная).
Прочность и стойкость клеевых соединений элементов после их склеивания из слоев различных партий пиломатериалов определялась по ГОСТ 15613.1 (на скалывание малых образцов), ГОСТ 25884 (на послойное скалывание) и ГОСТ 27812 (на расслаивание).
Результаты испытаний приведены в таблице.
Приведенные результаты испытаний подтверждают преимущества предлагаемого способа (партия пиломатериалов 3) по всем показателям.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ДЕРЕВЯННЫХ КЛЕЕНЫХ КОНСТРУКЦИЙ И ПИЛОПРОДУКЦИИ | 2008 |
|
RU2383434C1 |
| КОНСТРУКЦИЯ ДЕРЕВЯННАЯ КЛЕЕНАЯ, ВЫПОЛНЕННАЯ В ВИДЕ СТЕРЖНЕВОЙ ПЕРЕКЛЕЙКИ | 2001 |
|
RU2183556C1 |
| Способ изготовления клееного бруса | 2017 |
|
RU2687603C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ | 2006 |
|
RU2339506C2 |
| Способ изготовления клееных деревянных конструкций | 1982 |
|
SU1106102A1 |
| Способ изготовления слоистых элементов из древесины | 1976 |
|
SU636244A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ | 2001 |
|
RU2198091C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2015883C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО МАТЕРИАЛА | 2016 |
|
RU2637523C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ СТРОИТЕЛЬНЫХ БРУСЬЕВ ИЗ ДРЕВЕСИНЫ И СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ НИХ | 2009 |
|
RU2410504C1 |
Изобретение относится к области строительства и может быть использовано при изготовлении деревянных клееных строительных несущих конструкций. Способ включает сушку пиломатериалов, их механическую обработку, выборку компенсационных прорезей на их пластях, нанесение клея, сборку пакетов, их запрессовку и окончательную механическую обработку поверхностей, компенсационные прорези шириной 2-3 мм, глубиной на 2/3 толщины пиломатериала на расстоянии 1/4 его ширины от кромок на одной пласти и по середине противоположной выполняют перед сушкой пиломатериалов. Изобретение направлено на изготовление деревянных клееных конструкций из слоев повышенной толщины более 33 мм без опасности возникновения дополнительных внутренних напряжений как при сушке пиломатериалов, так и в процессе эксплуатации конструкций при переменных температурно-влажностных воздействиях. При изготовлении конструкций достигается снижение расхода клея и древесины и сокращение продолжительности сушки пиломатериалов. 2 ил., 1 табл.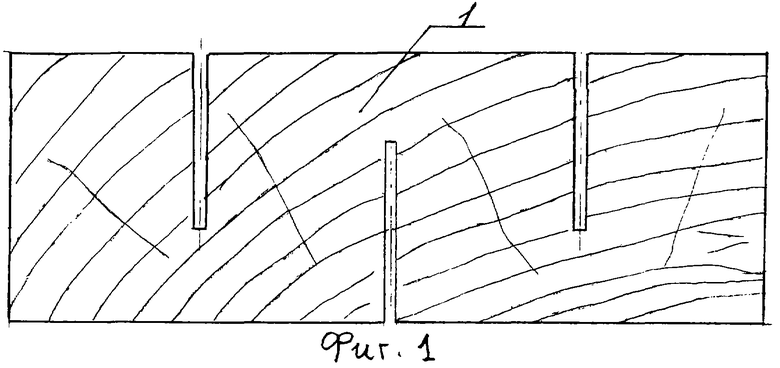
Способ изготовления деревянных клееных конструкций, включающий сушку пиломатериалов, их сращивание по длине в слои, механическую обработку слоев, устройство компенсационных прорезей на пластях слоев, нанесение клея, запрессовку клееных пакетов и их механическую обработку, отличающийся тем, что компенсационные прорези шириной 2-3 мм, глубиной на 2/3 толщины пиломатериала на расстоянии 1/4 его ширины от кромок на одной пласти и по середине противоположной выполняют до сушки пиломатериалов.
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ | 2001 |
|
RU2198091C1 |
| Способ изготовления деревянной армированной балки | 1984 |
|
SU1224140A1 |
| Способ изготовления клееных деревянных конструкций | 1982 |
|
SU1106102A1 |
| СПОСОБ РАСТВОРЕНИЯ МОКС-ТОПЛИВА | 2010 |
|
RU2451639C1 |
| DE 4008431 A1, 19.09.1991. | |||

