Изобретение относится к деревообрабатывающему оборудованию и предназначено для продольного фрезерования досок, бруса, щитов.
Известны различные деревообрабатывающие станки, предназначенные для продольного фрезерования досок, бруса, щитов и содержащие станину со смонтированными на ней загрузочным механизмом, механизмом подачи с приводными вальцами, установленными в направлении продольной оси станка, модули фрезерных головок с боковыми горизонтальными фрезами (см. например, патенты RU №2010698, 2007292, 2354542 и др.).
Указанные типы станков не обеспечивают механической обработки пилопродукции в виде короткомерных досок, что ограничивает их технологические возможности.
В качестве ближайшего аналога заявляемого изобретения выбраны четырехсторонние продольнофрезерные деревообрабатывающие станки фирмы Beaver, модели «Beaver-515», «Beaver-520», «Beaver-523B». Приведенные модели четырехсторонних продольнофрезерных деревообрабатывающих станков фирмы Beaver имеют отличительные особенности в части, касающейся их технических характеристик по мощности, габаритным параметрам, их оснащению конструктивными узлами для осуществления различных технологических опций (См. Приложение).
Известный четырехсторонний продольнофрезерный деревообрабатывающий станок содержит станину со смонтированными на ней загрузочным механизмом, механизмом подачи с приводными вальцами, установленными в направлении продольной оси обрабатывающей зоны станка, модулем фрезерных головок, имеющим смещенные в направлении продольной оси станка боковые, верхние горизонтальные и блок нижних горизонтальных фрез, а также пазовыми фрезами, расположенными за загрузочным механизмом, и пазовыми направляющими, установленные за последними из указанных фрез.
При реализации технологического процесса с учетом описанного выше конструктивного выполнения станка обеспечивается возможность механической обработки пилопродукции в виде короткомерных досок, используемых в качестве заготовок для производства мебели, паркета.
Однако данные станки имеют ограниченные технологические возможности в части, касающейся механической обработки некондиционной пилопродукции в виде необрезных короткомерных досок.
Задача изобретения состояла в создании четырехстороннего продольно-фрезерного деревообрабатывающего станка, обеспечивающего технический результат по расширению технологических возможностей за счет обработки за один проход короткомерной пилопродукции в виде необрезных пиломатериалов.
Для решения поставленной технической задачи предложен четырехсторонний продольнофрезерный деревообрабатывающий станок, содержащий станину со смонтированными на ней в направлении продольной обрабатывающей зоны станка загрузочным механизмом, механизмом подачи с приводными вальцами, расположенными за загрузочным механизмом пазовыми фрезами, установленными за ними пазовыми направляющими с горизонтально ориентированными базовыми поверхностями, расположенным за зоной обработки пазовых фрез модулем фрезерных головок, имеющим продольно смещенные относительно друг друга боковые фрезы, блок нижних горизонтальных фрез и верхнюю горизонтальную фрезу, в котором согласно изобретению, за зоной обработки пазовых фрез расположены боковые фрезы, между которыми и за ними перед блоком нижних фрез установлена вертикальная направляющая с базовой поверхностью, расположенной в плоскости обработки первой боковой фрезы и параллельной плоскости обработки второй боковой фрезы, в указанной зоне между боковыми фрезами и со стороны противолежащей вертикальной направляющей расположен один из участков пазовых направляющих, при этом блок нижних фрез выполнен в виде двух соосных и поперечно смещенных фрез и расположенной за ними в зоне поперечного смещения этих фрез третьей фрезы, перед блоком нижних фрез в зоне поперечного смещения его горизонтальных фрез установлена направляющая с базовой поверхностью, параллельной базовым поверхностям пазовых направляющих.
При реализации изобретения благодаря описанному выше расположению боковых и горизонтальных фрез, наличию указанных базовых направляющих обеспечивается механическая обработка необрезной пилопродукции, что способствует повышению полезного выхода древесины.
При анализе известного уровня техники не выявлено технических решений, имеющих аналогичную заявляемому техническому решению совокупность конструктивных признаков, что свидетельствует о соответствии заявляемого технического решения критериям изобретения: «новизна», «изобретательский уровень».
При реализации заявляемого изобретения используют традиционно известные технологические процессы и материалы по изготовлению соответствующих конструктивных узлов станка оборудование, что свидетельствует о соответствии его критерию «промышленная применимость».
Изобретение поясняется чертежами где на:
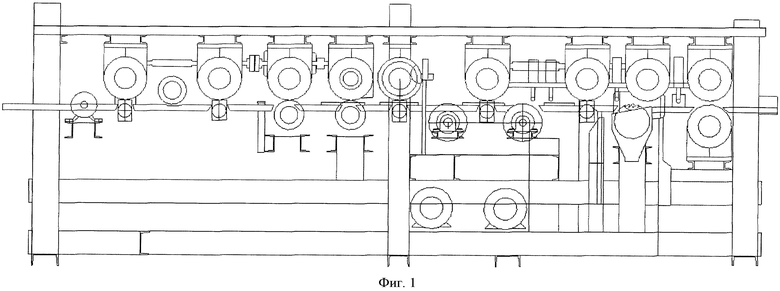
фиг.1 показан общий вид станка;
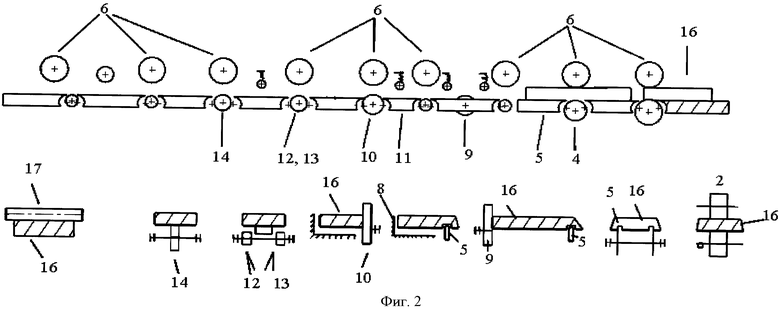
На фиг.2 приведена структурная схема построения станка и его технологических узлов:
Четырехсторонний продольнофрезерный деревообрабатывающий станок содержит станину 1 со смонтированными на ней в направлении продольной обрабатывающей зоны станка загрузочным механизмом 2, механизмом подачи с приводными вальцами 6, расположенными за загрузочным механизмом пазовыми фрезами 4, установленными за ними пазовыми направляющими 5 с горизонтально ориентированными базовыми поверхностями. Загрузочный механизм предпочтительно выполнен в виде блока нижних и верхних приводных вальцев 6, что обеспечивает надежную подачу короткомерной пилопродукции в обрабатывающую зону станка. Пазовые фрезы 4, предпочтительно, выполнены в виде пильных дисков, что соответствует технологическим требованиям выполнения в короткомерной пилопродукции узких направляющих пазов. Приводные вальцы 6 механизма подачи и вальцы 6 механизма загрузки, предпочтительно, выполнены в виде пневматических валков, что соответствует технологическим требованиям подачи и загрузки короткомерной пилопродукции без повреждения ее поверхности. За зоной обработки пазовых фрез 4 расположен модуль фрезерных головок, который образован продольно смещенными относительно друг друга боковыми фрезами, блоком нижних горизонтальных фрез и верхней горизонтальной фрезой 7. За зоной обработки пазовых фрез 4 расположены боковые фрезы, между которыми и за ними перед блоком нижних фрез установлена вертикальная направляющая 8 с базовой поверхностью, которая расположена в плоскости обработки первой боковой фрезы 9 и параллельна плоскости обработки второй боковой фрезы 10 (см фиг.2). В обрабатывающей зоне станка между боковыми фрезами 9 и 10 и со стороны противолежащей вертикальной направляющей 8 расположен участок 11 одной из пазовых направляющих 5. Блок нижних фрез выполнен в виде двух соосных и поперечно смещенных фрез 12 и 13 и расположенной за ними в зоне поперечного смещения этих фрез третьей фрезы 14. Перед блоком нижних фрез и в зоне поперечного смещения его горизонтальных фрез 12 и 13 установлена направляющая 15 с базовой поверхностью, которая параллельна базовым поверхностям пазовых направляющих 5.
В четырехстороннем продольнофрезерном деревообрабатывающем станке используются также традиционное для данного типа станков технологическое оборудование (не показано): система привода и регулирования вальцев механизма подачи и загрузки, система привода модуля фрезерных головок, система их регулирования с учетом заданных технологических параметров по обработке короткомерной пилопродукции и получения пилопродукции с заданными технологическими размерами, а также другие технологические узлы и оборудование, в том числе система автоматического регулирования и контроля технологического процесса.
Деревообрабатывающий станок работает следующим образом:
Необрезная доска 16 с учетом выбранных технологических параметров по ее обработке посредством вальцев 6 механизма загрузки подается в обрабатывающую зону станка, где посредством пазовых фрез 4, предпочтительно, дискового типа производится продольное фрезерование двух пазов на нижней пласти доски под пазовые направляющие 5. Затем заготовка по этим направляющим посредством вальцев механизма подачи подается в зону обработки первой боковой фрезы, где осуществляется фрезерование обзольной части необрезной доски. Отфрезерованная часть доски базируется по вертикальной направляющей 8 и по участку 11 одной из пазовых направляющих 5. Ширина фрезерования обзольной части доски задается параметрами направляющих пазов на доске, образованных пазовыми фрезами 4. Далее заготовка с фиксацией ее положения в обрабатывающей зоне станка посредством базовой поверхности направляющей 8 и участка 11 пазовой направляющей 5 подается в обрабатывающую зону второй боковой фрезы 10. Обработанная вертикальными фрезами 9 и 10 заготовка подается в зону обработки блока нижних горизонтальных фрез, которые осуществляют фрезерование нижней пласти заготовки с учетом технологических параметров ее обработки. Обработка нижней пласти заготовки осуществляется в два этапа путем фрезерования крайних участков нижней доски горизонтальными фрезами 12 и 13 и последующего фрезерования центрального участка пласти доски горизонтальной фрезой 14. Поэтапная обработка нижней пласти доски горизонтальными фрезами 12…14 обеспечивает качественную механическую обработку нижней пласти с учетом предварительного фрезерования на ней продольных пазов. Откалиброванная по боковым поверхностям и нижней пласти заготовка подается в зону обработки верхней горизонтальной фрезы 17, посредством которой формируется пилопродукция с конечными заданными технологическими параметрами.
Таким образом, при использовании четырехстороннего продольного фрезерного деревообрабатывающего станка обеспечивается получение из короткомерной необрезной продукции качественной пилопродукции, которая может быть использована в качестве заготовок в мебельном производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2011 |
|
RU2471613C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ГОРБЫЛЯ И СТАНОК ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2006 |
|
RU2313446C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТРОГАЛЬНЫЙ ЧЕТЫРЕХСТОРОННИЙ СТАНОК | 2001 |
|
RU2201336C2 |
| САМОБЛОКИРУЮЩИЙСЯ ДЕРЕВЯННЫЙ ПРОФИЛЬ И ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2044626C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК ДЛЯ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ НА ПИЛОПРОДУКЦИЮ | 1992 |
|
RU2015875C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ СТРОИТЕЛЬНЫХ БРУСЬЕВ ИЗ ДРЕВЕСИНЫ И СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ НИХ | 2009 |
|
RU2410504C1 |
| ПЕРЕДВИЖНАЯ ЛЕНТОЧНО-ПИЛЬНАЯ УСТАНОВКА | 2004 |
|
RU2273560C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ НЕОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ | 1973 |
|
SU406731A1 |
| МОДУЛЬНЫЙ ЧЕТЫРЕХСТОРОННИЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ | 2007 |
|
RU2354542C1 |
| Способ и поточная линия для раскроя бревен | 1975 |
|
SU564152A1 |
Изобретение относится к деревообрабатывающему оборудованию. Станок содержит станину со смонтированными на ней в направлении продольной обрабатывающей зоны станка загрузочным механизмом, механизмом подачи с приводными вальцами, расположенными за загрузочным механизмом пазовыми фрезами, установленными за ними пазовыми направляющими с горизонтально ориентированными базовыми поверхностями, расположенными за зоной обработки пазовых фрез модулем фрезерных головок, имеющим продольно смещенные относительно друг друга боковые фрезы, блок нижних горизонтальных фрез и верхнюю горизонтальную фрезу. За зоной обработки пазовых фрез расположены боковые фрезы, между которыми и за ними перед блоком нижних фрез установлена вертикальная направляющая с базовой поверхностью, расположенной в плоскости обработки первой боковой фрезы и параллельной плоскости обработки второй боковой фрезы, в указанной зоне между боковыми фрезами и со стороны противолежащей вертикальной направляющей расположен один из участков пазовых направляющих. Блок нижних фрез выполнен в виде двух соосных и поперечно смещенных фрез и расположенной за ними в зоне поперечного смещения этих фрез третьей фрезы, перед блоком нижних фрез в зоне поперечного смещения его горизонтальных фрез установлена направляющая с базовой поверхностью, параллельной базовым поверхностям пазовых направляющих. Изобретение обеспечивает получение из короткомерной необрезной продукции качественной пилопродукции. 2 ил.
Четырехсторонний продольнофрезерный деревообрабатывающий станок, содержащий станину со смонтированными на ней в направлении продольной обрабатывающей зоны станка загрузочным механизмом, механизмом подачи с приводными вальцами, расположенными за загрузочным механизмом пазовыми фрезами, установленными за ними пазовыми направляющими с горизонтально ориентированными базовыми поверхностями, расположенным за зоной обработки пазовых фрез модулем фрезерных головок, имеющим продольно смещенные относительно друг друга боковые фрезы, блок нижних горизонтальных фрез и верхнюю горизонтальную фрезу, отличающийся тем, что за зоной обработки пазовых фрез расположены боковые фрезы, между которыми и за ними перед блоком нижних фрез установлена вертикальная направляющая с базовой поверхностью, расположенной в плоскости обработки первой боковой фрезы и параллельной плоскости обработки второй боковой фрезы, в указанной зоне между боковыми фрезами и со стороны противолежащей вертикальной направляющей расположен один из участков пазовых направляющих, при этом блок нижних фрез выполнен в виде двух соосных и поперечно смещенных фрез и расположенной за ними в зоне поперечного смещения этих фрез третьей фрезы, перед блоком нижних фрез в зоне поперечного смещения его горизонтальных фрез установлена направляющая с базовой поверхностью параллельной базовым поверхностям пазовых направляющих.
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 1992 |
|
RU2098266C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПАЗОВ В ДЕРЕВЯННЫХ ДЕТАЛЯХ СРУБА | 1993 |
|
RU2071413C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ СРУБА | 1993 |
|
RU2015881C1 |
| Установка для изготовления деревянных деталей сруба | 1982 |
|
SU1052382A1 |
| Устройство для обработки бревен | 1976 |
|
SU666083A1 |
| US 4104944 A, 08.08.1978. | |||

