Изобретение относится к изготовлению декоративно-художественных металлических изделий (подносов) с жостовским орнаментом (росписью или декором) и может быть использовано в сфере народных художественных промыслов и художественной промышленности, производящих декоративно-художественные изделия из металла.
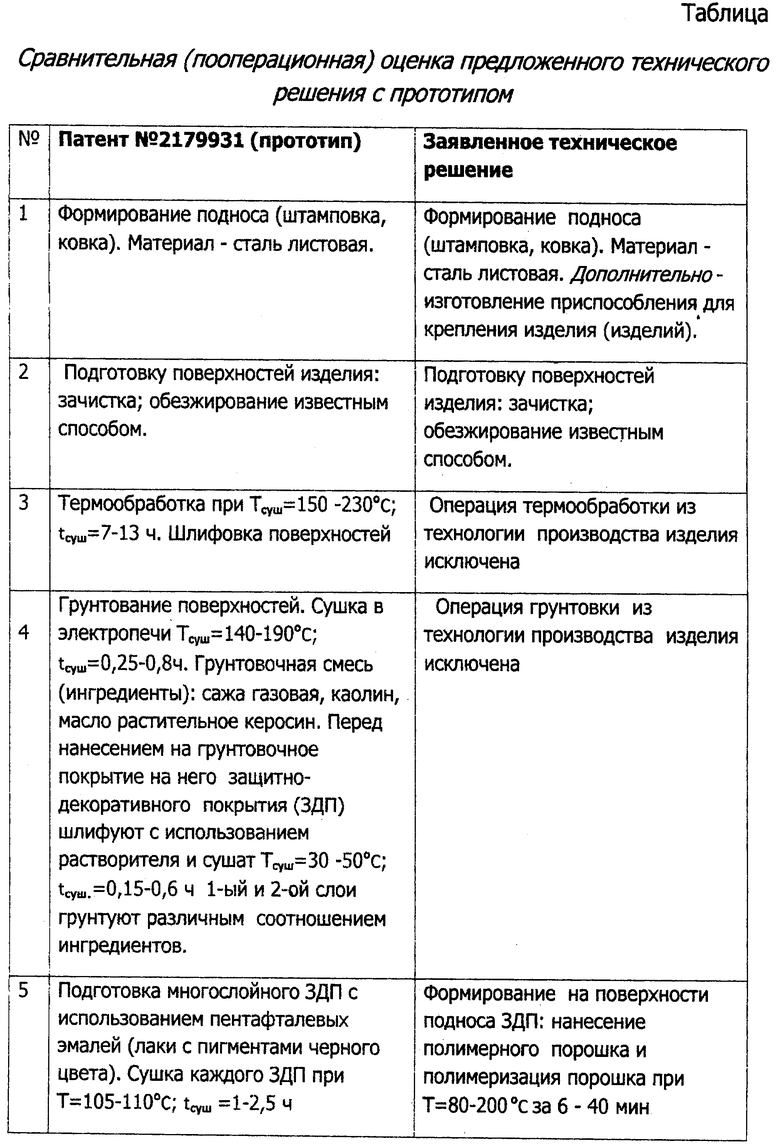
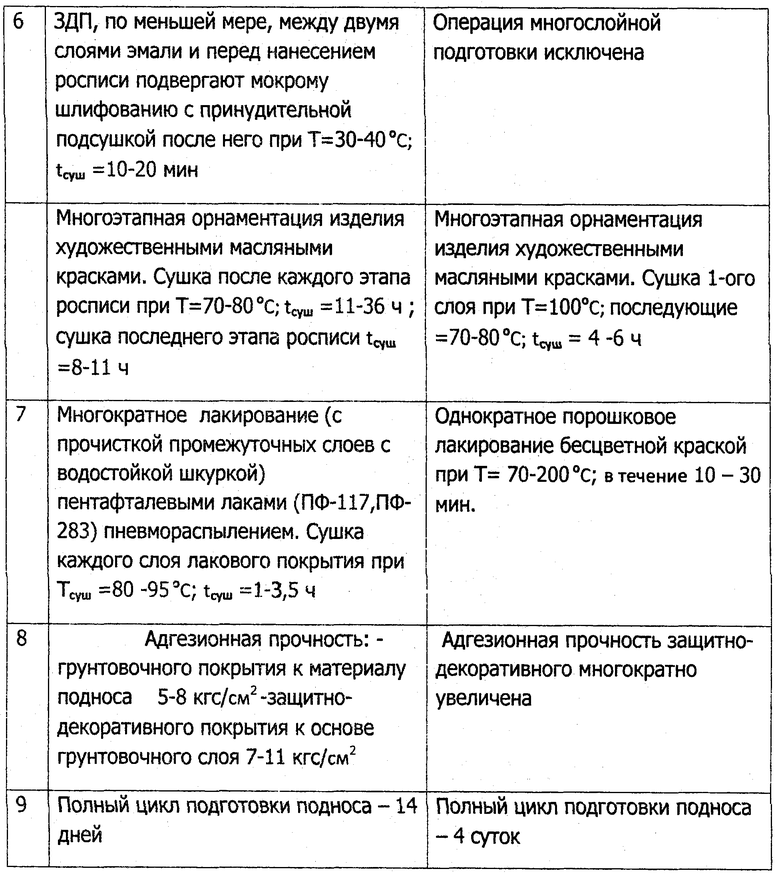
Технологический процесс производства декоративно-художественных подносов с жостовским орнаментом подробно описан, в частности, в альбоме Романовой И.А. и др. Искусство Жостово. М., «Сов. Россия», 1987, 206 с.; Богуславская И.Я. Жостово. Декоративная живопись. М., Интербук, 1994, 160 с. Известны различные технические способы декорирования художественных металлических изделий (Патенты РФ №2015032, кл. В44С 1/00 от 18.02.93; №2111126, кл. В44С 1/00 от 20.05.98). У технического решения (Патент №2179931 «Способ художественно-декоративной модификации поверхностей изделий, кл. В44С 1/00, 2002), принятого в качестве прототипа, и совокупность и взаимосвязь технологических операций и режимов осуществления этого способа близки к заявляемому техническому решению. Технологическая последовательность операций прототипа включает: формообразование изделия с заданными геометрическими размерами (штамповкой или ковкой) и подготовку поверхностей изделия, обезжирование их уайт-спиритом или бензином, устранение различных дефектов с поверхностей изделия после обезжирования, в частности коррозии, используя при этом шлифование или/и растворители; термообработку изделия после обезжирования их поверхностей при температуре сушки Тсуш.=150-230°С в течение времени сушки tсуш.=7-13 ч, грунтование поверхности изделия, нанесение многослойного защитно-декоративного эмалевого покрытия, сушку после каждого слоя защитно-декоративного покрытия при Тсуш.=105-110°С и tсуш.=1-2,5 ч, сушку изделий после грунтования их поверхностей при Тсуш.=140-190°С в течение tсуш.=0,25-0,8 ч, последующее выполнение по заданному контуру многоэтапной росписи на полученном защитно-декоративном покрытии, сушку после каждого этапа росписи при Тсуш.=70-80°С и последующее многослойное лакирование с сушкой после каждого слоя лакового покрытия при Тсуш.=80-95°С и tсуш.=1-3,5 ч, при этом сушку изделий после последнего этапа росписи осуществляют в течение tсуш.=8-11 ч, а после предыдущих этапов росписи - tсуш.=8-38 ч. Получение защитно-декоративного покрытия изделия предполагает нанесение нескольких слоев жидкими красками. Естественно, выполнение указанного покрытия однократным нанесением изделия значительно сокращает операции по их производству. Полный технологический цикл изготовления жостовского подноса по классическому способу независимо от размеров по близкому аналогу составляет в пределах 14 дней и требует значительного количества расходных материалов.
В области промышленной окраски металлических изделий нет достойной альтернативы порошковому окрашиванию как по технологическим и экологическим соображениям, так и в отношении охраны окружающей среды. Известно, что жостовские подносы, обработанные эмалью черной ПФ-115, масляным художественным лаком ПФ-283, грунтом B-МЛ-0143, содержат толуол, ксилол и формальдегид. Изделия нельзя обрабатывать моечными средствами. В процессе использования подноса иногда на фронтальной поверхности появляется местная коррозия.
В предлагаемом изобретении для производства жостовских подносов предложено использовать метод электростатического напыления полимерной краской, сохраняя достигнутый уровень орнаментации подносов.
Предложенный способ технологии производства жостовских изделий исключает трудоемкие затратные операции: термообработку изделия, грунтовку и шлифовку его поверхности, облегчает операцию формирования защитно-декоративного покрытия, определяющего качество орнамента и долговечность использования изделия. Однократное порошковое напыление обеспечивает защитно-декоративное покрытие требуемой толщины и высокого качества, а также увеличивает адгезию пленочного покрытия с металлической поверхностью изделия. Важно отметить также то, что порошковая краска сразу готова к применению, технология обладает экологической чистотой, так как отсутствуют растворители и другие летучие компоненты в составе красок. Порошковое покрытие защитно-декоративного слоя надежно защищает поверхность изделия от истирания, коррозии и сохраняет на длительный срок блеск орнаментации. В основе порошкового окрашивания лежит нанесение на изделие красящего полимерного порошка с последующим оплавлением его и полимеризацией в камере при определенной температуре.
Сравнительное сопоставление предложенного технического решения в производстве жостовских изделий и прототипа приведено в таблице.
Технический результат изобретения - усовершенствование технологического процесса производства жостовских изделий с целью уменьшения трудозатрат (себестоимости) на выпуске жостовских подносов, получение высокого качества и эксплуатационной надежности изделий в режиме сокращенного полного технологического цикла не менее в 3,5 раза по сравнению с прототипом.
Поставленная техническая задача достигается тем, что защитно-декоративное покрытие изделия формируют нанесением порошковой краски на поверхность изделия и полимеризацией полимерной краски при температуре Т=80-200°С в течение 6-40 мин, орнаментированную поверхность сушат при температуре 70-100°С в течение 4-6 ч и лакируют бесцветной полимерной краской при температуре 70-200°С в течение 10-30 мин.
Технологический процесс изготовления декоративно-художественных изделий с жостовским орнаментом выполняют следующим образом. Формируют поднос из листа стали с заданными размерами с последующей штамповкой (ковкой) (от 20×15 до 72×59 см и более); устраняют различные дефекты формы изделия; удаляют грязь, ржавчину, обезжиривая их уайт-спиритом или бензином, устраняют различные дефекты с поверхностей изделия после обезжиривания, в частности коррозию, используя при этом шлифование или/и растворители. После тщательной проведенной очистки поверхности изделия сушат при комнатной температуре. Заранее изготовляют приспособление для подвески в камере подносов (отдельно для каждого подноса или группы), представляющее скобу (диаметр 10-12, длина 70-100 мм), в консольной части которой по горизонтали жестко смонтирована неподвижная часть, напротив подвижная часть (крепление резьбовое или иным способом); приспособление на борт каждого подноса жестко закрепляется перед рабочим циклом. При этом необходимо учесть, чтобы контактная площадь с бортом подноса подвижной и неподвижной частей приспособления должна быть наименьшая.
Порошковое напыление изделий производится в камере с помощью электростатического напыления по известной технологии; производят нанесение слоя порошковой краски на поверхности вертикально подвешенных изделий в стандартной камере (обычно при комнатной температуре). После напыления подносы оплавляют и полимеризируют. В камере их нагревают до температуры 80-200°С в течение 6-40 мин. В результате воздействия температуры происходит оплавление частиц краски с образованием пленки монолитного и заданного цвета однократного покрытия; обеспечивается высокая эффективность осаждения порошковой краски, требуемая толщина и равномерность слоя по всей поверхности покрытия. Опытным путем установлено, что толщина слоя краски на всех участках поверхности подноса равномерна; отсутствуют подтеки или неровности.
Далее, после остывания изделий, орнаментацию по защитно-декоративной их поверхности выполняют художественными красками, бесцветное однократное порошковое лакирование - в камере при Т=70-200°С в течение 10-30 мин. Классические этапы росписи подробно описаны на с.18-19, например, в альбоме Романовой И.А. и др. Искусство Жостово. М., «Сов. Россия», 1987, 206 с.
Формирование защитно-декоративного покрытия осуществляют полимерной краской, в частности краской марки «Бекримикс», имеющей характеристику: средний размер частиц - 40-5 мкм, содержание нелетучих веществ - 99,5%, время отверждения при температурах 200, 180, 160, 140°С соответственно 6, 10, 20, 40 мин, минимальная толщина укрывистого покрытия - 50 мкм. Время испытаний во влажной камере при 60°С без изменения характеристик в течение 2000 ч. Указанная полимерная краска обладает широкой гаммой цветов (черной, пурпурной, белой и т.д.).
Использование разных порошковых красок (по сравнению с прототипом) позволяет получить защитно-декоративное покрытие с различной гаммой цветов и степени блеска, система цветов включает многочисленное количество порошковых красок и красок со специальными эффектами.
В результате реализации изобретения повышается качество наносимых на поверхность изделий защитно-декоративного покрытия с улучшением их адгезионной прочности как к основе материала изделия, так и к основе предыдущего слоя покрытия, при этом в целом улучшается эксплуатационная надежность изделия с полученным художественно-декоративным орнаментом по отношению к внешним факторам среды (влажность, коррозия, обработка изделий любыми моечными средствами и т.д.).
Заявляемый способ может быть осуществлен с помощью стандартного оборудования с использованием промышленно освоенных отечественных и зарубежных полимерных красок в условиях массового производства жостовских изделий (подносов) и иных художественно-декоративных изделий из металла.
Таким образом, изготовление металлических изделий по предложенному способу имеет наилучшие показатели по трудозатратам и эксплуатационной надежности по сравнению с прототипом и свидетельствует об эффективности предлагаемых операций, режимности их осуществления при производстве изделий с художественно-декоративной росписью, жостовских изделий из металла.
Срок подготовки жостовского изделия по сравнению с прототипом сокращается в 3,5 раза.
Приведенный анализ научно-технической информации показал, что заявленный способ по совокупности признаков, относящихся к технологическим операциям его осуществления, используемым для этих целей металлических материалов, существенно отличается от известного уровня, что позволяет сделать вывод о соответствии заявляемого способа критериям изобретения - новизна, изобретательский уровень, промышленная применимость, что и подтверждается вышеприведенным описанием изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ С ХОХЛОМСКИМ ОРНАМЕНТОМ | 2010 |
|
RU2415030C1 |
| СПОСОБ ХУДОЖЕСТВЕННО-ДЕКОРАТИВНОЙ МОДИФИКАЦИИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 2000 |
|
RU2179931C1 |
| СПОСОБ ХУДОЖЕСТВЕННО-ДЕКОРАТИВНОЙ МОДИФИКАЦИИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 1996 |
|
RU2111126C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ С ХОХЛОМСКИМ ОРНАМЕНТОМ | 2002 |
|
RU2240236C2 |
| СПОСОБ ДЕКОРИРОВАНИЯ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ С ИМИТАЦИЕЙ ЗОЛОЧЕНИЯ | 1998 |
|
RU2140362C1 |
| Способ изготовления художественных изделий из древесины с хохломской росписью | 1991 |
|
SU1831446A3 |
| СПОСОБ ХУДОЖЕСТВЕННО-ДЕКОРАТИВНОЙ МОДИФИКАЦИИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ С ИМИТАЦИЕЙ ЗОЛОЧЕНИЯ | 1996 |
|
RU2111866C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ ИЗДЕЛИЯ С ХУДОЖЕСТВЕННОЙ РОСПИСЬЮ | 1995 |
|
RU2118597C1 |
| СПОСОБ ДЕКОРАТИВНОЙ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 1993 |
|
RU2015032C1 |
| СПОСОБ ДЕКОРИРОВАНИЯ ИЗДЕЛИЯ И ДЕКОРАТИВНЫЙ ЭЛЕМЕНТ | 2007 |
|
RU2365513C2 |
Изобретение относится к производству товаров народного потребления, в частности к технологическим процессам изготовления декоративно-художественных с жостовским орнаментом, предлагается получить прочное защитно-декоративное покрытие изделия, резко снизить трудоемкость изготовления продукции и увеличить эксплуатационный срок службы жостовских изделий. В предложенном способе операции «термообработка и грунтовка» исключены из технологического и скорректированы другие операции в производстве изделий, что достигнуто за счет формирования защитно-декоративного покрытия изделий порошковой краской методом электростатического напыления при температуре 80-200°С в течение 6-40 мин; сушки орнаментированной поверхности при температуре 70-100°С в течение 4-6 ч и лакировки бесцветной полимерной краской при температуре 70-200°С в течение 10-30 мин.
Способ изготовления декоративно-художественных изделий с жостовским орнаментом, включающий операции: формообразование и подготовку поверхностей металлического изделия, обезжиривание их, подготовку защитно-декоративного покрытия для орнаментации, последующее выполнение многоэтапной художественной орнаментации на подготовленном защитно-декоративном покрытии, сушку и лакировку изделия, отличающийся тем, что защитно-декоративное покрытие изделия формируют нанесением порошковой краски на поверхность изделия и полимеризацией полимерной краски методом электростатического напыления при температуре Т=80-200°С в течение 6-40 мин, орнаментированную поверхность сушат при температуре 70-100°С в течение 4-6 ч и лакируют бесцветной полимерной краской при температуре 70-200°С в течение 10-30 мин.
| RU 96115650 А, 20.09.1998 | |||
| СПОСОБ ХУДОЖЕСТВЕННО-ДЕКОРАТИВНОЙ МОДИФИКАЦИИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 2000 |
|
RU2179931C1 |
| СПОСОБ ДЕКОРАТИВНОЙ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 1993 |
|
RU2015032C1 |
| ПИЩЕВАЯ ДОБАВКА ДЛЯ ПРОИЗВОДСТВА ПИЩЕВОГО ПРОДУКТА В ЖЕЛЕ, НАПРИМЕР МЯСНОГО ПРОДУКТА | 2000 |
|
RU2165164C2 |
| СПОСОБ ЗОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛА | 2003 |
|
RU2239565C1 |

