Изобретение относится к художественно-декоративной модификации поверхностей металлических изделий и может найти применение на предприятиях, например, народных художественных промыслов и художественной промышленности.
Известны способы художественно-декоративной модификации поверхностей изделий, выполненных из листового металла (самовары, чайники, подносы и т.п. ), см. патенты RU 2012424, кл. В 05 D 7/16 от 27.05.91; 2015032, кл. В 44 С 1/00 oт l8.02.93 г.; 2111126, кл. В 44 С 1/00 от 26.07.96 г.
В частности, по техническому решению (патент 2111126) художественно-декоративная модификация поверхностей изделий заключается в обезжиривании поверхностей с последующей термообработкой при 200-220oС в течение 10-12 ч, в грунтовании поверхностей и сушке изделия, в нанесении на грунтовочный слой поверхностей многослойного подстилающе-декоративного эмалевого покрытия с рабочей вязкостью 30-37 с, в сушке каждого слоя эмалевого покрытия при Тсуш.= 105-110oС и времени сушки 1-2,5 ч, в нанесении на полученное покрытие по заданному контуру многоэтапно выполненной росписи художественными масляными красками, в сушке изделия после каждого этапа росписи при 70-80oС, в последующем лакировании поверхностей с сушкой после каждого слоя лакового покрытия. Грунтование поверхностей изделий выполняют водоразбавляемыми смолами типа В-МЛ-0143 с рабочей вязкостью 24-28 с, а сушку производят при Тсуш.=170-180oС в течение 30-40 мин.
Данное техническое решение по ряду технических показателей, относящихся к качеству и трудозатратам, превосходит известные решения по патентам 2012424 и 2015034, при этом совокупность и взаимосвязь технологических операций и режимов осуществления этого способа (патент 2111126) наиболее близки к заявляемому техническому решению и являются прототипом последнего.
Однако при применении известного технологического процесса имеют место следующие недостатки:
- заданный режим термообработки изделий после обезжиривания их поверхностей при Тсуш.=200-220oС приводит к повышенному парообразованию находящихся на поверхностях изделий веществ, в том числе органических растворителей, используемых при обезжиривании поверхностей, а также к ухудшению экологической безопасности производства;
- при указанном режиме термообработки после обезжиривания поверхностей изделий практически отсутствует конденсация паров растворителя, что необходимо для более качественной очистки поверхностей от различных загрязнений;
- указанный режим термообработки изделий после их обезжиривания приводит к "короблению" у подносов с увеличенными габаритными размерами их внешнего контура, что требует дополнительных технологических операций по исправлению форм выбракованных изделий;
- режим сушки изделий после их грунтования при Тсуш.=170-180oС в течение 30-40 мин неэффективен для изделий с увеличенными их параметрами внешнего контура вследствие значительной площади загрунтованных поверхностей, так как при данном режиме сушки наблюдаются "отлип" покрытия от материала основы, а также выгорание грунтовочных веществ на отдельных зонах обработанных поверхностей, преимущественно, при малых площадях обработки.
Кроме того, при модификации поверхностей изделий по указанному способу полученное художественно-декоративное покрытие порой эксплуатационно неоправданно, т.к. воздействующие на поверхности изделия внешние факторы окружающей среды нарушают целостность покрытия, а появляющиеся в результате этого трещины, царапины ускоряют коррозионные процессы на металлической основе поверхностей изделия. Ускоренные коррозионные процессы основы материала изделия объясняются, в основном, неэффективностью адгезионной прочности грунтовочного покрытия к основе поверхности. Недостаточная эффективность адгезионной прочности грунтовочного покрытия к металлической основе поверхностей изделия объясняется, в частности, высокотемпературным режимом сушки, вызывающим моментальное парообразование, что приводит к образованию во внутреннем объеме слоя покрытия скрытых пор, снижающих адгезионную прочность грунтовочного покрытия к основе металлических поверхностей и адгезионную прочность подстилающе-декоративного покрытия к основе грунтовочного покрытия, что ухудшает в дальнейшем эксплуатационную надежность художественно-декоративного покрытия в целом. Использование в качестве грунтовочного покрытия водоразбавляемых смол типа В-МЛ-0143 не всегда целесообразно по санитарно-техническим требованиям и более жестким требованиям к укрывистости поверхностей, модификация которых осуществляется в режиме авторской росписи.
Техническая задача, на решение которой направлено изобретение, относится к повышению эксплуатационной надежности модификационного художественно-декоративного покрытия, полученного на поверхностях изделий, преимущественно подносов, за счет улучшения качества полученного художественно-декоративного покрытия.
Поставленная техническая задача достигается тем, что в способе художественно-декоративной модификации поверхностей изделий, включающем подготовку поверхностей изделия, обезжиривание их, термообработку изделия после обезжиривания, грунтование поверхностей, сушку, последующее нанесение многослойного подстилающе-декоративного эмалевого покрытия, сушку после каждого слоя подстилающе-декоративного покрытия при Тсуш.=105-110oС и tcуш.=1-2,5 ч, последующее выполнение по заданному контуру многоэтапной росписи на полученном покрытии, сушку после каждого этапа росписи при Тсуш.=70-80oС и последующее многослойное лакирование с сушкой после каждого слоя лакового покрытия при Тсуш.=80-95oС и tcуш.=1-3,5 ч, в соответствии с изобретением предложено термообработку изделий после обезжиривания их поверхностей производить при Тсуш.=150-230oС в течение tсуш.=7-13 ч, а сушку изделий после грунтования их поверхностей выполнять при Tcуш.=140-190oC в течение tсуш.=0,25-0,8 ч, при этом сушку изделий после последнего этапа росписи осуществляют в течение tcуш.=8-11 ч, а после предыдущих этапов росписи в течение tcуш.=8-38 ч.
В соответствии с изобретением предложено выполнение грунтовочного покрытия многослойным с сушкой после первых слоев покрытия при Тсуш.=110-150oС и выдержке при tcуш.=0,5-1,0 ч.
В соответствии с изобретением предложено в качестве грунтовки использовать смесь в виде сажи газовой, каолина, масла растительного и керосина.
В соответствии с изобретением предложено первый слой грунтования поверхностей выполнять при следующем соотношении ингредиентов в смеси, мас.%:
Сажа газовая - 6,0 - 10,2
Каолин - 45,8 - 57,4
Масло растительное - 26,6 - 38,0
Керосин - 6,0 - 10,0
а последний слой грунтования поверхностей - смесью названных ингредиентов при следующем их соотношении, мас.%:
Сажа газовая - 4,0 - 6,0
Каолин - 31,5 - 43,6
Масло растительное - 40,4 - 51,5
Керосин - 11,0 - 12,0
В соответствии с изобретением полученное грунтовочное покрытие перед нанесением на него подстилающе-декоративного покрытия шлифуют с использованием растворителя и сушат при Tcуш.=30-50oС в течение 0,15-0,6 ч.
В результате реализации изобретения повышается качество наносимых на поверхности изделий покрытий с улучшением их адгезионной прочности как к основе материала изделия, так и к основе предыдущего слоя покрытия, при этом в целом улучшается эксплуатационная надежность изделия с полученным художественно-декоративным покрытием по отношению к внешним факторам среды (влажность и т.п.).
Проведенный анализ научно-технической информации показал, что предложенный способ художественно-декоративной модификации поверхностей изделий по совокупности признаков, относящихся к технологическим операциям его осуществления, используемым для этих целей материалов, существенно отличается от известного уровня, что позволяет сделать вывод о соответствии заявляемого способа критериям изобретения - новизна, изобретательский уровень, промышленная применимость, что и подтверждается ниже приведенным описанием изобретения.
Способ художественно-декоративной модификации поверхностей изделий может быть реализован на изделиях, основа материала которых устойчива к термообработкам при повышенных температурах, например для изделий, выполненных из металла или сплавов металлов, термоустойчивых пластмасс или композиционных материалов, керамики. В дальнейшем при описании реализации способа художественно-декоративной модификации поверхностей приводится пример осуществления данного способа на металлических поверхностях изделий - лакированных подносов с художественной (жостовской) росписью.
Для осуществления способа художественно-декоративной модификации поверхностей изделий используют отечественные доступные материалы, в том числе: грунтовку на основе водоразбавляемых смол типа В-МЛ-0143, петафталевые или меламинные эмали типа ПФ-115, ПФ-133 или МЛ-169, петафталевые лаки типа ПФ-117, ПФ-283, сажу газовую, каолин, керосин, масло растительное, растворитель, скипидар, уайт-спирит, а также стандартизированное, общеизвестное оборудование, инструмент и материалы: электропечи, краски масляные художественные, вискозиметры, пневмораспылители и т.п.
Способ художественно-декоративной модификации поверхностей изделий осуществляется следующим образом.
Формообразуют изделие, например поднос, путем вырезки из металлического листа заготовки с заданными параметрами, с последующей отгибкой краев.
В качестве листового материала используют, например, сталь листовую сечением 0,7 мм, марка 08 КП-ГОСТ-9045-80.
Поверхности подноса зачищают, а затем обезжиривают с использованием растворителя, например уайт-спирита, при этом при осуществлении технологического процесса и получении достоверности результатов подбирают две группы подносов:
1-ая группа подносов с общей площадью лицевой поверхности каждого S= 0,2-0,3 м2;
2-ая группа подносов с общей площадью указанной поверхности для каждого из них S=0,01-0,15 м2.
Сформированные по указанному принципу группы подносов образовали исследуемые объекты соответственно:
1.1 - подносы с S=0,2-0,3 м2 - 10 шт.
1.2 - подносы с S=0,2-0,3 м2 - 10 шт.
2.1 - подносы с S=0,01-0,15 м2 - 10 шт.
2.2 - подносы с S=0,01-0,15 м2 - 10 шт.
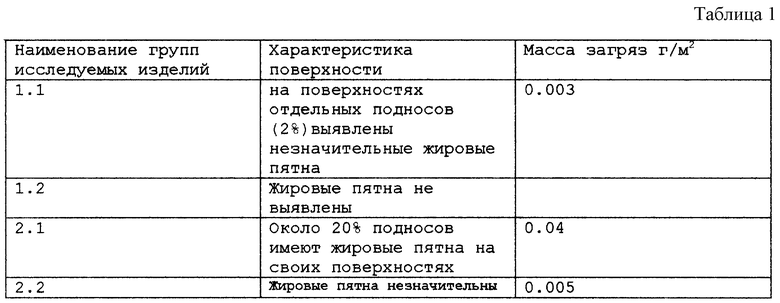
Каждую из указанных групп исследуемых объектов 1.1, 1.2, 2.1, 2.2 после обезжиривания их поверхностей подвергали термообработке для окончательного удаления с поверхностей подносов жировых веществ, шлама, различных следов. Термообработка групп подносов соответственно 1.1, 2.1 осуществлялась при Тсуш.=150-230oС в течение tcуш.=7-13 ч, при этом подносы группы 1.1 преимущественно термообрабатывали при Тсуш.=180-230oС, а подносы группы 2.1 - при Тсуш.=150-200oС в течение 7-13 ч.
Исследуемые подносы по группам 1.2, 2.2 после обезжиривания их поверхностей термообрабатывались при Тсуш.=200-220oС в течение 10-12 ч. Процесс термообработки изделий групп 1.2, 2.2 сопровождался повышенным парообразованием летучих веществ растворителя.
После проведения указанной термической обработки изделий (группы 1.1, 1.2, 2.1, 2.2) была проведена оценка их по степени наличия на их поверхностях отдельных пятен загрязнений, а также по изменению форм изделий после термообработки. Результаты исследования приведены в табл. 1.
Изменения формы изделий в исследуемых группах 1.1, 1.2, 2.2 не обнаружено, а в группе исследуемых изделий 2.1 выявлено коробление у 7% подносов.
Таким образом, установлено, что заданный по заявляемому способу технологический режим термообработки изделий после их обезжиривания при Тсуш.= 150-230oС в течение tcуш.=7-13 ч наиболее оптимален, т.к. в этом случае, с одной стороны, улучшаются экологические показатели производственного процесса, а с другой стороны - качество подготовки поверхностей к последующим технологическим операциям. Улучшение качественных показателей по очистке поверхностей объясняются более стабильной в процессе термообработки конденсацией паров летучих веществ растворителей на поверхностях изделий, обеспечивающих стабильность процесса очистки их. Заявленный режим термообработки оптимален и по условиям предотвращения коробления заданной формы изделия.
После термообработки с поверхностей подноса устраняют различные дефекты путем, например, подшлифовки с использованием известных материалов.
Производят грунтование всех поверхностей подносов, при этом в соответствии с заявляемым способом художественно-декоративной модификации поверхностей процесс грунтования может быть осуществлен по следующим вариантам.
1 вариант: грунтование поверхностей изделий по известному технологическому процессу, описанному в техническом решении по патенту 2111126, согласно которому для грунтования поверхностей используют преимущественно грунтовки на основе водоразбавляемых смол типа В-МЛ-0143 с рабочей вязкостью 24-28 с и нормой расхода 55-60 г/м2, что предполагает возможность использования при данной технологической операции пневмораспылителей. При применении этой технологии грунтования обеспечивается нанесение грунтовочного покрытия на обрабатываемые поверхности изделия, например, с толщиной получаемого покровного слоя грунтовки, равной 15-25 мкм, что оптимально для данной технологической операции. Использование режима пневмораспыления при выполнении грунтования наиболее целесообразно для условий модификации поверхностей изделий с серийным выпуском их.
По описанному варианту технологической операции были обработаны подносы в количестве 20 шт., имеющих соответственно S=0,25 м2 и S= 0,105 м2, поверхности которых были обезжирены и термообработаны соответственно при режимах сушки изделий в соответствии с заявляемым способом при Тсуш.=150-230oС в течение tcуш.=7-13 ч, а в соответствии с известным режимом термообработки при Тсуш.= 200-220oC в течение tcуш.= 10-12 ч. Подносы по заявляемому способу сформировали в группы 3 и 4, а подносы, термообработка которых проведена в режиме известного способа, сформированы в группы 5 и 6.
После грунтования поверхностей подносов соответственно групп 3-6 по описанному варианту 1 производилась их сушка в электропечах при следующих режимах:
группы 3 и 4 при Тсуш.=140-190oС в течение tcуш.=0,25-0,8 ч, что соответствует режиму сушки изделий после грунтования их поверхностей по заявляемому способу, при этом подносы группы 3 термообрабатывались преимущественно при Тсуш.= 110-150oС в течение 0,5-1,0 ч, а подносы группы 4 - при Тсуш.= 140-190oС в течение 0,5-0,8 ч,
группы 5, 6 при Тсуш.=170-180oС и tcуш.=30-40 мин, что соответствует режиму сушки изделий после грунтования их поверхностей по известному способу художественно-декоративной модификации поверхностей изделий.
После проведения описанных технологических операций (грунтование поверхностей, последующая сушка изделий) осуществлялась оценка полученного грунтовочного покрытия на поверхностях подносов соответственно групп 1-6. Визуальный осмотр грунтовочных покрытий показал, что на изделиях группы 3 с S= 0,25 м2 имеются незначительные зоны с утолщенной толщиной покрывной пленки грунтовки, что объясняется явлением наплыва грунтовочного материала в процессе его пневмораспыления по большой площади обрабатываемой поверхности, при этом покрытие равномерно высушено, отсутствует явление контактного отлипа, не выявлено также зон нарушения покрытия, соответствующих пятнам выгорания. Последующая технологическая операция по шлифовки грунтовочного покрытия с использованием уайт-спирита или скипидара легко устраняет имеющиеся на покрытии недостатки.
На изделиях группы 4 с S=0,105 м2 полученная грунтовочная пленка равномерна по толщине, что значительно сокращает технологическое время по подшлифовке полученного грунтовочного покрытия.
Визуальный осмотр грунтовочных покрытий на изделиях групп 5, 6 показал наличие значительного количества зон отлипа на поверхностях изделий с S=0,25 м2 и наличие пятен выгорания на поверхностях изделий с S=0,105 м2, что свидетельствует о неэффективности известного режима сушки изделий после грунтования их поверхностей.
Выявленные недостатки по качеству полученного грунтовочного покрытия (для известного способа), с одной стороны, увеличивают технологическое время по устранению выявленных недостатков, при этом значительная часть его затрачивается на контроль изделий по качеству получаемого покрытия, а с другой стороны, указывают на неэффективность адгезионной прочности полученного грунтовочного покрытия по отношению к основе материала изделия.
С учетом наличия на подносах группы 3 (заявляемый способ) незначительных дефектов наплывов грунтовочного покрытия последнее на группе подносов с S= 0,25 м2 было выполнено многослойным путем нанесения каждого слоя покрытия при уменьшенном расходе его на 1 м2 обрабатываемой площади. Проведенная оценка качества полученных покрытий после их сушки показала отсутствие наплывов, равномерность сушки покрытия, что привело в дальнейшем к сокращению технологического времени, затрачиваемого на подшлифовку грунтовочного покрытия перед операцией нанесения на его основу подстилающе-декоративного покрытия, выполняемого эмалями типа ПФ-115, ПФ-133, что соответствует технологическим операциям и режимам, известным по патенту 2111126.
Таким образом, заданный по заявляемому способу режим сушки после грунтования поверхностей подносов при Тсуш.=140-190oС и времени tcуш.=0,25-0,8 ч является оптимальным независимо от площади поверхностей, при этом уменьшение температуры и времени сушки приведет к ухудшению прочности получаемого покрытия преимущественно на подносах с большой площадью обработки, а увеличение указанных режимов за заданные пределы приведет к появлению пятен выгорания на поверхностях изделий с незначительной площадью обработки.
Процесс грунтования поверхностей изделий - подносов был осуществлен и по варианту 2, в соответствии с которым в качестве грунтовочного материала была использована смесь компонентов: сажа газовая, каолин, масло растительное, керосин. При этом осуществляли многослойное грунтование поверхностей, что обеспечивает необходимую укрывистость их и достаточную адгезионную прочность к основе материала подноса.
Первый и второй слои грунтовочного покрытия выполняли с использованием смеси указанных ингредиентов при следующем соотношении их, мас.%:
Сажа газовая - 6,0 - 10,2
Каолин - 45,8 - 57,4
Масло растительное - 26,6 - 38,0
Керосин - 6,0 - 10,0
Использование указанных ингредиентов в смеси для выполнения грунтовочного покрытия соответствует требованиям: пластичности грунтовки, обеспечивающей необходимую укрывистость поверхности, проникающей способности грунтовки в основу материала подноса, что, в частности, объясняется наличием в указанной смеси сажи газовой, причем использование последней способствует улучшению последующей модификации поверхностей по декоративности, а наличие в указанной смеси такого наполнителя, как каолин, и пластификатора смеси в виде масла растительного в качестве основных компонентов полностью соответствует санитарно-гигиеническим нормам, предъявляемым к изделиям для пищевых целей.
В качестве примера реализации способа используют смесь при следующем соотношении ингредиентов, мас.%:
Пример 1
Сажа газовая - 8,1
Каолин - 51,6
Масло растительное - 32,3
Керосин - 8,0
Для осуществления сравнительных испытаний заявляемого способа и известного (прототип) по примеру 2 в качестве грунтовки используют водоразбавляемую смолу типа В-МЛ-0143.
Последний слой грунтовочного покрытия по заявляемому способу наносят смесью указанных ингредиентов при следующем соотношении, мас.%:
Сажа газовая - 4,0 - 6,0
Каолин - 31,5 - 43,6
Масло растительное - 40,4 - 51,6
Керосин - 11,0 - 12,0
При этом для реализации способа в соответствии с примером 1 последний слой грунтовочного покрытия выполняют смесью ингредиентов при следующем соотношении, мас.%:
Пример 1
Сажа газовая - 3,0
Каолин - 37,5
Масло растительное - 46,0
Керосин - 11,5
После грунтования поверхностей подносов в соответствии с примерами 1 и 2 последние сушат, при этом процесс сушки подносов с грунтовочным покрытием по примеру 1 осуществляют после каждого слоя покрытия при Тсуш.=110-150oС в течение 0,5-1,0 ч. Процесс сушки подносов с грунтовочным покрытием по примеру 2 осуществляют при Тсуш.=170-180oС в течение 30-40 мин, что соответствует режимности способа, осуществляемого по патенту 2111126.
Режим сушки изделий, заданный по заявляемому способу, при выполнении на поверхностях последних грунтовочных покрытий в соответствии с примером 1 является оптимальным. При уменьшении температурных параметров и времени выдержки изделий в процессе их сушки после нанесения соответствующих слоев грунтовочных покрытий имеет место выбраковка изделий по качеству получаемых покрытий: отдельные зоны грунтовочных покрытий при механическом взаимодействии с ними отслаиваются (отлип покрытия) от основы материала изделия, что ухудшает последующее шлифование поверхностей для выравнивания грунтовочного покрытия. При повышении температуры сушки и времени выдержки изделия получаемые грунтовочные покрытия имеют значительную хрупкость по отношению к шлифовочным материалам, что уменьшает последующую толщину полученного слоя покрытия, при этом увеличиваются трудозатраты для получения окончательного слоя грунтовочного покрытия необходимой толщины для полной укрывистости различных дефектов, имеющихся на основе материала подноса, увеличиваются также и энергозатраты по осуществлению заявляемого способа.
Технологический процесс по грунтованию поверхностей изделий и режима их сушки в соответствии с описанными вариантами 1 и 2 наиболее оптимален. Каждый конкретный вариант выбирается с учетом требований, предъявляемых к модифицируемому изделию:
для изделий - подносов, имеющих повышенные санитарно-технические требования, улучшенные качественные характеристики по художественной росписи, т.е. для изделий, относящихся к категории авторских работ, предпочтителен вариант выполнения грунтовочного покрытия с использованием в качестве грунтовки смеси компонентов по варианту 2.
Использование грунтовки по варианту 2 предполагает более качественное выполнение грунтовочного покрытия с учетом применения ручного процесса грунтования поверхностей, обеспечивающего индивидуальный подход к каждому конкретному изделию.
Технологический процесс грунтования поверхностей изделий в соответствии с вариантом 1 предполагает использование его в условиях серийного производства подносов.
После проведения грунтования поверхностей подносов в соответствии с вариантом 1 (изделия групп 1-6) и примерами 1 и 2 осуществили оценку адгезионной прочности грунтовочных покрытий к основе материала подносов путем механического отрыва полученного грунтовочного покрытия от основы металла каждого подноса. Для этих целей использованы известное оборудование, обеспечивающее силовой отрыв исследуемого объекта от основы материала, на которой он нанесен. Результаты испытаний приведены в табл. 2.
После выполнения грунтовочных покрытий соответственно по варианту 1, 2, по примерам 1 и 2 осуществляли шлифование грунтовочных покрытий с использованием пемзы молотой, шкурки наждачной водостойкой и растворителей, например скипидара или уайт-спирита.
Данная технологическая операция позволяет выровнять поверхность покрытия и подготовить последнее к нанесению на него основного подстилающе-декоративного покрытия. Подстилающе-декоративное покрытие, наносимое на грунтовочные покрытия подносов, выполняют известным способом, соответствующим известному уровню техники по патенту 2111126. Подстилающе-декоративное покрытие на исследуемых объектах выполняли многослойным с использованием пентафталевых эмалей, основу которых составляют пентафталевые лаки с пигментами преимущественно черного цвета, что характерно для уникальной жостовской росписи художественными масляными красками.
При выполнении подстилающе-декоративного покрытия используют, например, пентафталевые эмали типа ПФ-115 или ПФ-133, а на части исследуемых изделий - меламинные эмали МЛ-169. После нанесения каждого слоя эмалевого покрытия исследуемые изделия сушат при Тсуш.=105-110oС в течение tcуш.=1-2,5 ч для отверждения эмалевого покрытия. Между вторым и третьим слоем эмалевых покрытий и сушки изделий после их нанесения поверхности изделий подвергали мокрому шлифованию с последующей подсушкой при Тсуш.=30-40oС и tcуш.=10-20 мин, что придает подстилающе-декоративному покрытию выравненность, уменьшает глянцевость. Данные операции способствуют в последующем улучшению технологического процесса по выполнению многоэтапной росписи художественными красками на больших площадях подносов.
После выполнения технологической операции по выполнению подстилающе-декоративного покрытия исследуемые изделия оценивались по ранее приведенной методике на адгезионную прочность полученных покрытий по отношению к основе грунтовочных покрытий, выполненных на изделиях в предыдущей технологической операции. В соответствии с проведенными оценочными испытаниями получены результаты в табл. 3.
На полученных подстилающе-декоративных покрытиях подносов выполняют роспись с использованием художественных красок. Процесс росписи поверхностей выполняют в несколько этапов на определенном контуре композиции, что соответствует художественному оформлению росписи на больших площадях поверхностей. После каждого этапа росписи поверхностей изделия последнее подсушивают при Tcуш.=70-80oС, при этом на каждом предыдущем по отношению к последнему этапу росписи сушку изделий осуществляют в течение 12-36 ч, а после последнего этапа росписи в течение 8-11 ч. Заданный режим сушки изделий при многоэтапности выполнения росписи поверхностей наиболее оптимален, т.к. в этом случае обеспечиваются наилучшие условия высыхания масляных художественных красок без выгорания их пигментов, трещинообразования с учетом занимаемой при росписи площади поверхности изделия и количественного расхода красок на каждой конкретной операции росписи. Уменьшение или увеличение заданных режимных параметров при сушке изделий после соответствующего этапа росписи поверхностей приводит к ухудшению качества росписи, в том числе к недостаточному просыханию красок, к изменению их тональности, к появлению пятен выгорания. Указанные недостатки данной технологической операции были выявлены практически на всех исследуемых подносах групп 5 и 6, роспись на которых была осуществлена по технологии, описанной в патенте 2111126, согласно которой сушка изделий осуществлялась на всех этапах росписи при Тсуш.=70-80oС в течение 11-36 ч.
После выполнения росписи поверхности изделия многократно лакируют пентафталевыми лаками по технологии, описанной в патенте 2111126. Изделия после каждого слоя лакового покрытия сушат в режиме при Тсуш.=80-95oС в течение t= 1-3,5 ч.
Полученные изделия в результате заявляемого способа художественно-декоративной модификации их поверхностей и известного способа оценивались по эксплуатационной надежности. Оценка производилась в режиме определения водостойкости полученных художественно-декоративных покрытий по подносам групп 3-6 и примеру 1. Данный оценочный параметр наиболее оптимален по определению влияния окружающей среды на исследуемые объекты в процессе их эксплуатации. Названные группы подносов погружались в ванну, заполненную обычной водой, и выдерживались в ней в течение 5-15 суток. Вынутые из воды подносы после выдержки их в течение 2-3 ч при Т=20-22oС осматривались и оценивались по наличию на их поверхностях набухания, вспузыривания и отслаивания художественно-декоративной пленки от основы металла подносов. В результате проведенных испытаний установлено, что около 8,5% общих площадей художественно-декоративных покрытий, модификация которых была осуществлена в соответствии с технологическим процессом по патенту 2111126, имеют вспузыривание пленки относительно основы подноса, что свидетельствует о недостаточной адгезионной прочности полученного по известной технологии художественно-декоративного покрытия по отношению к основе металла и последующих слоев покрытий к предыдущим.
Недостатков, описанных выше для групп подносов 3, 4 и примера 1, художественно-декоративная модификация поверхностей которых была выполнена в соответствии с режимами заявляемого способа и используемыми материалами, практически не выявлено. Отдельные отклонения в виде незначительных зон вспузыривания выявлены в группе подносов 3 с S=0,25 м2 (0,35% общих площадей обработки).
Таким образом, полученное в результате заявляемого способа художественно-декоративной модификации покрытие поверхностей изделий имеет наилучшие показатели по эксплуатационной надежности, свидетельствующие об эффективности предлагаемых операций, режимности их осуществления при получении художественно-декоративного покрытия для поверхности металлического изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХУДОЖЕСТВЕННО-ДЕКОРАТИВНОЙ МОДИФИКАЦИИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 1996 |
|
RU2111126C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ С ЖОСТОВСКИМ ОРНАМЕНТОМ | 2010 |
|
RU2411134C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 1994 |
|
RU2049101C1 |
| СПОСОБ ДЕКОРИРОВАНИЯ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ С ИМИТАЦИЕЙ ЗОЛОЧЕНИЯ | 1998 |
|
RU2140362C1 |
| Способ изготовления художественных изделий из древесины с хохломской росписью | 1991 |
|
SU1831446A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ С ХОХЛОМСКИМ ОРНАМЕНТОМ | 2002 |
|
RU2240236C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХУДОЖЕСТВЕННО-ДЕКОРАТИВНЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ (ВАРИАНТЫ) | 1999 |
|
RU2156783C1 |
| СПОСОБ ДЕКОРАТИВНО-ХУДОЖЕСТВЕННОЙ ОТДЕЛКИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 2000 |
|
RU2173268C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ ИЗДЕЛИЯ С ХУДОЖЕСТВЕННОЙ РОСПИСЬЮ | 1995 |
|
RU2118597C1 |
| СОСТАВ ДЛЯ ГРУНТОВАНИЯ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ (ЕГО ВАРИАНТЫ) | 1998 |
|
RU2142974C1 |


Способ художественно-декоративной модификации поверхностей изделий для повышения качества изделий заключается в том, что термообработку изделий после обезжиривания их поверхностей производят при Тсуш. = 150-230oС в течение tcуш. = 7-13 ч. 4 з.п. ф-лы, 3 табл.
Сажа газовая - 6,0 - 10,2
Каолин - 45,8 - 57,4
Масло растительное - 26,6 - 38,0
Керосин - 6,0 - 10,0
а последний слой грунтования поверхностей смесью названных ингредиентов при следующем их соотношении, мас. %:
Сажа газовая - 4,0 - 6,0
Каолин - 31,5 - 43,6
Масло растительное - 40,4 - 51,5
Керосин - 11,0 - 12,0
5. Способ по п. 1, отличающийся тем, что полученное грунтовочное покрытие перед нанесением на него подстилающе-декоративного покрытия шлифуют с использованием растворителя и сушат при Тсуш = 30 - 50oС в течение 0,15 - 0,6 ч.
| СПОСОБ ХУДОЖЕСТВЕННО-ДЕКОРАТИВНОЙ МОДИФИКАЦИИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 1996 |
|
RU2111126C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРЯЖЕНИЯ ПРОГРАММИРОВАНИЯ ЯЧЕЙКИ ПАМЯТИ НА ОСНОВЕ ПНОП-СТРУКТУРЫ | 1988 |
|
RU1582834C |
| US 4640727 A, 03.02.1987 | |||
| ПОДШИПНИКОВЫЙ УЗЕЛ СКОЛЬЖЕНИЯ | 1990 |
|
RU2078259C1 |
| DE 3535398 A1, 17.04.1986. | |||

