Область техники
Настоящее изобретение относится к способу производства формованного изделия методом формования горячим изгибом, к стекломатериалу для использования в способе формования горячим изгибом и к способу определения формы его нижней поверхности, и к способу определения формы формующей поверхности шаблона для использования в методе формования горячим изгибом.
Уровень техники
Способы формирования стеклянных шаблонов для очковых линз включают применение методов механического шлифования и полирования, методов механического шлифования и методов электрической обработки, таких как обработка электрическим разрядом для производства теплостойкого основного шаблона, приведение данного основного шаблона в контакт со стеклянной заготовкой, размягченной нагреванием, для придания формы поверхности основного шаблона, применение шлифовальной программы для каждой формы поверхности, которую необходимо получить, и формование основного шаблона, имеющего соответствующую форму поверхности.
В последние годы увеличилась потребность в мультифокальных очковых линзах, изготавливаемых более тонкими и легкими за счет внедрения аксиально-симметричной, асферической конструкции линз. Метод формования горячим изгибом был предложен (смотри японскую нерассмотренную патентную публикацию (KOKAI) Heisei № 6-130333 и 4-275930) в качестве метода формования шаблонов для производства очковых линз, имеющих такие сложные формы.
Описание настоящего изобретения
В методе формования горячим изгибом стекломатериал, состоящий из термопластичного вещества, такого как стекло, помещают на шаблон, и размягчают нагреванием до температуры выше или равной его точке размягчения, вызывая его плотный контакт с шаблоном. Форма шаблона таким образом передается верхней поверхности стекломатериала, с получением сформованного изделия с желаемой формой поверхности. Таким образом, поскольку метод формования горячим изгибом является способом формования, в котором верхняя поверхность стекломатериала образуется опосредовано без приведения в контакт с шаблоном, трудно контролировать форму верхней поверхности. В частности, шаблон, имеющий асферическую форму поверхности, применяется для производства шаблонов для мультифокальных очковых линз. Однако крайне трудно передать такую сложную форму с высокой точностью верхней поверхности стекломатериала.
Кроме того, форма оптической поверхности очковых линз изменяется для различных изделий, в зависимости от степени кривизны и аналогичного. Таким образом, требуется создать форму поверхности шаблона с учетом данного изделия, чтобы получить шаблон для линз для формования желаемой оптической поверхности. Однако форма стекломатериала изменяется сложным образом при размягчении нагреванием. Таким образом, даже при использовании шаблона, имеющего формующую поверхность, которая была предназначена для придания формы, соответствующей желаемой оптической поверхности, трудно сформовать верхнюю поверхность стекломатериала с желаемой формой. По этой причине на практике при разработке стекломатериалов и шаблонов, выполняют сложные коррекции формы, соответственно стекломатериалов и шаблонов. Таким способом, разработка шаблонов и стекломатериалов для получения формованных изделий желаемой формы не легкое дело.
В таких обстоятельствах, цель настоящего изобретения заключается в создании способа формования верхней поверхности стекломатериала в желаемую форму.
Другая цель настоящего изобретения заключается в предложении способа легкого и простого определения формы поверхности шаблона и стекломатериала для производства сформованных изделий желаемой формы.
Авторы настоящего изобретения проводили широкие исследования для достижения вышеуказанных целей, приведшее к открытию, что вышеуказанные цели были достигнуты термическим размягчением стекломатериала, как верхняя поверхность, так и нижняя поверхность которого является сферической, на формующей поверхности с формами поверхности свободной формы, отличными от сфер, с формованием верхней поверхности стекломатериала с приблизительно смещенной поверхностью относительно формующей поверхности шаблона. Настоящее изобретение было разработано на такой основе.
Настоящее изобретение относится к:
способу производства формованного изделия, включающему формование верхней поверхности стекломатериала, который был помещен на формующую поверхность шаблона, чтобы получить сформованное изделие нагреванием стекломатериала до температуры, позволяющей деформацию, чтобы привести нижнюю поверхность стекломатериала в плотный контакт с формующей поверхностью, в котором
стекло, имеющее верхнюю и нижнюю поверхности, являющиеся сферическими по форме, используют в качестве стекломатериала,
шаблон, имеющий формующую поверхность, являющуюся поверхностью свободной формы, отличной от сферической поверхности, используют в качестве шаблона,
верхнюю поверхность стекломатериала формуют с приблизительно смещенной поверхностью относительно формующей поверхности шаблона.
Кроме того, настоящее изобретение относится к:
стекломатериалу для использования в способе формования, в котором верхнюю поверхность стекломатериала, который был помещен на формующую поверхность шаблона, причем формующая поверхность является поверхностью свободной формы, отличной от сферической поверхности, формуют с приблизительно смещенной поверхностью относительно формующей поверхности шаблона, чтобы получить сформованное изделие нагреванием стекломатериала до температуры, позволяющей деформацию, чтобы привести нижнюю поверхность стекломатериала в плотный контакт с формующей поверхностью,
который имеет верхнюю и нижнюю поверхность, являющиеся сферическими по форме, а также имеет по существу равную толщину в нормальном направлении.
Кроме того, настоящее изобретение относится к:
способу определения формы формующей поверхности шаблона для использования в способе формования, в котором верхняя поверхность стекломатериала, который был помещен на формующую поверхность шаблона, формуют в желаемую форму, чтобы получить сформованное изделие нагреванием стекломатериала до температуры, позволяющей деформацию, чтобы привести нижнюю поверхность стекломатериала в плотный контакт с формующей поверхностью, в котором
формующая поверхность является поверхностью свободной формы, отличной от сферической поверхности,
при допущении, что стекломатериал имеет верхнюю и нижнюю поверхности, являющиеся сферическими по форме, и имеет по существу равную толщину в нормальном направлении, форму формующей поверхности определяют на основании желаемой формы верхней поверхности и толщины в нормальном направлении стекломатериала.
Более того, настоящее изобретение относится к:
способу производства формованного изделия, включающему формование верхней поверхности стекломатериала, который был помещен на формующую поверхность шаблона, чтобы получить сформованное изделие нагреванием стекломатериала до температуры, позволяющей деформацию, чтобы привести нижнюю поверхность стекломатериала в плотный контакт с формующей поверхностью, в котором
стекломатериал, имеющий верхнюю и нижнюю поверхности, являющиеся сферическими по форме, а также имеющий по существу равную толщину в нормальном направлении, используют в качестве стекломатериала,
шаблон, имеющий формующую поверхность, являющуюся поверхностью свободной формы, отличной от сферической поверхности, и формующую поверхность которого определяли способом определения формы формующей поверхности по настоящему изобретению, используют в качестве шаблона.
Далее, настоящее изобретение относится к:
способу определения формы нижней поверхности стекломатериала для использования в способе формования, в котором верхняя поверхность стекломатериала, который был помещен на формующую поверхность шаблона, формуют в желаемую форму, чтобы получить сформованное изделие нагреванием стекломатериала до температуры, позволяющей деформацию, чтобы привести нижнюю поверхность стекломатериала в плотный контакт с формующей поверхностью, в котором
формующая поверхность является поверхностью свободной формы, отличной от сферической поверхности,
при допущении, что стекломатериал имеет верхнюю и нижнюю поверхности, являющиеся сферическими по форме, и имеет по существу равную толщину в нормальном направлении, форму формующей поверхности определяют на основании желаемой формы верхней поверхности и формы формующей поверхности, которую определили на основании толщины стекломатериала в нормальном направлении.
Более того, настоящее изобретение относится к:
способу определения формы нижней поверхности стекломатериала для использования в способе формования, в котором верхняя поверхность стекломатериала, который был помещен на формующую поверхность шаблона, формуют в желаемую форму, чтобы получить сформованное изделие нагреванием стекломатериала до температуры, позволяющей деформацию, чтобы привести нижнюю поверхность стекломатериала в плотный контакт с формующей поверхностью, в котором
сформованное изделие является литейной формой или частью литейной формы для однофокальной очковой линзы,
очковая линза является линзой с постепенным увеличением оптической силы, имеющей одну точку отсчета для измерения дальней оптической силы и одну точку отсчета для измерения ближней оптической силы,
формующая поверхность является поверхностью свободной формы, отличной от сферической поверхности,
при допущении, что стекломатериал имеет верхнюю и нижнюю поверхности, являющиеся сферическими по форме, и имеет по существу равную толщину в нормальном направлении, форму нижней поверхности определяют как поверхность, имеющую сферическую форму, средняя кривизна которой является приблизительно идентичной средней кривизне в точке отсчета для измерения дальней оптической силы линз с постепенным увеличением оптической силы.
Более того, настоящее изобретение относится к:
способу производства формованного изделия, включающему формование верхней поверхности стекломатериала, который был помещен на формующую поверхность шаблона, чтобы получить сформованное изделие нагреванием стекломатериала до температуры, позволяющей деформацию, чтобы привести нижнюю поверхность стекломатериала в плотный контакт с формующей поверхностью, в котором
шаблон, имеющий формующую поверхность, являющуюся поверхностью свободной формы, отличную от сферической поверхности, используют в качестве шаблона,
стекломатериал, имеющий верхнюю и нижнюю поверхности, являющиеся сферическими по форме, являющийся по существу равным по толщине в нормальном направлении, форму нижней поверхности которого определяли способом определения нижней поверхности по настоящему изобретению, используют в качестве стекломатериала.
Настоящее изобретение позволяет производство формованных изделий желаемой формы с высокой точностью методом формования горячим изгибом.
Настоящее изобретение также позволяет легкое и простое определение форм поверхности шаблонов и стекломатериалов, применяемых в методе формования горячим изгибом.
Лучший вариант осуществления настоящего изобретения
Настоящее изобретение будет описано ниже более подробно.
Способ производства формованного изделия по настоящему изобретению является способом производства формованного изделия, включающим формование верхней поверхности стекломатериала, который был помещен на формующую поверхность шаблона, чтобы получить сформованное изделие нагреванием стекломатериала до температуры, позволяющей деформацию, чтобы привести нижнюю поверхность стекломатериала в плотный контакт с формующей поверхностью, в котором стекло, имеющее верхнюю и нижнюю поверхности, являющиеся сферическими по форме, используют в качестве стекломатериала, шаблон, имеющий формующую поверхность, являющуюся поверхностью свободной формы, отличную от сферической поверхности, используют в качестве шаблона, и верхнюю поверхность стекломатериала формуют с приблизительно смещенной поверхностью относительно формующей поверхности шаблона.
В способе производства формованного изделия по настоящему изобретению верхнюю поверхность стекломатериала формуют с приблизительно смещенной поверхностью относительно формующей поверхности шаблона. Термин ″смещенная поверхность относительно формующей поверхности шаблона″ означает поверхность, для которой расстояние в нормальном направлении между данной поверхностью и формующей поверхностью шаблона является постоянным. Таким образом, ″смещенная″ ясно отличается от термина ″подобная″. Термин ″приблизительно смещенная поверхность″ означает, что главные элементы данной формы поверхности шаблона состоят из офсетов, и охватывают формы поверхности наряду с коррекцией и ошибками обработки, применяемыми для достижения других целей. То есть в настоящем изобретении верхняя поверхность стекломатериала после формования и формующая поверхность шаблона имеют приблизительно смещенное отношение, посредством чего пространство в нормальном направлении является приблизительно равным во всех положениях. Способ производства формованных изделий по настоящему изобретению позволяет производство формованных изделий желаемой формы с высокой точностью применением шаблона, имеющего формующую поверхность, которая является приблизительно смещенной относительно желаемой формы верхней поверхности стекломатериала. Кроме того, за счет определения формы поверхности (формы верхней поверхности стекломатериала), которая должна быть в конце сформована, является достаточным сконструировать шаблон с формующей поверхностью, которая удовлетворяет приблизительно смещенному отношению относительно данной формы поверхности, обеспечивая готовую конструкцию формующей поверхности. Кроме того, преимущество заключается в том, что сформованные изделия со сложной формой поверхности, такие как шаблоны для мультифокальных очковых линз, могут быть получены из стекломатериала, имеющего две сферические поверхности, которые легко обрабатывать и конструировать.
Стекломатериал, который имеет по существу равную толщину в нормальном направлении, может быть применен в настоящем изобретении, таким образом позволяя формование верхней поверхности стекломатериала с приблизительно смещенной поверхностью относительно формующей поверхности шаблона. Здесь фраза ″по существу равная толщина в нормальном направлении″ означает, что, по меньшей мере, в геометрическом центре стекломатериала или в оптической центральной точке, содержащей точку для измерения дальней оптической силы, степень изменения толщины, измеренная в нормальном направлении, меньше или равна 1,0 проценту, предпочтительно меньше или равна 0,8 процента.
Форма стекломатериала перед обработкой термической пластификацией будет описана ниже на основании фиг.1. Фиг.1 показывает пример (вид в разрезе) стекла, которое имеет по существу равную толщину в нормальном направлении.
На фиг.1 стекломатериал 206 имеет форму мениска с вогнутой и выпуклой поверхностями, причем внешняя форма является круглой. Формы поверхности вогнутой поверхности 202 и выпуклой поверхности 201 стекломатериала обе являются сферическими.
Термин ″нормальное направление″ двух поверхностей стекломатериала означает направление, которое перпендикулярно поверхности стекломатериала в любом положении поверхности стекломатериала. Соответственно, нормальное направление изменяется в каждом положении на поверхности. Например, направление 204 на фиг.1 означает нормальное направление в точке 208 на вогнутой поверхности стекломатериала. Точками пересечения нормального направления 204 с вогнутой и выпуклой поверхностями являются 208 и 209 соответственно. Таким образом, интервал между 208 и 209 является толщиной в нормальном направлении. Существуют другие положения на вогнутой поверхности стекла, такие как 210 и 212, нормальными направлениями которых являются 203 и 205 соответственно. В нормальном направлении 203, интервал между 210 и 211, и в нормальном направлении 205, интервал между 212 и 213, является толщиной в нормальном направлении. В стекломатериале с равной толщиной в нормальном направлении данное пространство между верхней и нижней поверхностями в нормальном направлении является постоянной величиной. То есть в стекломатериалах с равной толщиной в нормальном направлении верхняя и нижняя поверхности являются частями сферических поверхностей, имеющих один центр (207 на фиг.1).
В этой связи, фиг.2 показывает схематическую диаграмму состояния контакта между стекломатериалом и шаблоном до и после термической пластификации. Как показано на фиг.2(а), авторы настоящего изобретения провели обширное исследование по деформации формы, обусловленной термической пластификацией стекломатериала при помещении на шаблон, так что, по меньшей мере, часть краевой зоны нижней поверхности стекломатериала была в тесном контакте с формующей поверхностью, а центральная часть нижней поверхности стекломатериала была отделена от шаблона. В результате, авторы обнаружили, что как только стекломатериал был помещен, как показано на фиг.2, термическая пластификация вызывала деформацию, где верхняя (вогнутая) поверхность стекломатериала сжималась в направлении, параллельном поверхности, а нижняя (выпуклая) поверхность расширялась в направлении, параллельном поверхности. Авторы настоящего изобретения провели далее повторное исследование, приведшее к открытию, что при деформации формы, происходящей из-за термической пластификации стекломатериала, пространство в нормальном направлении между вогнутой и выпуклой поверхностями поддерживалось почти постоянным с достаточно незначительным изменением до и после деформации формы. Фиг.2 показывает пример, в котором верхняя поверхность является вогнутой, а нижняя поверхность выпуклой. Аналогично, когда верхняя поверхность является выпуклой, а нижняя поверхность является вогнутой, интервал в нормальном направлении между вогнутой и выпуклой поверхностями поддерживался почти постоянным с довольно малым изменением до и после деформации формы. Детали еще не были ясно определены; полагают, что это вызвано фактом, что деформация стекла из-за термической пластификации может быть идентичной или близкой деформации в вязкоупругом материале.
Краткая информация о вязкоупругих материалах будет дана здесь. Во-первых, эластичный материал является материалом, который расширяется пропорционально величине приложенной силы, возвращаясь к своей исходной форме, когда сила удалена. Вязкий материал представляет собой материал, имеющий свойство постепенно деформироваться при приложении силы, но сохранять форму, когда сила удалена. Вязкоупругий материал представляет собой материал, имеющий свойства как эластичного, так и вязкого материалов; а именно, он имеет свойство деформирования подобно эластичному материалу при приложении силы, но сохраняет форму, как только сила была удалена. Ради простоты, на пример листового стекла будут ссылаться ниже для дальнейшего описания деформации формы вязкоупругого материала.
Фиг.3 представляет собой чертеж, показывающий деформацию вязкоупругого материала в форме листового стекла. Когда листовое стекло деформируют термической пластификацией, считается, что оно деформируется в форму дуги окружности, подобно эластичному материалу, с одной поверхностью, расширяющейся, и противоположной поверхностью сжимающейся. Когда это происходит, существует плоскость между этими двумя поверхностями стекла, где ни растяжения, ни сжатия не происходит. Она называется нейтральной поверхностью. Это поперечное сечение называется нейтральной линией. Предполагая, что данное листовое стекло почти соответствует вязкоупругому материалу, и R обозначает радиус изгиба нейтральной линии АВ на фиг.3, длина кривой CD, которая отделена в нормальном направлении на δ (дельта) R, может быть приближенно выражена как (R + δR)θ (тета).
Кроме того, поперечное сечение вязкоупругого материала сохраняет плоскую поверхность, которая остается неискаженной после деформации, ортогональной к нейтральной поверхности и двум данным поверхностям. Соответственно, стекломатериал, подвергнутый термической пластификации, деформируется подобно эластичному материалу, и после деформации ведет себя как вязкий материал, восстанавливая свою форму. Авторы настоящего изобретения обнаружили, что толщина стекломатериала в нормальном направлении остается по существу неизменной, таким образом, и пространство между верхней и нижней поверхностью стекломатериала в нормальном направлении остается почти идентичным до и после деформации. То есть, предпочтительно, чтобы стекломатериал, применяемый в настоящем изобретении, имел по существу равную толщину в нормальном направлении, и чтобы толщина в нормальном направлении по существу не изменялась до и после деформации. Здесь, ″толщина в нормальном направлении по существу не изменяется до и после деформации″ означает, что процент изменения толщины в нормальном направлении до и после деформации в дальних точках измерения, предусмотренных JIS, была меньше или равна 1 проценту.
Использование такого стекломатериала позволяет высокую точность формирования верхней поверхности стекломатериала таким способом, чтобы получить смещение, или грубое смещение, относительно формующей поверхности шаблона.
Для того чтобы приблизительно считать стекломатериал вязкоупругим материалом, желательно, чтобы внешний диаметр стекломатериала был адекватно больше относительно толщины в нормальном направлении стекломатериала, чтобы внешний диаметр стекломатериала был адекватно большим относительно толщины стекломатериала в нормальном направлении и чтобы внешний диаметр стекломатериала был адекватно большим относительно величины искривления в направлении, перпендикулярном стеклу. А именно, для стекломатериала, применяемого в настоящем изобретении, который рассматривают как вязкоупругий материал, желательно, чтобы толщина в нормальном направлении составляла от 2 до 10 нм, предпочтительно, от 5 до 7 нм. Кроме того, внешний диаметр стекломатериала составляет желательно от 60 до 90 нм, предпочтительно, от 65 до 86 нм. ″Внешний диаметр″ стекломатериала представляет собой разницу между точкой на части кромочной зоны нижней поверхности стекломатериала и противоположной точкой на границе краевой зоны.
Настоящее изобретение также относится к способу определения формы формующей поверхности шаблона для использования в способе формования, в котором верхняя поверхность стекломатериала, который был помещен на формующую поверхность шаблона, формуют в желаемую форму нагреванием стекломатериала до температуры, позволяющей деформацию, чтобы привести нижнюю поверхность стекломатериала в плотный контакт с формующей поверхностью, в котором формующая поверхность является поверхностью свободной формы, отличной от сферической поверхности, и при допущении, что стекломатериал имеет верхнюю и нижнюю поверхности, которые являются сферическими по форме, и имеет по существу равную толщину в нормальном направлении, форму формующей поверхности определяют на основании желаемой формы верхней поверхности и толщины в нормальном направлении стекломатериала.
Как было изложено выше, толщина между верхней и нижней поверхностями стекломатериала в нормальном направлении почти сохраняется до и после деформации термической пластификацией. Соответственно, пространство в нормальном направлении между верхней поверхностью стекломатериала и формующей поверхностью шаблона после формования можно считать по существу идентичным толщине в нормальном направлении стекла перед формованием. Таким образом, форма формующей поверхности шаблона может быть определена на основании желаемой формы верхней поверхности стекломатериала и толщины стекломатериала в нормальном направлении. То есть форма поверхности формующей поверхности шаблона может быть определена определением желаемой формы верхней поверхности стекломатериала, и затем определением поверхности, из условия, чтобы расстояние в нормальном направлении от поверхности формы, которая была определена, соответствовало толщине стекломатериала в нормальном направлении.
Настоящее изобретение также относится к способу определения формы нижней поверхности стекломатериала для использования в способе формования, в котором верхняя поверхность стекломатериала, который был помещен на формующую поверхность шаблона, формуют в желаемую форму нагреванием стекломатериала до температуры, позволяющей деформацию, чтобы привести нижнюю поверхность стекломатериала в плотный контакт с формующей поверхностью, в котором формующая поверхность является поверхностью свободной формы, отличной от сферической поверхности, и при допущении, что стекломатериал имеет верхнюю и нижнюю поверхности, которые являются сферическими по форме, и имеет по существу равную толщину в нормальном направлении, форму формующей поверхности определяют на основании желаемой формы верхней поверхности и формы формующей поверхности, которая была определена на основании толщины стекломатериала в нормальном направлении.
При производстве шаблона для очковых линз с постепенным увеличением оптической силы, имеющих одну точку отсчета для измерения дальней оптической силы и одну точку отсчета для измерения ближней оптической силы по настоящему изобретению, форму нижней поверхности стекломатериала желательно определять как поверхность, имеющую сферическую форму, средняя кривизна которой является приблизительно идентичной средней кривизне в точке отсчета для измерения дальней оптической силы. Таким образом, нижняя поверхность стекломатериала и формующая поверхность шаблона могут контактировать, по меньшей мере, в трех точках, как будет отмечено далее, и сферический стекломатериал может быть стабильно помещен на формующую поверхность шаблона, которая является асферической по форме. Очковые линзы с постепенным увеличением оптической силы и точки отсчета для измерения оптической силы будут описаны детально далее. Поскольку стекломатериал с равной толщиной в нормальном направлении, и имеющий сферические верхнюю и нижнюю поверхности, применяется в настоящем изобретении, определение формы нижней поверхности стекломатериала, как указано выше, позволяет определить форму верхней поверхности стекломатериала на основании толщины в нормальном направлении.
Стекломатериал с двумя сферическими поверхностями применяется в настоящем изобретении. Таким образом, за счет определения формы формующей поверхности шаблона, как указано выше, при производстве шаблона для однофокальной очковой линзы, форма нижней поверхности стекломатериала может быть определена на основании формы формующей поверхности шаблона, которая была определена. Данный способ определения формы нижней поверхности будет описан ниже.
В настоящем изобретении нижняя поверхность стекломатериала является сферической. Таким образом, радиус кривизны может быть получен и форма нижней поверхности затем может быть определена посредством определения всего трех точек, состоящих из центра сферической поверхности и любых двух противоположных точек, расположенных на окружности. Например, как показано на фиг.2(а), когда стекломатериал помещают на шаблон так, что, по меньшей мере, часть границы края нижней поверхности находится в плотном контакте с формующей поверхностью, а центральная часть нижней поверхности стекломатериала отделена от формующей поверхности, полагают, что нижняя поверхность стекломатериала находится в контакте с формующей поверхностью в одной точке на границе края нижней поверхности стекломатериала, и в точке, противоположной данной точке (Е и Е' на фиг.2(а)). Поскольку нижняя поверхность стекломатериала является сферической, вышеуказанные положения контакта становятся точками на длине окружности круга на фиксированном расстоянии от центра на формующей поверхности шаблона. Расстояние между этими двумя точками (Е и Е' на фиг.2(а)), соответствует внешнему диаметру стекломатериала. Затем устанавливают точку (точка С на фиг.2(а)), удаленную из центрального положения формующей поверхности шаблона на расстояние Т в вертикальном направлении. Расстояние Т соответствует пространству между нижней поверхностью стекломатериала и формующей поверхностью шаблона до нагревания, и может быть определено рассмотрением размеров стекломатериала, его свойств температурной деформации и аналогичного. Например, оно может быть установлено от 0,2 до 5 мм.
Таким образом определяется сферическая форма, проходящая через Е, Е' и С, то есть форма нижней поверхности стекломатериала.
Способ определения формы нижней поверхности стекломатериала будет описан более детально.
На фиг.2(а), когда вертикальное расстояние между линией, соединяющей Е и Е' (пунктирная линия на фиг.2(а)), и центром формующей поверхности обозначается как dt (мм), расстояние между Е-Е' обозначается как D (мм), и средняя кривизна формующей поверхности обозначается как R, dt может быть получено из следующего уравнения:
[Цифра 1]
Затем на основании рассчитанного dt и расстояния Т (мм) между центром нижней поверхности стекломатериала и центром формующей поверхности, можно получить радиус кривизны r нижней поверхности из следующего уравнения:
[Цифра 2]
Форма нижней поверхности стекломатериала может быть определена таким способом.
Кроме того, определением формы нижней поверхности стекломатериала вышеуказанным способом с использованием стекломатериала, имеющего две сферические поверхности и равную толщину в нормальном направлении, форма верхней поверхности стекломатериала может быть определена из формы нижней поверхности, которая была определена, и толщины стекломатериала в нормальном направлении. То есть поверхность, для которой пространство в нормальном направлении от нижней поверхности, имеющей форму поверхности, которая была определена, соответствует толщине стекломатериала в нормальном направлении, может быть определена как верхняя поверхность стекломатериала.
В настоящем изобретении формованные изделия можно изготовить с использованием стекломатериала и шаблона, форма поверхности которого была определена, как установлено выше. Для того чтобы проводить высокоточное формование с использованием стекломатериала и шаблона, форма поверхности которого была таким образом определена, предпочтительно применяются стекломатериалы, которые имеют вышеуказанную желаемую толщину в нормальном направлении и внешний диаметр для хорошего приближения к вязкоупругому материалу. Таким образом, форма верхней поверхности стекломатериала может быть получена как приблизительно смещенная поверхность относительно формующей поверхности шаблона.
Шаблон, который может быть использован в настоящем изобретении, будет описан ниже.
Шаблон, на который помещают стекломатериал, конкретно не лимитирован, за исключением того, что он имеет формующую поверхность свободной формы, которая не является сферической поверхностью. Можно использовать известные шаблоны, применяемые в способе формования горячим изгибом.
Вышеуказанная свободная форма означает форму поверхности, которая включает поверхность, в которой кривизна в положении для дальнего измерения на оптической поверхности отличается от кривизны в других положениях. Примерами являются формы поверхности, включающие оптические поверхности, такие как аксиально симметричные асферические линзы с постепенным увеличением оптической силы, линзы с постепенным увеличением оптической силы и линзы с постепенным увеличением оптической силы, обе поверхности которых являются асферическими.
Сферическая форма означает форму, в которой кривизна является постоянной в положении для дальнего измерения и в других положениях на оптической поверхности линзы. Термин аксиально симметричный асферический означает, например, форму, в которой кривизна в положении для дальнего измерения, расположенная в геометрическом центре, отличается от кривизны в других положениях на оптической поверхности линзы. Как правило, аксиально симметричные асферические линзы имеют форму, в которой положение для дальнего измерения расположено в геометрическом центре, и кривизна возрастает или уменьшается непрерывно с расстоянием от центра линзы вдоль главного продольного направления, проходящего из центра к краевой части линзы. Например, центрально симметричная асферическая линза имеет поперечное сечение, показанное на фиг.11b. Линза с постепенным увеличением оптической силы является линзой, которую применяют в качестве линзы с постепенным увеличением оптической силы для пресбиопии. Применяясь в пресбиопических очках, линзы с постепенным увеличением оптической силы дают преимущество не быть отождествляемыми в качестве пресбиопических очков на основании внешнего вида, и преимущество обеспечения непрерывно прозрачного, непрерывного видения от дальнего видения до ближнего. Таким образом, они, как правило, широко используются. Однако без введения граничных линий в ограниченную линзами площадь, обеспечиваются многократные поля видения, включая поле видения для видения вдали, поле видения для видения вблизи и поле видения для видения промежуточных расстояний. Примеры линзы с постепенным увеличением оптической силы, которая может быть изготовлена по настоящему изобретению, включают, во-первых, одностороннюю линзу с постепенным увеличением оптической силы, имеющую прогрессивную поверхность как на первой диоптрической поверхности, которая является передней поверхностью, так и на второй диоптрической поверхности, которая является поверхностью глазного яблока, во-вторых, двухстороннюю асферическую линзу с постепенным увеличением оптической силы с эффектами прогрессивной оптической силы, распределенными между первой диоптрической поверхностью, которая является передней поверхностью, и второй диоптрической поверхностью, которая является внешней поверхностью глазного яблока, в которой первая поверхность и вторая поверхность коллективно придают дальнюю степень и степени введения на основании предписания. Линза с постепенным увеличением оптической силы имеет, например, распределение степени, такое, как показано на фиг.7-10, или поперечное сечение, показанное на фиг.11а и 11с.
Кроме того, шаблон, имеющий формующую поверхность заданной шероховатости, охотно применяется в настоящем изобретении. Формующая поверхность шаблона, обычно используемого в методе формования горячим изгибом, является зеркалом, обработанным полированием. Однако, когда формующая поверхность шаблона, приходящего в контакт со стекломатериалом, является гладкой поверхностью, такой как полированная поверхность, она часто спекается со стеклом, поверхность шаблона царапается в процессе удаления стекломатериала или аналогичного, подвергая риску срок службы. Спекание со стекломатериалом может быть предотвращено применением шаблона, имеющего формующую поверхность заданной шероховатости. Данный пункт будет описан на основании фиг.4.
Фиг.4 показывает укрупненную схему состояния контакта между шаблоном и стекломатериалом до и после термической пластификации в шаблоне, имеющем формующую поверхность заданной шероховатости. Как показано на фиг.4, даже когда формующая поверхность заданной шероховатости сплавляется с частью стекломатериала с достижением размягчения, спекания всей формующей поверхности не происходит, а оно ограничивается только выступающими частями, и не развивается сильной адгезии между стекломатериалом и формующей поверхностью шаблона. Таким образом, становится легко отделять стекломатериал от шаблона, позволяя избежать повреждения шаблона и стекломатериала (формованного изделия) после размягчения. Однако, когда формующая поверхность является слишком шероховатой, существует риск воздействия на форму верхней поверхности стекломатериала, и невозможности получить желаемую форму поверхности. Принимая во внимание вышеуказанное, в качестве примера, в качестве шаблона желательно использовать шаблон, имеющий множество неровностей с максимальной высотой Rmax, находящейся в пределах диапазона от 0,1 до 100 микрометров, и среднее расстояние S между локальными пиками, находящееся в пределах диапазона от 0,01 до 1,00 мм. Вышеуказанная Rmax относится к величине, которую измеряют в соответствии с определением шероховатости поверхности, описанным в JIS BO601-1982. Среднее пространство S между локальными пиками является величиной, которую измеряют в соответствии с определением, описанным в JIS К7125. Вышеуказанная максимальная шероховатость с высотой Rmax составляет желательно от 1 до 10 микрометров, предпочтительно, от 3 до 9 микрометров. Вышеуказанное среднее расстояние между локальными пиками S желательно составляет от 0,01 до 0,1 мм, предпочтительно, от 0,05 до 0,5 мм. Шероховатость формующей поверхности составляет желательно от 0,01 до 10 микрометров, предпочтительно от 0,1 до 1 микрометра и, более предпочтительно, от 0,3 до 0,9 микрометра, как средняя арифметическая шероховатость Ra, измеренная в соответствии с определением шероховатости поверхности, описанным в JIS BO601-1982. В пределах вышезаданных диапазонов можно предотвратить спекание, а также достичь точного формования.
Вышеуказанные высота и расстояние между неровностями могут быть измерены с использованием, например, Form Talysurf, изготовленного Taylor Hobson Corp. В Form Talysurf рубин или алмаз помещают на кончик зонда; кончик зонда перемещают вдоль поверхности линзы, и в контакт с линзой; и поверхность линзы сканируют для измерения формы поверхности. Измеряемый путь сканирования обычно просто линейный. Измеряют часть поверхности. Направление сканирования в процессе измерения является перпендикулярным к неровностям на формующей поверхности шаблона. После измерения высоты неровностей и расстояния между ними на формующей поверхности шаблона определяют анализом измеренных величин высоты неровностей и расстояния между ними.
Вышеуказанный шаблон может быть изготовлен из материалов, которые обычно применяются в известных шаблонах, используемых в способе формования горячим изгибом. Поскольку металлы имеют плохую стойкость при 800°С, которая обычно является максимальной температурой обработки размягчением, и имеют высокие коэффициенты теплового расширения, данная форма значительно деформируется за счет термического расширения, имеющего место при температурных изменениях вблизи 800°С. Когда уровень изменения большой, существует риск, что, по меньшей мере, или стекломатериал, или шаблон не будут способны выдержать разницу в сжатии в процессе охлаждения на поверхности контакта между стекломатериалом и шаблоном, и будут разрушаться. Таким образом, шаблон, применяемый в настоящем изобретении, желательно изготавливают из теплостойкого материала, имеющего хорошую стойкость и коэффициент расширения, который близок к коэффициенту расширения стекломатериала. Примерами таких теплостойких материалов являются керамика на основе оксида алюминия (Al2O3), на основе AlTiC (Al2O3-TiC), на основе оксида циркония (ZrO2), на основе нитрида кремния (Si3N4), на основе нитрида алюминия (AlN) и на основе карбида кремния (SiC), также, как и другая керамика, имеющая основные компоненты в форме SiO2, Al2O3 или MgO. Здесь, термин ″имеющая основные компоненты в форме″ означает, что данные компоненты считают равными или превышающими 50 массовых процентов структурных компонентов данного шаблона.
Во-первых, подходящим является материал шаблона, который имеет, например, твердость (твердость по Виккерсу) от 7 до 24 Hv, прочность при изгибе от 400 до 2000 МПа, модуль Юнга от 180 до 410 ГПа, теплопроводность от 3,0 до 170 Вт/мК, коэффициент линейного расширения от 4,30 до 10,8×10-6, термостойкость от 750 до 850°С, и плотность от 3,10 до 10,70 г/см3. Во-вторых, особенно подходящим является материал, имеющий твердость (твердость по Виккерсу) от 7 до 15 Hv, модуль Юнга от 190 до 210 ГПа, коэффициент линейного расширения от 6,0 до 7,0×10-6 и термостойкость от 775 до 825°С. В-третьих, особенно подходящим является материал, имеющий твердость (твердость по Виккерсу) от 9 до 15 Hv, модуль Юнга от 180 до 402 ГПа, коэффициент линейного расширения от 4,30 до 10,8×10-6 и термостойкость, равную или больше 800°С. Материал шаблона также желательно является гидрофобным.
Формующая поверхность с вышеуказанной шероховатостью поверхности может быть обычно получена только шлифовкой или резанием, без полировки. В настоящем изобретении высокоточные сферические стекломатериалы, имеющие сферическую полированную поверхность, и шаблоны со свободной формой, отличной от сферической поверхности, могут быть объединены для легкого формирования оптических поверхностей свободной формы, отличной от сферической поверхности. Когда формующая поверхность имеет вышеуказанную шероховатость поверхности, зеркально-обработанная стеклянная оптическая поверхность свободной формы может быть получена без необходимости стадии полирования формующей поверхности до формы, имеющей поверхность свободной формы. Это является весьма выгодным с точки зрения затрат и производительности.
В настоящем изобретении стекломатериал помещают на формующую поверхность шаблона перед формованием. Стекломатериал может быть помещен на шаблон так, что, по меньшей мере, часть краевой зоны нижней поверхности стекломатериала приводится в контакт с формующей поверхностью, а центральная часть нижней поверхности стекломатериала отделена от шаблона. В настоящем изобретении поскольку стекломатериал, нижняя поверхность которого является сферической по форме, помещают на формующую поверхность, имеющую свободную форму, которая не является сферической, стабильное расположение стекломатериала желательно достигается расположением стекломатериала так, чтобы, по меньшей мере, три точки на нижней поверхности краевой части находились в контакте с формующей поверхностью.
Способ производства формованного изделия по настоящему изобретению может быть применен для производства литейной формы для очковых линз с помощью полимеризации в блоке, или для производства части такой литейной формы. Обычно, очковые линзы классифицируют как однофокальные очковые линзы, мультифокальные очковые линзы или очковые линзы с постепенным увеличением оптической силы. Краткое описание очковых линз с постепенным увеличением оптической силы дано в JIS T 7315 и JIS T 7330. Очковые линзы с постепенным увеличением оптической силы будут описаны ниже.
В очковых линзах с постепенным увеличением оптической силы, области дальнего, промежуточного и ближнего поля видения распределяются на основании частоты использования. Дальнюю область, которая имеет высокую частоту использования, часто делают широкой, и разрабатывают на основании акцента длинного диапазона или короткого диапазона. Применения различаются в зависимости от различий в ширине области поля видения, относящегося к расстоянию до предмета. Можно различить три основных категории: универсальные очковые линзы с постепенным увеличением оптической силы, очковые линзы с постепенным увеличением оптической силы для промежуточного ближнего видения и очковые линзы с постепенным увеличением оптической силы для почти ближнего видения. Существуют также типы с акцентом на большей дальности и с акцентом на дальний-средний диапазон. Универсальные очковые линзы с постепенным увеличением оптической силы предназначены для использования, как в дальнем, так и ближнем диапазоне, и имеют функции, которые позволяют как дальнее, так и ближнее зрение. Однако они ограничены в широте поля зрения, которое они дают в средней и ближней областях. Обычно, чем шире область поля зрения в дальнем и ближнем диапазонах, тем больше тенденция искажения и отклонения, особенно к прогрессии, которую надо получить в промежуточном диапазоне. Очковые линзы с постепенным увеличением оптической силы для промежуточного и ближнего видения наделяются широкой промежуточной областью и ближней областью, посредством ограничения дальней области. Дальняя область занимает более высокое положение, чем универсальная область, и имеет длинную полосу прогрессии, поэтому существует незначительное искажение и отклонение, особенно в полосе прогрессии. Однако такие линзы не удобны для дальнего диапазона видения. Очковые линзы с постепенным увеличением оптической силы для почти ближнего видения в первую очередь имеют ближние диапазоны и не имеют дальних диапазонов; они, таким образом, иногда классифицируются как однофокальные линзы. Все вышеуказанные категории линз с постепенным увеличением оптической силы являются подходящими в качестве целевых линз, произведенных с использованием литейных форм в форме сформованных изделий, изготовленных или способом производства по настоящему изобретению, или с использованием шаблона по настоящему изобретению, описанных ниже.
Линзы с постепенным увеличением оптической силы можно разделить на три группы, исходя из расположения прогрессивных элементов на вогнутой и выпуклой поверхностях линзы. Первая группа состоит из линз с постепенным увеличением оптической силы с выпуклой (внешней) поверхностью, в которой прогрессивная поверхность расположена на выпуклой поверхности. Вторая группа состоит из линз с постепенным увеличением оптической силы с вогнутой (внутренней) поверхностью, в которой прогрессивная поверхность расположена на вогнутой поверхности. И третья группа состоит из двухсторонних асферических (также называемых двухсторонних комбинированных) линз с постепенным увеличением оптической силы, в которых прогрессивные элементы разделены между двумя поверхностями.
Выпуклая поверхность линз с постепенным увеличением оптической силы имеет прогрессивную поверхность на выпуклой поверхности, причем прогрессивная оптическая сила образуется на основании формы оптической поверхности выпуклой поверхности. Вогнутые линзы с постепенным увеличением оптической силы являются подобными, за исключением различия между вогнутостью и выпуклостью.
Двухсторонние асферические линзы с постепенным увеличением оптической силы наделены преимуществом как ″внешней поверхности линз с постепенным увеличением оптической силы″, так и ″внутренней поверхности линз с постепенным увеличением оптической силы″. Таким образом, они являются линзами с постепенным увеличением оптической силы, имеющими конструкцию, в которой изменения оптической силы в вертикальном направлении, относящиеся к длине полосы прогрессии, распределяются и располагаются на стороне выпуклой поверхности, а изменения оптической силы в горизонтальном направлении, относящиеся к искажению и отклонению, распределяются и располагаются на стороне вогнутой поверхности. Поверхность данной ″двухсторонней комбинированной прогрессии″ состоит из специальных асферических поверхностей, которые не являются прогрессивными поверхностями на обеих поверхностях, и отличаются структурно от традиционных линз с постепенным увеличением оптической силы, называемых ″двухсторонними линзами с постепенным увеличением оптической силы″, в которых добавленная заданная степень расщепляется между обеими поверхностями, являющимися прогрессивными поверхностями. Поскольку обе поверхности линзы могут быть использованы синтетически, отчетливые поля видения могут быть расширены для дальнего, промежуточного и ближнего диапазонов. В частности, отклонение и искажение вдоль периметра линзы улучшаются.
JIS T7315, JIS T7313 и JIS T7330 устанавливают точки отсчета для измерения оптической силы в виде точек отсчета для измерения коэффициента преломления очковых линз. Точками отсчета для измерения оптической силы являются части, которые окружены окружностями с диаметром примерно от 8,0 до 8,5 мм; например, на поверхности на передней стороне или на стороне глазного яблока очковой линзы. В однофокальных очковых линзах точка отсчета для измерения оптической силы находится в центре поверхности линзы. В линзах с постепенным увеличением оптической силы и мультифокальных очковых линзах существует множество точек отсчета для измерения оптической силы. Как будет изложено далее, линзы с постепенным увеличением оптической силы можно грубо разделить на группы универсальных линз с постепенным увеличением оптической силы, линз с постепенным увеличением оптической силы для видения на промежуточных и близких расстояниях и линз с постепенным увеличением оптической силы для видения на ближнем расстоянии. Существуют две точки отсчета для измерения оптической силы, называемые точка отсчета для измерения дальней части и точка отсчета для измерения ближней части, в универсальных линзах с постепенным увеличением оптической силы и линзах с постепенным увеличением оптической силы для видения на промежуточных и близких расстояниях. Существуют две точки отсчета для измерения ближних частей в линзах с постепенным увеличением оптической силы для видения на ближнем расстоянии.
Линзы с прогрессией обычно формуют асферической формы, которая является вертикально и право-лево ассиметричной, и включает формы большей сложности, чем сферические формы. Промежуточная область, расположенная между точкой отсчета для измерения дальней части и точкой отсчета для измерения ближней части в линзах с постепенным увеличением оптической силы называется полосой прогрессии. В пределах данной полосы оптическая сила изменяется прогрессивно. Точка отсчета для измерения ближней части находится в положении, относящемся к конвергенции глазных яблок в положении или вправо, или влево от главного меридиана, и определяется, чтобы быть расположенной или вправо, или влево от главного меридиана, на основании правого и левого разделения глазных яблок. Соответственно, в случае выпуклой поверхности линзы, выпуклая поверхность имеет асферическую форму, которая является вертикально и право-лево ассиметричной. Поскольку верхняя поверхность литейной формы для формования такой формы поверхности является также асферической по форме, форма формующей поверхности шаблона, которая является приблизительно смещенной относительно формы верхней поверхности литейной формы (желаемая форма верхней поверхности стекломатериала), является также асферической по форме и вертикально и право-лево ассиметричной. Однако стекломатериал является сферическим по форме. Когда сферический стекломатериал помещают на вертикально и право-лево ассиметричную формующую поверхность, существует время, когда он не может быть сохранен в стабильном состоянии и становится нестабильным. То же самое справедливо для двухсторонних асферических линз с постепенным увеличением оптической силы. Для устойчивого помещения сферического стекломатериала на формующей поверхности, которая является асферической по форме, желательно, чтобы стекломатериал был помещен на шаблон так, чтобы, по меньшей мере, на нижней поверхности краевой части стекломатериала две точки, которые расположены на стороне, относящейся к точке отсчета для измерения дальней оптической силы линзы с постепенным увеличением оптической силы, и одна точка, которая расположена на стороне точки отсчета для измерения ближней оптической силы, находились в контакте с формующей поверхностью. Когда стекломатериал формуют в формованное изделие (литейная форма или ее часть), поверхность, которая была верхней поверхностью стекломатериала (поверхность, противоположная поверхности, находящейся в плотном контакте с формующей поверхностью) переносится на очковую линзу. ″Положение, относящееся к точке отсчета для измерения оптической силы″ нижней поверхности стекломатериала является частью нижней поверхности стекломатериала, противоположной части верхней поверхности стекломатериала, служащей в качестве части, которая переносится к точке отсчета для измерения оптической силы очковых линз на поверхности полученной литейной формы. Как установлено выше, нижнюю поверхность стекломатериала формуют в сферическую форму, имеющую среднюю кривизну, которая приблизительно идентична средней кривизне в точке отсчета для измерения дальней оптической силы линзы с постепенным увеличением оптической силы, которая должна быть получена в конце, таким образом делая возможным устойчивое положение стекломатериала на формующей поверхности с тремя вышеуказанными точками опоры.
Фиг.12 (а) является наглядным чертежом контакта между нижней поверхностью формованного материала для производства литейной формы линз с постепенным увеличением оптической силы и формующей поверхностью шаблона. На фиг.12 (а) точки опоры А, В и С являются контактными точками нижней поверхности стекломатериала с формующей поверхностью. На фиг.12 (а) точки опоры А и В, которые лежат выше линии, соответствующей горизонтальной линии линзы (также называемому как ″горизонтальная линия сравнения″ или ″главная долгота″), проводимой через две выверенные точки отсчета, являются двумя точками, расположенными на стороне, соответствующей точкам отсчета для измерения дальней оптической силы, а точка опоры С, которая находится ниже меридиана, является точкой, расположенной на стороне, соответствующей точкам отсчета для измерения ближней оптической силы. Как показано на фиг.12 (а), две точки, расположенные на стороне, соответствуют точкам отсчета для измерения дальней оптической силы, желательно располагаются симметрично около линии, соответствующей главному меридиану, который проходит через точку отсчета для измерения дальней оптической силы линзы с постепенным увеличением оптической силы на нижней стороне стекломатериала. Кроме того, когда линза, которую нужно получить в конце, имеет форму поверхности только с одной прогрессивной поверхностью, точка опоры на стороне, соответствующей точке отсчета для измерения ближней оптической силы, желательно располагается на стороне, противоположной от точки отсчета для измерения ближней оптической силы относительно линии, соответствующей главному меридиану, как показано на фиг.12 (а). Кроме того, как показано на фиг.12 (b), когда линза, которую нужно получить в конце, имеет асферическую форму с прогрессивными элементами (такими как выпуклая поверхность HOYALUX iD, изготовленная HOYA (Co., Ltd.)), контактная точка, расположенная на стороне, соответствующей точке отсчета для измерения ближней оптической силы, желательно располагается на линии, соответствующей главному меридиану (точка опоры F на фиг.12 (b)).
″Линия, относящаяся к главному меридиану, проходящему через точку отсчета для измерения дальней оптической силы″ на нижней поверхности стекломатериала относится к части на нижней поверхности стекломатериала, противоположной части на верхней поверхности стекломатериала, становясь частью, которая переносится на часть, в которой главный меридиан очковой линзы располагается на поверхности литейной формы.
В вариантах осуществления, описанных ниже, по меньшей мере, три из вышеуказанных точек являются контактными точками (опоры); однако, может быть четыре или более контактных точек.
В однофокальной очковой линзе желательно, чтобы стекломатериал был расположен так, чтобы вся окружность краевой части нижней поверхности находилась в контакте с формующей поверхностью.
Стекломатериал конкретно не лимитирован. Подходящими являются стекла, такие как стекла на основе крона, на основе флинта, на основе бария, на основе фосфата, фторсодержащее и на основе фторфосфата. В первом примере, подходящим стеклом является стекло, включающее SiO2, B2O3 и Al2O3 в качестве структурных компонентов и имеющее состав стекломатериала, данный в молярных процентах, от 45 до 85 процентов SiO2, от 4 до 32 процентов Al2O3, от 8 до 30 процентов Na2O + Li2O (с содержанием Li2O меньше или равным 70 процентам от Na2O + Li2O), общим количеством ZnO и/или F2 от 2 до 13 процентов (где F2<8 процентов), Li2O + Na2O/Al2O3 от 2/3 до 4/1, и SiO2 + Al2O3 + Na2O + Li2O + ZnO + F2 > 90 процентов.
Во втором примере подходящим стеклом является стекло, имеющее состав стекломатериала, данный в молярных процентах, от 50 до 76 процентов SiO2, от 4,8 до 14,9 процентов Al2O3, от 13,8 до 27,3 процентов Na2O + Li2O (с содержанием Li2O меньше или равным 70 процентам от Na2O + Li2O), общим количеством ZnO и/или F2 от 3 до 11 процентов (где F2<8 процентов), Li2O + Na2O/Al2O3 от 2/3 до 4/1, и SiO2 + Al2O3 + Na2O + Li2O + ZnO + F2 > 90 процентов.
В третьем примере состав стекла представляет собой: SiO2 (47,8 процентов), Al2O3 (14,0 процентов), Na2O (12,1 процентов), В2О3 (процент), ZnO (6,0 процентов), F2 (2 процента), MgO (2 процента), Li2O (16,1 процентов), As2O3 (0,3 процента).
В четвертом примере далее подходящий состав стекла представляет собой: SiO2 (63,6 процентов), Al2O3 (12,8 процентов), Na2O (10,5 процентов), В2О3 (1,5 процента), ZnO (6,3 процента), Li2O (4,8 процента), As2O3 (0,3 процента), Sb2O3 (0,2 процента). Другие оксиды металлов, такие как MgO, PbO, CdO, B2O3, TiO2 и ZrO2; окрашенные оксиды металлов; и аналогичное могут добавляться для стабилизации стекла, облегчения плавления и придания цвета, при условии, что они не превышают 10 процентов.
В качестве дальнейших характерных свойств стекломатериала, например, подходящие термические свойства представляют собой: температура деформации от 460 до 483°С, верхняя граница отжига от 490 до 621°С, точка размягчения от 610 до 770°С, температура стеклования (Tg) от 510 до 665°С, точка текучести (Ts) от 535 до 575°С, удельная масса от 2,47 до 3,65 (г/см3), коэффициент преломления, Nd от 1,52300 до 1,8061, скорость термодиффузии от 0,3 до 0,4 см2·мин, коэффициент Пуассона от 0,17 до 0,26, константа фотоупругости 2,82×10-12, модуль Юнга от 6,420 до 9,000 кгс/мм2 и коэффициент линейного расширения от 8 до 10×10-6/°С. Температура деформации 460°С, верхняя граница отжига 490°С, точка размягчения 650°С, температура стеклования (Tg) 485°С, предел текучести (Ts) 535°С, удельная масса 2,47 (г/см3), коэффициент преломления, Nd 1,52300, скорость термодиффузии 0,3576 см2·мин, коэффициент Пуассона 0,214, константа фотоупругости 2,82×10-12, модуль Юнга от 8,340 кгс/мм2 и коэффициент линейного расширения от 8,5 до 10×10-6/°С являются особенно предпочтительными. Формы верхней поверхности и нижней поверхности вышеуказанных стекломатериалов конструируют способом, указанным выше. Обработкой стекла в определенную форму поверхности может быть получен стекломатериал для формования. Стекломатериал может быть обработан известными методами. Форма стекломатериала конкретно не лимитирована, при условии, что верхняя и нижняя поверхности являются сферическими; она может быть сферической, эллиптической, иметь осесимметричную форму (торообразные линзы, асферические осесимметричные линзы с постепенным увеличением оптической силы), иметь форму свободной поверхности (линзы с постепенным увеличением оптической силы, асферические двухсторонние линзы с постепенным увеличением оптической силы) или аналогичной. Предпочтительной является форма мениска, имеющая две полированные сферические поверхности. Поверхности стекломатериала являются желательно зеркальными поверхностями. Шероховатость поверхностей является желательно шероховатостью с максимальной высотой Rmax, меньше или равной 0,04 микрометра, и средней арифметической шероховатостью Ra меньше или равной 0,005 микрометра. Нижний предел шероховатости стекломатериала является, например, максимальной шероховатостью Rmax, равной 0,01 микрометра и средней арифметической шероховатостью Ra, равной 0,01 микрометра.
После помещения стекломатериала на формующую поверхность шаблона, стекломатериал нагревают до температуры, позволяющей деформацию на шаблоне. ″Температура, позволяющая деформацию″ желательно является температурой, которая выше или равна температуре стеклования (Tg). Нагревание можно проводить известным методом, таким как помещение шаблона в электрическую печь. Контролированием температуры атмосферы в электрической печи до заданной температуры для стекломатериала, стекломатериал может быть нагрет до желаемой температуры. Подробности контроля температуры будут описаны далее ниже.
Как показано на фиг.2 (а), перед нагреванием, существует частичный зазор между нижней поверхностью стекломатериала и формующей поверхностью; не существует полного, тесного контакта. При нагревании стекломатериала, находящегося в данном состоянии, текучесть стекломатериала возрастает, поскольку он размягчается. Как показано на фиг.2 (b), нижняя поверхность стекломатериала плотно контактирует с формующей поверхностью. Термин ″плотно контактирует″ в настоящем описании не означает состояния, в котором стекломатериал проникает в неровности на формующей поверхности.
В настоящем изобретении, как показано на фиг.2, предпочтительно, чтобы покрывающий элемент располагался поверх шаблона, на который был помещен стекломатериал, и открытая часть на стороне формующей поверхности шаблона, на которую стекломатериал был помещен, желательно являлась покрытой. В настоящем изобретении термин ″покрытая″ означает отделение внутреннего пространства от внешнего до степени, при которой инородное вещество, такое как пыль и отходы, не попадает; прохождение воздуха допустимо.
Поверхность стекломатериала, который подвергают термической пластификации, является весьма реакционной. Поскольку стадия формования является обычно достаточно длительной, любое инородное вещество, такое как пыль в воздухе и отходы в электрической печи, которые прилипают к верхней поверхности стекломатериала в течение данного периода, прилипают очень прочно, подвергая риску точность формования. Таким образом, существует риск невозможности образовать оптическую поверхность. В противоположность этому, когда стекломатериал подвергают термической пластификации с открытой частью на стороне формующей поверхности стекломатериала, покрытого покрывающим элементом, включение вышеуказанного инородного вещества предотвращается. Кроме того, использование покрывающего элемента, как описано выше, дает дополнительное преимущество, состоящее в том, что не требуется установка масштабного устройства для очистки помещения, где установлена электрическая печь.
Покрывающий элемент может быть любой формы, которая будет покрывать открытую часть на стороне формующей поверхности шаблона, на которую стекломатериал был помещен. Пример такого покрывающего элемента будет описан на основании фиг.2. Однако настоящее изобретение не ограничивается вариантом осуществления, показанным на фиг.2. Ниже покрывающий элемент описан в форме крышки. Однако покрывающий элемент по настоящему изобретению не ограничивается элементом, являющимся крышкой.
В варианте осуществления, показанном на фиг.2, кольцевой опорный элемент расположен между элементом, представляющим собой крышку, и шаблоном, и краевая поверхность ступенчатой части окружности опорного элемента устанавливается в краевую поверхность отверстия крышки. Когда такой опорный элемент не применяется, достаточно обеспечить ступенчатый элемент для поддержки покрывающего элемента на окружности шаблона и соответствие краевой поверхности ступенчатого элемента отверстию покрывающего элемента.
Элемент, представляющий собой крышку, показанный на фиг.2, образует часть цилиндрической формы. Только нижняя поверхность цилиндрической формы является открытой, внутри находится пространство. Размеры покрывающего элемента конкретно не лимитированы, но с точки зрения ударопрочности и эффективности переноса тепла желательными являются толщина примерно от 1 до 5 мм, внутренняя высота от 5 до 100 мм, предпочтительно от 30 до 60 мм.
Ступенчатая установочная часть образуется внутри показанного на фиг.2 элемента, представляющего собой крышку. Толщина боковой поверхности от ступенчатой установочной части до отверстия тоньше, чем толщина боковой поверхности от верхней поверхности до ступенчатой установочной части. Делая краевую поверхность отверстия покрывающего элемента тонкой, таким способом уменьшается контактная поверхность между покрывающим элементом и опорным элементом (шаблоном, когда опорный элемент не используется) и увеличивается давление на единицу площади, которое оказывается на краевую поверхность отверстия массой самого покрывающего элемента, увеличивая воздухонепроницаемость внутри покрывающего элемента. Когда применяют опорный элемент, как показано на фиг.2, и площадь краевой поверхности отверстия части крышки делают маленькой, становится возможным уменьшить площадь контакта между опорным элементом и покрывающим элементом, таким образом, уменьшая весь размер опорного элемента. Уменьшение размера опорного элемента уменьшает величину термического расширения опорного элемента, таким образом, усиливая воздухонепроницаемость покрывающего элемента.
Краевая поверхность отверстия покрывающего элемента, устанавливающаяся в шаблон или опорный элемент, желательно является гладкой поверхностью для того, чтобы усиливать плотность. Кроме того, для достижения равномерного распределения тепла по всему стекломатериалу, внутреннюю верхнюю поверхность, расположенную лицом к отверстию покрывающего элемента, желательно подгонять по форме к верхней поверхности стекломатериала, и предпочтительно приблизительно подобно по форме к форме верхней поверхности стекломатериала. Внутренняя верхняя поверхность элемента крышки, расположенная лицом к отверстию, желательно является приблизительно плоской поверхностью. Когда форма внутренней верхней поверхности покрывающего элемента соответствует по форме верхней поверхности стекломатериала, становится возможным равномерно облучать стекломатериал, помещенный на формующую поверхность, теплом излучения от покрывающего элемента, усиливая равномерность распределения тепла в стекломатериале. Однако форма верхней поверхности стекломатериала варьируется от изделия к изделию. Соответственно, чтобы гарантировать равномерность распределения тепла в стекломатериале даже при формовании множества стекломатериалов с различными формами верхней поверхности, желательно, чтобы внутренняя верхняя поверхность покрывающего элемента была приблизительно плоской поверхностью. Кроме того, как показано на фиг.1, желательным является выполнение краевой части внутренней верхней поверхности покрывающего элемента в форме с закругленными углами. Когда присутствуют углы, распределение тепла имеет тенденцию становится частично неоднородным. Обеспечением закругленной формы, как показано на фиг.1, распределение тепла в пределах покрывающего элемента может быть сделано однородным. Например, применение закругленной формы, такой как установлено выше, эффективно усиливает срок службы, когда покрывающий элемент изготовлен из керамики, поскольку керамика имеет тенденцию раскалываться, когда присутствуют углы.
Покрывающий элемент входит в шаблон или опорный элемент, расположенный на шаблоне, таким образом, отделяя внутреннюю часть покрывающего элемента от внешней атмосферы. Отделение внутренней части покрывающего элемента от внешней атмосферы таким способом позволяет предотвратить рассеяние и загрязнения инородным веществом, таким как пыль и отходы, а также создать буферный эффект, который ослабляет неравномерность распределения температуры и непредвиденные изменения температуры в атмосфере, воздействию которой подвергается стекломатериал. В традиционном методе формования горячим изгибом стекломатериал помещают на шаблон и вводят в печь вместе с шаблоном. Однако, поскольку распределение тепла внутри печи неравномерное, трудно равномерно нагревать сложные стекломатериалы внутри печи. Кроме того, поскольку изменения температуры в печи напрямую воздействуют на стекломатериал, существует риск деформации и тому подобного, за счет непредвиденных изменений температуры.
В противоположность, покрывающий элемент временно удерживает внешнее тепло, и покрывающий элемент сам по себе достигает равномерного температурного распределения. Аккумулированное тепло затем излучается во внутреннюю часть от покрывающего элемента. Как было установлено выше, форма внутренней верхней поверхности покрывающего элемента может быть отрегулирована для эффективного контроля, так чтобы тепло, которое излучается от различных частей покрывающего элемента в качестве источника тепла, излучалось однородно на стекломатериал, позволяя равномерное нагревание стекломатериала. Кроме того, резкие изменения температуры внутри печи ослабляются покрывающим элементом, предотвращая деформацию и тому подобное, вызываемую такими резкими изменениями температуры. Чтобы хорошо провести термическую пластификацию стекломатериала, теплопроводность покрывающего элемента должна составлять желательно от 3 до 170 Вт/мК, предпочтительно от 90 до 120 Вт/мК.
Покрывающий элемент желательно состоит из керамического материала с хорошей термостойкостью. Примерами таких керамических материалов являются керамика на основе оксида алюминия (Al2O3), на основе AlTiC (Al2O3-TiC), на основе оксида циркония (ZrO2), на основе нитрида кремния (Si3N4), на основе нитрида алюминия (AlN) и на основе карбида кремния (SiC), а также другая керамика, имеющая основные компоненты в форме SiO2, Al2O3 или MgO. Здесь термин ″имеющая основные компоненты в форме″ означает, что данные компоненты считают равными или превышающими 50 массовых процентов структурных компонентов покрывающего элемента.
Керамика, включающая SiO2, Al2O3 и/или MgO в количестве, большем или равном 99 процентов, причем остаток составляет К2О или аналогичное, является подходящим теплостойким материалом для использования в покрывающем элементе.
Во-первых, материал, имеющий твердость (твердость по Виккерсу) от 7 до 24 Hv, прочность при изгибе от 400 до 2000 МПа, модуль Юнга от 180 до 410 ГПа, коэффициент линейного расширения от 4,30 до 10,8×10-6, термостойкость от 750 до 850°С, и плотность от 3,10 до 10,70 г/см3, является примером подходящего материала для покрывающего элемента. Во-вторых, материал, имеющий твердость (твердость по Виккерсу) от 7 до 15 Hv, модуль Юнга от 190 до 210 ГПа, коэффициент линейного расширения от 6,0 до 7,0×10-6 и термостойкость от 775 до 825°С, является особенно пригодным. В-третьих, материал, имеющий твердость (твердость по Виккерсу) от 9 до 15 Hv, модуль Юнга от 180 до 402 ГПа, коэффициент линейного расширения от 4,30 до 10,8×10-6 и термостойкость, равную или больше 800°С, является особенно пригодным. Материал покрывающего элемента также является желательно гидрофобным.
Способ производства покрывающего элемента конкретно не лимитирован. Например, когда покрывающий элемент изготавливают из керамики, он может быть получен порошковой металлургией. А именно, керамический порошок закладывают в металлический шаблон, служащий в качестве литейной формы для покрывающего элемента, и проводят формование прессованием. Затем сформованную керамику нагревают в течение заданного периода (например, примерно 10 часов) до повышенной температуры, большей или равной 1000°С (например, от 1550 до 1750°С), чтобы получить покрывающий элемент в форме спеченного керамического элемента. Потом краевую поверхность отверстия покрывающего элемента желательно обрабатывают для гладкости. Данная обработка для гладкости конкретно не лимитирована, и может быть проведена обычными методами закругления кромок. Например, алмаз тарельчатой формы с плоской поверхностью может быть закреплен на нижнем валу обрабатывающего устройства и вращаться со скоростью примерно от 200 до 300 оборотов в минуту, чтобы шлифовать боковую поверхность области открытой части покрывающего элемента и получать гладкую поверхность. При обработке для гладкости желательно подавать воду (примерно от 1 до 2 л/мин, например) к обрабатываемой поверхности для охлаждения.
В случае керамического покрывающего элемента, желательно обрабатывать верхнюю внутреннюю поверхность покрывающего элемента, чтобы предотвратить рассеивание частиц. Это необходимо для предотвращения отпадание микрочастиц керамики в процессе формования и загрязнения верхней поверхности стекломатериала. Способ нанесения глазури и ее спекания может быть применен в качестве обработки для предотвращения рассеивания частиц. В вышеописанных стадиях изготовления покрывающего элемента, глазурь можно наносить на верхнюю внутреннюю поверхность покрывающего элемента после формования прессованием, но перед спеканием, чтобы спекание плотно прикрепило глазурь к верхней внутренней поверхности покрывающего элемента. Достаточно проводить обработку для предотвращения рассеивания частиц, по меньшей мере, на верхней внутренней поверхности покрывающего элемента, расположенной лицевой стороной к верхней поверхности стекломатериала. При проведении формования при всасывании воздуха через отверстия, образованные в шаблоне, как будет изложено далее, желательно обрабатывать верхнюю внутреннюю поверхность покрывающего элемента для предотвращения рассеивания частиц, в то же время оставляя боковые поверхности необработанными, чтобы позволить прохождение воздуха.
Глазурь представляет собой вязкое вещество, содержащее стеклянные частицы, которое обычно применяют для придания блеска поверхности керамических изделий. Обычно глазури состоят из SiO2, Al2O3, CaO, MgO, K2O, Na2O, Fe2O3, Li2O и аналогичного. После нанесения глазури на верхнюю внутреннюю поверхность покрывающего элемента, ее спекают при температуре, превышающей ее точку плавления, чтобы получить слой покрытия на внутренней поверхности покрывающего элемента плавлением стеклянных частиц. Данный слой покрытия может предотвратить рассеивание керамических частиц по верхней поверхности стекломатериала. Можно применять глазурь, имеющую точку плавления выше, чем температура термической пластификации стекломатериала, такую как глазурь, имеющую точку плавления от 1150 до 1300°С. Слой покрытия, образованный глазурью, имеющей точку плавления выше, чем температура термической пластификации стекломатериала, является желательным, поскольку он будет оставаться нерасплавленным в процессе формования, предотвращая рассеивание частиц.
Как показано на фиг.2, опорный элемент может быть помещен на краевую часть шаблона. Опорный элемент эффективно позиционирует стекломатериал. Опора, предоставляемая опорным элементом, будет описана ниже.
Когда стекломатериал поддерживается опорным элементом, стекломатериал желательно располагать так, чтобы, по меньшей мере, часть нижней поверхности краевой части стекломатериала находилась в плотном контакте с формующей поверхностью, центр нижней поверхности стекломатериала был отделен от формующей поверхности, и обеспечивалась поддержка опорным элементом, причем нижняя часть боковой поверхности стекломатериала была отделена от опорного элемента, и, по меньшей мере, часть верхней краевой части боковой поверхности стекломатериала поддерживалась опорным элементом. Посредством расположения стекломатериала и обеспечением поддержки с помощью опорного элемента таким способом, может быть обеспечена поддержка без сплавления вместе стекломатериала и опорного элемента, причем стекломатериал располагается и поддерживается на шаблоне опорным элементом. Это будет описано ниже на основании фиг.1 и 13. Однако настоящее изобретение не ограничивается следующим вариантом осуществления.
В форме, показанной на фиг.2, стекломатериал в форме мениска с выпуклой нижней поверхностью и вогнутой верхней поверхностью располагают на формующей поверхности выпуклого шаблона. Фиг.13 представляет собой увеличенную схему состояния контакта между опорным элементом и боковой поверхностью стекломатериала до и после размягчения.
Сначала, в начале формования, стекломатериал располагают на формующей поверхности шаблона в состоянии, поддерживаемом опорным элементом. Как показано на фиг.13(а), желательно обеспечить поддержку, предоставляемую опорным элементом, причем нижняя часть боковой поверхности стекломатериала отделяется от опорного элемента, и, по меньшей мере, часть верхней краевой части боковой поверхности стекломатериала поддерживается опорным элементом. В данном случае, например, верхняя краевая часть боковой поверхности стекломатериала относится к части выше 4/5, предпочтительно выше 1/2, боковой поверхности стекломатериала, а нижняя часть боковой поверхности стекломатериала относится к части, расположенной ниже, чем часть, которая поддерживается опорным элементом способом, изложенным выше.
Кроме того, в начале формования, как показано на фиг.2(а), стекломатериал располагают на формующей поверхности шаблона так, чтобы краевая часть нижней поверхности стекломатериала находилась в плотном контакте с формующей поверхностью, а центральная часть нижней поверхности стекломатериала отделялась от формующей поверхности. Здесь центральная часть нижней поверхности стекломатериала относится к положению от центра формующей поверхности до примерно 1/2 радиуса, предпочтительно к положению от центра формующей поверхности до радиуса в 50 мм. Краевая часть нижней поверхности стекломатериала, которая находится в тесном контакте с формующей поверхностью, является частью, которая расположена вдали от центральной части нижней поверхности стекломатериала. В начале формования только краевая часть нижней поверхности стекломатериала находится в контакте с формующей поверхностью шаблона. Нижняя поверхность расположенного стекломатериала и формующая поверхность отделены по всей области внутри краевой части двигаясь по направлению к геометрическому центру стекломатериала.
Когда стекломатериал подвергают термической пластификации только с краевой частью нижней поверхности в непосредственном контакте с формующей поверхностью шаблона таким способом, центральная часть размягчаемого стекломатериала деформируется вертикально под своим собственным весом, по мере того как его нагревают. Как показано на фиг.2(b), центральная часть нижней поверхности приходит в контакт с формующей поверхностью. Данное изменение формы нижней поверхности является причиной того, что верхняя поверхность стекломатериала подвергается незначительному сжатию и изменяет форму. В настоящем изобретении поскольку стекломатериал поддерживается опорным элементом только в верхней краевой части боковой поверхности, данное сжатие верхней поверхности стекломатериала устраняет контакт между стекломатериалом и опорным элементом. Как показано на фиг.13(b), опорный элемент затем отделяется от стекломатериала. Кроме того, поскольку краевая часть стекломатериала находилась в состоянии контакта с формующей поверхностью с начала формования, препятствуя расширению из-за термического расширения, состояние отсутствия контакта может сохраняться между нижней частью боковой поверхности стекломатериала и опорным элементом. Таким способом, по меньшей мере, когда вся нижняя поверхность стекломатериала находится в плотном контакте с формующей поверхностью шаблона, стекломатериал может быть отделен от опорного элемента. Таким образом, становится возможным высокоточное формование путем расположения стекломатериала на шаблоне без сплавления стекломатериала с опорным элементом для предотвращения сдвига в процессе термической пластификации. Кроме того, поскольку нижняя часть боковой поверхности стекломатериала не приходит в контакт с опорным элементом в процессе формования, может быть предотвращено возникновение деформации и аналогичного путем давления, обусловленного различиями в температурном расширении.
Посредством обеспечения опоры вышеуказанным способом, поскольку контакт между стекломатериалом и опорным элементом устраняется, по мере того, как стекломатериал изменяет форму (смещение центральной части нижней поверхности стекломатериала в направлении контакта с формующей поверхностью, и сопровождающее сжатие верхней поверхности стекломатериала) из-за термической пластификации, нет необходимости удалять опорный элемент для предотвращения сплавления. Таким образом, формование может быть проведено без удаления опорного элемента от шаблона, и не вызывая сплавление стекломатериала и опорного элемента. В вышеуказанном варианте осуществления желательно поддерживать опорный элемент в безопасном состоянии на шаблоне, по меньшей мере, до тех пор, пока верхняя краевая часть боковой поверхности стекломатериала не отделится от опорного элемента, и, далее, до завершения формования верхней поверхности стекломатериала. Это дает возможность точного расположения и улучшает точность формования.
Опорный элемент и поддержка, обеспеченная опорным элементом, будут подробно описаны ниже.
Как указано выше, опорный элемент, применяемый в настоящем изобретении, желательно имеет форму, позволяющую поддержку, по меньшей мере, части верхней краевой части боковой поверхности стекломатериала, вместе с тем поддерживая состояние отсутствия контакта с нижней частью боковой поверхности стекломатериала. Примером такого опорного элемента является кольцевой элемент, который является круглым по форме вдоль краевой поверхности окружности стекломатериала, с пространством в части, поверх которой расположен стекломатериал, как показано видом в разрезе, предоставленным на фиг.14. Вид сверху кольцевого элемента, показанного на фиг.1, показан на фиг.14(а), и поперечное сечение вдоль линии разреза I-I на фиг.14(а) показано на фиг.14(b).
Вышеуказанному опорному элементу достаточно поддерживать, по меньшей мере, часть верхней краевой части боковой поверхности стекломатериала. Однако, чтобы стабильно поддерживать стекломатериал, желательно, чтобы стекломатериал поддерживался посредством контакта, по меньшей мере, с тремя точками на верхней краевой части боковой поверхности стекломатериала, и предпочтительно, чтобы стекломатериал поддерживался посредством контакта со всей окружностью верхней краевой части боковой поверхности стекломатериала. Например, кольцевой элемент, показанный на фиг.2, как показано на фиг.13, имеет выступающую часть 1101 и краевую поверхность 1102 на внутренней окружности. Выступающая часть 1101 может контактировать с верхней краевой частью боковой поверхности стекломатериала для поддержки стекломатериала. Краевая поверхность 1102 обращена к боковой поверхности стеклянного элемента, но не контактирует с ней. Выступающую часть необязательно располагать вокруг всей внутренней окружности опорного элемента, ее можно обеспечить частично. Например, три или более выступающие части могут быть размещены на внутренней окружности опорного элемента, предпочтительно на равных углах. Однако, желательно, чтобы выступающая часть была в форме кольца, располагающегося полностью вокруг внутренней окружности опорного элемента, чтобы обеспечивать надежное расположение и поддержку.
Форму выступающей части 1101 можно определить из рассмотрения формы и размеров располагаемого и поддерживаемого стекломатериала. Например, когда выступающую часть 1101 делают полностью окружающей внутреннюю окружность опорного элемента, и применяется стекломатериал с внешним диаметром от 60 до 90 мм, внутренний диаметр выступающей части 1101 может быть задан в пределах поля допуска от -0 до +0,05 мм внешней формы стекломатериала, исходя из внешнего диаметра стекломатериала. Ширина (d на фиг.13) контактной части выступающей части 1101 с верхней краевой частью боковой поверхности стекломатериала желательно является достаточной, чтобы поддерживать стекломатериал и отделить после размягчения. Например, когда ширина (D на фиг.13) боковой поверхности стекломатериала составляет от 3 до 20 мм, это составляет желательно примерно от 10 до 20 процентов от D. Верхнюю краевую часть выступающей части 1101 желательно располагать так, чтобы контактировать с верхней кромкой краевой части стекломатериала.
Как показано на фиг.2 и 13, опорный элемент может быть установлен и подогнан к верхней части края шаблона. Форму краевой поверхности 1105, установленной в шаблон, задают так, чтобы она соответствовала форме шаблона. Например, при использовании стекломатериала с вышеуказанным внешним диаметром, может быть задан допуск от +0,1 до 0,2 мм, исходя из внешнего диаметра шаблона. Кроме того, ступенчатая опорная часть может быть обеспечена на боковой поверхности шаблона и подогнана к нижней поверхности окружности опорного элемента для более стабильной поддержки опорного элемента.
При использовании покрывающего элемента, такого как указано выше, как показано на фиг.13, например, краевая поверхность 1103 в ступенчатой части окружности стекломатериала и отверстие пылезащитной крышки совместно подогнаны к расположению пылезащитной крышки. Ширина краевой поверхности 1103 может иметь достаточную площадь относительно отверстия пылезащитной крышки; например, можно использовать примерно от 6 до 8 мм. Поверхность краевой поверхности 1103 может быть зеркально обработанной для улучшения герметичности подгонки в пылезащитную крышку.
Вышеуказанный опорный элемент поддерживает, по меньшей мере, верхнюю краевую часть боковой поверхности стекломатериала, расположенную на выступающем элементе 1101, предоставленном на части внутренней окружности, предпочтительно поддерживает всю окружность верхней краевой части боковой поверхности стекломатериала, и располагает стекломатериал в желательном положении на формующей поверхности шаблона. Например, такое желательное положение может быть положением, в котором геометрический центр формующей поверхности шаблона соответствует оптическому центру или геометрическому центру стекломатериала.
Вышеуказанный опорный элемент желательно изготавливают из термостойкого материала. Термостойкая нержавеющая сталь является желательной в качестве термостойкого материала; подходящим, например, является материал на основе аустенита. Материалы из нержавеющей стали на основе аустенита имеют композиции, содержащие C, Si, Mn, P, S, Ni, Cr и Mo. Пропорция (массовые проценты) содержащихся компонентов, например, меньше или равна 0,08 процентам С, меньше или равна 1,50 процентам Si, меньше или равна 2,00 процентам Mn, меньше или равна 0,045 процентам P, меньше или равна 0,030 процентам S, от 19,00 до 22,00 процентов Ni, от 24,00 до 26,00 процентов Cr. Конкретно, можно применять SUS310S с высоким содержанием хрома, на основе высокого содержания никеля.
Обработку формы опорного элемента можно проводить многоцелевым станком или фрезерным станком с ЧПУ. Желательно образовать оксидную пленку на поверхности опорного элемента для увеличения срока службы. Обработка поверхности, используемая для образования пленки, может представлять собой электрополирование, электростатическое покрытие или аналогичное.
В настоящем изобретении желательно используется шаблон, имеющий сквозные отверстия, идущие от формующей поверхности к противоположной поверхности от формующей поверхности, и желательно применяют всасывание через сквозные отверстия в процессе формования. Обеспечивая сквозные отверстия в формующей поверхности, и применяя всасывание таким способом, время, требуемое для деформации стекломатериала, может быть сокращено, и может быть улучшена производительность. Как показано на увеличенных схематических чертежах фиг.4, при использовании шаблона, имеющего неровности, остается пространство между формующей поверхностью и стекломатериалом, как показано на фиг.4(b), даже после термической пластификации для приведения формующей поверхности в плотный контакт с нижней поверхностью стекломатериала. Образование данного пространства имеет эффект предотвращения сплавления, как отмечено выше. С другой стороны, в данном пространстве остается воздух, и образуются воздушные карманы. Когда данные воздушные карманы остаются между формующей поверхностью и стекломатериалом, воздух иногда захватывается без выпускания. Однако данные воздушные карманы создают пространство между формующей поверхностью и стекломатериалом, создавая риск затруднения контроля формы стекломатериала формующей поверхностью, когда стекломатериал приходит в контакт с формующей поверхностью. Соответственно, при использовании шаблона, имеющего формующую поверхность с заданной шероховатостью, как указано выше, желательно, чтобы были обеспечены сквозные отверстия в формующей поверхности, и проводилось отсасывание для удаления воздушных карманов.
При проведении отсасывания при использовании покрывающего элемента, как указано выше, импульс всасывающего насоса иногда становится неравномерным, когда уплотнение, созданное покрывающим элементом, избыточно плотное. Кроме того, когда отсасывание проводят до предела силы отсасывания всасывающего насоса, всасывание через сквозные отверстия иногда прекращается. Таким образом, при обеспечении сквозных отверстий в формующей поверхности, и проведении отсасывания, желательно использовать покрывающий элемент с заданной степенью воздухопроницаемости, чтобы контролировать скорость потока в процессе отсасывания, и даже вне импульса всасывающего насоса. Когда применяется покрывающий элемент, имеющий заданную степень воздухопроницаемости, образование некоторой степени отрицательного давления внутри покрывающего элемента вызывает приток воздуха снаружи, делая возможным предотвращение остановки всасывания вследствие предельно отрицательного давления внутри покрывающего элемента. Воздух, который втекает во внутреннюю часть покрывающего элемента снаружи, фильтруется покрывающим элементом, препятствуя загрязнению инородным веществом, таким как пыль и отходы, и предупреждая проблему чистоты.
Чтобы гарантировать предписанную воздухопроницаемость, таким образом, желательно, чтобы покрывающий элемент состоял из пористого материала. Пористость желательно составляет, например, от 5 до 80 процентов, предпочтительно от 30 до 40 процентов. При проведении обработки для предотвращения рассеивания частиц, как указано выше, может быть обработана только верхняя поверхность на внутренней части покрывающего элемента, чтобы сохранить воздухопроницаемость боковой поверхности.
При изготовлении литейной формы или части литейной формы для очковых линз по настоящему изобретению, и применении шаблона, имеющего сквозные отверстия, отверстия сквозных отверстий на стороне формующей поверхности желательно располагать так, чтобы не перекрывать положения, относящиеся к частям измерения коэффициента преломления в очковых линзах на нижней поверхности стекломатериала, когда формующая поверхность шаблона и нижняя поверхность стекломатериала находятся в плотном контакте.
А именно, вышеуказанную литейную форму можно применять при производстве очковых линз установкой двух литейных форм на кольцевую прокладку и заливкой раствора исходного материала линзы в полость, образованную литейными формами и прокладкой для проведения полимеризации. Шаблон, применяемый в данном способе, обычно конструируют в соответствии с процедурами, включающими определение формы поверхности очковой линзы (определение конструктивного параметра), затем преобразование конструктивных параметров очковой линзы в форму поверхности литейной формы (определение конструктивных параметров литейной формы), и затем преобразование конструктивных параметров литейной формы в форму поверхности шаблона. Каждое из данных преобразований может проводиться известным методом, и желательно проводится способом определения формы поверхности по настоящему изобретению, описанным выше. Форма поверхности, расположенной в полости литейной формы, которую изготавливают с использованием шаблона, имеющего форму поверхности, определенную таким образом, переносится к очковой линзе, позволяя получить оптически функциональные поверхности. Однако, когда имеет место непредусмотренная деформация в литейной форме, получаемая из-за всасывания через сквозные отверстия, в конце образуется оптически функциональная поверхность с формой, отличной от формы конструктивных параметров. Положение в очковой линзе, имеющее наибольшее влияние на оптические характеристики, является точкой отсчета для измерения оптической силы. Когда существует значительный сдвиг в форме поверхности данной части от конструктивных параметров, становится трудно получить очковую линзу с заданным коэффициентом преломления. Таким образом, чтобы предотвратить вышеуказанную деформацию на местах поверхности литейной формы, которые переносятся к положениям в очковой линзе, в которых образуются точки отсчета для измерения оптической силы, желательно располагать отверстия сквозных отверстий на формующей поверхности шаблона так, чтобы они не перекрывали положения, относящиеся к точкам отсчета для измерения оптической силы на очковой линзе на нижней поверхности стекломатериала, когда формующая поверхность и нижняя поверхность стекломатериала находятся в плотном контакте. Таким образом, можно получить литейную форму (или часть ее) для очковых линз, свободную от деформации, вызванной всасыванием, в положениях, соответствующих точкам отсчета для измерения оптической силы, и данную литейную форму можно применять для получения очковых линз высокого качества, имеющих заданные оптические характеристики.
Расположение вышеуказанных сквозных отверстий будет описано ниже.
Число сквозных отверстий может быть равно единице, но желательно обеспечить множество сквозных отверстий. Число сквозных отверстий, образованных на шаблоне, конкретно не ограничено, и может быть соответственно определено. Когда формующая поверхность имеет диаметр примерно от 80 до 100 мм, например, примерно от 6 до 60 сквозных отверстий может быть расположено на формующей поверхности. Как показано на фиг.5(а), множество сквозных отверстий можно расположить равномерно с равными интервалами по всей формующей поверхности. Однако данные сквозные отверстия желательно располагать так, чтобы положения, соответствующие точкам отсчета для измерения оптической силы очковой линзы на нижней поверхности стекломатериала не перекрывали отверстия на стороне формующей поверхности, когда формующая поверхность и нижняя поверхность стекломатериала приведены в плотный контакт, как указано выше.
Сквозные отверстия в шаблоне желательно располагать, по меньшей мере, в краевой части формующей поверхности, для множества сквозных отверстий является предпочтительным располагаться в пределах диапазона меньшего, чем внешний диаметр стекломатериала, по меньшей мере, на двух концентрических окружностях.
В настоящем описании, термин ″краевая часть формующей поверхности″ означает часть, окружающую центральную часть формующей поверхности. Термин ″центральная часть формующей поверхности″ означает, например, положение от центра формующей поверхности до примерно 1/2 радиуса.
Фиг.5(b) и (с) являются примерами сквозных отверстий, которые были расположены в краевой части формующей поверхности, но не вблизи от геометрического центра формующей поверхности шаблона. В данных случаях также желательно так располагать сквозные отверстия, чтобы положения, соответствующие точкам отсчета для измерения оптической силы очковой линзы на нижней поверхности стекломатериала не перекрывали отверстия на стороне формующей поверхности, когда формующая поверхность и нижняя поверхность стекломатериала находятся в плотном контакте. Кроме того, на фиг.5(b) сквозные отверстия в краевой части расположены с равными интервалами на множестве концентрических окружностей. Число сквозных отверстий, расположенных на единицу площади в положениях около центра, мало, причем число сквозных отверстий на единицу площади возрастает с расстоянием от центра. То есть сквозные отверстия расположены с увеличением от центральной части по направлению к краевой части (с несколькими сквозными отверстиями около центра и множеством сквозных отверстий в краевой части). В результате исследования, проведенного авторами настоящего изобретения, расположение сквозных отверстий таким способом, особенно при использовании стеклянного вещества в качестве стекломатериала, может гарантировать надежные перемещающие свойства. Кроме того, авторы настоящего изобретения обнаружили, что деформацию термической пластификацией можно провести равномерно по всей поверхности, и искажение внутри стекломатериала может быть подавлено. Причины этого пока не полностью известны, но предполагается, что они являются следующими.
Существуют свойства, посредством которых скорость деформации стекломатериалов и тенденция, что такая деформация происходит, является наибольшей в центре, в то время как скорость деформации является относительно низкой и деформация имеет тенденцию не произойти в части периметра. Как показано на фиг.3, когда нижняя поверхность стекломатериала является выпуклой и формующая поверхность шаблона является вогнутой, опорной частью стекломатериала является краевая часть окружности стекломатериала. В таком случае, краевой части по периметру стекломатериала, который поддерживается формующей поверхностью, имеет тенденцию не двигаться даже в процессе термической пластификации, действуя как подавляющий фактор на деформацию, вызванную размягчением вдоль периметра краевой части. Считают, что периферийная часть подвергается низкой скорости деформации и имеет тенденцию не подвергаться деформации формы. Однако не существует опорной части в центре, поэтому не существует фактора подавления деформации, вызванной размягчением. Авторы настоящего изобретения обнаружили, что реальная деформация стекломатериала начинается в центральной части, распространяясь последовательно до части периметра.
Однако разница между скоростью деформации в краевой части и центральной части стекломатериала иногда становится фактором, создающим искажение внутри стекломатериала. Это происходит потому, что, когда центральная часть стекломатериала деформируется термической пластификацией первой, и деформация не происходит в краевой части, развивается искажение между центральной частью и краевой частью стекломатериала. Тот факт, что скорость деформации в части по периметру является низкой, и что деформация не происходит, также становятся факторами, которые уменьшают точность переноса. Таким образом, многочисленные сквозные отверстия располагают в краевой части формующей поверхности шаблона, распределение силы всасывания увеличивают в краевой части, где деформация не происходит, и несколько сквозных отверстий располагают в центральной части, которая подвергается деформации, чтобы стабильно распределить силу всасывания на единицу площади. Полагают, что это гарантирует надежные свойства переноса, позволяет деформации термической пластификации происходить равномерно по всей поверхности, и предотвращает искажение внутри стекломатериала. Таким способом, посредством расположения сквозных отверстий, можно контролировать разницу скоростей деформации и тенденцию деформироваться из-за положения в стекломатериале, усиливая воспроизводимость переноса формы стекла. Отсасывание через сквозные отверстия, как установлено выше, дает преимущества сокращения времени деформации стекломатериала и увеличения производительности.
Расположение сквозных отверстий можно выбрать соответственно для каждого формуемого материала. Например, фиг.5 (b) является подходящей в случае относительно большого изгиба, например, когда обрабатываемая форма является дугой со средней кривизной, равной или превышающей 8, и фиг.5(с) является подходящей в случае относительно малого изгиба, такого как дуга со средней кривизной, равной или меньше 5. Кроме того, как показано на фиг.5(а), расположение сквозных отверстий равномерно по всей поверхности является подходящим для форм с поверхностями свободной формы, таких как линзы с постепенным увеличением оптической силы.
Чтобы провести высокоточное формование при проведении отсасывания через сквозные отверстия, желательно, чтобы диаметр сквозных отверстий, вязкость стекломатериала в процессе отсасывания, толщина стекломатериала и давление всасывания удовлетворяли уравнению 1 ниже. В частности, как указано выше, при использовании шаблона с весьма грубой формующей поверхностью и проведении избыточного уровня отсасывания через сквозные отверстия, существует риск, что шероховатость поверхности формующей поверхности и форма сквозных отверстий будут влиять на форму верхней поверхности стекломатериала. Таким образом, желательно удовлетворять уравнению 1 при проведении отсасывания. Также желательно проводить отсасывание при условиях, удовлетворяющих уравнению 1, чтобы выровнять импульс всасывающего насоса, и применять покрывающий элемент, имеющий подходящую степень воздухопроницаемости, как указано выше.
[Цифра 3]
Уравнение 1
Более точно, уравнение 1 можно выразить как уравнение 1-1 ниже.
Уравнение 1-1
В вышеуказанных уравнениях, Н обозначает диаметр (мм) сквозных отверстий, V обозначает вязкость (пуаз) стекломатериала в процессе отсасывания, Т обозначает толщину (мм) стекломатериала и Р обозначает давление отсасывания (мм Hg/см2), где 1 пуаз = 0,1 Па·с. К обозначает коэффициент; от 1,8 до 3,0×10-9 является подходящим.
Более точно, диаметр сквозных отверстий может быть от 0,3 до 0,5 мм, вязкость стекломатериала в процессе отсасывания может быть от 6,81×10+7 до 1,26×10+8 пуаз, толщина стекломатериала может быть от 4 до 7 мм и давление отсасывания может быть от 80 до 120 мм Hg/см2 (= от 1,0×104 до 1,6×104 Па/см2).
Можно принять толщину стекломатериала идентичной в процессе формования. В вышеуказанном уравнении 1 толщина стекломатериала является толщиной в начале формования. В настоящем изобретении на основании вышеуказанного уравнения 1 температуру стекломатериала в процессе термической пластификации можно контролировать термопарой или аналогичным, можно рассчитать вязкость стекломатериала и установить давление отсасывания. Давление отсасывания также может быть установлено на основании соотношения между температурой и вязкостью, причем последнее рассчитывается из вязкостных свойств применяемого стекломатериала.
Метод отсасывания будет описан ниже на основании фиг.6. Фиг.6 является чертежом примера метода отсасывания. Однако настоящее изобретение не ограничивается вариантом осуществления, показанным на фиг.6.
Как показано на фиг.6, шаблон 402, на который был помещен стекломатериал, ставят на основание отсасывания 403. Отсасывание проводят с помощью основания отсасывания 403 и части всасывающего насоса 404. Основание отсасывания 403 является полым пластинчатым основанием, в котором места, где расположены шаблоны, выгнуты в виде вогнутой формы. Оно изготовлено из материала, такого как теплостойкая нержавеющая сталь (SUS310S). Входы воздуха 407 расположены в местах, где расположены шаблоны на верхней поверхности основания отсасывания. Выпускные отверстия для подачи отсосанного воздуха во всасывающий насос расположены на нижней поверхности основания отсасывания и связаны с терминалом отсасывания 405, который соединен с всасывающим насосом. Давление отсасывания желательно устанавливать, чтобы удовлетворять вышеуказанному уравнению 1; например, оно может быть установлено от 80 до 120 мм Hg (= от 1,0×104 до 1,6×104 Па).
Конкретный вариант осуществления способа производства сформованного изделия по настоящему изобретению будет описан ниже. Однако настоящее изобретение не ограничивается вариантом осуществления, описанным ниже.
Сначала, предпочтительно в чистой комнате, шаблон располагают с формующей поверхностью сверху. При использовании опорного элемента способом, указанным выше, опорный элемент помещают в краевую часть формующей поверхности и ступенчатый опорный элемент боковой поверхности. Стекломатериал затем помещают в заданное положение на формующей поверхности вдоль опорного элемента. Краевая поверхность боковой части стекломатериала надежно поддерживается горизонтально опорным элементом. Краевая поверхность краевой части нижней поверхности стекломатериала контактирует с формующей поверхностью шаблона в вертикальном направлении, и надежно поддерживается. Центральная часть на стороне контактной поверхности стекломатериала с шаблоном отделена от формующей поверхности шаблона. Расстояние отделения различается в зависимости от формы формующей поверхности шаблона и нижней поверхности формуемой поверхности материала, но обычно составляет от 0,1 до 2,0 мм.
Затем элемент, представляющий собой крышку, желательно помещают в опорный элемент и устанавливают. После покрытия открытой части сверху шаблона, на котором был расположен стекломатериал, элементом, представляющим собой крышку, они направляются из чистой комнаты в электрическую печь. Сборку из шаблона, опорного элемента, стекломатериала и элемента крышки помещают на основание отсасывания электрической печи, обрабатывают нагреванием в электрической печи и проводят обработку всасыванием с помощью всасывающего устройства. Для надежного предотвращения загрязнения инородным веществом, расположение стекломатериала на шаблоне и аналогичное желательно проводить в чистой комнате данным способом.
В электрической печи можно провести обработку термической пластификацией при эффективном контроле температуры на основании заданной температурной программы. В качестве электрической печи можно применять электрическую печь периодического действия, или электрическую печь с непрерывной загрузкой. Описание электрической печи периодического действия будет дано первым.
Электрическая печь периодического действия является устройством, в которое обрабатываемую деталь помещают в относительно небольшое, замкнутое пространство, и температуру внутри печи изменяют в соответствии с заданной температурной программой. Она оснащена множеством сенсоров. Температуру измеряют множеством сенсоров, и каждый нагреватель можно контролировать для управления температурой. В электрической печи периодического действия для термической пластификации существует опорная часть, удерживающая обрабатываемую деталь. Более того, опорная часть может перемещаться внутри печи. Дисбалансы распределения температуры, обусловленные местоположением внутри печи, могут быть выровнены управлением опорным элементом.
Электрическая печь с непрерывной загрузкой будет описана далее.
Электрическая печь с непрерывной загрузкой является устройством, имеющим вход и выход, в котором обрабатываемые детали обрабатывают нагреванием путем прохождения через внутреннюю часть электрической печи с заданным распределением температуры в течение определенного периода с помощью транспортирующего устройства, такого как конвейер. В электрической печи с непрерывной загрузкой сконструировано множество нагревателей для создания и сброса тепла, и устройство регулирования циркуляции воздуха может поддерживать равномерное распределение тепла внутри печи.
ПИД регуляторы можно применять в контроле температуры каждым сенсором и нагревателем электрической печи. ПИД регуляторы представляют собой метод контроля для обнаружения отклонения между температурой, заданной программой, и реальной температурой, и возвращения (обратная связь) отклонения от заданной температуры к 0. ПИД регуляторы являются методом получения выхода ″Пропорциональным″, ″Интегральным″, ″Дифференциальным″ способом при расчете отклонения. Основное уравнение ПИД регуляторов дано ниже.
[Цифра 4]
Основное уравнение ПИД регуляторов:
Р терм:
I терм:
D терм:
поскольку
Таким образом:
В вышеуказанных уравнениях е обозначает отклонение, К обозначает прирост (прирост с подстрочным символом Р обозначает пропорциональный прирост, прирост с подстрочным символом I обозначает интегральный прирост, и прирост с подстрочным символом D обозначает дифференциальный прирост), Δ(ДЕЛЬТА)t обозначает время образца (время взятия замера, контрольная частота) и подстрочный символ n обозначает реальное время.
Использование ПИД регуляторов позволяет увеличить точность, с которой контролируется температура внутри печи для изменения распределения количества тепла на основании формы и количества загруженных обрабатываемых деталей. Статическая система (например, балансир) может быть принята для перемещения внутри электрической печи.
В конкретном варианте осуществления электрической печи с непрерывной загрузкой, которая может быть использована в настоящем изобретении, система перемещения является статической системой, регуляторы температуры являются ПИД регуляторами температуры, устройство измерения температуры является ″K термопарой 30 точечной, изготовленной Platina″, максимальная используемая температура составляет 800°С, обычно используемый диапазон температуры от 590 до 650°С, внутренняя атмосфера представляет собой сухой воздух (свободный от масла и пыли), регулировка атмосферы находится в форме входной воздушной завесы, внутренней продувки печи, и выходной воздушной завесы, точность контроля температуры составляет ±3°С, охлаждающая система является воздушным охлаждением, и места всасывания находятся в 3 положениях внутри печи.
Температуру внутри электрической печи можно повысить от комнатной температуры до температуры выше температуры стеклования, но ниже чем температура размягчения стекла, путем нагревания и подъема температуры. Температуру желательно поддерживают ниже, чем температура размягчения стекла в течение определенного периода, и затем постепенно уменьшают до комнатной температуры.
Температура контролируется внутри печи в цикле с заданной продолжительностью.
Пример температурного контроля, в котором индивидуальный цикл длится 17 часов, и стеклянное вещество применяется в качестве стекломатериала, будет описан ниже. Однако настоящее изобретение не ограничивается вариантом осуществления, описанным ниже.
Температурный контроль печи может быть проведен в семь стадий. Первая стадия (А) является стадией предварительного нагревания. Вторая стадия (В) является стадией быстрого нагрева и подъема температуры. Третья стадия (С) является стадией медленного нагрева и подъема температуры. Четвертая стадия (D) является стадией, в которой поддерживается постоянная температура. Пятая стадия (Е) является стадией медленного охлаждения. Шестая стадия (F) является стадией быстрого охлаждения. И седьмая стадия (G) является стадией естественного охлаждения.
В стадии предварительного нагрева (А), которая является первой стадией, постоянную температуру, близкую к комнатной температуре, поддерживают в течение 90 минут. Это делают для того, чтобы установить равномерное распределение температуры по всему стекломатериалу и облегчить воспроизводимость температурного распределения стекломатериала температурным контролем в процессе обработки термической пластификацией. Температура, которую поддерживают, может представлять собой любую температуру около комнатной температуры (примерно от 20 до 30°С).
В стадии быстрого нагрева (В), которая является второй стадией, нагревание проводят в течение примерно 90 минут подъемом температуры от комнатной температуры (например, 25°С) до температуры на 50°С ниже (также впоследствии называемой ″Т1″) температуры стеклования (также впоследствии называемой ″Тg″) со скоростью примерно 4°С/мин, например. Затем в стадии медленного нагрева (С), которая является третьей стадией, нагревание проводят в течение 120 минут подъемом температуры от температуры Т1 до температуры примерно на 50°С ниже температуры размягчения стекла (также впоследствии называемой ″Т2″) со скоростью 2°С/мин, например. В стадии поддержания постоянной температуры (D), которая является четвертой стадией, температуру Т2 поддерживают в течение примерно 60 минут.
Стекломатериал, который был нагрет до температуры Т2, нагревают в течение примерно 30 минут в стадии поддержания постоянной температуры. Затем проводят нагревание в течение еще 30 минут при температуре Т2. При использовании шаблона, имеющего сквозные отверстия, как описано выше, в течение данных последних 30 минут может быть проведена обработка всасыванием через сквозные отверстия шаблона. Обработку всасыванием можно проводить работой всасывающего насоса, расположенного снаружи электрической печи. Как показано на фиг.6, всасывающий насос 404 соединен с терминалом всасывания 405, основанием отсасывания 403 и сквозными отверстиями в шаблоне соответственно. При проведении всасывания всасывающим насосом, создается отрицательное давление. Отрицательное давление проходит через сквозные отверстия в шаблоне, прикладывая всасывание к стекломатериалу, расположенному на шаблоне. Создание всасывания от 80 до 150 мм Hg (= от 1,0х104 до 1,6х104 Па) через вход всасывания установленного термостойкого основания шаблона начинается через 30 минут после начала нагревания при температуре Т2 в электрической печи. Сначала включают всасывающий насос 404 снаружи печи, и отрицательное давление создается через терминал всасывания 405 во внутренней части основания отсасывания, которое имеет полую конструкцию. Основание отсасывания, в котором было создано отрицательное давление, сообщается со сквозными отверстиями на нижней поверхности шаблона. Сквозные отверстия на нижней поверхности шаблона проникают до формующей поверхности наверху шаблона и проводят всасывание посредством приложения отрицательного давления всасывания к стекломатериалу, расположенному на шаблоне. Как указано выше, использование элемента, представляющего собой крышку, с заданной воздухопроницаемостью желательно при проведении всасывания через сквозные отверстия.
Как только всасывание завершено, проводят деформацию стекломатериала пластификацией на шаблоне. Как только деформация пластификацией выполнена, проводят охлаждение. В стадии медленного охлаждения (Е), пятой стадии, проводят охлаждение, например, в течение 300 минут со скоростью 1°С/мин до температуры на 100°С ниже Тg (также впоследствии называемой ″Т3″) для фиксации изменения формы, вызванной деформацией. Стадия медленного охлаждения также включает элементы отжига для удаления искажения стекла.
Затем в стадии быстрого охлаждения (F), шестой стадии, проводят охлаждение до примерно 200°С со скоростью примерно 1,5°С/мин. Существует риск, что стекло, которое обрабатывали размягчением, и шаблон повредятся из-за собственного термического сжатия и разницы между друг другом в коэффициентах термического расширения при изменении температуры. Соответственно, скорость изменения температуры является предпочтительно маленькой до такой степени, чтобы не возникало повреждение.
Кроме того, когда температура падает до температуры, равной или более, чем 200°С, проводят стадию быстрого охлаждения (G), седьмую стадию. В стадии быстрого охлаждения (G) естественное охлаждение проводят от 200°С до комнатной температуры.
Как только обработка размягчением завершена, нижняя поверхность стекломатериала и формующая поверхность шаблона точно соответствуют друг другу. Верхняя поверхность стекломатериала деформируется за счет деформации формы нижней поверхности стекломатериала, образуя желаемую оптическую поверхность. Как только стеклянная оптическая поверхность сформировалась в вышеуказанных стадиях, стекломатериал удаляют из шаблона, получая сформованное изделие. Таким образом полученное формованное изделие может быть использовано в качестве литейной формы для очковых линз (предпочтительно мультифокальных очковых линз). Альтернативно, часть, такую как краевая часть, можно удалить, и затем формованное изделие может быть использовано в качестве литейной формы для очковых линз.
Краткое описание чертежей
Фиг.1 показывает пример (вид в разрезе) стекла по существу равной толщины в нормальном направлении.
Фиг.2 показывает схематический чертеж состояния контакта между шаблоном и стекломатериалом до и после размягчения.
Фиг.3 является чертежом, показывающим деформацию вязкоупругого материала в форме листового стекла.
Фиг.4 показывает увеличенный схематический чертеж состояния контакта между шаблоном и стекломатериалом до и после термической пластификации в шаблоне, имеющем формующую поверхность заданной шероховатости.
Фиг.5 показывает конкретный пример расположения сквозных отверстий на формующей поверхности шаблона.
Фиг.6 является чертежом, показывающим пример метода всасывания.
Фиг.7 является диаграммой распределения S степени (средних степеней) в прогрессивной мультифокальной линзе.
Фиг.8 является диаграммой распределения С степени (цилиндрических степеней) в прогрессивной мультифокальной линзе.
Фиг.9 является видом сверху, соответствующим распределению S степени на фиг.7.
Фиг.10 является видом сверху, соответствующим распределению С степени на фиг.8.
Фиг.11а является чертежом, показывающим поперечное сечение пластиковой линзы с постепенным увеличением оптической силы.
Фиг.11b является чертежом, показывающим поперечное сечение центрально-симметричной асферической пластиковой линзы с постепенным увеличением оптической силы.
Фиг.11с является чертежом, показывающим поперечное сечение стеклянной линзы с постепенным увеличением оптической силы.
Фиг.12 является наглядным изображением контакта между нижней поверхностью сформованного материала и формующей поверхностью шаблона.
Фиг.13 является увеличенным схематическим чертежом состояния контакта между опорным элементом и боковой поверхностью стекломатериала до и после размягчения.
Фиг.14 - вид сверху кольцевого элемента, показанного на фиг.2, показан на фиг.14(а), и сечение вдоль линии разреза I-I на фиг.14(а) показано на фиг.14(b).
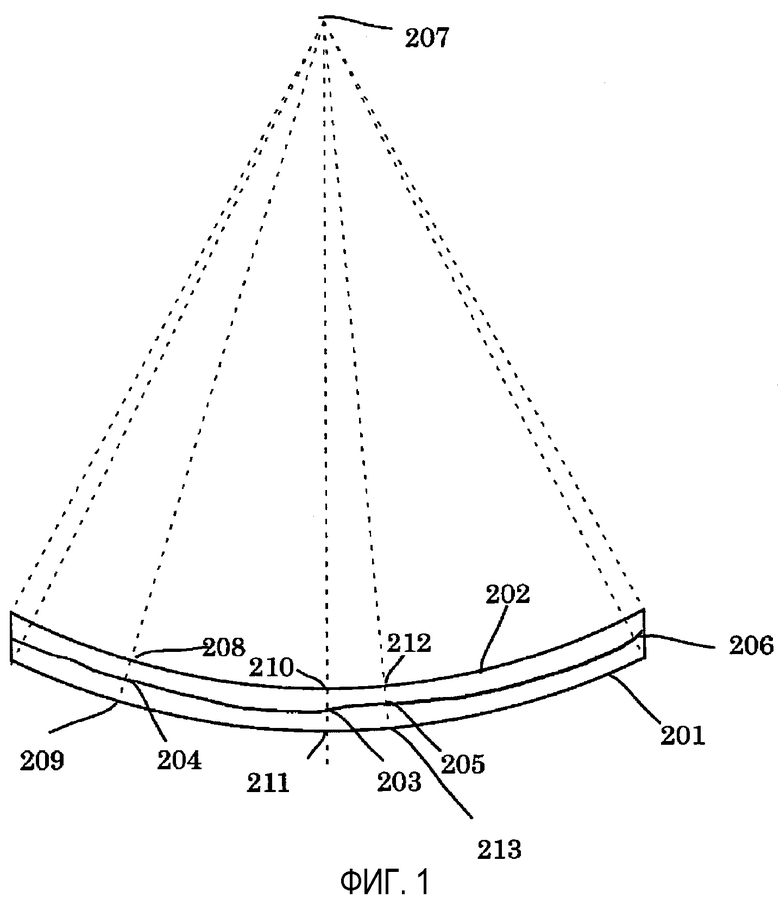
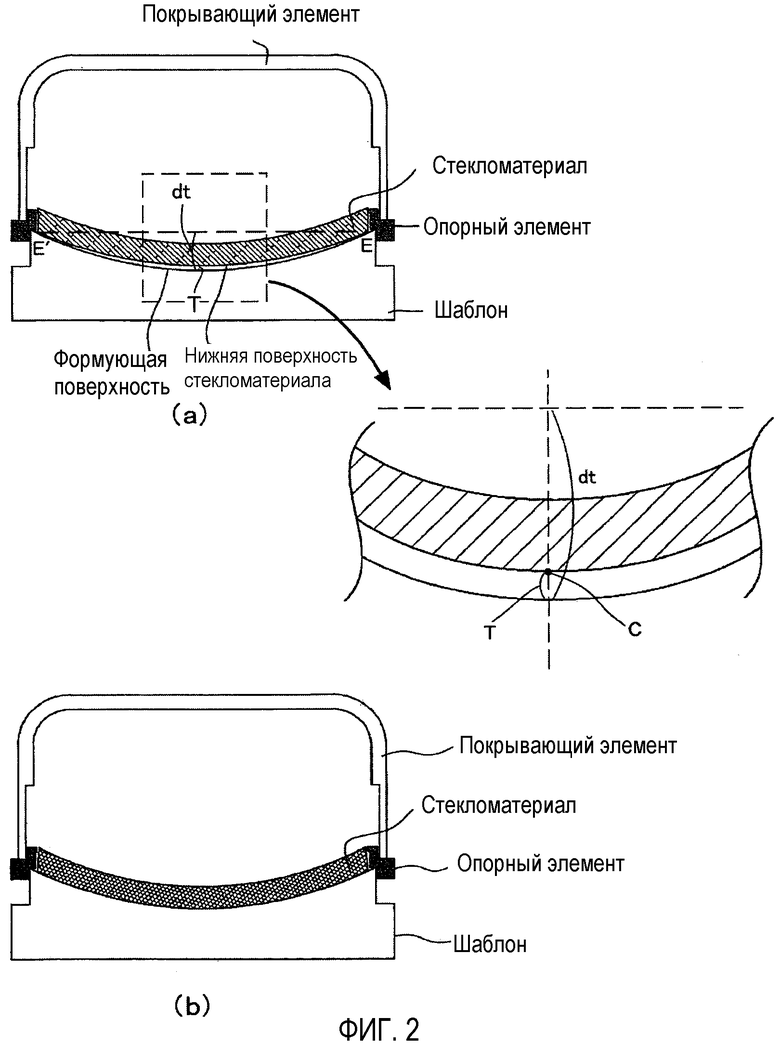
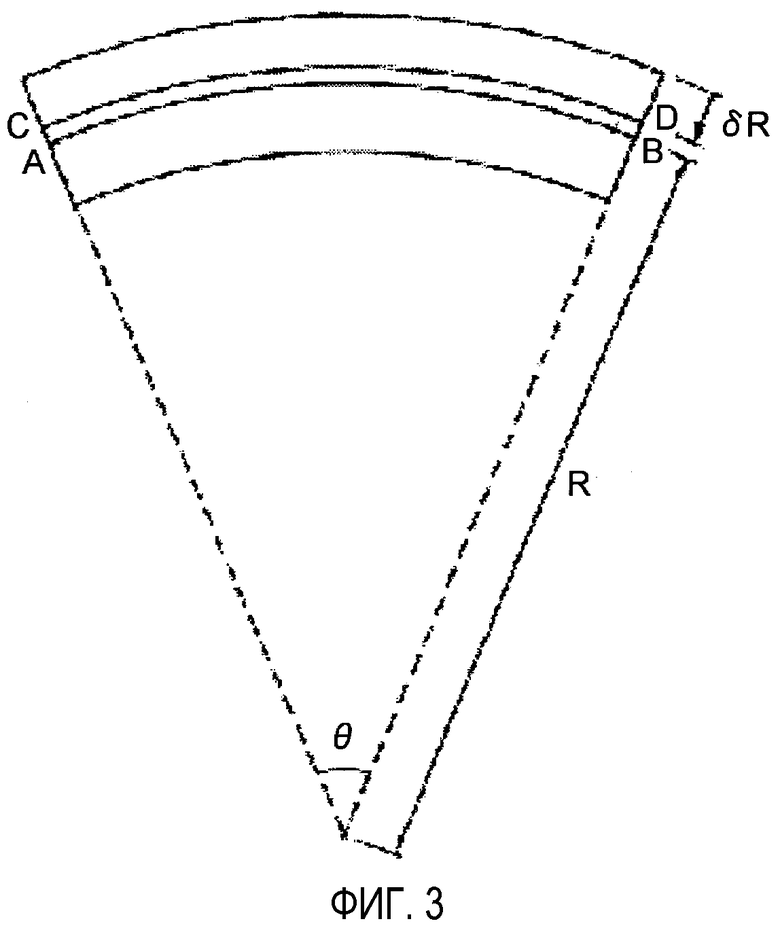
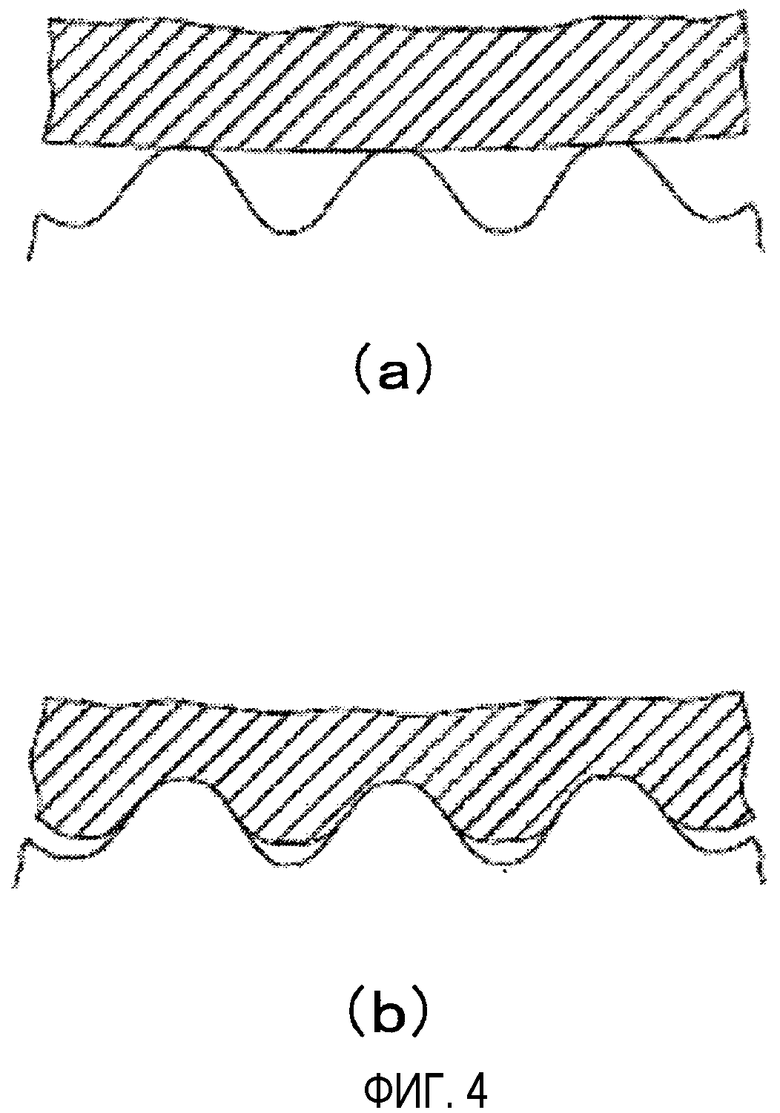
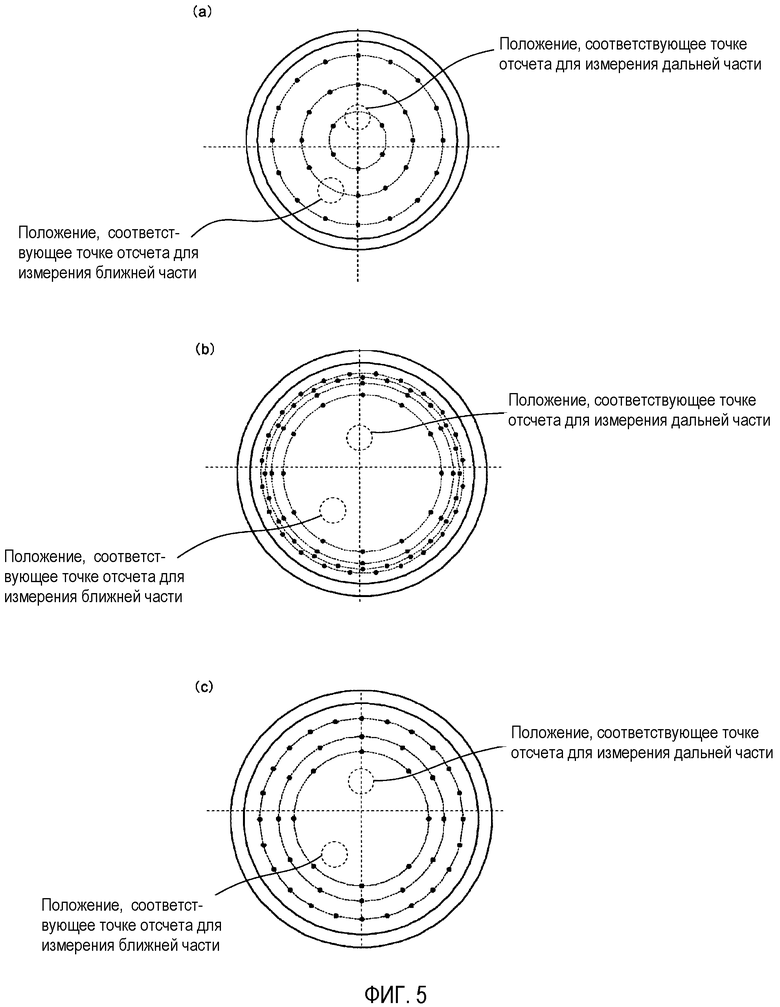
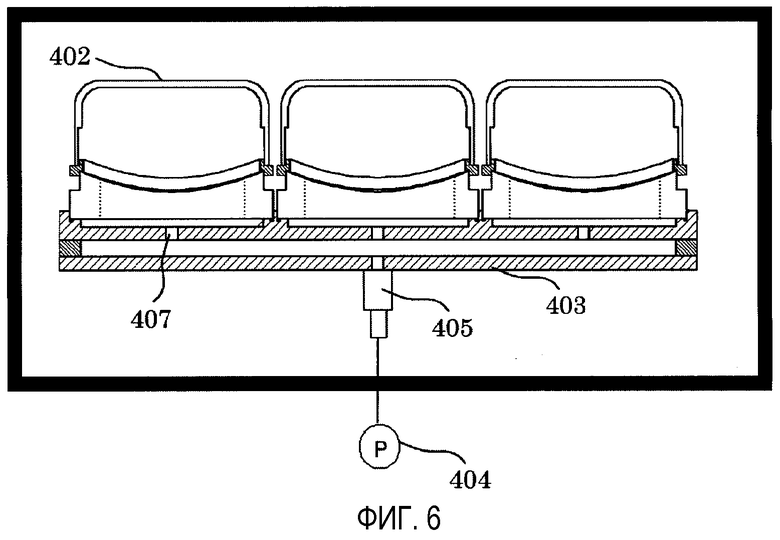
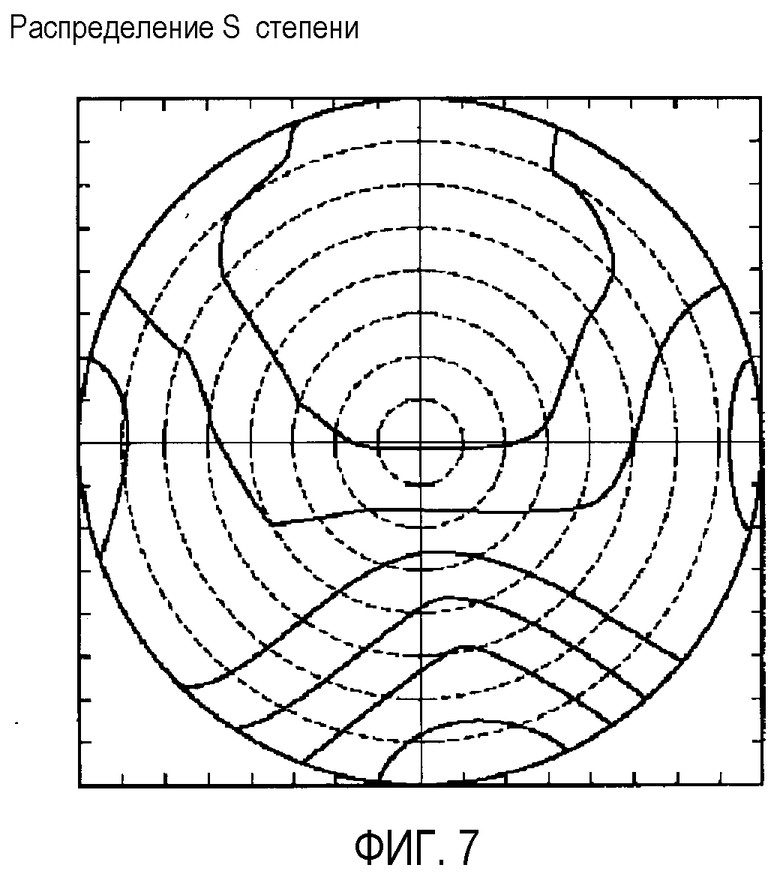
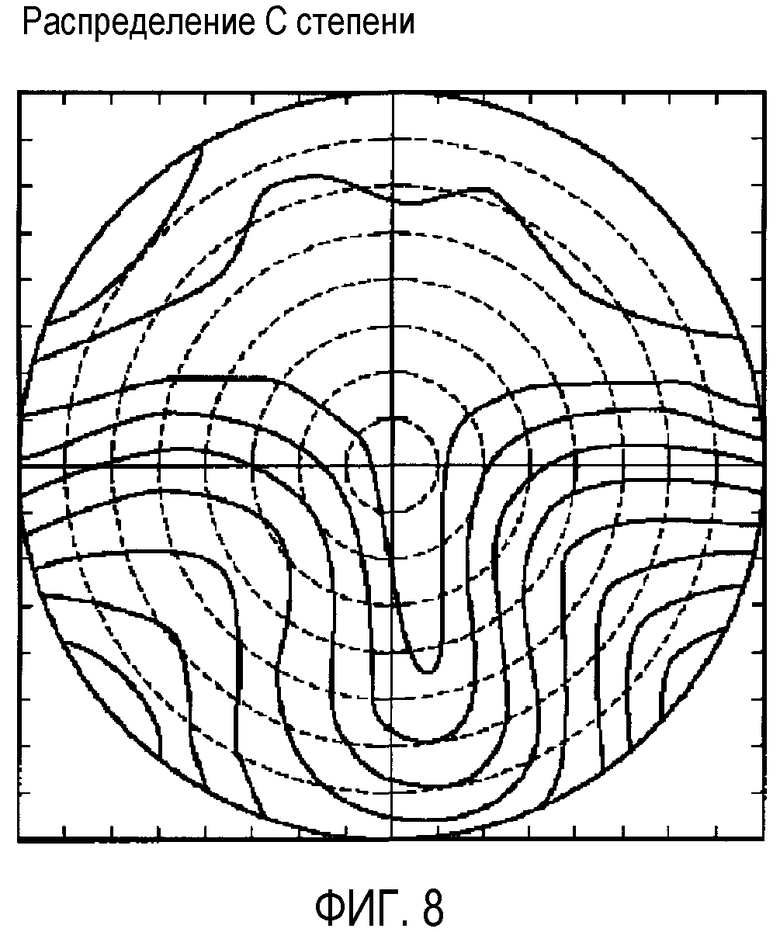
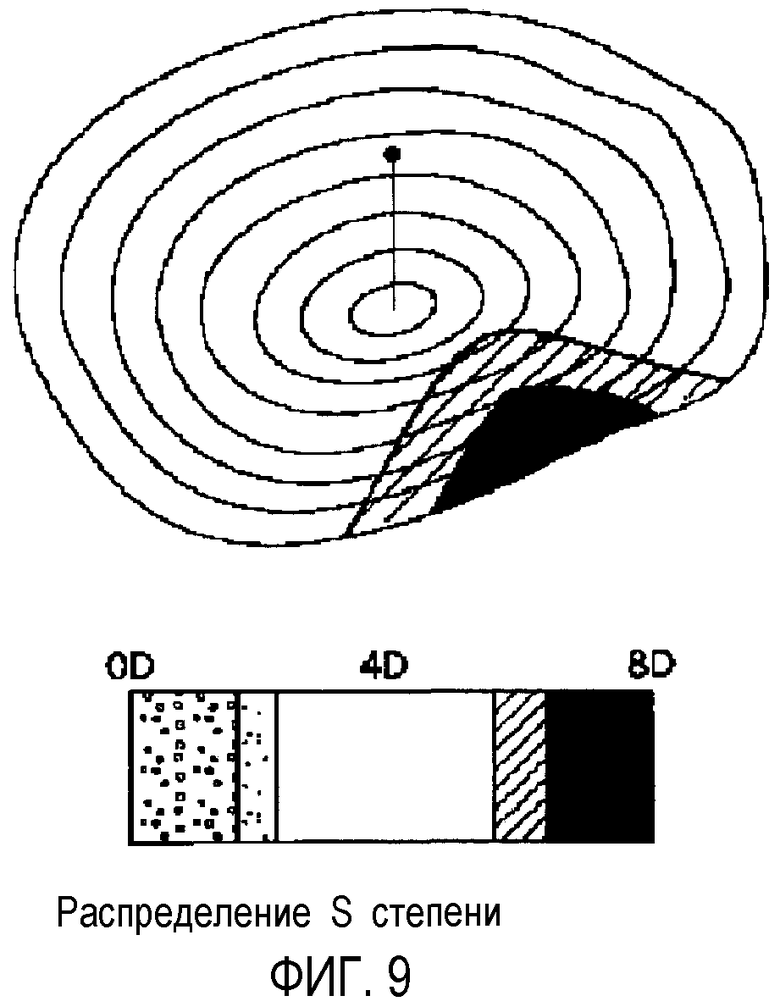
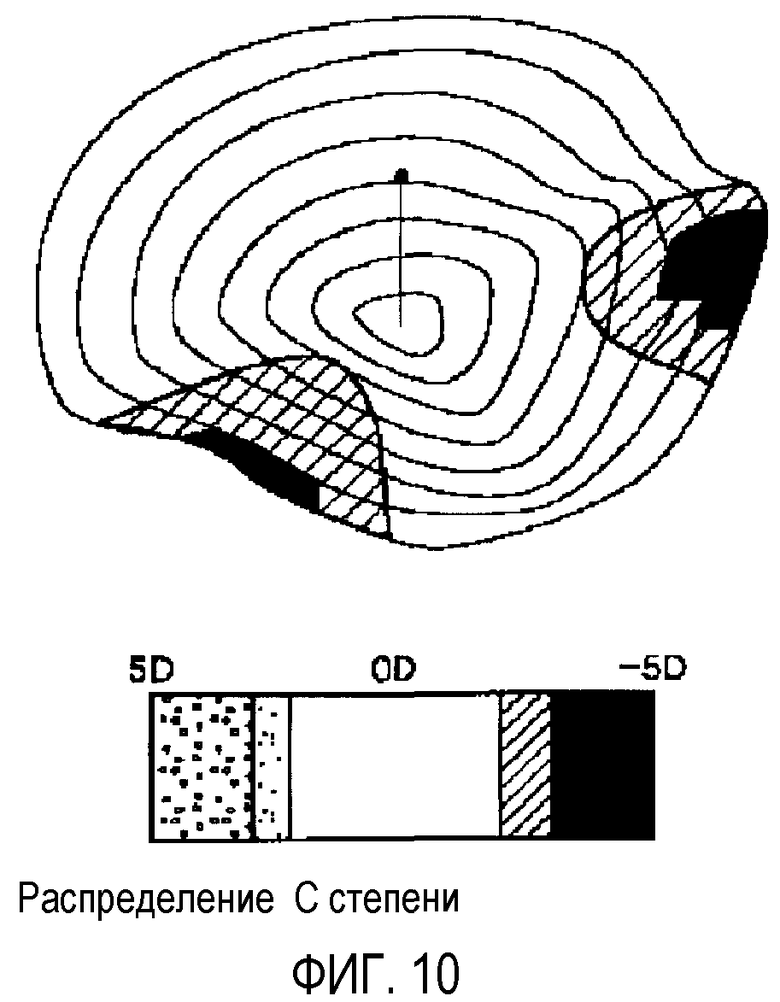

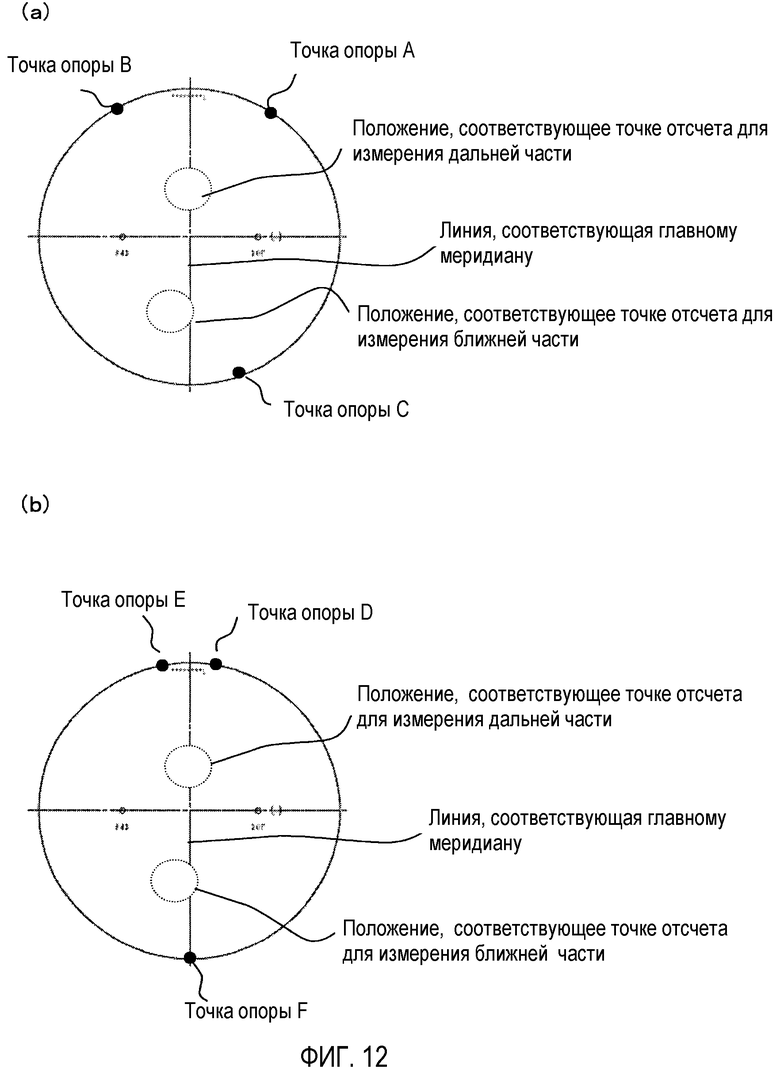
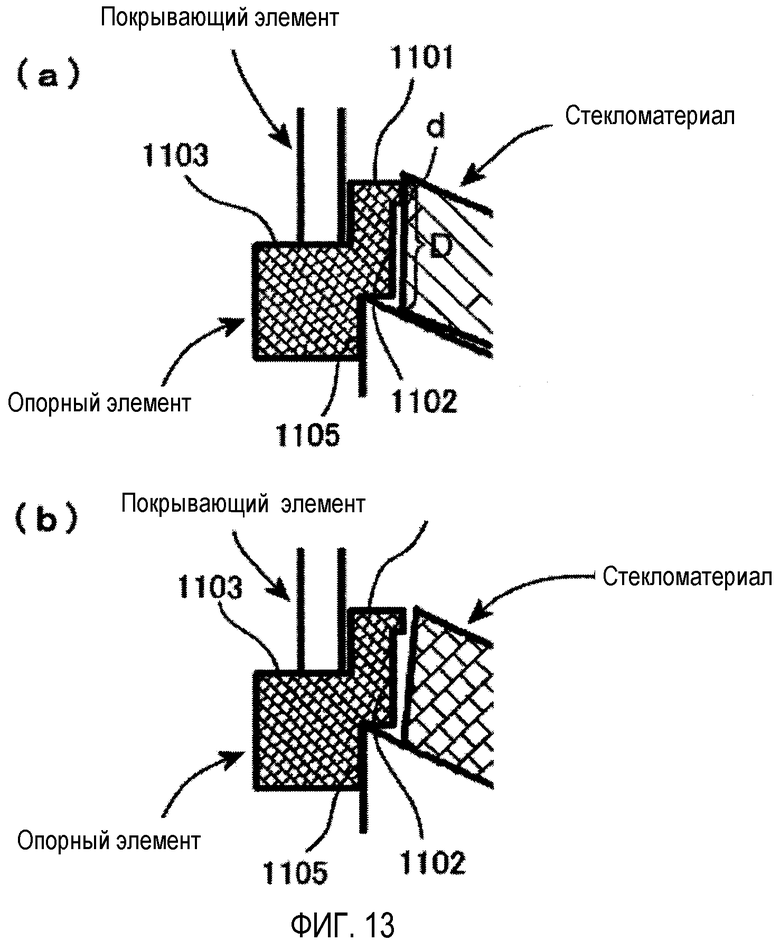
Изобретение относится к способу производства формованного изделия. Технический результат изобретения заключается в повышении точности формования изделий. Стекломатериал размещают на поверхности шаблона таким образом, чтобы, по меньшей мере, три точки на нижней поверхности краевой части стекломатериала находились в контакте с формующей поверхностью, а центральная часть нижней поверхности стекломатериала была отделена от формующей поверхности. Для линзы с постепенным увеличением оптической силы три точки на краевой части нижней поверхности стекломатериала состоят из двух точек, расположенных на стороне, относящейся к точке отсчета для измерения дальней оптической силы линзы, и одной точки, которая расположена на стороне точки отсчета для измерения ближней оптической силы. Для однофокальной линзы - вся внутренняя окружность краевой части нижней поверхности стекломатериала должна находиться в контакте с формующей поверхностью. Стекломатериал нагревают до температуры деформации. В качестве стекломатериала используют стекло, имеющее верхнюю и нижнюю поверхности, являющиеся сферическими по форме. В качестве шаблона используют шаблон с формующей поверхностью, являющейся поверхностью свободной формы. 5 н. и 30 з.п. ф-лы, 16 ил.
1. Способ производства формованного изделия, включающий формование верхней поверхности стекломатериала, который был помещен на формующую поверхность шаблона таким образом, чтобы, по меньшей мере, три точки на нижней поверхности краевой части стекломатериала находились в контакте с формующей поверхностью, а центральная часть нижней поверхности стекломатериала была отделена от формующей поверхности, причем для линзы с постепенным увеличением оптической силы три точки на краевой части нижней поверхности стекломатериала состоят из двух точек на краевой части нижней поверхности стекломатериала, которые расположены на стороне, относящейся к точке отсчета для измерения дальней оптической силы линзы с постепенным увеличением оптической силы, и одной точки, которая расположена на стороне точки отсчета для измерения ближней оптической силы, а для однофокальной линзы вся внутренняя окружность краевой части нижней поверхности стекломатериала находилась в контакте с формующей поверхностью; стекломатериал нагревают до температуры, позволяющей деформацию, для приведения нижней поверхности стекломатериала в плотный контакт с формующей поверхностью и для получения формованного изделия, причем в качестве стекломатериала используют стекло, имеющее верхнюю и нижнюю поверхности, являющиеся сферическими по форме, а в качестве шаблона используют шаблон с формующей поверхностью, являющейся поверхностью свободной формы, отличной от сферической поверхности, причем верхняя поверхность стекломатериала после формования и формующая поверхность шаблона имеют приблизительно смещенное отношение, посредством чего пространство в нормальном направлении является приблизительно равным во всех положениях.
2. Способ производства по п.1, в котором стекломатериал имеет, по существу, равную толщину в нормальном направлении.
3. Способ производства по п.1, в котором верхняя и нижняя поверхности стекломатериала являются частями сферических поверхностей, имеющих общий центр.
4. Способ производства по п.2, в котором толщина стекломатериала в нормальном направлении является, по существу, неизменной до и после формования.
5. Способ производства по п.4, в котором стекломатериал имеет толщину в диапазоне от 2 до 10 мм в нормальном направлении.
6. Способ производства по п.5, в котором стекломатериал имеет внешний диаметр в диапазоне от 60 до 90 мм.
7. Способ производства по любому из пп.1-6, в котором стекломатериал помещают так, чтобы, по меньшей мере, три точки на нижней поверхности краевой части стекломатериала находились в контакте с формующей поверхностью, и центральная часть нижней поверхности стекломатериала была отделена от формующей поверхности.
8. Способ производства по п.7, в котором
сформованное изделие является литейной формой или частью литейной формы для очковой линзы,
очковая линза является линзой с постепенным увеличением оптической силы, имеющей одну точку отсчета для измерения дальней оптической силы и одну точку отсчета для измерения ближней оптической силы,
три точки на краевой части нижней поверхности стекломатериала, состоят из двух точек на краевой части нижней поверхности стекломатериала, которые расположены на стороне, относящейся к точке отсчета для измерения дальней оптической силы линзы с постепенным увеличением оптической силы, и одной точки, которая расположена на стороне точки отсчета для измерения ближней оптической силы.
9. Способ производства по п.8, в котором две точки, которые расположены на стороне, относящейся к точке отсчета для измерения дальней оптической силы, расположены симметрично относительно линии на нижней поверхности стекломатериала, относящейся к главному меридиану, который проходит через точку отсчета для измерения дальней оптической силы линзы с постепенным увеличением оптической силы.
10. Способ производства по п.8 или 9, в котором нижняя поверхность стекломатериала имеет сферическую форму, средняя кривизна которой приблизительно идентична средней кривизне в точке отсчета для измерения дальней оптической силы линзы с постепенным увеличением оптической силы.
11. Способ производства по п.7, в котором
сформованное изделие является литейной формой или частью литейной формы для однофокальной очковой линзы,
стекломатериал помещают так, чтобы вся внутренняя окружность краевой части нижней поверхности стекломатериала находилась в контакте с формующей поверхностью, и центральная часть нижней поверхности стекломатериала была отделена от формующей поверхности.
12. Стекломатериал для использования в способе формования, в котором верхняя поверхность стекломатериала, который был помещен на формующую поверхность шаблона, причем формующая поверхность является поверхностью свободной формы, отличной от сферической поверхности, формуется в приблизительно смещенную поверхность относительно формующей поверхности шаблона, то есть в геометрическом центре стекломатериала или в оптической центральной точке, содержащей точку для измерения дальней оптической силы, степень изменения толщины, измеренная в нормальном направлении, меньше или равна 1,0%, для получения сформованного изделия нагреванием стекломатериала до температуры, позволяющей деформацию, для приведения нижней поверхности стекломатериала в плотный контакт с формующей поверхностью,
который имеет верхнюю и нижнюю поверхности, являющиеся сферическими по форме, а также имеет, по существу, равную толщину в нормальном направлении.
13. Стекломатериал по п.12, в котором толщина стекломатериала в нормальном направлении является, по существу, неизменной до и после формования.
14. Стекломатериал по п.13, в котором стекломатериал имеет толщину в диапазоне от 2 до 10 мм в нормальном направлении.
15. Стекломатериал по п.14, в котором стекломатериал имеет внешний диаметр в диапазоне от 60 до 90 мм.
16. Стекломатериал по любому из пп.12-15, в котором стекломатериал помещен так, чтобы, по меньшей мере, три точки на краевой части нижней поверхности стекломатериала находились в контакте с формующей поверхностью, и центральная часть нижней поверхности стекломатериала была отделена от формующей поверхности.
17. Стекломатериал по п.16, в котором
сформованное изделие является литейной формой или частью литейной формы для очковой линзы,
очковая линза является линзой с постепенным увеличением оптической силы, имеющей одну точку отсчета для измерения дальней оптической силы и одну точку отсчета для измерения ближней оптической силы,
три точки на краевой части нижней поверхности стекломатериала состоят из двух точек на краевой части нижней поверхности стекломатериала, которые расположены на стороне, относящейся к точке отсчета для измерения дальней оптической силы линзы с постепенным увеличением оптической силы, и одной точки, которая расположена на стороне точки отсчета для измерения ближней оптической силы.
18. Стекломатериал по п.17, в котором две точки, которые расположены на стороне, относящейся к точке отсчета для измерения дальней оптической силы, расположены симметрично относительно линии на нижней поверхности стекломатериала, относящейся к главному меридиану, который проходит через точку отсчета для измерения дальней оптической силы линзы с постепенным увеличением оптической силы.
19. Стекломатериал по п.18, в котором нижняя поверхность стекломатериала имеет сферическую форму, средняя кривизна которой приблизительно идентична средней кривизне в точке отсчета для измерения дальней оптической силы линзы с постепенным увеличением оптической силы.
20. Стекломатериал по п.16, в котором
сформованное изделие является литейной формой или частью литейной формы для однофокальной очковой линзы,
стекломатериал помещен так, чтобы вся внутренняя окружность на краевой части нижней поверхности стекломатериала находилась в контакте с формующей поверхностью, а центральная часть нижней поверхности стекломатериала была отделена от формующей поверхности.
21. Способ определения формы нижней поверхности стекломатериала для использования в способе формования, в котором верхнюю поверхность стекломатериала, который помещен на формующую поверхность шаблона, формуют в желаемую форму, имеющую среднюю кривизну, которая приблизительно идентична средней кривизне в точке отсчета для измерения дальней оптической силы линзы с постепенным увеличением оптической силы, а также путем определения трех точек, состоящих из центра сферической поверхности и любых двух противоположных точек, расположенных на окружности для однофокальных линз, для получения сформованного изделия нагреванием стекломатериала до температуры, позволяющей деформацию, для приведения нижней поверхности стекломатериала в плотный контакт с формующей поверхностью, в котором
формующая поверхность является поверхностью свободной формы, отличной от сферической поверхности,
при допущении, что стекломатериал имеет верхнюю и нижнюю поверхности, являющиеся сферическими по форме, и имеет, по существу, равную толщину в нормальном направлении, форму формующей поверхности определяют на основании желаемой формы верхней поверхности и формы формующей поверхности, которая была определена на основании толщины стекломатериала в нормальном направлении.
22. Способ по п.21, в котором толщина стекломатериала в нормальном направлении является, по существу, неизменной до и после формования.
23. Способ по п.22, в котором стекломатериал имеет толщину в диапазоне от 2 до 10 мм в нормальном направлении.
24. Способ по п.23, в котором стекломатериал имеет внешний диаметр в диапазоне от 60 до 90 мм.
25. Способ по п.21, в котором стекломатериал помещен так, чтобы, по меньшей мере, три точки на краевой части нижней поверхности стекломатериала находились в контакте с формующей поверхностью, а центральная часть нижней поверхности стекломатериала была отделена от формующей поверхности.
26. Способ по п.25, в котором
сформованное изделие является литейной формой или частью литейной формы для однофокальной очковой линзы,
стекломатериал помещен так, чтобы вся внутренняя окружность на краевой части нижней поверхности стекломатериала находилась в контакте с формующей поверхностью, и центральная часть нижней поверхности стекломатериала была отделена от формующей поверхности.
27. Способ определения формы нижней поверхности стекломатериала для использования в способе формования, в котором верхняя поверхность стекломатериала, который помещен на формующую поверхность шаблона, формуют в желаемую форму, чтобы получить сформованное изделие нагреванием стекломатериала до температуры, позволяющей деформацию, для приведения нижней поверхности стекломатериала в плотный контакт с формующей поверхностью, в котором
сформованное изделие является литейной формой или частью литейной формы для однофокальной очковой линзы,
очковая линза является линзой с постепенным увеличением оптической силы, имеющей одну точку отсчета для измерения дальней оптической силы и одну точку отсчета для измерения ближней оптической силы,
формующая поверхность является поверхностью свободной формы, отличной от сферической поверхности,
при допущении, что стекломатериал имеет верхнюю и нижнюю поверхности, являющиеся сферическими по форме, и имеет, по существу, равную толщину в нормальном направлении, форма нижней поверхности определена как поверхность, имеющая сферическую форму, средняя кривизна которой приблизительно идентична средней кривизне в точке отсчета для измерения дальней оптической силы линзы с постепенным увеличением оптической силы.
28. Способ по п.27, в котором толщина стекломатериала в нормальном направлении является, по существу, неизменной до и после формования.
29. Способ по п.28, в котором стекломатериал имеет толщину в диапазоне от 2 до 10 мм в нормальном направлении.
30. Способ по п.29, в котором стекломатериал имеет внешний диаметр в диапазоне от 60 до 90 мм.
31. Способ по п.30, в котором
стекломатериал помещен так, чтобы, по меньшей мере, три точки на краевой части нижней поверхности стекломатериала находились в контакте с формующей поверхностью, а центральная часть нижней поверхности стекломатериала была отделена от формующей поверхности.
32. Способ по п.31, в котором три точки на краевой части нижней поверхности стекломатериала состоят из двух точек на краевой части нижней поверхности стекломатериала, которые расположены на стороне, относящейся к точке отсчета для измерения дальней оптической силы линзы с постепенным увеличением оптической силы, и одной точки, которая расположена на стороне точки отсчета для измерения ближней оптической силы.
33. Способ по п.32, в котором две точки, которые расположены на стороне, относящейся к точке отсчета для измерения дальней оптической силы, расположены симметрично относительно линии на нижней поверхности стекломатериала, относящейся к главному меридиану, который проходит через точку отсчета для измерения дальней оптической силы линзы с постепенным увеличением оптической силы.
34. Способ производства формованного изделия, включающий формование верхней поверхности стекломатериала, который был помещен на формующую поверхность шаблона, для получения сформованного изделия нагреванием стекломатериала до температуры, позволяющей деформацию, для приведения нижней поверхности стекломатериала в плотный контакт с формующей поверхностью, в котором
шаблон, имеющий формующую поверхность, являющуюся поверхностью свободной формы, отличной от сферической поверхности, используют в качестве шаблона,
стекломатериал, который имеет верхнюю и нижнюю поверхности, являющиеся сферическими по форме, имеет, по существу, равную толщину в нормальном направлении, а форма нижней поверхности которого была определена способом по любому из пп.21-33, используют в качестве стекломатериала.
35. Способ производства по п.34, в котором верхнюю поверхность стекломатериала формуют в приблизительно смещенную поверхность относительно формующей поверхности шаблона.
| JP 4275930 А, 01.10.1992 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ С АСФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ | 2003 |
|
RU2245852C1 |
| WO 03079095 А2, 25.09.2003 | |||
| JP 2003232902 А, 22.08.2003 | |||
| Преобразователь переменного напряжения в постоянное | 1982 |
|
SU1171932A1 |
| 0 |
|
SU154382A1 | |

