Область техники, к которой относится изобретение
Настоящее изобретение относится к системе уплотнения штока и, более конкретно, к системе уплотнения штока, содержащей амортизирующее кольцо, уплотнение штока и пылезащитное уплотнение, расположенные последовательно в этом порядке со стороны гидравлической жидкости в наружную сторону в кольцевом зазоре между двумя элементами при возвратно-поступательном движении.
Уровень техники
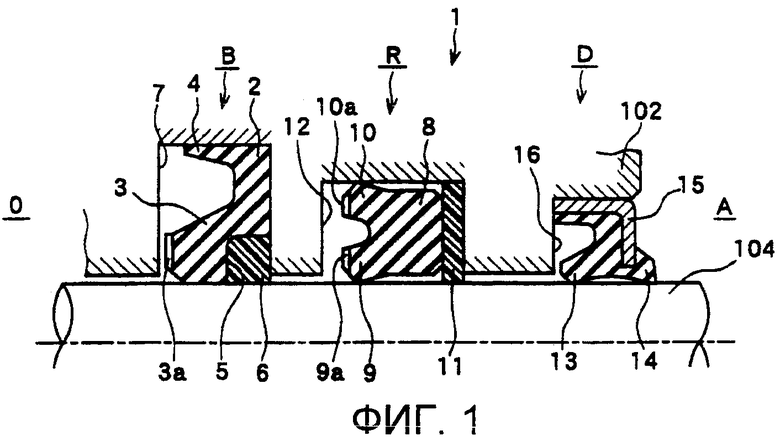
Система уплотнения штока, содержащая амортизирующее кольцо, уплотнение штока и пылезащитное уплотнение, расположенные последовательно в этом порядке со стороны гидравлической жидкости в наружную сторону в кольцевом зазоре между двумя элементами при возратно-поступательном движении, раскрыта в нижеследующем Патентном документе 1 и показана на Фиг.1 в виде частичного поперечного сечения, где система 1 уплотнения штока включает в себя уплотнение R штока в качестве основного уплотнения для предотвращения просачивания рабочей жидкости наружу, амортизирующее кольцо В, расположенное со смазочной гидравлической стороны О уплотнения R, для демпфирования ударного давления или колебаний давления на стадиях с высокой нагрузкой или для исключения затекания высокотемпературной рабочей жидкости в уплотнение R штока, что тем самым улучшает долговечность уплотнения R штока и пылезащитного уплотнения D, которое препятствует попаданию грязной воды снаружи или пыли в уплотнение R штока с наружной стороны А, как предусмотрено в их размещении в порядке B-R-D от стороны гидравлической жидкости к наружной стороне в кольцевом зазоре между двумя элементами при возвратно-поступательном движении, например штоком и цилиндром.
Патентный документ 1: JP-A-2001-355739
Для обеспечения большего срока службы такой кольцевой системы уплотнения штока подбираются специальные материалы для каждого типа уплотнения R штока, амортизирующего кольца В и пылезащитного уплотнения D с точки зрения таких характеристик материалов, как теплостойкость, стойкость масла, износоустойчивость и т.д. Прежде всего, амортизирующее кольцо В располагают на самой ближайшей стороне к гидравлическому маслу, и оно подвергается воздействию высокотемпературного масла с высоким давлением, и таким образом для применения должны быть выбраны материалы с исключительной прочностью и теплостойкостью.
Для удовлетворения потребности в более высоком давлении (35 МРа - 42 МРа) и в более высокой температуре (максимум 110°С) и, кроме того, в более длительном сроке службы, в вышеупомянутом Патентном документе 1 раскрывается выбор типа манжетного уплотнения для амортизирующего кольца В и использование таких материалов, как теплостойкий тип полиуретана (полиуретана, полученного из теплостойкого типа полиола и теплостойкого типа полиизоцианата), имеющего исключительную теплостойкость и износостойкость. Что касается уплотнения R штока, то раскрывается использование манжетного уплотнения и нитрилбутадиенового каучука (НБК) или гидрогенизированного НБК, имеющего исключительную теплостойкость, морозостойкость, маслостойкость и такую же реакцию на эксцентричность, как и материалы. Что касается пылезащитного уплотнения D, то раскрывается использование типа манжетного уплотнения с разделенной канавкой и кольцом, прикрепленным к наружной периферии, и полиуретана общего применения в качестве материалов, подходящих с точки зрения морозостойкости.
При рабочих температурах до максимум 110°С срок службы амортизирующего кольца В может тем самым быть увеличен и достигнут эффект контроля нагрузки на уплотнении R штока и таким образом может быть достигнут увеличенный срок службы системы уплотнения штока. В настоящее время, однако, существует необходимость в более высоких рабочих температурах до максимум 120°С и спрос на дальнейшее увеличение срока службы системы. Когда используется система для уплотнения штока вышеупомянутого Патентного документа 1, например, при рабочей температуре 120°С, то встретились с такой проблемой, как значительное уменьшение уплотняющей способности.
Форма элементов системы уплотнения штока будет описана ниже со ссылкой на Фиг.1. Амортизирующее кольцо В обычно может быть использовано посредством установки опорного кольца 6 на внутреннем периферийном уплотнении, служащем в качестве опоры для скользящей стороны U-образной прокладки 2. Уплотнение R штока обычно может быть использовано при его обеспечении плоским опорным кольцом 11 типа шайбы, примыкающей к внешней стороне А U-образной прокладки 8. Пылезащитное уплотнение D размещено в установочной канавке 16 на внутренней периферии цилиндра 102, где и манжета 13 от масла, обеспеченная на стороне О гидравлического масла, и манжета 14 от пыли, обеспеченная на внешней стороне А, могут скользить вдоль штока 104, а металлическое кольцо 15 установлено с нагревом на наружной периферийной соединительного элемента, размещенного на установочной канавке 16.
На Фиг.1 соответственно обозначены позицией 3 - внутренняя периферийная манжета, а 3а - концевое углубление в ней, 4 - наружная периферийная манжета, 5 - внутренняя периферийная опора, 7 - установочная канавка, 9 - внутренняя периферийная манжета, 9а - ее концевое углубление, 10 - наружная периферийная манжета, 10а - концевое углубление в ней и 12 - установочная канавка.
Можно предполагать различные причины протечки масла. В уплотняющей системе уплотнение штока рассматривается как важное уплотнение с точки зрения утечки масла, и, таким образом, предусмотрено амортизирующее кольцо перед уплотнением штока для демпфирования влияния давящей нагрузки на уплотнение штока.
Однако из-за потери эластичности, вызванной уменьшением механической прочности, или из-за уменьшения плотности прилегания, вызванного увеличением износа в условиях избыточно повышенной предельной рабочей температуры, или в результате непрерывной работы в таких условиях амортизирующее кольцо В не сможет полностью функционировать (см. параграф 0022 упомянутого Патентного документа 1). Таким образом, пока амортизирующее кольцо может функционировать без каких-либо повреждений, более длительное сохранение плотности прилегания будет более эффективным для демпфирования давящей нагрузки на уплотнение штока в течение длительного времени. Для удовлетворения возникшей потребности в более высокой рабочей окружающей температуре (120°С) и также потребности в более длительном сроке службы теперь для амортизирующего кольца В требуются материалы, имеющие исключительные теплостойкость и механические характеристики.
Однако теплостойкость и механические характеристики термопластичного полиуретана для применения в амортизирующем кольце В зависят от физических ограничений, обусловленных водородными связями и т.д. твердых сегментов в полимерной цепи, и таким образом были пока не всегда удовлетворительными под влиянием температуры размягчения или плавления, или термической стабильности твердого сегмента. Для улучшения теплостойкости или характеристики усадки при сжатии, как известно, повышают содержание твердых сегментов. В этом случае имеется такая проблема, как повышение твердости формуемого продукта, что приводит к потери мягкости.
Были предприняты пока только попытки заменить компоненты твердого сегмента более жесткими компонентами для улучшения теплостойкости или характеристик усадки при сжатии, но которые оказались неудовлетворительными. Например, в Патентном документе 2 или 3 раскрывается использование соединений 4,4'-бисфенилдиола, имеющих молекулярную структуру с хорошей симметрией и твердостью в качестве агента для удлинения цепи, причем полученный термопластичный полиуретан имеет хорошие механические характеристики, но страдает от большого снижения величины модуля упругости из-за повышенной температуры и также от неудовлетворительной теплостойкости. Когда используется р-фенилендиизоцианат в качестве соединения диизоцианата, как раскрыто в Патентном документе 4, то могут быть получены термопластичные эластомеры, имеющие отличные стойкость к термической деформации и характеристики усадки при сжатии, но с соединением диизоцианата трудно иметь дело, так оно имеет высокую температуру плавления и также способность к сублимации, поэтому имеется такая проблема, как трудность получения термопластичных эластомеров требуемого постоянного качества.
Патентный документ 2: JP-A-4-211033
Патентный документ 3: JP-A-4-332716
Патентный документ 4: JP-A-1-95119
Таким образом, в настоящее время трудно обеспечить одновременно удовлетворительные механические характеристики, теплостойкость и характеристики усадки при сжатии изменением содержания твердых сегментов или соотношения компонентов в композиции сырого полиуретанового материала. Возможно решение этих проблем посредством добавления компонента композиции, т.е. добавления неорганических волокон, таких как стекловолокна, углеродные волокна и т.д., или неорганического порошка, такого как карбонат кальция, слюда, тальк, оксид титана, нитевидных кристаллов и т.д., в композицию в качестве упрочняющего агента. Для получения удовлетворительного эффекта, однако, необходимо добавлять относительно большое количество, например, от около 10 до около 30 массовых частей или больше упрочняющего агента к 100 частям масс. термопластичного полиуретана, что иногда приводит к таким проблемам, как уменьшение эластичности, твердости, поверхностной плоскостности каучука и увеличение удельной массы и т.д. формуемых продуктов.
С другой стороны, в Патентном документе 5 раскрыт другой способ, не основанный на изменении компонентов композиции или условия смешивания, а на удалении изоцианатных групп NCO в некотором диапазоне (коэффициент ИК поглощения NCO группы/С=С группы составляет от 0,10 до 0,35), оставшихся в формуемом продукте сразу после горячего формования, посредством обработки термическим старением, что тем самым увеличивает плотность сшивания с достижением химической стабилизации и улучшения характеристик усадки при сжатии и т.д. Однако теплостойкость термопластичного полиуретана, в основном, зависит также от физической структуры, такой как молекулярное устройство (упорядоченное расположение твердых фаз для улучшения упаковки), помимо химических структур, таких как сшитая структура, и, таким образом, трудно получить физическую стабильность таких характеристик усадки при сжатии только методом, раскрытым в Патентном документе 5.
Патентный документ 5: JP-A-7-228661
Раскрытие изобретения
Проблема, решаемая изобретением
Целью настоящего изобретения является создание системы уплотнения штока, содержащей амортизирующее кольцо, уплотнение штока и пылезащитное уплотнение, расположенные последовательно в этом порядке со стороны гидравлической жидкости к наружной стороне в кольцевом зазоре между двумя элементами при возвратно-поступательном движении, при этом амортизирующее кольцо выполнено из термопластичного полиуретанового формуемого продукта, имеющего отличную теплостойкость, способную противостоять рабочей окружающей температуре, особенно максимальной 120°С, и также имеющего исключительные характеристики усадки при сжатии, согласную реакцию на эксцентричность и т.д.
Средства для решения проблемы
В вышеупомянутой системе уплотнения штока цель настоящего изобретения может быть достигнута выполнением амортизирующего кольца из термопластичного полиуретанового формуемого продукта, полученного воздействием на термопластичный полиуретановый формуемый продукт, полученный посредством реакции между (А) высокомолекулярным поликарбонатдиолом, имеющим среднечисленную молекулярную массу Mn 500-6000, (В) ароматическим диизоцианатом и (С) низкомолекулярным диолом в качестве агента для удлинения цепи при отношении NCO/OH от 0,95 до 1,20, термической обработки при условиях, чтобы температура (Tg) стеклования твердых фаз в размягченное состояние стала 170°С или выше, предпочтительно 170-230°С, и эндотермическая пиковая площадь (∆H) при Tg стала 5 J/g или больше, посредством дифференциальной сканирующей калориметрии.
Эффекты изобретения
В конструкции настоящей системы, поскольку степень прилегания амортизирующего кольца способна обеспечить эффект демпфирования давящей нагрузки на уплотнение штока в случае, когда не имеется какого-либо повреждения и т.д., изменения в плотности прилегания из-за потери эластичности будут больше по величине, чем изменения в плотности прилегания из-за изношенности, что свидетельствует о том, что потеря эластичности может рассматриваться как особо важная для амортизирующего кольца в системе уплотнения штока.
Другими словами, настоящий термопластичный полиуретановый формуемый продукт имеет высокие теплостойкость и характеристики усадки при сжатии, особенно исключительные характеристики усадки при сжатии при высоких температурах, таких как 100-120°С, и также имеет удовлетворительную ответную реакцию на эксцентриситет, и, таким образом, может использоваться в качестве подходящего уплотняющего материала или материала для прокладок.
Когда такой уплотняющий материал или прокладочный материал, выполненный из термопластичного полиуретанового формуемого продукта, используется в качестве амортизирующего кольца в системе уплотнения штока, т.е. в системе уплотнения штока, содержащей амортизирующее кольцо, уплотнение штока и пылезащитное уплотнение, которая используется в масленых гидравлических цилиндрах и т.д. в качестве приводных устройств в машиностроительном оборудовании или в транспортных средствах, стойкость к воздействию утечек масла из-за потери эластичности может быть улучшена и тем самым повышена предельная температура теплостойкости. Кроме того, чем выше температура или длиннее расстояние скольжения, тем более значительно может быть улучшена степень потери эластичности или характеристики усадки при сжатии.
Более конкретно, использование такого термообработанного термопластичного полиуретанового формуемого продукта в качестве амортизирующего кольца может улучшить стойкость в отношении потери эластичности из-за термического фактора, что тем самым сохраняет эффект снижения воздействия температуры и давления как функции амортизирующего кольца, и ожидается, что ослабление прямой сжимающей нагрузки на уплотнение штока может привести к снижению поверхностного давления на уплотнение штока и уменьшению эффекта возникновения тепла. Таким образом, может быть уменьшен износ уплотнения штока, что тем самым увеличивает срок службы системы уплотнения штока. Кроме того, когда используется термообработанный термопластичный полиуретановый формуемый продукт в качестве амортизирующего кольца, то могут быть получены такие желательные эффекты, даже если уплотнение штока выполнено из (гидрогенизированного) НБК и пылезащитное уплотнение выполнено из полиуретана общего назначения.
Краткое описание чертежей
Фиг.1 представляет собой схематичный вид с частичным поперечным сечением системы уплотнения штока.
Фиг.2 представляет собой график, показывающий зависимость между расстоянием скольжения и объемной скоростью утечки, измеренной при тестировании длительности скольжения в соответствии с JIS Class A.
Описание ссылочных позиций:
1 - Система уплотнения штока
2 - U-образная прокладка
3 - Внутренняя периферийная манжета
4 - Наружная периферийная манжета
5 - Внутренняя периферийная опора
6 - Опорное кольцо
7 - Установочная канавка
8 - U-образная прокладка
9 - Внутренняя периферийная манжета
10 - Наружная периферийная манжета
11 - Опорное кольцо
12 - Установочная канавка
13 - Манжета от масла
14 - Манжета от пыли
15 - Металлическое кольцо
16 - Установочная канавка
104 - Цилиндр
O - Cторона с гидравлическим маслом
A - Наружная сторона
B - Амортизирующее кольцо
R - Уплотнение штока
D - Пылезащитное уплотнение
Предпочтительные варианты осуществления изобретения
Термообрабатываемый термопластичный полиуретановый (термопластичный эластомер на основе полиуретана) формуемый продукт может быть получен посредством диизоцианатной полиприсоединительной реакции между поликарбонатдиолом с высокой молекулярной массой (гликолем с длинной цепью), имеющим активные водородные концы, и диолом с низкой молекулярной массой (гликолем с короткой цепью) в качестве агента для удлинения цепи.
Поликарбонатдиол с высокой молекулярной массой как компонент (А) для применения в настоящем изобретении является соединением, имеющим две или больше карбонатных структур в молекуле и молекулярную массу 500-6000, предпочтительно 1000-3000, и включающим, например, продукты поликонденсации между диолами, такими как 1,4-бутандиол, 1,6-гександиол, неопентилгликоль, 1,8-октандиол, 1,9-нонандиол, 1,4-циклогександиметанол, 2-метилпропандиол, дипропиленгликоль, диэтиленгликоль и т.д., продукты реакции этих диолов с дикарбоновыми кислотами, такими как щавелевая кислота, малоновая кислота, адипиновая кислота, азелоиновая кислота, гексаоксифталевая кислота и т.д., и ароматическими карбонатами или алифатическими карбонатами, такими как дифенилкарбонат, бис(хлорфенил)карбонат, динафтилкарбонат, фенилтолуилкарбонат, фенилхлорфенилкарбонат, 2-толил-4-толилкарбонат, диметилкарбонат, диэтилкарбонат, диэтиленкарбонат, этиленкарбонат и т.д.; соединения, представленные следующей общей формулой:
HO(CnH2nOCOO)mCnH2nOH;
и соединения, имеющие следующую общую формулу, полученные переэтерификацией между алкиленкарбонатом (R'O)2CO и алкиленгликолем HOROH:
HO(ROCOO)nROH
Когда молекулярная масса меньше 500, то нельзя получить подходящую каучуковую эластичность в материалах для амортизирующего кольца, а когда молекулярная масса выше 6000, то нельзя получить удовлетворительную каучуковую твердость. Компонент полиол (А) может использоваться в количестве 30-90% масс., предпочтительно 40-70% масс. от суммарной массы трех компонентов (А),(В) и (С). При менее 30% масс. будет ухудшаться формуемость, а при более 90% масс. будут ухудшаться теплостойкость и характеристики усадки при сжатии.
Ароматический диизоцианат для использования в настоящем изобретении в качестве компонента (В) включает, например, толуилендиизоцианат, толидиндиизоцианат, 4,4'-дифенилметандиизоцианат (ДМДИ), р-фенилендиизоцианат, нафталиндиизоцианат, полимерный ДМДИ и т.д. Толидиндиизоцианат является предпочтительным с точки зрения удобства применения и формуемости.
Агент для удлинения цепи (С) как другой диоловый компонент в реакции является другим диолом, не поликарбонатным. Диолы, имеющие молекулярную массу от около 50 до около 500, например один гликоль или больше, таких как 1,4-бутандиол, 1,6-гександиол, 2,3-бутандиол, 1,4-бис(β-гидроксиэтокси)бензол, р-ксилиленгликоль, моноаллиловый эфир глицерина, диметилолдигидропиран и т.д. могут быть использованы в количестве 1-60% масс., предпочтительно 5-40% масс. от суммарной массы трех компонентов (А), (В) и (С). Когда их больше 60% масс., то будет ухудшаться формуемость, а когда меньше 1% масс., то будут ухудшаться теплостойкость и характеристики усадки при сжатии.
Реакция образования полиуретана из этих трех компонентов может протекать при соотношении NCO/OH, составляющем 0,95-1,20, предпочтительно 1,05-1,10, т.е. при отношении NCO группы органического диизоцианата к OH группе диола с высокой молекулярной массой и диола с низкой молекулярной массой, как агента для удлинения цепи. Когда это отношение не находится внутри упомянутого диапазона величин, молекулярная масса полученного полиуретана будет понижена или возникнут побочные реакции из-за присутствия избыточной изоцианатной группы или гидроксильной группы, ухудшающие физические свойства. Во время реакции, если необходимо, могут быть также добавлены в качестве катализатора соединение олова, соединение амина и т.д., и, кроме того, могут быть добавлены, если необходимо, наполнитель, окись металла, гидрат окиси металла, смазка и т.д.
Три компонента формуются в требуемую форму, такую как пленка и т.д., посредством одностадийного процесса или преполимерного процесса с использованием машины инжекционного формования, экструдера и т.д., и затем полученные термопластичные полиуретановые сформованные продукты подвергаются тепловой обработке (физическому старению). Термообработка может проводиться в инертной атмосфере газообразного азота и т.д. в условиях, при которых температура (Tg) стеклования твердых фаз термопластичного полиуретана становится 170°С или выше, предпочтительно 170-230°С, более предпочтительно 175-210°С, и энтальпия (ΔH), показывающая эндотермическую пиковую площадь Tg, становится 5 J/g или больше, предпочтительно 6 J/g или больше, посредством дифференциальной сканирующей калориметрии при скорости повышения температуры 10°С/мин.
Более конкретно термообработка может проводиться при температуре между температурой стеклования мягких фаз и температурой (Tg) стеклования твердых фаз посредством соответствующего управления температурой и временем соответственно от 135 до 170°С и от около 10 до 100 часов, и также может подбираться атмосфера, если необходимо, при которой будет проводиться термообработка. Термообработка для получения характеристик перехода из высокоэластичного в стеклообразное состояние и наоборот зависит от применяемых соответствующих компонентов и их составляющих количеств в составе и может проводиться обычно при 150°С в течение 15 часов или больше.
Когда температура (Tg) стеклования твердых фаз ниже 170°С, теплостойкость или характеристики усадки при сжатии будут ухудшаться, а когда эта температура выше 230°С, то термопластичные полиуретановые формуемые продукты будут термически ухудшаться. Что касается энтальпии (ΔH), показывающей эндотермическую пиковую площадь Tg, то чем выше величина ∆Н, тем более она предпочтительна с точки зрения термической стабильности материалов, при этом ее максимальная доступная величина составляет около 18 J/g.
Мягкие фазы в термопластичном полиуретане также обладают температурой стеклования, которая находится в более низкотемпературном диапазоне, чем комнатная температура, и, таким образом, не имеет отношения к теплостойкости. То есть только характеристики перехода из высокоэластичного в стеклообразное состояние твердых фаз могут доминировать в кинематическом свойстве полиуретана на высокотемпературной стороне. Первичная структура и вторичная-третичная структуры твердых фаз могут рассматриваться как доминирующие факторы в характеристиках перехода из эластичного в стеклообразное состояние.
Поведение первичной структуры твердых фаз приводит к образованию жестких структур с бензольным кольцом и т.д., введенных в структуру молекулы, что тем самым повышает температуру (Tg) стеклования, то есть ароматические диизоцианаты используются как диизоцианатное соединение. С другой стороны, вторичными-третичными структурами трудно управлять только количеством компонентов в составе и таким образом необходимо проводить специальную тепловую обработку, чтобы она привела к уплотнению твердых фаз, что тем самым смещает Tg в сторону более высоких температур и повышает величину энтальпии (ΔН).
Когда термопластичные полиуретановые формуемые продукты могут иметь более высокие Tg и ΔH в рабочих условиях, то для этого потребуется большее количество энергии для разрушения структуры упаковки твердой фазы из-за вышеупомянутых причин, и таким образом термопластичные полиуретановые формуемые продукты могут иметь более высокие теплостойкость и характеристики усадки при сжатии и особенно удовлетворительные характеристики усадки при сжатии при такой высокой температуре, как 100-120°С.
В вышеупомянутом Патентном документе 5 раскрывается то, что термопластичные полиуретановые эластомеры, полученные посредством реакции между диолом с высокой молекулярной массой, диизоцианатным соединением и 1,4-бис(β-гидроксиэтокси)бензолом при отношении NCO/OH от 1,07 до 1,15, формуются в горячем состоянии и полученные сформованные продукты подвергаются тепловому старению при 90-130°С, предпочтительно при 105-120°С, но не могут быть получены такие величины Tg и ΔH, как определены в настоящем изобретении при раскрытых условиях теплового старения.
Когда термопластичные полиуретановые формуемые продукты, подвергнутые термообработке, используются в качестве амортизирующего кольца В в вышеупомянутой системе для уплотнения штока, его теплостойкая прочность в отношении потери эластичности может быть повышена, и таким образом система уплотнения штока может иметь увеличенный срок службы по отношению к утечкам, возникающим из-за потери эластичности.
Примеры
Ниже будет подробно описано настоящее изобретение.
Справочный пример
400 г полиола на основе поликарбоната (Nippolan 980, продукт фирмы Nippon Polyurethane Co., Ltd. со среднечисленной молекулярной массой Mn около 2000, величиной OH 56,1) расплавлялись при 110°С и затем сушились при давлении ниже атмосферного при 110°С в течение 45 мин. Затем полиол загружался в реактор, предварительно нагреваемый до 120°С, и смешивался с 211 г толидиндиизоцианата (53 части масс. на 100 частей масс. полиола на основе поликарбоната, с отношением NCO/OH 1,10) при перемешивании и подвергался реакции в течение 30 минут с образованием форполимера. Форполимер смешивался с 47 г 1,4-бутандиола (11,8 частей масс. на 100 частей масс. полиола на основе поликарбоната) при перемешивании и далее размешивался в течение 60 секунд. Затем реакционная смесь наливалась на горячую пластину из реактора и отверждалась. Затвердевший продукт помещали в печь при 100°С, оставляли стоять в течение 15 часов и охлаждали и в результате получали термопластичный полиуретан.
Полученный термопластичный полиуретан превращали в порошок и формовали в пленкообразный формованный продукт (150 мм × 150 мм × 2 мм) посредством машины для инжекционного формования при следующих условиях формования: температура сопла 230°С и температура цилиндра 180°С. Формованная пленка термически обрабатывалась в печи с циркуляцией воздуха при 150°С в течение 72 часов.
Для термопластичного полиуретана и формованной пленки определялись следующие элементы испытания.
Дифференциальная сканирующая калориметрия (ДСК): на 10-20 мг малой пробы определялись величины Tg (температура стеклования) и ΔН (энтальпия) посредством ДСК7 фирмы Perkin-Elmer в атмосфере газообразного азота при скорости повышения температуры 10°С/мин.
Базовой линией для расчета ∆Н была соединительная линия между точкой контакта базовой линии высокотемпературной стороны с ДСК кривой и точкой контакта базовой линии низкотемпературной стороны с ДСК кривой, и ΔН рассчитывалась исходя из пика, возникшего в явлении объемной релаксации, окруженного пересечениями с ДСК кривой при температуре (Tg) стеклования.
Формуемость: Вязкость расплава определялась капиллографом С1 фирмы Toyo Seiki при условиях: температура 230°С и скорость сдвига 121,6/сек, и одновременно оценивалась формуемость инжектируемого расплава как Ο для отсутствия замеченной линии спая и Δ при замеченной линии спая.
Физические свойства формуемого продукта: Твердость, прочность при разрыве и удлинение при разрыве определялись в соответствии с ASTD D-412-83 и одновременно определялась величина усадки при сжатии при 25% сжатии при 80, 100 или 120°С в течение 70 часов.
Износостойкость: определялись коэффициент статического трения и коэффициент динамического трения посредством теста износостойкости по типу Suzuki в гидравлической жидкости Daphne №46 масла в условиях: температура 100°С, периферийная скорость 667 мм/сек и нагрузка 294,2N.
Инфракрасный спектрохимический анализ: NCO/C=C отношение (ароматических) групп.
Сравнительный справочный пример 1
В Справочном примере термообработка не проводилась.
Сравнительный справочный пример 2
В Справочном примере условия термообработки были изменены на 125°С в течение 15 часов.
Сравнительный справочный пример 3
В Справочном примере такое же количество полиола на основе поликапролактона (Polylite OD-X-640, продукт фирмы Dainippon Ink and Chemicals cо среднечисленной молекулярной массой Mn около 2000) использовалось вместо полиола на основе поликарбоната, и 200 г дифенилметандиизоцианата (50 частей масс. на 100 частей масс. полиола на основе поликапролактона, отношение NCO/OH 1,10) как изоцианат, и 104 г 1,4-бис(β-гидроксиэтокси)бензола (25,9 частей масс. на 100 частей масс. полиола на основе поликапролактона) как агента для удлинения цепи использовались без термической обработки.
Сравнительный справочный пример 4
В Справочном примере 96 г р-фенилендиизоцианата (24 части масс. на 100 частей масс. полиола на основе поликарбоната, отношение NCO/OH 1,10) в качестве диизоцианата, и 68 г 1,4-бис(β-гидроксиэтокси)бензола (17 частей масс. на 100 частей масс. полиола на основе поликарбоната) в качестве агента для удлинения цепи использовались, и условия термической обработки были изменены на 125°С в течение 15 часов.
Сравнительный справочный пример 5
В Сравнительном справочном примере 5 термическая обработка проводилась при 150°С в течение 15 часов.
Сравнительный справочный пример 6
В Сравнительном справочном примере 6 условия термической обработки были изменены на 150°С в течение 72 часов.
Результаты предшествующего примера и сравнительных справочных примеров приведены в следующей Таблице 1. Определение посредством ДСК было невозможно провести в сравнительных справочных примерах 1 и 5, в которых термическая обработка не проводилась.
Из результатов Сравнительных справочных примеров становится ясно, что в Сравнительных справочных примерах 1 и 3 поведение температуры стеклования твердых фаз является неудовлетворительным, и поэтому нельзя получить хорошие теплостойкость и характеристики усадки при сжатии, при этом особенно усадка при сжатии при 120°С является такой большой, что нельзя получить амортизирующие кольца, которые могли бы выдержать окружающую рабочую температуру 120°С, и, как очевидно из Сравнительного справочного примера 2, что даже если Tg будет выше 170°С, не будут получены удовлетворительные характеристики, когда величина ∆Н является недостаточной, и, кроме того, как очевидно из Сравнительного справочного примера 4, даже если теплостойкость и характеристики усадки при сжатии будут улучшены посредством изменения состава сополимера, вязкость расплава будет более высокой, что приведет к плохой формуемости. В Сравнительных справочных примерах 5 и 6 (случаи использования полиола на основе капролактона), даже если Tg будет выше 170°С и ΔН больше 5 J/g, усадка при сжатии при 120°С будет больше, поэтому цель настоящего изобретения: создание амортизирующего кольца, способного противостоять высоким рабочим окружающим температурам, не может быть достигнута.
Пример
Оценка скорости потери эластичности амортизирующего кольца
Система уплотнения штока, показанная на Фиг.1, была изготовлена с использованием термически обработанного термопластичного полиуретанового формуемого продукта, полученного в вышеприведенном Справочном примере, и подвергнутая испытанию на долговечность при нижеприведенных условиях для расчета скорости потери эластичности следующим образом:
Скорость потери эластичности(%)=(плотность прилегания перед испытанием-плотность прилегания после испытания)/(плотность прилегания перед испытанием) × 100.
(Условия проведения испытания на долговечность)
Давление: 42 МРа
Скорость скольжения: 400 мм/cек
Расстояние скольжения: 500 км и 120 км
Температура: 110 и 120°С
В системе 1 уплотнения штока согласно рабочему варианту осуществления, который используется в вышеупомянутом испытании на долговечность, U-образную прокладку 2 амортизирующего кольца В выполняли из термически обработанного термопластичного полиуретанового формуемого продукта, полученного в вышеупомянутом Справочном примере; опорное кольцо 6 амортизирующего кольца В было выполнено из полиамида (80 NP, продукт фирмы NOK); U-образная прокладка 8 уплотнения R штока была выполнена из бутадиенакрилонитрильного каучука (А505, продукт фирмы NOK); опорное кольцо 11 уплотнения R штока было выполнено из политетрафторэтилена (19YF, продукт фирмы NOK); пылезащитное уплотнение D было выполнено из полиуретана (U801, продукт фирмы NOK); и SPCC (японские промышленные стандарты JIS) использовались для металла металлического кольца 15.
Результаты показаны в нижеприведенной Таблице 2. Сравнительный пример является случаем замены только материала амортизирующего кольца в этом примере полиуретановым каучуком Сравнительного справочного примера 2, соответствующим термопластичному уретановому каучуку (U641, продукт фирмы NOK), раскрытому в Патентном документе 1, как формуемый продукт. Из результатов (скорости потери эластичности) очевидно, что когда расстояние скольжения и температура такие же, то величины скорости потери эластичности будут меньше, чем для этих же пунктов Сравнительного примера, и особенно разность в скоростях потери эластичности между ними будет больше при повышенной температуре (120°С), и даже при различных расстояниях скольжения, т.е. 500 км и 120 км скорость потери эластичности при 110°С в Сравнительном примере и скорость потери эластичности при 120°С, по существу, равны одна другой, поэтому термостойкая долговечность амортизирующего кольца В может быть повышена в настоящем изобретении.
500 км
120 км
Оценка объемной скорости утечки
Система уплотнения штока в Примере подвергалась испытанию на износоустойчивость при скольжении в соответствии с JIS класса А (в соответствии со старым JIS B 8354; 120°С, 500 км) для определения соотношения между расстоянием скольжения (км) и объемной скоростью утечки масла (СС/100 m скольжения) на основе предельной объемной скорости (0,04 сс) по JIS класса А для этой системы. Результаты графически показаны в качестве примера на Фиг.2. В Сравнительном примере показаны результаты определения для случая системы уплотнения штока вышеупомянутого Сравнительного примера.
В испытании на износоустойчивость при скольжении по JIS класса А объемная скорость утечки (утечки масла) служит в качестве фактора для определения, подходит или нет уплотняющая система, и JIS задает объем протекшего масла в масляном гидравлическом цилиндре. Для размера, который используется при определении, величина 0,04 сс/100 m скольжения может рассматриваться как критерий.
Как показано на Фиг.2, иллюстрирующей соотношение между расстоянием скольжения и объемной скоростью утечки, уплотняющая система с отличной герметизирующей способностью (с меньшей объемной скоростью утечки при хорошей стабильности) может быть получена, которая используется для амортизирующего кольца. В частности, может быть получена уплотняющая система с отличной герметизирующей способностью при рабочей высокой температуре (120°С).
Промышленная применимость
Настоящий термически обработанный термопластичный полиуретановый формуемый продукт может быть использован не только в качестве герметизирующего и уплотняющего элемента для возвратно-поступающего движения, но также как многосторонний уплотняющий элемент для вращательного движения или для неподвижного состояния. Кроме того, настоящий полиуретановый формуемый продукт может быть применен в сцепляющихся частях башмака с его приводным валом или удерживающими деталями в шарнирах. Сильфонная часть башмака подвергается деформации удлинения во время работы, и настоящий полиуретановый формуемый продукт, имеющий хорошие теплостойкость и характеристики усадки при сжатии, может быть эффективно использован в соединительных частях с приводным валом или его удерживающих деталях в шарнирах.

Изобретение относится к уплотнительной технике. Система уплотнения штока содержит амортизирующее кольцо, уплотнение штока и пылезащитное уплотнение, расположенные последовательно в этом порядке от стороны гидравлической жидкости к наружной стороне в кольцевом зазоре между двумя элементами при возвратно-поступательном движении. Амортизирующее кольцо выполнено из термопластичного полиуретанового формуемого продукта, полученного посредством воздействия на термопластичный полиуретановый формуемый продукт, полученный по реакции между (А) поликарбонатдиолом с высокой молекулярной массой, имеющим среднечисленную молекулярную массу Мn 500-6000, (В) ароматическим диизоцианатом и (С) диолом с низкой молекулярной массой в качестве агента для удлинения цепи при отношении NCO/OH от 0,95 до 1,20, термической обработки при условиях, чтобы температура (Tg) стеклования твердых фаз стала 170°С или выше, и эндотермическая пиковая площадь (ΔН) при Tg стала 5 J/g или больше, посредством дифференциальной сканирующей калориметрии. Амортизирующее кольцо, выполненное из термопластичного полиуретанового формуемого продукта, имеет отличные теплостойкость, способную противостоять рабочей окружающей температуре, особенно максимальной 120°С, характеристики усадки при сжатии, соответственно реагирующие на эксцентричность и т.д. 4 з.п. ф-лы, 2 табл., 2 ил.
1. Система уплотнения штока, содержащая амортизирующее кольцо, уплотнение штока и пылезащитное уплотнение, расположенные последовательно в этом порядке от стороны гидравлической жидкости к наружной стороне в кольцевом зазоре между двумя элементами при возвратно-поступательном движении, отличающаяся тем, что амортизирующее кольцо выполнено из термопластичного полиуретанового формуемого продукта, полученного посредством воздействия на термопластичный полиуретановый формуемый продукт, полученный по реакции между (А) поликарбонатдиолом с высокой молекулярной массой, имеющим среднечисленную молекулярную массу Мn 500-6000, (В) ароматическим диизоцианатом и (С) диолом с низкой молекулярной массой в качестве агента для удлинения цепи при отношении NCO/OH от 0,95 до 1,20, термической обработки при условиях, чтобы температура (Tg) стеклования твердых фаз стала 170°С или выше, и эндотермическая пиковая площадь (ΔН) при Tg стала 5 J/g или больше, посредством дифференциальной сканирующей калориметрии.
2. Система по п.1, в которой кольцевой зазор между двумя элементами при возвратно-поступательном движении представляет собой кольцевой зазор между штоком и цилиндром.
3. Система по п.1, в которой термопластичный полиуретановый формуемый продукт представляет собой продукт, термически обработанный при условиях, чтобы переходная температура (Tg) стеклования твердых фаз составляла 170-230°С.
4. Система по п.1, в которой термопластичный полиуретановый формуемый продукт представляет собой продукт, термически обработанный при температуре не ниже температуры стеклования мягких фаз и не выше температуры (Tg) стеклования твердых фаз.
5. Система по п.4, в которой термопластичный полиуретановый формуемый продукт представляет собой продукт, термически обработанный при 135-170°С в течение 10-100 ч.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| САЛЬНИК УСТЬЕВОЙ | 1995 |
|
RU2121617C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |

