Изобретение относится к сварочной технике, в частности к источникам питания сварочной дуги постоянного (пульсирующего) тока с устройствами, обеспечивающими уверенный поджиг сварочной дуги и последующее поддержание ее устойчивости, используемым в сварочном оборудовании, питающемся непосредственно от промышленной сети или в сварочных аппаратах инверторного типа с «крутопадающей или «жесткой» вольтамперной характеристикой.
Из уровня техники известен однофазный сварочный выпрямитель (Патент RU на изобретение №2056235, опубликовано 20.03.1996 г., МПК: B23K 9/06), включающий понижающий трансформатор с одной сетевой и двумя вентильными обмотками и два выпрямительных блока, выходы которых соединены параллельно. Первая обмотка и вентильный блок являются силовыми и обеспечивают подачу тока во вторичную сварочную цепь, вторая обмотка, с большим в 2-2,5 раза количеством витков, а значит и напряжением, через ограничивающий дроссель и второй маломощный выпрямительный блок обеспечивает уверенное возбуждение (поджиг) сварочной дуги, поднимая напряжение холостого хода до 70-90 В. Ограничивающий дроссель ограничивает ток короткого замыкания в цепи второго выпрямительного блока до значения 10-15 А, а после возбуждения дуги - до 10 А.
Необходимое для сварки значение тока дуги поддерживается первым выпрямительным блоком, подключенным к первой вентильной обмотке с меньшим количеством витков.
Ограничивающий дроссель, включенный последовательно со второй вентильной обмоткой, кроме функции ограничения тока, создает фазовый сдвиг выходного тока на 60-70° по отношению к выходному току первого выпрямительного блока, что помимо надежного возбуждения дуги обеспечивает ее устойчивость в процессе сварки.
Недостатком такого технического решения является невозможность дальнейшего повышения устойчивости сварочной дуги, так как для этого необходимо увеличивать фазовый сдвиг до 90°, способствующий непрерывности выходного тока, что достигается повышением индуктивности ограничивающего дросселя, а это приводит к увеличению реактивного сопротивления дросселя и, как результат, к уменьшению тока и снижению устойчивости дуги. Противоречия становятся еще более значимыми при использовании данного схемного решения в сварочных аппаратах с высокочастотным преобразованием инверторного типа, на выходе которых присутствует не выпрямленное синусоидальное напряжение, а прямоугольное с широтно-импульсным или частотным регулированием. Достичь стабильности сварочного тока в паузах при широтно-импульсном или частотном регулировании на частотах 10-40 кГц без мощного выходного дросселя не представляется возможным.
Наиболее близким к предлагаемому техническому решению является источник питания сварочной дуги постоянного тока инверторного типа (Патент RU на изобретение №2116174, опубликовано 27.07.1998 г., МПК: B23K 9/06), содержащий преобразователь, устройство управления, сварочный понижающий трансформатор, первичная обмотка которого соединена с устройством управления, а его вторичная обмотка соединена с выходным выпрямителем, выходной дроссель, включенный в сварочную цепь, источник питания вольтдобавки в составе последовательно соединенных вторичной обмотки поджига, ограничивающего дросселя и выпрямителя поджига. Плюсовой выход выходного выпрямителя соединен с плюсовым выходом выпрямителя поджига и через выходной дроссель с плюсовым выходом вторичной сварочной цепи.
Недостатком данного технического решения является наличие последовательно соединенного с выходной сварочной цепью выходного дросселя, обмотка которого должна быть рассчитана на максимальный сварочный ток, а сердечник должен иметь относительно большую площадь поперечного сечения для предотвращения его насыщения при этом токе. Применение выходного дросселя в данном техническом решении обусловлено необходимостью обеспечения стабильности работы инвертора и устойчивости сварочной дуги.
Кроме того, из-за больших протекающих в выходном дросселе токов, возникают потери энергии (100 Вт·сек и более), ухудшающие тепловой режим источника питания сварочной дуги постоянного тока и его КПД. Попытки обеспечить устойчивость дуги за счет увеличения фазового сдвига тока в цепи поджига до 80-90°, т.е. за счет увеличения в разы индуктивности ограничивающего дросселя, не приводят к положительному результату по причине неизбежного пропорционального снижения в этой цепи тока, значение которого также является критерием стабильности.
Технический результат предлагаемого решения заключается в улучшении теплового режима с повышением надежности начального поджига и обеспечением устойчивости сварочной дуги, а также снижении массогабаритных показателей устройства и повышении его КПД.
Технический результат достигается тем, что источник питания сварочной дуги постоянного тока содержит преобразователь управляющий, сварочный трансформатор, первичная обмотка которого соединена с входом преобразователя управляющего, а вторичная обмотка сварочного трансформатора соединена с выходным выпрямителем, а также выходной дроссель, источник питания вольтдобавки в составе последовательно соединенных: вторичной обмотки поджига, ограничивающего дросселя и выпрямителя поджига. При этом он отличается тем, что минусовой выход выпрямителя поджига соединен с минусовым выводом выходного выпрямителя, выходной дроссель включен между плюсовым выводом выходного выпрямителя и плюсовым выходом выпрямителя поджига, причем плюсовой и минусовой выводы выходного выпрямителя соединены непосредственно с плюсовой и минусовой клеммами выходной сварочной цепи. Соединение минусового выхода выпрямителя поджига с минусовым выводом выходного выпрямителя и включение выходного дросселя между плюсовым выводом выходного выпрямителя и плюсовым выходом выпрямителя поджига обеспечивает наличие постоянной составляющей тока во вторичной сварочной цепи на уровне, задаваемом ограничивающим дросселем (10-15 А), в любой момент времени, что обеспечивает непрерывность сварочного тока, а значит, сохраняется и непрерывность (устойчивость) сварочной дуги.
Изменение электрической схемы таким образом, что плюсовой и минусовой выводы выходного выпрямителя соединяются непосредственно с плюсовой и минусовой клеммами выходной сварочной цепи, исключает прохождение выходного сварочного тока через выходной дроссель, а потому он рассчитывается на ток, соответствующий току короткого замыкания в цепи поджига (15-20 А), задаваемый индуктивностью ограничивающего дросселя, то есть выходной дроссель имеет на порядок меньшие рабочий ток и площадь поперечного сечения сердечника, что существенно снижает массогабаритные показатели выходного дросселя, приводит к повышению КПД и улучшению теплового режима источника питания сварочной дуги постоянного тока в целом.
В предлагаемом техническом решении увеличение индуктивности выходного дросселя для получения более устойчивой дуги не ограничивает ток в цепи источника вольтдобавки, что позволяет применять данное техническое решение в сварочных аппаратах, как инверторного типа, так и питающихся непосредственно от промышленной сети.
Сравнение предлагаемого технического решения с прототипом позволяет утверждать о соответствии критерию новизна, а отсутствие отличительных признаков в известных аналогах говорит о соответствии критерию изобретательский уровень.
На чертеже представлена электрическая схема предложенного источника питания сварочной дуги постоянного тока.
Источник питания сварочной дуги постоянного тока содержит преобразователь управляющий 1, сварочный трансформатор 2, первичная обмотка 3 которого соединена с входом преобразователя управляющего 1, а вторичная обмотка сварочного трансформатора 2 соединена с выходным выпрямителем 5, а также выходной дроссель 6, источник питания вольт-добавки, в составе последовательно соединенных вторичной обмотки поджига 7, ограничивающего дросселя 8 и выпрямителя поджига 9. При этом минусовой выход выпрямителя поджига 9 соединен с минусовым выводом выходного выпрямителя 5, выходной дроссель 6 включен между плюсовым выводом выходного выпрямителя 5 и плюсовым выходом выпрямителя поджига 9. Плюсовой и минусовой вывод выходного выпрямителя 5 соединен непосредственно с плюсовым 10 и минусовым 11 выходом вторичной сварочной цепи.
Устройство работает следующим образом. Переменное напряжение промышленной частоты или переменное напряжение высокой частоты формируется преобразователем управляющим 1, подается на первичную обмотку 3 сварочного трансформатора 2 и регулируется преобразователем управляющим 1 в соответствии с заданным режимом сварки. Переменное напряжение с вторичной обмотки 4 сварочного трансформатора 2, выпрямленное выходным выпрямителем 5, подается непосредственно на выходные клеммы: плюсовую 10 и минусовую 11.
Для поддержания непрерывности горения дуги в момент провалов выходного напряжения источник питания вольтдобавки, в составе последовательно соединенных вторичной обмотки поджига 7, ограничивающего дросселя 8 и выпрямителя поджига 9, формирует постоянное напряжение, поддерживающее ток в дуге порядка 10-15 А, чем и обеспечивается ее непрерывность и устойчивость. При этом основной сварочный ток снимается с вторичной обмотки 4 и выходного выпрямителя 5. Ограничение тока источника питания вольтдобавки происходит за счет индуктивного сопротивления ограничивающего дросселя 8.
Индуктивность выходного дросселя 6 выбирается из условия получения на его выходе практически постоянного тока с приемлемыми пульсациями, то есть без провалов до нулевого уровня. Иначе дуга становится неустойчивой, с большим разбрызгиванием металла.
Обмотка поджига 7 сварочного трансформатора 2 имеет повышенное, по сравнению с вторичной обмоткой 4, напряжение для обеспечения уверенного поджига дуги в начальный момент сварки. Из анализа предложенного схемного решения видно, что основной сварочный ток не проходит через выходной дроссель 6, но при этом сохраняется надежный поджиг дуги и устойчивость ее горения. Преимуществом такого схемного решения по сравнению с аналогами является существенное снижение массогабаритных показателей выходного дросселя 6, приводящих к повышению КПД и улучшению теплового режима источника питания сварочной дуги постоянного тока в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1997 |
|
RU2116174C1 |
| ИНВЕРТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОСВАРКИ | 2008 |
|
RU2367545C1 |
| СВАРОЧНЫЙ АППАРАТ(ВАРИАНТЫ) | 2002 |
|
RU2220828C2 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| СВАРОЧНОЕ ЗАРЯДНО-ПУСКОВОЕ УСТРОЙСТВО | 1994 |
|
RU2130678C1 |
| Преобразователь переменного токаВ пОСТОяННый | 1978 |
|
SU817926A1 |
| Источник вторичного электропитания | 1983 |
|
SU1130992A1 |
| Источник питания для многопостовой дуговой сварки постоянным током | 1977 |
|
SU642100A1 |
| Инверторный сварочный источник | 1988 |
|
SU1542722A1 |
| АГРЕГАТ БЕСПЕРЕБОЙНОГО ПИТАНИЯ | 2002 |
|
RU2225668C1 |
Изобретение относится к сварочной технике, в частности к источникам питания сварочной дуги постоянного тока. Источник питания содержит преобразователь управляющий, сварочный трансформатор, выходной дроссель и источник питания вольтдобавки в составе последовательно соединенных вторичной обмотки поджига, ограничивающего дросселя и выпрямителя поджига. Первичная обмотка сварочного трансформатора соединена с входом преобразователя управляющего, а его вторичная обмотка соединена с выходным выпрямителем. Минусовой выход выпрямителя поджига соединен с минусовым выводом выходного выпрямителя. Выходной дроссель включен между плюсовым выводом выходного выпрямителя и плюсовым выходом выпрямителя поджига. Плюсовой и минусовой выводы выходного выпрямителя соединены непосредственно с плюсовой и минусовой клеммами выходной сварочной цепи. Технический результат заключается в улучшении теплового режима с повышением надежности начального поджига и обеспечением устойчивости сварочной дуги, а также снижении массогабаритных показателей источника питания сварочной дуги постоянного тока и повышении его КПД. 1 ил.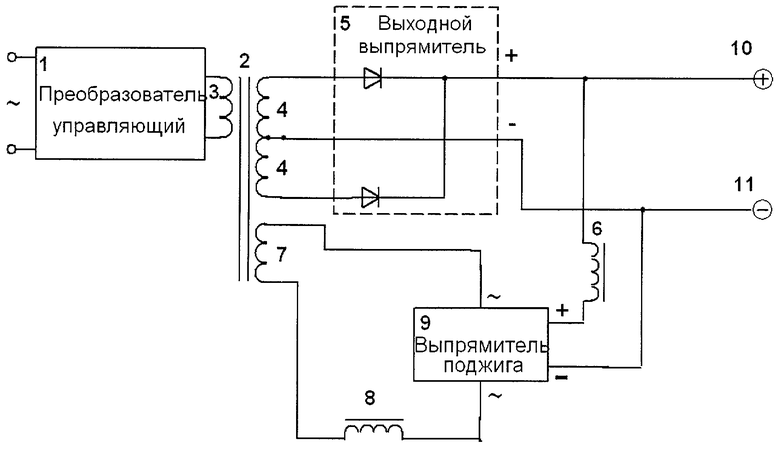
Источник питания сварочной дуги постоянного тока, содержащий преобразователь управляющий, сварочный трансформатор, первичная обмотка которого соединена с входом преобразователя управляющего, а вторичная обмотка сварочного трансформатора соединена с выходным выпрямителем, выходной дроссель, источник питания вольтдобавки в составе последовательно соединенных вторичной обмотки поджига, ограничивающего дросселя и выпрямителя поджига, отличающийся тем, что минусовой выход выпрямителя поджига соединен с минусовым выводом выходного выпрямителя, выходной дроссель включен между плюсовым выводом выходного выпрямителя и плюсовым выходом выпрямителя поджига, причем плюсовой и минусовой выводы выходного выпрямителя соединены непосредственно с плюсовой и минусовой клеммами выходной сварочной цепи.
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1997 |
|
RU2116174C1 |
| RU 2056235 C1, 20.03.1996 | |||
| СВАРОЧНЫЙ АППАРАТ ПОСТОЯННОГО ТОКА (ВАРИАНТЫ) | 2001 |
|
RU2182060C1 |
| US 5220151 A, 15.01.1993 | |||
| US 5349157 A, 20.09.1994. | |||

