3Ь42 ея выводам выпрямителей подключаются сварочные посты соответственно прямой и обратной полярностей. Однако в приведенной схеме стабилизирующие дроссели устанавливаются в каждой прямой линии вторичной цепи понижающего трансформатора, что приводит к увеличению потерь электроэнергии при значительном (более 20) количестве сварочных постов. Кроме того, в данной схеме источника питания не предусмотрено выравнивание возможных бросков сварочного напряжения в каждой из вторичных цепей, работающих одновременно на разныгс полярностях. Наличие бросков сварочного напряжения, как известно, отрицательно сказывается на устойчивости дуги, что в конечном счете приводит к ухудшению качества сварного шва. Цель изобретения - облегчение обслуживания оборудования, а также снижение расхода электроэнергии и вспомогательных материалов. Для этого стабилизирующее устройство выполнено в виде единого дроссели, включенного в обратную магистраль между точкой заземления и общей точкой соединения магистрали с выпрямительными блоками. На чертеже изображена схема предлагаемого источника. Источник питания снабжен общей первичной обмоткой 1 и раздельными вторичными обмотками 2 и 3. В цепи каждой из вторичных обмоток установлены выпрямительные блоки 4 и 5, выполненнь1е, например, как показано на схеме, по днухполупериодиой трехфазной схеме. Плюсовой вывод блока 4 и минусовой вывод блока 5 соединены в общей точке А через общий стабилизирующий дроссель 6. Многопостовые сварочные системы с прямой полярностью подключаются к клеммам группы Б. Количество систем, подключаемых к данным клеммам, определяется производственной необходимостью, в зависимости от которой выбираются параметры первичной обмотки 1, вторичной обмотки 2и выпрямительного блока 4. Вторичная цепь источника питания для клемм группы б выполнена таким образом, что обеспечивает получение жесткой или пологопадающей характеристики Напряжение холостого хода между электро дами, подсоединенными к группе Б, и общей точкой А обеспечивается в.пределах 60-70В, что позволяет надежно возбуждать дугу при значительной длине разводящих щинопроводов. Регулирование величины сварочного тока на каждом посту осуществляется с помощью индивидуальных балластных реостатов. Многопостовые системы с обратной полярностью подключаются к клеммам группы В. Выбор вторичной обмотки 3, выпрямительного блока 5, как и первичной обмотки, определяется, как и в первом случае, количеством сварочных постов, необходимых для производства работ. Однако напряжение холостого хода выбирается несколько большим и лежит в пределах 85-90 В. Увеличение напряжения холостого хода в этом случае вызвано тем, что к клеммам группы В, как правило, подключается в 8- 10 раз болшее количество сварочных постов, чем к линии прямой полярности при длине разводящих щинопроводов более 100 м. При включении источника питания во вторичной обмотке 2 возникает переменное напряжение величиной 70 В. При протекании тока через выпрямительный блок 4 на клеммах группы Б создается постоянное напряжение прямой полярности. Аналогично создается напряжение обратной полярности на клеммах группы В. Вторичная цепь источника питания для клемм группы В также обеспечивает получение жесткой или пологопадающей характеристики, а регулирование сварочного тока на каждом посту осуществляется отдельным балластным реостатом. Общий стабилизирующий дроссель 6, установленный в общей точке Л; выбреется в зависимости от максимального количества сварочных постов, подключенных к обеим вторичным цепям источника питания. Установка дросселя 6 позволяет снизить уровень пульсаций сварочного тока как в каждой из линий прямой и обратной полярности, так и их взаимное влияние друг на друга. Кроме того, наличие общего дросселя уменьщает потери электроэнергии, а следовательно, снижает общую установленную мощность для выполнения того же объема сварочных работ. Наличие конденсаторной батареи, включенной параллельно выходу выпрямителя, позволяет сгладить возможные броски сварочного напряжения, а следовательно, обеспечить получение качественного сварочного щва при значительном количестве сварочных постов. Производственные испытания предлагаемого источника питания при сборке и монтаже оборудования ТЭЦ показали, что установка общего для двух вторичных цепей стабилизирующего дросселя при подключении к источнику питания многопостовых систем с различной полярностью исключила необходимость переналадки оборудования в монтажных условиях, обеспечив возможность сварки на различных постах одновременно на прямой и обратной полярности. При этом уменьщается на 12-15% количество обслуживающего персонала. Применение предлагаемого устройства повысило производительность труда на каждом из постов на 1 , а экономия присадочного материала составила в среднем 16%. Установка конденсаторных батарей, выравнивающих
броски сварочного напряжения, позволила значительно улучшить качество сварных соединений.
Формула изобретения
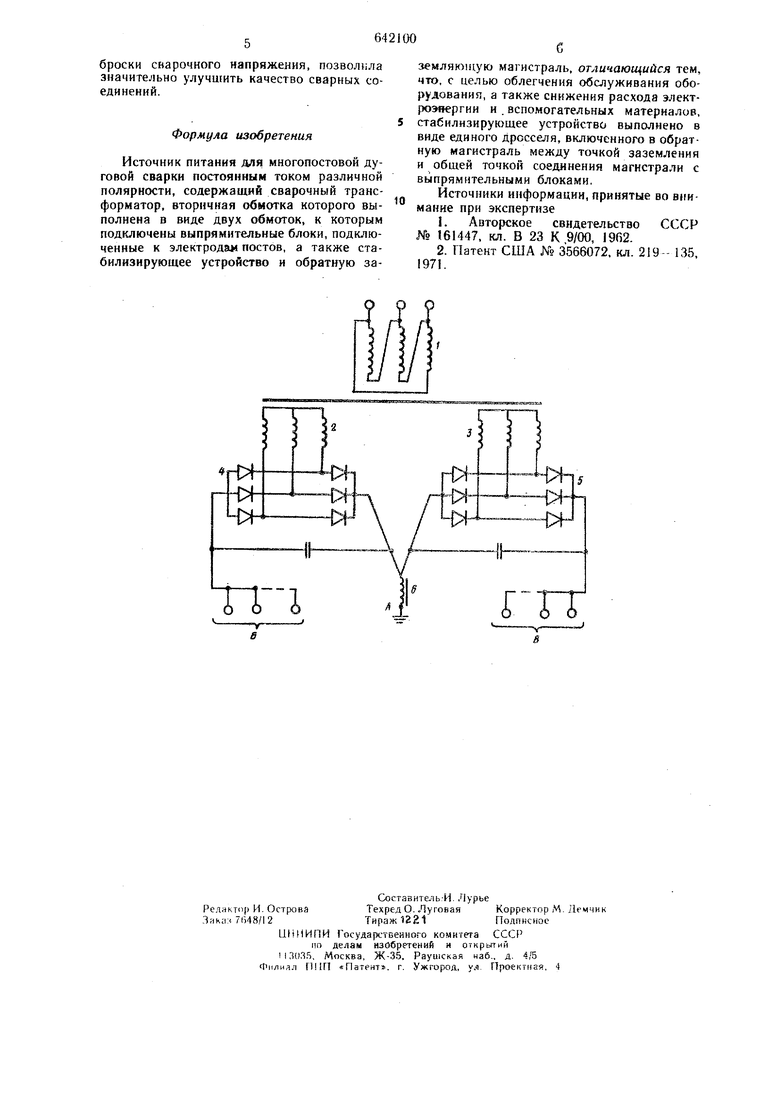
Источник питания для многопостовой дуговой сварки постоянным током различной полярности, содержащий сварочный трансформатор, вторичная обмотка которого выполнена в виде двух обмоток, к которым подключены выпрямительные блоки, подключенные к электрода постов, а также стабилизирующее устройство и обратную и Ч
Ui
земляющую магистраль, отличающийся тем, что, с целью облегчения обслуживания оборудования, а также снижения расхода электроэнергии и.вспомогательных материалов, стабилизирующее устройство выполнено в виде единого дросселя, включенного в обратную магистраль между точкой заземления и общей точкой соединения магистрали с выпрямительными блоками.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 161447, кл. В 23 К 9/00, 1962.
2.Патент США № 3566072, кл. 219- 135, 1971.
ГТ

| название | год | авторы | номер документа |
|---|---|---|---|
| Многопостовой источник питания для сварки на постоянном токе различной полярности | 1978 |
|
SU697271A1 |
| МНОГОПОСТОВАЯ УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙСВАРКИ | 1970 |
|
SU282559A1 |
| Многопостовая система для электродуговой сварки | 1983 |
|
SU1118495A1 |
| Источник питания для многопостовой сварки | 1987 |
|
SU1504023A1 |
| Устройство для термообработки | 1981 |
|
SU985090A1 |
| Многопостовая система питания | 1983 |
|
SU1172664A1 |
| Многопостовой источник питания для сварки на постоянном токе различной полярности | 1985 |
|
SU1362582A1 |
| Источник питания для многопостовой дуговой сварки постоянным током | 1982 |
|
SU1073027A1 |
| Многопостовая система питания | 1986 |
|
SU1389959A2 |
| Многопостовая система питания | 1978 |
|
SU743806A1 |
