Настоящее изобретение относится к покрытию и способу нанесения покрытия на наружные поверхности. Более точно, изобретение относится к способу покрытия наружных поверхностей трубопроводов полимером, способным образовывать поперечные связи под действием воды.
В контексте настоящего изобретения трубопроводами являются полые конструкции, применимые для транспортировки содержащихся внутри них веществ, таких как газы, жидкости или твердые вещества.
С целью экономичной транспортировки нефти и нефтепродуктов, газа, воды, пара, твердых веществ и других материалов от места добычи или производства до потребителя повсеместно используют стальные трубопроводы. Чтобы обеспечить надежную эксплуатацию стальных трубопроводов в течение длительного времени, их необходимо защищать от коррозии. Для этого в процессе изготовления трубопроводы обычно снабжают защитой от коррозии. Наиболее распространенными покрытиями являются:
- одно- или двухслойное покрытие из наплавляемого эпоксидного покрытия (FBE),
- трехслойное покрытие из смолы, клейкого вещества и верхнего слоя из несшитого полиэтилена или полипропилена. Это покрытие также называют покрытием МАРЕС.
Длительная защита от коррозии обеспечивается лишь при условии, что покрытие не повреждено при транспортировке, укладке и эксплуатации трубопровода. Для предотвращения повреждения покрытия из FBE при транспортировке и укладке с ним необходимо обращаться исключительно осторожно. Несмотря на меры предосторожности, потребность в ремонте остается высокой.
Для предотвращения последующего повреждения покрытия из FBE, a также трехслойного покрытия уже уложенных трубопроводов в процессе их эксплуатации траншеи трубопроводов обычно засыпают тонкоизмельченным материалом, предпочтительно песком или другим материалом для засыпки. Это является недостатком, поскольку тонкоизмельченный и, следовательно, дорогостоящий материал для засыпки является обязательным для предотвращения повреждения трубопроводов. В частных случаях для засыпки необходимо использовать песок.
В Европейской патентной заявке ЕР 619343 А1 описано наружное покрытие трубопроводов, наружный слой которого включает сшитую силаном полимерную композицию, изготовленную из полипропилена и сополимеров пропилена, этилена и других мономеров. Чтобы осуществить сшивание данный материал подвергают совместной экструзии с перекисью и ненасыщенным силаном. На следующей стадии получаемый материал снова подвергают совместной экструзии с катализатором сшивания. Затем материал в течение нескольких суток хранят под водой для завершения сшивания. После этого материалом, полученным в результате данной обработки, покрывают стальной трубопровод.
Это является недостатком, поскольку для изготовления упомянутого наружного покрытия требуются дополнительные сложные и, следовательно, дорогостоящие технологические операции. Это касается не только необходимости в течение нескольких суток хранить под водой сшитый силаном полиолефин, что ограничивает производительность. Кроме того, простаивают производственные мощности, поскольку после нанесения промежуточных покрытий трубы необходимо выдерживать до тех пор, пока на них может быть нанесен наружный слой сшитого полиолефина.
Задачей настоящего изобретения является преодоление по меньшей мере одного из упомянутых недостатков известного уровня техники. В частности, задачей изобретения является создание упрощенного способа покрытия трубопроводов полимером, способным образовывать поперечные связи под действием воды.
Для решения данной задачи в настоящем изобретении предложен способ покрытия наружных поверхностей полимером, способным образовывать поперечные связи под действием воды, включающий стадии, на которых:
а) покрывают наружную поверхность трубопровода по меньшей мере одним полимером, способным образовывать поперечные связи под действием воды, при этом применяемый полимер представляет собой привитой алкоксисиланом полиэтилен высокой плотности (ПЭВП),
б) сшивают полимер, подвергая его действию воды при повышенной температуре в процессе формирования слоя сшитого полимера до тех пор, пока степень сшивания не достигнет от ≥ 30% до ≤ 80%.
Степень сшивания может составлять, например, от ≥ 40% до ≤ 70%, предпочтительно от ≥ 45% до ≤ 65% и более предпочтительно около 50%. В частности, степень сшивания может быть установлена в соответствии со стандартом ISO 10147.
Применяемый полимер, способный образовывать поперечные связи под действием воды, может представлять собой привитой алкоксисиланом полиэтилен высокой плотности (ПЭВП), доля которого составляет от ≥ 50 мас.% до ≤ 100 мас.% от общей массы применяемого сшиваемого полимера. Вместе с тем, доля ПЭВП также может составлять от ≥ 70 мас.% до ≤ 100 мас.% или от ≥ 98 мас.% до ≤ 100 мас.%.
ПЭВП в контексте настоящего изобретения означает полиэтилен, который имеет плотность до сшивания от ≥ 0,940 г/см3 до ≤ 0,965 г/см3, предпочтительно от ≥ 0,945 г/см3 до ≤ 0,960 г/см3, более предпочтительно от ≥ 0,950 г/см3 до ≤ 0,960 г/см3, еще более предпочтительно от ≥ 0,952 г/см3 до ≤ 0,955 г/см3 и/или скорость течения расплава, выраженную через MFR (190/2,16) от ≥ 0,3 г/10 мин до ≤ 10,0 г/10 мин, предпочтительно от ≥ 1,0 г/10 мин до ≤ 8,0 г/10 мин, более предпочтительно от ≥ 3 г/10 мин до ≤ 6,6 г/10 мин, еще более предпочтительно от ≥ 3,5 г/10 мин до ≤ 6,5 г/10 мин.
Плотность ПЭВП может быть определена, в частности, в соответствии со стандартом ISO 1183. Плотность ПЭВП, выраженная через MFR (190/2,16), может быть определена, в частности, в соответствии со стандартом ISO 1133.
ПЭВП может быть получен в присутствии каталитической системы с использованием катализатора Циглера, Филипса или металлоценового катализатора или их сочетания и сокатализатора посредством последующей одноступенчатой или многоступенчатой последовательности реакций полимеризации, и, таким образом, может иметь одномодальное или многомодальное молекулярно-массовое распределение.
ПЭВП может включать добавки. Эти добавки предпочтительно представляют собой термические стабилизаторы и стабилизаторы обработки, ингибиторы окисления, поглотители ультрафиолетовых лучей, светозащитные вещества, дезактиваторы металла, разрушающие перекись соединения, органические перекиси, основные совместные стабилизаторы в количестве от ≥ 0 до ≤ 10 мас.%, предпочтительно от ≥ 0 до ≤ 5 мас.%, но также сажу, наполнители, пигменты или их сочетания в общем количестве от ≥ 0 до ≤ 30 мас.% от общей массы композиции.
В соответствии с настоящим изобретением алкоксисиланы, которыми прививают полимерную цепь, могут быть привиты путем присоединения радикалов, циклоприсоединения, электрофильное присоединения или конечных реакций. Предпочтительными исходными веществами являются алкенилзамещенные алкоксисиланы, такие как сложные винилсилановые эфиры, выбранные из группы, включающей винилтриметоксисилан, винилдиметоксиметилсилан, винилтриэтоксисилан, винилтриацетоксисилан и/или винилтрис(2-метоксиэтокси)силан. Не имеет значения, осуществляется ли прививание во время отдельного предшествующего процесса экструзии или во время экструзии композиции для покрытия. Во втором случае вместе с прививаемым силаном в качестве ускорителя сшивания может использоваться кислота Льюиса, выбранная из группы металлокарбоксилатов, включающей органические соединения олова, предпочтительно дилаурат дибутилолова, дилаурат диоктилолова, дикапронат дибутилолова, ацетат олова и капронат олова.
В соответствии с настоящим изобретением сшиваемый водой полимер, предпочтительно, ПЭВП может содержать от ≤ 1 мас.% до ≤ 5 мас.%, предпочтительно от ≤ 1,4 мас.% до ≤ 2,5 мас.%, более 1,8 мас.% сложного винилсиланового эфира, привитого путем реактивной экструзии. Сшивание привитого силаном ПЭВП происходит под действием воды при повышенной температуре. Не будучи связанными определенной теорией, авторы предполагают, что сначала происходит частичный или полный гидролиз алкоксисиланов с образованием соответствующих силанолов и высвобождением спиртов. На следующей стадии происходит конденсация центров силана в условиях формирования силоксановых мостиковых связей и высвобождения воды. "Повышенная температура" в контексте настоящего изобретения означает температуру, превышающую комнатную температуру. Например, температура может составлять от ≥ 50°С до ≤ 350°С, предпочтительно от ≥ 150°С до ≤ 300°С, более предпочтительно от ≥ 200°С до ≤ 260°С.
Степень сшивания в соответствии с настоящим изобретением способствует значительному улучшению упругости слоя полимера. Например, степень сшивания слоя полимера, изготовленного в соответствии с настоящим изобретением, способствует повышению ударной прочности и ударной вязкости образца с надрезом. Это выгодно, когда изделие с покрытием находится в условиях сильного механического напряжения, таких как условия укладки трубопроводов в скалистом грунте или при значительных температурных колебаниях.
Для осуществления сшивания в соответствии с настоящим изобретением сшиваемый полимер подвергают воздействию воды до тех пор, пока не будет достигнута степень сшивания от ≥ 30% до ≤ 80%. Вместе с тем, за счет менее или более длительной реакции с водой также может быть достигнута более низкая или высокая степень сшивания. Например, степень сшивания может составлять от ≥ 25% до ≤ 80% или от ≥ 20% до ≤ 80%. При степени сшивания менее 20% материал не приобретает выгодных свойств, в результате чего необходима последующая обработка изделия с покрытием. Степень сшивания свыше 80% является труднодостижимой при условии воздействия только воды. В данном случае имеет значение концентрация центров силана в полимерной цепи, поскольку не каждый свободный центр силана имеет другой досягаемый центр силана, с которым может быть осуществлено сшивание. Кроме того, такие сшитые покрытия обладают существенно худшими механическими свойствами.
Степень сшивания может быть определена способами, известными любому специалисту в данной области техники, такими как инфракрасная (ИК) спектроскопия или спектроскопия ядерного магнитного резонанса (ЯМР). В настоящем изобретении ее предпочтительно определяют путем определения содержания геля в соответствии со стандартом ISO 10147.
В соответствии с настоящим изобретением трубопроводы могут быть выбраны из группы, включающей металлические трубопроводы, стальные трубопроводы и/или пластмассовые трубопроводы. Стальные трубопроводы, покрытые в соответствии с настоящим изобретением, применимы для транспортировки нефти и нефтепродуктов, газа, пара, воды, твердых веществ и других материалов от места добычи или производства до потребителя.
Преимущество настоящего изобретения заключается в том, что сшивание сшиваемого водой полимера может осуществляться непосредственно после нанесения слоя сшиваемого полимера на покрываемый трубопровод и за одну технологическую операцию нанесения покрытия на трубопровод.
Было неожиданно установлено, что предложенный в настоящем изобретении способ позволяет осуществлять одновременное сшивание, если технологические операции охлаждения покрытия и трубопровода специально скоординированы и следуют одна за другой.
Таким образом, предложенный в настоящем изобретении способ позволяет в широких масштабах экономически целесообразно применять сшиваемый полимер в качестве наружного функционального слоя в многослойном коррозионно-стойком покрытии трубопроводов.
В соответствии с настоящим изобретением предпочтительно, чтобы трубопровод имел по меньшей мере два различных наружных покрытия, более предпочтительно по меньшей мере три различных наружных покрытия, особо предпочтительно по меньшей мере четыре различных наружных покрытия.
Слой сшитого полимера согласно настоящему изобретению, в особенности, сшитого силаном ПЭВП преимущественно используют в качестве крайнего верхнего наружного слоя покрытия трубопровода. Дополнительно наносимые слои могут быть выбраны из группы, включающей эпоксидную грунтовку, клейкое вещество и/или ПЭВП.
Например, в качестве первого слоя может использоваться покрытие на основе эпоксидной смолы, в качестве второго слоя - покрытие на основе клейкого вещества, а поверх него на трубопровод может быть нанесен слой на основе ПЭВП. В качестве крайнего наружного слоя на ранее упомянутые слои наносят предложенный в настоящем изобретении слой полимера, предпочтительно сшитого силаном ПЭВП.
В качестве первого слоя покрытия трубопровода выгодно применять эпоксидную смолу, поскольку материалы трубопровода и наносимых в дальнейшем слоев могут быть несовместимы друг с другом. Таким образом, эпоксидная смола служит хорошей грунтовкой и обеспечивает сцепление последующих слоев. Кроме того, преимуществом эпоксидных смол является возможность их равномерного нанесения методом распыления порошка. В нем не используется растворитель и, следовательно, он благоприятен с точки зрения охраны окружающей среды и с финансовой точки зрения. Толщина наносимого слоя может регулироваться, что позволяет наносить покрытие на весь трубопровод с минимальным расходом эпоксидной смолы. Например, слой эпоксидной смолы может иметь толщину от ≥ 0,08 до ≤ 0,16 мм, предпочтительно от ≥ 0,10 до ≤ 0,13 мм, более предпочтительно 0,125 мм.
На следующей стадии нанесения покрытия трубопровод покрывают клейким полимерным веществом. Такие клейкие вещества обеспечивают длительное и прочное соединение между грунтовкой (и, следовательно, подложкой) и наружным слоем. Толщину слоя клейкого вещества предпочтительно выбирают таким образом, чтобы обеспечить равномерное нанесение без разрыва клейкого вещества, с одной стороны, и хорошие характеристики клейкого вещества, с другой стороны. Если слой слишком тонок, он может полностью не покрывать подложку из-за разделения в процессе нанесения. Свойства слишком толстых слоев определяются не сцеплением на границах соответствующей подложки, а силами сцепления внутри клейкого вещества. В результате, адгезионные свойства ухудшаются. Например, слой клейкого вещества может иметь толщину от ≥ 0,15 мм до ≤ 0,30 мм, предпочтительно от ≥ 0,22 мм до ≤ 0,27 мм, более предпочтительно 0,25 мм.
После этого может быть нанесен верхний слой ПЭВП. Такие слои, если их толщина выбрана соответствующим образом, способны защищать от колебаний температуры, электрического тока и утечек в трубопроводе. Для решения этой задачи верхний слой ПЭВП может иметь толщину от ≥ 2,8 мм до ≤ 3,2 мм, предпочтительно от ≥ 2,9 мм до ≤ 3,1 мм, более предпочтительно от 3 мм.
Затем может быть нанесен крайний наружный слой, представляющий собой слой сшиваемого полимера согласно настоящему изобретению, например, слой сшиваемого силаном ПЭВП. Как упомянуто выше, покрытие обладает более высокой ударной прочностью и ударной вязкостью образца с надрезом, за счет чего трубопроводы с покрытием согласно настоящему изобретению могут применяться в условиях сильного механического напряжения. Толщина слоя сшиваемого силаном ПЭВП зависит от требований к экономичному расходу материалов и назначению, например, к обеспечению удовлетворительного сопротивления трубопроводов материалу для засыпки с острыми краями. Например, толщина слоя сшиваемого силаном ПЭВП может составлять от ≥ 0,8 мм до ≤ 1,2 мм, предпочтительно от ≥ 0,9 мм до ≤ 1,1 мм, более предпочтительно 1 мм.
Слой сшиваемого силаном ПЭВП может быть нанесен обычными способами, используемыми для покрытия трубопроводов, такими как экструзия оболочек или экструзия труб (с поперечной экструзионной головкой). Наружный сшиваемый слой наносят путем совместной экструзии через одно отверстие со стандартным полимером, который используют в качестве наружного слоя для покрытия трубопроводов, или путем отдельной экструзии и нанесения материала покрытия на экструдированный и нанесенный непосредственно перед ним верхний слой полимера. Непосредственно после нанесения полимера, способного образовывать поперечные связи под действием воды, трубопровод с покрытием и, следовательно, также слой сшиваемого полимера орошают водой.
За счет сшивания слой сшитого силаном полимера благоприятно влияет на свойства трубопровода. В одном из дополнительных вариантов осуществления настоящего изобретения содержание кремния в слое сшитого полимера составляет от ≥ 0,10 мас.% до ≤ 1,00 мас.%, предпочтительно от ≥ 0,30 мас.% до ≤ 0,40 мас.%, более предпочтительно от ≥ 0,33 мас.% до ≤ 0,35 мас.%. При данном содержании кремния обеспечиваются желаемые свойства, такие как относительное удлинение, относительное удлинение при разрыве, ударная прочность или ударная вязкость образца с надрезом без использования материала со слишком высоким содержанием кремния. Содержание кремния может быть определено способами, известными любому специалисту в данной области техники, такими как элементный анализ или атомная абсорбционная спектроскопия.
С целью улучшения сшивания может быть предусмотрено смывание трубопровода ламинарным течением воды. За счет предотвращения турбулентного течения обеспечивается ряд преимуществ. Во-первых, вода омывает всю поверхность, и на поверхности трубопровода не остается участков, в достаточной степени не омытых водой из турбулентности или абляции. При этом также обеспечивается равномерное охлаждение трубопровода и равномерное сшивание слоя сшиваемого водой полимера.
В одном из дополнительных вариантов осуществления настоящего изобретения длительность стадии сшивания слоя полимера водой составляет от ≥ 0,5 мин до ≤ 5,0 мин, предпочтительно от ≥ 1,0 мин до ≤ 3,0 мин, более предпочтительно от ≥ 1,9 мин до ≤ 2,1 мин на метр трубопровода в продольном направлении. Например, при длине трубопровода 8 метров для его обработки водой потребуется около 16 минут. За счет этого обеспечивается желаемая степень сшивания без чрезмерного ограничения производительности.
В одном из дополнительных вариантов осуществления настоящего изобретения сшивание полимера, способного образовывать поперечные связи под действием воды, происходит при температуре от ≥ 50°С до ≤ 350°С, предпочтительно от ≥ 150°С до ≤ 300°С, более предпочтительно от ≥ 220°С до ≤ 260°С. Эти температуры соответствуют температуре слоя сшиваемого полимера до обработки водой. При более низких температурах реакция сшивания протекает недостаточно быстро, и происходит неполное испарение спиртов, образующихся в результате гидролиза силана. В то же время, при более высоких температурах наносимый слой сшиваемого полимера недостаточно устойчив и имеет слишком низкую вязкость для равномерного нанесения.
В еще одном дополнительном варианте осуществления настоящего изобретения предложен способ, включающий стадии, на которых:
- нагревают трубопровод до температуры от ≥ 170°С до ≤ 230°С, предпочтительно от ≥ 180°С до ≤ 220°С, более предпочтительно от ≥ 190°С до ≤ 210°С,
- методом электростатического распыления порошка наносят слой эпоксидной смолы толщиной от ≥ 0,08 до ≤ 0,16 мм, предпочтительно от ≥ 0,10 до ≤ 0,13 мм, более предпочтительно 0,125 мм,
- путем экструзии оболочек наносят слой клейкого вещества толщиной от ≥ 0,15 мм до ≤ 0,30 мм, предпочтительно от ≥ 0,22 мм до ≤ 0,27 мм, более предпочтительно 0,25 мм,
- путем экструзии наносят верхний слой ПЭВП толщиной от ≥ 2,8 мм до ≤ 3,2 мм, предпочтительно от ≥ 2,9 мм до ≤ 3,1 мм, более предпочтительно от 3 мм,
- путем экструзии наносят слой сшиваемого силаном ПЭВП толщиной ≥ 0,8 мм до ≤ 1,2 мм, предпочтительно от ≥ 0,9 мм до ≤ 1,1 мм, более предпочтительно 1 мм,
- обрабатывают трубопровод водой, предпочтительно имеющей температуру от ≥ 10°С до ≤ 40°С, предпочтительно от ≥ 20°С до ≤ 30°С, более предпочтительно 25°С.
Важную роль играет температура экструзии во время нанесения слоя клейкого вещества, поскольку при повышенных температурах обеспечивается более быстрое сцепление со слоем грунтовки. За счет этого можно избежать простоя оборудования в процессе производства. Максимальная температура ограничена термической стабильностью и вязкостью клейкого вещества. В одном из дополнительных вариантов осуществления настоящего изобретения температура экструзии во время нанесения слоя клейкого вещества составляет от ≥ 200°С до ≤ 250°С, предпочтительно от ≥ 210°С до ≤ 240°С, более предпочтительно от ≥ 220°С до ≤ 230°С.
Аналогичным образом, важную роль играет температура экструзии во время нанесения верхнего слоя ПЭВП, поскольку при повышенных температурах обеспечивается более быстрое сцепление со слоем клейкого вещества. За счет этого можно избежать простоя оборудования в процессе производства. Максимальная температура ограничена термической стабильностью и вязкостью верхнего слоя ПЭВП. В еще одном дополнительном варианте осуществления настоящего изобретения температура экструзии во время нанесения верхнего слоя ПЭВП составляет от ≥ 220°С до ≤ 240°С, предпочтительно от ≥ 225°С до ≤ 235°С, более предпочтительно 230°С.
Преимущество предложенного в настоящем изобретении способа состоит в возможности покрытия трубопроводов в течение короткого периода времени. Например, линейная скорость покрытия стального трубопровода может составлять от ≥ 0,5 м/мин до ≤ 4 м/мин, предпочтительно от ≥ 1 м/мин до ≤ 3 м/мин, более предпочтительно 2 м/мин.
Высокая температура трубопровода до начала охлаждения водой предпочтительна по нескольким причинам. Во-первых, высокая температура трубопровода обеспечивает хорошее сплавление верхнего слоя из полиэтилена и слоя сшитого силаном ПЭВП. За счет этого обеспечивается прочное сцепление, и устраняются зазоры или отверстия в покрытии. Кроме того, высокая температура способствует высокой скорости на последующей стадии сшивания. В одном из дополнительных вариантов осуществления настоящего изобретения температура трубопровода до начала охлаждения водой составляет от ≥ 170°С до ≤ 210°С, предпочтительно от ≥ 180°С до ≤ 200°С, более предпочтительно 190°С.
По упомянутым выше причинам даже еще в большей степени важна высокая температура на поверхности покрытия до охлаждения водой и, следовательно, до стадии сшивания. В одном из дополнительных вариантов осуществления настоящего изобретения температура на поверхности покрытия до начала охлаждения водой составляет от ≥ 220°С до ≤ 260°С, предпочтительно от ≥ 230°С до ≤ 250°С, более предпочтительно 240°С.
После орошения водой сшивание еще продолжается до определенной степени. С целью обеспечения максимальной скорости реакции предпочтительна повышенная температура на поверхности покрытия. В одном из дополнительных вариантов осуществления настоящего изобретения температура на поверхности покрытия после охлаждения водой составляет от ≥ 40°С до ≤ 80°С, предпочтительно от ≥ 50°С до ≤ 70°С, более предпочтительно 60°С.
Аналогичным образом, для продолжения реакции сшивания предпочтительна повышенная температура самого трубопровода после контакта с водой, поскольку тем самым трубопровод поддерживает благоприятную температуру сшиваемого материала в глубине слоя. В одном из дополнительных вариантов осуществления настоящего изобретения температура трубопровода после охлаждения водой составляет от ≥ 40°С до ≤ 100°С, предпочтительно от ≥ 50°С до ≤ 90°С, более предпочтительно от ≥ 60°С до ≤ 80°С.
Остальное время стадии охлаждения трубопровода влияет на степень реакции сшивания путем непрерывного орошения водой. Кроме того, трубопровод можно безопасно транспортировать после охлаждения, поскольку его температура не представляет опасности для персонала или механизмов. В одном из дополнительных вариантов осуществления настоящего изобретения остальное время стадии охлаждения трубопровода составляет от ≥ 14 мин до ≤ 18 мин, предпочтительно от ≥ 15 мин до ≤ 17 мин, еще более предпочтительно 16 мин.
В случае трубопроводов меньшего диаметра может быть выгодным наносить покрытие путем экструзии труб, то есть с помощью кольцевого сопла. При этом можно осуществлять совместную экструзию слоя несшиваемого и сшиваемого полимера. Для трубопроводов большего диаметра альтернативой является нанесение покрытия путем экструзии оболочек.
Существенным преимуществом трубопроводов, покрытых в соответствии с настоящим изобретением, является их устойчивость к механическим повреждениям даже в крайне неблагоприятных условиях. Относительное удлинение при разрыве, а также стойкость к растрескиванию под действием напряжения окружающей среды показывает, как покрытие в течение более длительного времени будет выдерживать неблагоприятные условия транспортировки и укладки или природные условия, такие как холод, ультрафиолетовое излучение, загрязненные химикатами почвы или микроорганизмы.
Слой сшитого силаном полимера выгодно влияет на свойства покрытия и, следовательно, возможности применения трубопровода. В предпочтительном варианте осуществления настоящего изобретения относительное удлинение покрытия при разрыве, измеренное при температуре -45°С, составляет от ≥ 135% до ≤ 400%, предпочтительно от ≥ 200% до ≤ 300%, более предпочтительно от ≥ 240% до ≤ 260%. За счет этого трубопроводы могут применяться в условиях холодного климата, например, в районах вечной мерзлоты.
Другим выгодным свойством покрытия, которому способствует слой сшитого силаном полимера, является сопротивление растрескиванию при напряжении. В другом предпочтительном варианте осуществления настоящего изобретения при испытании на стойкость к растрескиванию под действием напряжения окружающей среды (FNCT, 4,0 МПа, 80°С) покрытие остается устойчивым в течение от ≥ 100 часов до ≤ 10000 часов, предпочтительно от ≥ 500 часов до ≤ 2000 часов и более предпочтительно от ≥ 900 часов до ≤ 1100 часов. Это свойство выгодно в условиях резких погодных колебаний. Кроме того, снижается уязвимость трубопровода с покрытием при транспортировке.
В предпочтительном варианте осуществления настоящего изобретения наружную поверхность трубопровода покрывают, по меньшей мере, двумя различными слоями, предпочтительно, по меньшей мере, тремя слоями и более, предпочтительно, по меньшей мере, четырьмя различными слоями.
Крайний наружной слой покрытия трубопровода представляет собой покрытие из сшитого полимера, в особенности, сшитого силаном ПЭВП, которое может быть изготовлено согласно настоящему изобретению.
Дополнительные слои могут быть выбраны из группы, включающей эпоксидную смолу, клейкое вещество и/или ПЭВП. Предпочтительно первый нижний слой наружного покрытия трубопровода представляет собой слой на основе эпоксидной смолы. Поверх этого первого слоя может быть нанесен второй слой на основе клейкого вещества. На первый или второй слой может быть дополнительно нанесен третий слой на основе ПЭВП, на который наносят слой из сшитого силаном ПЭВП в качестве крайнего верхнего наружного слоя.
В изобретении дополнительно предложен трубопровод, наружная поверхность которого имеет, по меньшей мере, одно покрытие на основе первого сшиваемого полимера, который представляет собой сшитый силаном ПЭПВ, при этом сшитый полимер имеет степень сшивания от ≥ 30% до ≤ 80%. За счет степени сшивания в соответствии с настоящим изобретением может быть значительно повышена долговечность покрытия наружной поверхности. Например, за счет степени сшивания повышается ударная прочность и ударная вязкость образца с надрезом, что позволяет применять трубопровод в условиях сильного механического напряжения.
Предложенный в настоящем изобретении трубопровод может иметь многослойное покрытие для защиты поверхности, у которого первый нижний слой состоит из эпоксидной смолы, второй средний слой состоит из клейкого вещества, третий верхний слой состоит из ПЭВП с бимодальным молекулярно-массовым распределением, а четвертый наружный слой состоит из сшитого силаном ПЭВП. За счет данной структуру могут быть эффективно выполнены требования к трубопроводу во время транспортировки, укладки и эксплуатации в неблагоприятных условиях окружающей среды.
Слой сшитого силаном полимера среди прочего за счет сшивания выгодно влияет на свойства трубопровода. В предпочтительном варианте осуществления настоящего изобретения содержание кремния в слое сшитого силаном ПЭПВ составляет от ≥ 0,10 мас.% до ≤ 1,00 мас.%, предпочтительно от ≥ 0,30 мас.% до ≤ 0,40 мас.%, более предпочтительно от ≥ 0,33 мас.% до ≤ 0,35 мас.%. При данном содержании кремния обеспечиваются желаемые свойства, такие как относительное удлинение, относительное удлинение при разрыве, ударная прочность или ударная вязкость образца с надрезом без использования материала со слишком высоким содержанием кремния. Содержание кремния может быть определено способами, известными любому специалисту в данной области техники, такими как элементный анализ или атомная абсорбционная спектроскопия.
Как указано выше, слой сшитого силаном полимера выгодно влияет на свойства покрытия и, следовательно, применение трубопровода. В одном из дополнительных предпочтительных вариантов осуществления настоящего изобретения слой сшитого силаном ПЭВП имеет относительное удлинение при разрыве при температуре -45°С от ≥ 135% до ≤ 400%, предпочтительно от ≥ 200% до ≤ 300%, более предпочтительно от ≥ 240% до ≤ 260%. За счет этого трубопроводы могут применяться в условиях холодного климата, например в районах вечной мерзлоты.
В одном из дополнительных предпочтительных вариантов осуществления настоящего изобретения при испытании на стойкость к растрескиванию под действием напряжения окружающей среды (FNCT, 4,0 МПа, 80°С) слой сшитого силаном ПЭВП остается устойчивым в течение от ≥ 100 часов до ≤ 10000 часов, предпочтительно от ≥ 500 часов до ≤ 2000 часов и более предпочтительно от ≥ 900 часов до ≤ 1100 часов. Таким образом, трубопровод устойчив к неблагоприятным условиям окружающей среды.
В изобретении дополнительно предложено покрытие, которое может быть изготовлено в соответствии с настоящим изобретением. Например, покрытие может представлять собой композицию, включающую:
- слой эпоксидной смолы толщиной от ≥ 0,08 до ≤ 0,16 мм, предпочтительно от ≥ 0,10 до ≤ 0,13 мм, более предпочтительно 0,125 мм,
- слой клейкого вещества толщиной от ≥ 0,15 мм до ≤ 0,30 мм, предпочтительно от ≥ 0,22 мм до ≤ 0,27 мм, более предпочтительно 0,25 мм,
- верхний слой ПЭВП толщиной от ≥ 2,8 мм до ≤ 3,2 мм, предпочтительно от ≥ 2,9 мм до ≤ 3,1 мм, более предпочтительно от 3 мм,
- слой сшиваемого силаном ПЭВП толщиной ≥ 0,8 мм до ≤ 1,2 мм, предпочтительно от ≥ 0,9 мм до ≤ 1,1 мм, более предпочтительно 1 мм.
Преимуществом сшитого силаном покрытия является его малое тепловое удлинение. В одном из дополнительных предпочтительных вариантов осуществления настоящего изобретения тепловое удлинение (горячее отверждение) слоя сшитого полимера при температуре 200°С в течение 15 минут составляет от ≥ 70% до ≤ 90%, предпочтительно от ≥ 80% до ≤ 85%, более предпочтительно 83%. При этом уменьшается деформация, размягчение или текучесть покрытия даже под тяжестью трубопровода, когда по нему транспортируют горячие вещества или подвергают сильному нагреву.
Дополнительным выгодным свойством сшитого силаном покрытия является его устойчивость к вымыванию неполярными растворителями. После вымывания такими растворителями остается достаточно сшитого вещества для обеспечения функциональной устойчивости. В одном из дополнительных предпочтительных вариантов осуществления настоящего изобретения содержание геля в слое сшитого полимера составляет от ≥ 50% до ≤ 70%, предпочтительно от ≥ 60% до ≤ 65%, более предпочтительно 64%. За счет этого уменьшается опасность нарушения покрытия при контакте с растворителями, такими как бензин.
Преимуществом предложенного в настоящем изобретении покрытия также является его минимальное набухание при контакте с неполярными растворителями, поскольку иначе затем происходит размягчение покрытия. В одном из дополнительных предпочтительных вариантов осуществления настоящего изобретения степень набухания (ксилол) слоя сшитого полимера составляет от ≥ 5% до ≤ 10%, предпочтительно от ≥ 9% до ≤ 10%, более предпочтительно 9,2%. За счет этого также уменьшается опасность нарушения покрытия при контакте с растворителями, такими как бензин.
Кроме того, сшитый силаном слой выгодно влияет на устойчивость к воздействиям окружающей среды. В одном из дополнительных предпочтительных вариантов осуществления настоящего изобретения показатель стойкости к растрескиванию под действием напряжения окружающей среды (показатель F0) слоя сшитого полимера составляет более 6000 часов без растрескивания. В другом предпочтительном варианте осуществления настоящего изобретения слой сшитого полимера не разрушается при испытании стойкости к растрескиванию под действием напряжения окружающей среды (FNCT, 4,0 МПа, 80°С) по истечении более 1000 часов. За счет высокой стойкости к растрескиванию покрытия трубопроводов могут применяться в местностях с высокой интенсивностью солнечного излучения, таких как пустынные местности.
Дополнительным преимуществом сшитого силаном покрытия является его малая ползучесть, то есть минимальное относительное удлинение при растяжении. В одном из дополнительных предпочтительных вариантов осуществления настоящего изобретения относительное удлинение слоя сшитого полимера по результатам испытания на относительное удлинение с течением времени при температуре 23°С за 96 часов, измеренное в верхнем слое, составило от ≥ 0,3 до ≤ 0,9%, предпочтительно от ≥ 0,5 до ≤ 0,7%, более предпочтительно 0,6%. Если такое покрытие наносят на подложку, исключается ползучесть и, следовательно, разупрочнение покрытия.
Дополнительные преимущества сшитого силаном покрытия перечислены ниже. В одном из дополнительных предпочтительных вариантов осуществления настоящего изобретения слой сшитого полимера обладает такой ударной прочностью, что не разрушается при температуре -100°С. В дополнительном предпочтительном варианте осуществления настоящего изобретения слой сшитого полимера обладает такой ударной вязкостью образца с надрезом, что не разрушается при температуре -40°С.За счет такой ударной прочности и ударной вязкости образца с надрезом облегчается транспортировка предложенного в настоящем изобретении покрытия, поскольку для этого требуется меньше мер предосторожности. Кроме того, такие покрытия имеют более длительный срок службы на опасных по обрушениям породы территориях, поскольку они менее подвержены повреждению.
В одном из дополнительных предпочтительных вариантов осуществления настоящего изобретения предел прочности слоя сшитого полимера на растяжение при температуре 23°С составляет от ≥ 15 МПА до ≤ 20 МПа, предпочтительно от ≥ 16 МПА до ≤ 17 МПа, более предпочтительно 16,5 МПа. Высокий предел прочности на растяжение выгоден, например, когда сшитый силаном слой подвергается неожиданному сдвиговому напряжению, возникающему, например, при сильном ветре, воздействующем на трубопровод, который имеет предложенное в настоящем изобретении покрытие и не проложен под землей.
В одном из дополнительных предпочтительных вариантов осуществления настоящего изобретения относительное удлинение при разрыве слоя сшитого полимера при температуре -45°С составляет от ≥ 230% до ≤ 270%, предпочтительно от ≥ 240% до ≤ 260%, более предпочтительно 250%. Большое относительное удлинение при разрыве при такой низкой температуре выгодно, например, когда сшитый силаном слой нанесен на трубопровод, проложенный в вечной мерзлоте и необходимо, чтобы слой не становился хрупким.
Настоящее изобретение дополнительно проиллюстрировано на фиг.1-3.
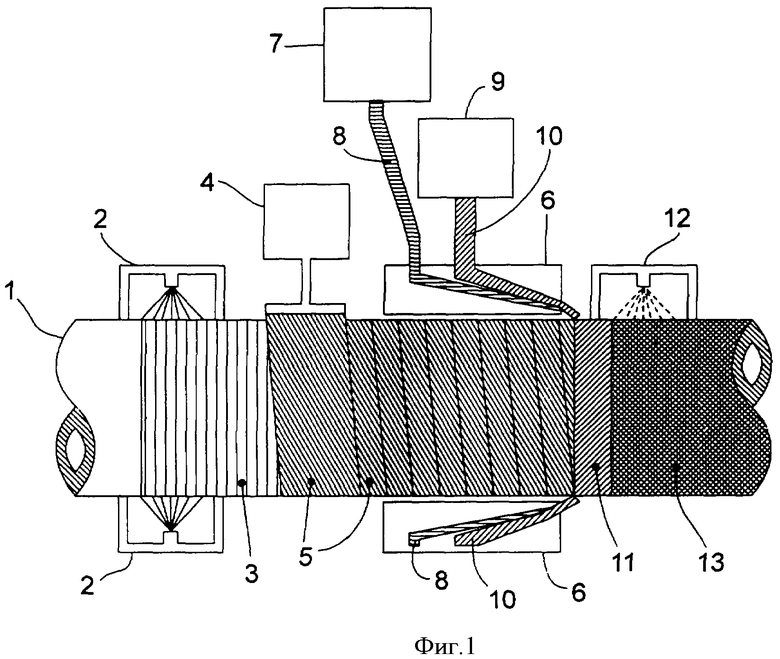
На фиг.1 показан предложенный в настоящем изобретении способ покрытия изделий.
На фиг.2 показан предложенный в настоящем изобретении дополнительный способ покрытия изделий.
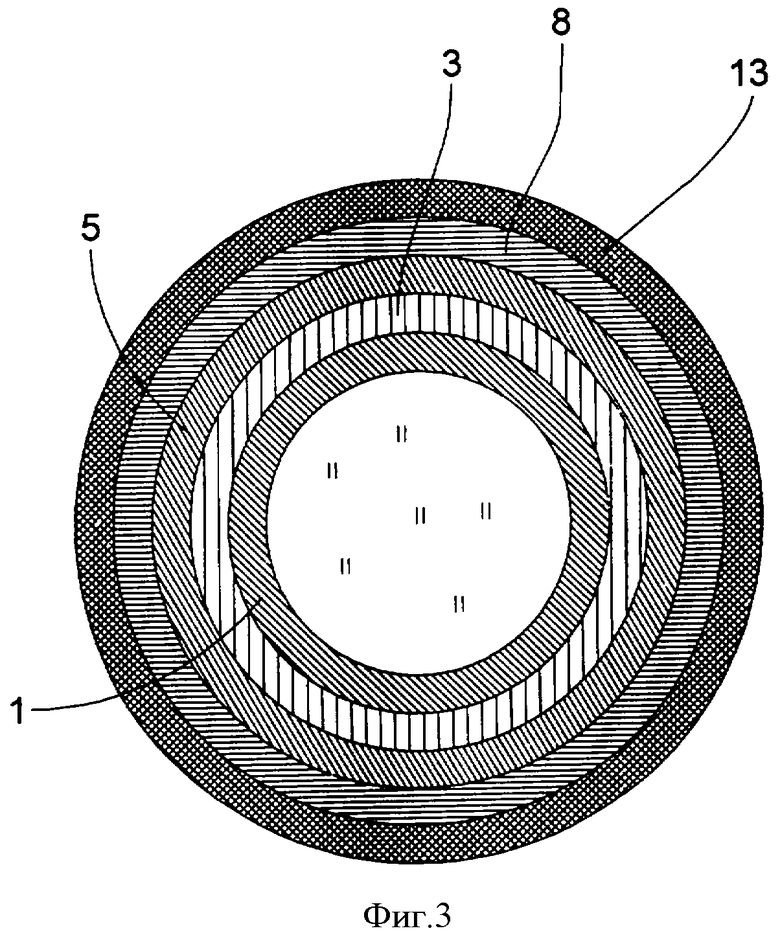
На фиг.3 показан поперечный разрез трубопровода с покрытием согласно настоящему изобретению.
На фиг.1 показан предварительно подвергнутый струйной очистке и нагретый трубопровод 1, который на первой стадии с помощью системы 2 электростатического распыления порошка покрывают грунтовочным слоем эпоксидной смолы 3. Затем с помощью экструдера 4 оболочек наносят слой стандартного клейкого вещества 5. Далее в продольном направлении трубопровода через кольцевое сопло 6 протекают потоки материалов из дополнительного экструдера 7 для полиэтилена 8 и другого экструдера 9 для сшиваемого силаном полиэтилена 10. Эти два потока материалов подвергают совместной экструзии и наносят на трубопровод 11. На последней стадии система 12 орошения орошает водой крайний слой полимера с целью сшивания сшиваемого полимера в процессе формирования сшитого силаном слоя 13.
На фиг.2 показан предварительно подвергнутый струйной очистке и нагретый трубопровод 1, который на первой стадии с помощью системы 2 электростатического распыления порошка покрывают грунтовочным слоем эпоксидной смолы 3. На следующей стадии с помощью экструдера 4 оболочек наносят слой стандартного клейкого вещества 5. Далее в продольном направлении трубопровода с помощью дополнительного экструдера 14 оболочек наносят слой полиэтилена 8. С помощью дополнительного экструдера 15 оболочек наносят слой сшиваемого силаном полиэтилена 10. На последней стали орошают крайний верхний слой полимера водой из системы 12 орошения с целью сшивания сшиваемого полимера в процессе формирования сшитого силаном слоя 13.
За счет этого степень сшивания покрытия трубопровода уже на выходе охлаждающей станции может превышать 50%, в результате чего не требуется последующее дополнительное сшивание.
На фиг.3 показан поперечный разрез трубопровода с покрытием согласно настоящему изобретению. Сначала предварительно подвергнутый струйной очистке и нагретый трубопровод 1 с помощью системы 2 электростатического распыления порошка покрывают грунтовочным слоем эпоксидной смолы 3. Поверх этого слоя наносят слой стандартного клейкого вещества 5. На него наносят слой полиэтилена 8. В качестве крайнего наружного слоя наносят сшитый силаном слой 13.
Предложенный в настоящем изобретении способ дополнительно проиллюстрирован с помощью примера 1 и сравнительного примера.
Пример 1
Подвергнутый струйной очистке стальной трубопровод (диаметром 48 дюймов) нагрели до температуры 200°С. На этот стальной трубопровод один за другим нанесли следующие слои:
- в качестве первого слоя методом электростатического распыления порошка нанесли стандартную эпоксидную смолу толщиной 0,12 мм,
- непосредственно на этот слой методом экструзии оболочек нанесли стандартное клейкое вещество толщиной около 25 мм,
- на этот слой экструдировали верхний слой стандартного ПЭВП толщиной около 3 мм,
- с помощью второго, расположенного непосредственно далее сопла на ранее нанесенный еще расплавленный верхний слой полиэтилена нанесли предложенный в настоящем изобретении сшиваемый силаном последний слой толщиной около 1 мм.
Данный способ обеспечивает хорошее сцепление слоя сшиваемого силаном полиэтилена с ранее нанесенным термопластичным слом полиэтилена. Поскольку на момент нанесения слоя сшиваемого силаном полиэтилена он еще не сшит, обеспечивается хорошее сцепление в области перекрывания пленок, нанесенных в процессе экструзии оболочек.
В таблицах 1 и 2 в краткой форме приведены параметры способа, а также свойства трубопроводов с соответствующим покрытием.
Сравнительный пример
По аналогии со способом, описанным в примере 1, на трубопровод нанесли покрытие с такими же параметрами, но без слоя сшиваемого силаном полиэтилена. В отличие от примера с применением слоя сшиваемого силаном полиэтилена, в данном случае трубопровод необходимо быстрее охладить на участке охлаждения во избежание повреждения термопластичного слоя. В таблицах 1 и 2 в краткой форме приведены параметры способа, а также свойства трубопроводов с соответствующим покрытием.
Далее описаны использованные способы измерений.
1. Тепловое удлинение (горячее отверждение)
Тепловое удлинение (горячее отверждение) покрытие определили по аналогии со стандартом DIN VDE 0472 Т615: из сшитого слоя был взят прямоугольный (100×10 мм) образец, в свободно подвешенном состоянии помещен в печь при температуре 200°С и подвергнут воздействию силы 20 Н/см2. Через 15 минут было измерено удлинение образца. Тепловое удлинение представляет собой изменение длины образца в %.
2. Степень сшивания
Степень сшивания определили по аналогии со стандартом ISO 10147 следующим образом: из сшитого слоя был взят прямоугольный (20×5 мм) образец, взвешен с точностью до 1 мг и помещен в жесткий проволочный контейнер. Контейнер с образцом поместили в 2-литровую стеклянную колбу с дефлегматором. В колбу добавили около 500 мл технически чистого ксилола и довели его до кипения. После 8-часовой дефлегмации контейнер удалили из стеклянной колбы. Образец тщательно извлекли из контейнера и высушили в сушильной вакуумной печи в течение по меньшей мере 3 часов при температуре 150°С. После охлаждения до комнатной температуры определили вес образца с точностью до 1 мг. Степень сшивания G определили по процентному соотношению остаточного веса образца и ранее определенного общего веса.
3. Степень набухания
Из сшитого слоя был взят прямоугольный (20×5 мм) образец, взвешен с точностью до 1 мг и помещен в пробирку. Пробирку заполнили примерно на 1/3 емкости технически чистым ксилолом и плотно закрыли корковой пробкой. Содержимое пробирки довели до температуры 140°С, которую поддерживали с помощью термостата. После этого содержимое пробирки поместили на мелкоячеистое проволочное сито (400 ячеек на см2), набухший образец тщательно удалили с сита, поместили на чашку Петри и взвесили. Степень набухания определили по весу набухшего образца в сравнении с весом ненабухшего образца.
4. Стойкость к растрескиванию под действием напряжения окружающей среды согласно стандарту ASTM D 1693
Стойкость сшитого слоя к растрескиванию определили согласно стандарту ASTM D 1693. Заданной величиной является показатель F0, отображающий время испытания, в течение которого не наблюдается разрушение образца.
5. Стойкость к растрескиванию при напряжении (FNCT)
Стойкость сшитого слоя к растрескиванию при напряжении (FNCT), измеряемую в часах, определили согласно внутренней методике измерений. Этот лабораторный метод опубликован М. Fleißner в журнале "Kunststoffe", №77 (1987 г.), на стр.45 и далее и соответствует применимому на данный момент стандарту ISO/CD 16770. Сокращение времени до разрушения определяют по сокращению времени до начала образования трещины в месте надреза (1,6 мм/лезвием бритвы) в Arkopal в качестве среды распространения трещин вследствие напряжения при температуре 80°С и растягивающей нагрузке 4 МПа. Из слоя сшитого полимера взяли три образца размером 10×10×90 мм. Образцы прорезали лезвием бритвы в специально подготовленном устройстве для надрезания образцов (см. фиг.5 публикации). Глубина прорези составляла 1,6 мм.
6. Относительное удлинение по результатам испытания на удлинение с течением времени
Относительное удлинение по результатам испытания на удлинение с течением времени определили при растягивающей нагрузке 5 МПа и температуре 23°С по истечении 96 часов согласно положениям стандарта DIN EN ISO 899.
7. Ударная прочность при -100°С
Ударную прочность определили согласно стандарту ISO 180/U при -100°С.
8. Ударная вязкость образца с надрезом при -40°С
Ударную вязкость образца с надрезом определили согласно стандарту ISO 179-1/1eA/DIN 53453 при -40°С. Для этого из слоя сшитого полиэтилена взяли образец размером 10×4×80 мм, в котором под углом 45° сделали V-образную прорезь глубиной 2 мм и с радиусом закругления дна 0,25 мм.
9. Предел прочности на разрыв при 23°С
Предел прочности на разрыв определили согласно стандарту ISO 527, часть 2 на образце типа 1А толщиной 1 мм при 23°С. Образцы растягивали со скоростью 50 мм/мин.
10. Относительное удлинение при разрыве при -45°С
Относительное удлинение при разрыве определили согласно стандарту ISO 527, часть 2 на образце типа 1А толщиной 1 мм при -45°С. Образцы растягивали со скоростью 10 мм/мин.
11. Скорость течения расплава при 190°С/2,16 кг
Скорость течения расплава применяемых полимеров при 190°С/2,16 кг определили согласно стандарту ISO 1133.
12. Модуль упругости при растяжении
Модуль упругости применяемых полимеров при растяжении определили согласно стандарту ISO 527, часть 2 на образце типа 1А толщиной 1 мм.
Изобретение относится к покрытию и способу покрытия наружной поверхности. Способ покрытия наружных поверхностей трубопроводов полимером, способным образовывать поперечные связи под действием воды, включает стадии, на которых:
a) покрывают наружную поверхность трубопровода, по меньшей мере, одним полимером, способным образовывать поперечные связи под действием воды, при этом применяемый полимер представляет собой привитой алкоксисиланом полиэтилен высокой плотности (ПЭВП),
b) сшивают полимер, подвергая его действию воды при повышенной температуре в процессе формирования слоя сшитого полимера до тех пор, пока степень сшивания не достигнет от ≥30% до ≤80%,
c) сшивание полимера, способного образовывать поперечные связи под действием воды, происходит при температуре от ≥50°С до ≤350°С, предпочтительно от ≥150°С до ≤300°С, более предпочтительно от ≥200°С до ≤260°С, при этом на указанных стадиях
- нагревают трубопровод до температуры от ≥170°С до ≤230°С, предпочтительно от ≥180°С до ≤220°С, более предпочтительно от ≥190°С до ≤210°С,
- методом электростатического распыления порошка наносят слой эпоксидной смолы толщиной от ≥0,08 мм до ≤0,16 мм, предпочтительно от ≥0,10 мм до ≤0,13 мм, более предпочтительно 0,125 мм,
- путем экструзии оболочек наносят слой клейкого вещества толщиной от ≥0,15 мм до ≤0,30 мм, предпочтительно от ≥0,22 мм до ≤0,27 мм, более предпочтительно 0,25 мм,
- путем экструзии наносят верхний слой ПЭВП толщиной от ≥2,8 мм до ≤3,2 мм, предпочтительно от ≥2,9 мм до ≤3,1 мм, более предпочтительно от 3 мм,
- путем экструзии наносят слой сшиваемого силаном ПЭВП толщиной ≥0,8 мм до ≤1,2 мм, предпочтительно от ≥0,9 мм до ≤1,1 мм, более предпочтительно 1 мм,
- обрабатывают трубопровод водой, предпочтительно имеющей температуру от ≥10°С до ≤40°С, предпочтительно от ≥20°С до ≤30°С, более предпочтительно 25°С. Покрытие изготавливают по описанному выше способу. Изобретение включает также трубопровод с покрытием. Технический результат - полученное покрытие обладает комплексом улучшенных эксплуатационных свойств, что влияет на применение трубопровода. 3 н. и 8 з.п. ф-лы, 2 табл., 3 ил.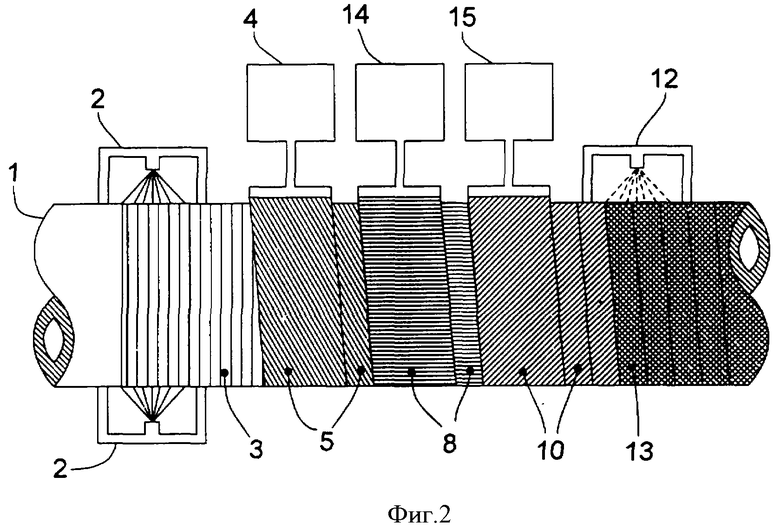
1. Способ покрытия наружных поверхностей трубопроводов полимером, способным образовывать поперечные связи под действием воды, включающий стадии, на которых:
a) покрывают наружную поверхность трубопровода, по меньшей мере, одним полимером, способным образовывать поперечные связи под действием воды, при этом применяемый полимер представляет собой привитой алкоксисиланом полиэтилен высокой плотности (ПЭВП),
b) сшивают полимер, подвергая его действию воды при повышенной температуре в процессе формирования слоя сшитого полимера до тех пор, пока степень сшивания не достигнет от ≥30% до ≤80%,
c) сшивание полимера, способного образовывать поперечные связи под действием воды, происходит при температуре от ≥50°С до ≤350°С, предпочтительно от ≥150°С до ≤300°С, более предпочтительно от ≥200°С до ≤260°С,
при этом на указанных стадиях
- нагревают трубопровод до температуры от ≥170°С до ≤230°С, предпочтительно от ≥180°С до ≤220°С, более предпочтительно от ≥190°С до ≤210°С,
- методом электростатического распыления порошка наносят слой эпоксидной смолы толщиной от ≥0,08 до ≤0,16 мм, предпочтительно от ≥0,10 до ≤0,13 мм, более предпочтительно 0,125 мм,
- путем экструзии оболочек наносят слой клейкого вещества толщиной от ≥0,15 мм до ≤0,30 мм, предпочтительно от ≥0,22 мм до ≤0,27 мм, более предпочтительно 0,25 мм,
- путем экструзии наносят верхний слой ПЭВП толщиной от ≥2,8 мм до ≤3,2 мм, предпочтительно от ≥2,9 мм до ≤3,1 мм, более предпочтительно от 3 мм,
- путем экструзии наносят слой сшиваемого силаном ПЭВП толщиной ≥0,8 мм до ≤1,2 мм, предпочтительно от ≥0,9 мм до ≤1,1 мм, более предпочтительно 1 мм,
- обрабатывают трубопровод водой, предпочтительно имеющей температуру от ≥10°С до ≤40°С, предпочтительно от ≥20°С до ≤30°С, более предпочтительно 25°С.
2. Способ по п.1, отличающийся тем, что содержание кремния в слое сшитого полимера составляет от ≥0,10 мас.% до ≤1,00 мас.%, предпочтительно от ≥0,30 мас.% до ≤0,40 мас.%, более предпочтительно от ≥0,33 мас.% до ≤0,35 мас.%.
3. Способ по п.1, отличающийся тем, что длительность стадии сшивания слоя полимера водой составляет от ≥0,5 мин до ≤5,0 мин, предпочтительно от ≥1,0 мин до ≤3,0 мин, более предпочтительно от ≥1,9 мин до ≤2,1 мин на метр трубопровода в продольном направлении.
4. Способ по п.1, отличающийся тем, что относительное удлинение покрытия при разрыве, измеренное при температуре -45°С, составляет от ≥135% до ≤400%, предпочтительно от ≥200% до ≤300%, более предпочтительно от ≥240% до ≤260%.
5. Способ по п.1, отличающийся тем, что при испытании на стойкость к растрескиванию под действием напряжения окружающей среды (FNCT, 4,0 МПа, 80°С) покрытие остается устойчивым в течение от ≥100 ч до ≤10000 ч, предпочтительно от ≥500 ч до ≤2000 ч и более предпочтительно от ≥900 ч до ≤1100 ч.
6. Способ по п.1, отличающийся тем, что наружную поверхность трубопровода покрывают, по меньшей мере, четырьмя различными слоями.
7. Трубопровод, наружная поверхность которого имеет, по меньшей мере, одно покрытие на основе первого сшиваемого полимера, который представляет собой сшитый силаном ПЭВП, и сшитый полимер имеет степень сшивания от ≥30% до ≤80% 10, при этом при многослойном покрытии для защиты поверхности первый нижний слой состоит из эпоксидной смолы толщиной от ≥0,08 до ≤0,16 мм, предпочтительно от ≥0,10 до ≤0,13 мм, более предпочтительно 0,125 мм, второй средний слой состоит из клейкого вещества толщиной от ≥0,15 мм до ≤0,30 мм, предпочтительно от ≥0,22 мм до ≤0,27 мм, более предпочтительно 0,25 мм, третий верхний слой состоит из ПЭВП с бимодальным молекулярно-массовым распределением толщиной от ≥2,8 мм до ≤3,2 мм, предпочтительно от ≥2,9 мм до ≤3,1 мм, более предпочтительно от 3 мм, а четвертый наружный слой состоит из сшитого силаном ПЭВП толщиной ≥0,8 мм до ≤1,2 мм, предпочтительно от ≥0,9 мм до ≤1,1 мм, более предпочтительно 1 мм.
8. Трубопровод по п.7, отличающийся тем, что содержание кремния в слое сшитого силаном ПЭВП составляет от ≥0,10 мас.% до ≤1,00 мас.%, предпочтительно от ≥0,30 мас.% до ≤0,40 мас.%, более предпочтительно от ≥0,33 мас.% до ≤0,35 мас.%.
9. Трубопровод по п.7, отличающийся тем, что относительное удлинение слоя сшитого силаном ПЭВП при разрыве, измеренное при температуре -45°С, составляет от ≥135% до ≤400%, предпочтительно от ≥200% до ≤300%, более предпочтительно от ≥240% до ≤260%.
10. Трубопровод по п.7, отличающийся тем, что при испытании на стойкость к растрескиванию под действием напряжения окружающей среды (FNCT, 4,0 МПа, 80°С) слой сшитого силаном ПЭВП остается устойчивым в течение от ≥100 ч до ≤10000 ч, предпочтительно от ≥500 ч до ≤2000 ч и более предпочтительно от ≥900 ч до ≤1100 ч.
11. Покрытие, изготавливаемое согласно п.1.
| DE 68925238 Т2, 23.05.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ИЗДЕЛИЯ, ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И МОДИФИКАТОР, ВХОДЯЩИЙ В СОСТАВ ЭТОЙ КОМПОЗИЦИИ | 2002 |
|
RU2203913C1 |
| ГИБКИЙ ПОЛЫЙ ТРУБОПРОВОД, СОДЕРЖАЩИЙ ПОЛУЮ ГЕРМЕТИЧНУЮ ОБОЛОЧКУ ИЗ СШИТОГО ПОЛИЭТИЛЕНА, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2073612C1 |
| RU 2002122406 A, 10.01.2004 | |||
| СПОСОБ РАБОТЫ СИСТЕМЫ ТЕПЛОСНАБЖЕНИЯ | 2000 |
|
RU2181437C1 |

