Область техники, к которой относится изобретение
Настоящее изобретение относится в общем плане к водным дисперсиям и смесям дисперсий.
Предпосылки создания изобретения
Термопластичные смолы, армированные волокном длинной резки, широко используются для различных компонентов промышленной продукции, потому что они обладают превосходной механической прочностью, теплостойкостью и формуемостью. Хотя трудно получить термопластичную смолу, армированную волокном длинной резки, смешиванием нарезанных волокон с термопластичной смолой в экструдере, известно, что термопластичные смолы, армированные волокном длинной резки, могут быть получены из термопластичных концентратов, армированных волокном длинной резки.
Известно, что термопластичные концентраты, армированные волокном длинной резки, получают способами пултрузии расплава. При пултрузии расплава стренгу волокна протаскивают через термопластичный расплав, и она становится смоченной расплавленным матричным полимером или смолой носителя. Средство постформования или обдирки используют для установления совместимого содержания волокна.
Однако уровни волокна обычно не превышают 50-70 мас.% концентрата. Вследствие высокой вязкости термопластичных расплавов в процессе пултрузии может иметь место неполное смачивание волокна смолой. Для достижения адекватного смачивания стренги волокна расплавом способы пултрузии обычно используют низкомолекулярные термопласты, такие как смола носителя. Однако даже низкие уровни низкомолекулярных термопластичных смол носителя, присутствующих в концентрате, армированном волокном длинной резки, могут иметь вредное воздействие на механическую прочность, теплостойкость и формуемость неармированной термопластичной смолы, в которую вводится концентрат.
В способах, описанных в патентах США № 4626306, 4680224, 5725710, 5888580 и 6045912, для пропитывания стренги волокна используется жидкая дисперсия полимерного порошка. Термопластичный порошок, обычно низкомолекулярный термопласт, наносится на стренгу волокна, движущуюся в продольном направлении через дисперсию порошка; дисперсионная среда, растворитель (предпочтительно вода), удаляется из стренги, например нагреванием, после чего термопласт плавится, и композит затвердевает, например, при прокатывании.
В указанных способах нанесение постоянных количеств порошка на стренгу волокна, движущуюся через ванну дисперсии, может представлять проблемы. Содержание полимера композита зависит от содержания твердого вещества в ванне дисперсии. Концентрация в непосредственной близости к стренге колеблется и не обеспечивает точное соответствие средней концентрации последовательно подаваемой дисперсии. Были предложены многочисленные средства, такие как направляющие, калибровочные устройства измерения стренги, контроль концентрации в ванне жидкой дисперсии полимерного порошка и т.д., которые иногда не имеют отношения к делу.
Альтернативно, водные дисперсии термопластичных смол получают способом, в котором полимеризующийся мономер, который является исходным материалом смолы, полимеризуется эмульсионной полимеризацией в водной среде в присутствии эмульгатора. Преимущественно эмульсионная полимеризация может дать высокомолекулярную термопластичную смолу. Однако данный способ ограничен небольшим числом полимеризующихся мономеров, которые могут быть использованы, поэтому число водных дисперсий термопластичных смол, которые могут быть получены, является ограниченным.
Стеклянные волокна, включая непрерывные волокна, стренги и ровинги и штапелированные волокна и стренги, также используются для армирования различных полимерных матриц и используются в армирующих полиолефинах. Стеклянные волокна обычно покрываются в процессе их формования композицией химического покрытия, обычно называемой аппретирующей композицией, для защиты волокон при последующей переработке и для способствования адгезированию волокон к полимерной матрице.
Патент США № 4728573 рассматривает химически покрытые стеклянные волокна, полученные вытяжкой стеклянных волокон из расплавленных потоков стекла, вытекающих наружу из отверстий в наружное кольцо сопла или подобное устройство, покрытием стеклянных волокон водной химической композицией покрытия, сборкой волокон в одну или более стренг и накапливанием стренг в виде штапелированных стренг или непрерывных стренг в многослойный пакет. Водная химическая композиция покрытия включает один или более аминоорганических аппретов, водную эмульсию или дисперсию карбоксильномодифицированной полиолефиновой смолы, которая была нейтрализована или почти нейтрализована органическим или неорганическим основанием, водорастворимый диспергирующийся или эмульгирующийся пленкообразующий полимер и стабилизатор связующего.
WO 2004099529 рассматривает сухую ленту, включающую холст из стеклянных волокон и покрытие, нанесенное поверх части стеклянных волокон. Покрытие содержит смолистое связующее, которое является, по меньшей мере, частично растворимым или диспергируемым в связывающем соединении. Покрытие дополнительно способно образовывать клеевую связь со связывающим соединением при отверждении.
Патент США № 6818698 (WO 2004031246) рассматривает нанесение эмульсий высокомолекулярных функционализированных полиолефинов на стеклянные волокна либо в процессе изготовления стеклянных волокон, либо на более поздней стадии с получением армированных полипропиленовых композитов с высокими механическими характеристиками.
Полиолефиновые дисперсии, использованные в патентах и публикациях, отмеченных выше, каждая, содержит функционализированные полиолефины, такие как полипропилен с прививкой малеинового ангидрида. Другие публикации, которые рассматривают покрытие стеклянных волокон или изделий, армированных стеклянными волокнами, включают патенты США № 5437928, 5891284 и 5972166.
Желательно улучшить указанные и другие волокносодержащие армирующие структуры. Требуемые улучшения могут включать адгезию между волокносодержащим армированием и дополнительными компонентами структуры. Кроме того, могут быть желательными улучшения способности формовать изделия с использованием армированной структуры.
Краткое описание изобретения
В одном аспекте варианты осуществления, рассмотренные здесь, относятся к способу формования изделия, способ может включать нанесение компаунда на стеклосодержащую подложку, причем компаунд может включать водную дисперсию, которая может содержать (а) термопластичную смолу; (b) стабилизатор дисперсии и (с) воду; и удаление, по меньшей мере, части воды.
В других аспектах варианты осуществления, рассмотренные здесь, относятся к изделию, включающему компаунд в контакте с частью стеклосодержащей подложки, где компаунд во время контактирования может включать водную дисперсию, которая может содержать (а) полиолефин, имеющий температуру деформации ниже 110°C, (b) стабилизатор дисперсии и (с) воду, в котором соединение придает модифицированное свойство подложке и в котором подложка является формуемой.
В других аспектах варианты осуществления, рассмотренные здесь, относятся к изделию, формованному из компаунда в контакте с частью стеклосодержащей подложки, где компаунд во время контактирования может содержать водную дисперсию, которая может содержать (а) термопластичную смолу, (b) стабилизатор дисперсии и (с) воду, где изделие составляет, по меньшей мере, 92 мас.% стекла по отношению к общей массе стеклосодержащей подложки, термопластичной смолы и стабилизатора дисперсии.
В других аспектах варианты осуществления, рассмотренные здесь, относятся к покрытому волокну, которое может включать компаунд в контакте с частью стеклосодержащего волокна, где компаунд во время контактирования может включать водную дисперсию, образованную из (а) термопластичной смолы, (b) стабилизатора дисперсии и (с) воды, где волокно имеет диаметр 5-35 мкм; и где толщина слоя покрытия соединения на стеклосодержащем волокне составляет от примерно 0,1 до 10 мкм.
В других аспектах варианты осуществления, рассмотренные здесь, относятся к способу нанесения покрытия на волокно, включающему нанесение компаунда на стеклосодержащее волокно, причем компаунд может включать водную дисперсию, содержащую (а) термопластичную смолу; (b) стабилизатор дисперсии и (с) воду; и удаление, по меньшей мере, части воды.
В других аспектах варианты осуществления, рассмотренные здесь, относятся к изделию, имеющему, по меньшей мере, один слой компаунда, нанесенный на, по меньшей мере, часть стеклосодержащей подложки, где компаунд может включать (а) полиолефин, имеющий температуру деформации ниже 110°C, и (b) стабилизатор дисперсии, в котором соединение придает модифицированное свойство подложке и в котором подложка является формуемой.
Другие аспекты и преимущества данного изобретения будут видны из последующего описания и прилагаемой формулы изобретения.
Краткое описание чертежей
На фиг. 1 показан экструдер, который может быть использован для формования дисперсий в соответствии с рассмотренными здесь вариантами осуществления.
На фиг. 2 представлена технологическая схема, показывающая устройство, подходящее для осуществления способа настоящего изобретения.
На фиг. 3 представлена технологическая схема, показывающая альтернативное устройство, подходящее для осуществления способа настоящего изобретения.
Подробное описание изобретения
Варианты осуществления относятся к изделиям, полученным нанесением покрытия или пропиткой структуры компаундом. В некоторых вариантах осуществления компаунд при нанесении может включать дисперсию, которая содержит базовый полимер и стабилизатор. В некоторых вариантах осуществления структура может представлять собой стеклосодержащее волокно. В других вариантах осуществления структура может представлять собой стеклосодержащую подложку.
Другие варианты осуществления относятся к армированным волокном изделиям, полученным с использованием водной дисперсии полиолефинов. Например, водная дисперсия полиолефинов может использоваться для покрытия волокносодержащих структур (включая ровинги волокна, маты и ткани). В некоторых вариантах осуществления полиолефиновые дисперсии могут содержать, по меньшей мере, одну полиолефиновую фазу, которая не имеет функциональности, с получением в результате покрытия/связующего, имеющего нефункционализированную полиолефиновую фазу. Включение указанного нефункционализированного полиолефина в покрытие/связующее может дать в результате улучшенные свойства, такие как улучшенные связывание и совместимость с другими компонентами в структуре.
Как использовано здесь, термин «стеклосодержащее волокно» относится к стеклянным волокнам и к натуральным или синтетическим волокнам, содержащим, по меньшей мере, 50% стекла.
Как использовано здесь, термин «стеклосодержащая подложка» относится к, по меньшей мере, двухмерной структуре, содержащей стекло, которая не является монофиламентом или пучком монофиламентов. Соответственно, стеклосодержащая подложка имеет как длину, так и ширину и в предпочтительных вариантах осуществления является формуемой.
Как использовано здесь, термин «формуемая» относится к способности подложки к дополнительной переработке в новую форму при подведении тепла и/или давления.
Водная дисперсия
В целом рассмотренные здесь варианты осуществления относятся к водным дисперсиям и соединениям, полученным из водных дисперсий, которые используются для придания модифицированного свойства подложке, такой как стеклосодержащее волокно или стеклосодержащая подложка. В некоторых вариантах осуществления дисперсии могут контактировать с подложкой в форме пены или пенопласта. Дисперсии, используемые в рассмотренных здесь вариантах, содержат воду, (А) по меньшей мере, одну термопластичную смолу и (В) стабилизатор дисперсии. Они рассматриваются более подробно ниже.
Термопластичная смола
Термопластичная смола (А), включенная в варианты водной дисперсии настоящего изобретения, представляет собой смолу, которая не является легко диспергируемой в воде сама по себе. Термин «смола», как использовано здесь, должен истолковываться для включения синтетических полимеров или химически модифицированных природных смол.
Смолы, используемые в рассмотренных здесь вариантах осуществления, могут включать эластомеры и смеси олефиновых полимеров. В некоторых вариантах осуществления термопластичная смола является полукристаллической смолой. Термин «полукристаллическая» предназначен для идентификации таких смол, которые обладают, по меньшей мере, одной эндотермой при исследовании стандартным методом дифференциальной сканирующей калориметрии ((DSC)(ДСК)). Некоторые полукристаллические полимеры показывают ДСК-эндотерму, которая имеет относительно пологий наклон, когда температура сканирования увеличивается после конечного максимума эндотермы. Это в большей степени отражает полимер с широким интервалом плавления, чем полимер, имеющий то, что обычно считается резкой точкой плавления. Некоторые полимеры, используемые в дисперсиях, имеют единственную точку плавления, хотя другие полимеры имеют более одной точки плавления.
В некоторых полимерах одна или более точек плавления могут быть резкими, так что весь или часть полимера плавится в довольно узком температурном интервале, таком как несколько градусов по шкале Цельсия. В других вариантах осуществления полимер может показывать широкие характеристики плавления в интервале примерно 20°C. В еще других вариантах осуществления полимер может показывать широкие характеристики плавления в интервале более 50°C.
Термопластичная смола может быть нефункционализированной смолой в некоторых вариантах осуществления. В других вариантах осуществления термопластичная смола может быть неполярной смолой.
Примеры термопластичной смолы (А), которая может использоваться в рассматриваемых здесь вариантах осуществления, включает гомополимеры и сополимеры (включая эластомеры) альфа-олефина, такого как этилен, пропилен, 1-бутен, 3-метил-1-бутен, 4-метил-1-пентен, 1-гептен, 1-гексен, 1-октен, 1-децен и 1-додецен, как обычно представлено полиэтиленом, полипропиленом, поли-1-бутеном, поли-3-метил-1-бутеном, поли-3-метил-1-пентеном, поли-4-метил-1-пентеном, сополимером этилен-пропилен, сополимером этилен-1-бутен и сополимером пропилен-1-бутен; сополимеры (включая эластомеры) альфа-олефина с сопряженным или несопряженным диеном, как обычно представлено сополимером этилен-бутадиен и сополимером этилен-этилиден-норборнен; и полиолефины (включая эластомеры), такие как сополимеры двух или более альфа-олефинов с сопряженным или несопряженным диеном, как обычно представлено сополимером этилен-пропилен-бутадиен, сополимером этилен-пропилен-дициклопентадиен, сополимером этилен-пропилен-1,5-гексадиен и сополимером этилен-пропилен-этилиден-норборнен; сополимеры этилен-виниловое соединение, такие как сополимер этилен-винилацетат, сополимер этилен-виниловый спирт, сополимер этилен-винилхлорид, сополимеры этилен-акриловая кислота или этилен-(мет)акриловая кислота и сополимер этилен-(мет)акрилат; стирольные сополимеры (включая эластомеры), такие как полистирол, АБС, сополимер акрилонитрил-стирол, сополимер α-метилстирол-стирол, стирол-виниловый спирт, стиролакрилаты, такие как стиролметилакрилат, стиролбутилакрилат, стиролбутилметакрилат, и стиролбутадиены и сшитые стирольные полимеры; и стирольные блок-сополимеры (включая эластомеры), такие как сополимер стирол-бутадиен и его гидрат, и трехблочный сополимер стирол-изопрен-стирол; поливиниловые соединения, такие как поливинилхлорид, поливинилиденхлорид, сополимер винилхлорид-винилиденхлорид, полиметилакрилат и полиметилметакрилат; полиамиды, такие как найлон-6, найлон-6,6 и найлон-12; термопластичные сложные полиэфиры, такие как полиэтилентерефталат и полибутилентерефталат; поликарбонат, полифениленоксид и т.п.; и стекловидные углеводородсодержащие смолы, включая полидициклопентадиеновые полимеры и родственные полимеры (сополимеры, терполимеры); насыщенные моноолефины, такие как винилацетат, винилпропионат и винилбутират и т.п.; сложные виниловые эфиры, такие как эфиры монокарбоновых кислот, включая метилакрилат, этилакрилат, н-бутилакрилат, изобутилакрилат, додецилакрилат, н-октилакрилат, фенилакрилат, метилметакрилат, этилметакрилат и бутилметакрилат и т.п.; акрилонитрил, метакрилонитрил, акриламид, их смеси; смеси, получаемые диспропорционированием с раскрытием кольца и полимеризацией диспропорционированием со сшивкой и т.п. Указанные смолы могут использоваться либо в отдельности, либо в комбинациях двух или более. Примеры отдельных термопластичных смол включают сополимеры стирола и бутадиена с содержанием стирола от примерно 70 до примерно 95 мас.%.
В качестве одного подходящего типа смолы могут быть использованы продукты этерификации ди- или поликарбоновой кислоты и диола, содержащие дифенол. Указанные смолы представлены в патенте США № 3590000, который приводится здесь в качестве ссылки. Другой отдельный пример смол включает сополимеры стирола и метакрилата и сополимеры стирола и бутадиена; суспензию полимеризованных стирол/бутадиенов; сложнополиэфирные смолы, полученные реакцией бисфенола А и пропиленоксида с последующей реакцией полученного продукта с фумаровой кислотой; и разветвленные сложнополиэфирные смолы, полученные реакцией диметилтерефталата, 1,3-бутандиола, 1,2-пропандиола и пентаэритрита, стиролакрилатов, и их смеси.
Кроме того, отдельные варианты используют этиленсодержащие полимеры, пропиленсодержащие полимеры, сополимеры пропилен-этилена и стирольные сополимеры в качестве одного компонента композиции. Другие варианты используют сложнополиэфирные смолы, включая сложнополиэфирные смолы, содержащие алифатические диолы, такие как 3,4-диол UNOXOL, поставляемый фирмой The Dow Chemical Company (Мидленд, Мичиган).
В выбранных вариантах один компонент образован из сополимеров этилен-альфа-олефин или сополимеров пропилен-альфа-олефин. В частности, в выбранных вариантах термопластичная смола содержит один или более неполярных полиолефинов.
В отдельных вариантах могут использоваться полиолефины, такие как полипропилен, полиэтилен, их сополимеры и их смеси, а также терполимеры этилен-пропилен-диен. В некоторых вариантах предпочтительные олефиновые полимеры включают гомогенные полимеры, как описано в патенте США № 3645992, выданном Elston; полиэтилен высокой плотности ((ПЭВП)(HDPE)), как описано в патенте США № 4076698, выданном Anderson; гетерогенно разветвленный линейный полиэтилен низкой плотности ((ЛПЭНП) (LLDPE)); разветвленный линейный полиэтилен ультранизкой плотности ((ЛПЭУНП) (ULDPE)); гомогенно разветвленные линейные сополимеры этилен/альфа-олефин; гомогенно разветвленные по существу линейные сополимеры этилен/альфа-олефин, которые могут быть получены, например, способами, рассмотренными в патентах США № 5272236 и 5278272, описания которых приводятся здесь в качестве ссылки; и полимеризованные свободнорадикальной полимеризацией этилены и сополимеры этилена высокого давления, такие как полиэтилен низкой плотности ((ПЭНП)(LDPE)) или этиленвинилацетатные полимеры ((ЭВА)(EVA)).
В некоторых вариантах также могут быть подходящими полимерные композиции и их смеси, описанные в патентах США № 6566446, 6538070, 6448341, 6316549, 6111023, 5869575, 5844045 или 5677383, каждый из которых приводится здесь в качестве ссылки в полном объеме. В некоторых вариантах смеси могут включать два различных полимера Циглера-Натта. В других вариантах смеси могут включать смеси полимера Циглера-Натта и металлоценового полимера. Еще в других вариантах используемый здесь полимер может быть смесью двух различных металлоценовых полимеров. В других вариантах могут использоваться полимеры, полученные с одноцентровым катализатором.
В некоторых вариантах полимером является пропиленсодержащий сополимер или интерполимер. В некоторых частных вариантах пропиленсодержащий сополимер или интерполимер характеризуется как имеющий по существу изотактические пропиленовые последовательности. Термин «по существу изотактические пропиленовые последовательности» и подобные термины означают, что последовательности имеют изотактическую триаду (mm), измеренную методом 13С-ЯМР, более примерно 0,85 в одном варианте; более примерно 0,90 - в другом варианте; более примерно 0,92 - в другом варианте; и более примерно 0,93 - еще в другом варианте. Изотактические триады хорошо известны в технике и описаны, например, в патенте США № 5504172 и в WO 00/01745, которые относятся к изотактической последовательности в плане триадного звена в молекулярной цепи сополимера, определенного по 13С-ЯМР-спектру.
Один вариант пропиленсодержащего полимера представляет собой сополимер или интерполимер пропилена и этилена, где этилен может присутствовать в количестве от примерно 5 до примерно 25 мас.%. В некоторых вариантах пропиленобогащенный альфа-олефиновый интерполимер характеризуется как имеющий изотактическую триаду (mm), измеренную методом 13С-ЯМР, более примерно 0,85. Некоторые такие пропиленобогащенные альфа-олефиновые интерполимеры могут иметь от 5 до 25 мас.% звеньев, производных этилена, и 95-75 мас.% звеньев, производных пропилена. Кроме того, некоторые пропиленобогащенные альфа-олефиновые интерполимеры имеют (а) температуру плавления ниже 90°C; (b) такое отношение упругости к 500% модулю упругости при растяжении, что упругость составляет менее или равно 0,935 М+12, где упругость представляет собой процент, и М представляет собой 500% модуль упругости при растяжении в МПа; и (с) такое соотношение модуля упругости при изгибе к 500% модулю упругости при растяжении, что модуль упругости при растяжении составляет менее или равно 4,2 e0,27M+50, где модуль упругости при изгибе дается в МПа, и М представляет собой модуль упругости при растяжении в МПа. В некоторых вариантах пропиленобогащенный альфа-олефиновый интерполимер содержит 6-20 мас.% звеньев, производных этилена, и 94-80 мас.% звеньев, производных пропилена. В других вариантах полимеры могут содержать 8-20 мас.% звеньев, производных этилена, и 92-80 мас.% звеньев, производных пропилена. В еще других вариантах полимеры могут содержать 10-20 мас.% звеньев, производных этилена, и 90-80 мас.% звеньев, производных пропилена.
В других частных вариантах базовым полимером могут быть этиленвинилацетатсодержащие (ЭВА-содержащие) полимеры. В других вариантах базовым полимером могут быть этилен-метил-акрилатсодержащие (ЭМА-содержащие) полимеры. В других частных вариантах сополимером этилен-альфа-олефин могут быть сополимеры или интерполимеры этилен-бутен, этилен-гексен или этилен-октен. В других частных вариантах сополимером пропилен-альфа-олефин могут быть сополимер пропилен-этилен или интерполимер пропилен-этилен-бутен.
В одном частном варианте термопластичная смола может содержать альфа-олефиновый интерполимер этилена с сомономером, содержащим алкен, такой как 1-октен. Сополимер этилена и октена может присутствовать в отдельности или в комбинации с другой термопластичной смолой, такой как сополимер этилен-акриловая кислота. Когда они присутствуют вместе, массовое соотношение между сополимером этилена и октена и сополимером этилен-акриловая кислота может находиться в интервале от примерно 1:10 до примерно 10:1, например, от примерно 3:2 до примерно 2:3. Полимерная смола, такая как сополимер этилен-октен, может иметь кристалличность менее примерно 50%, например, менее примерно 25%. В некоторых вариантах кристалличность полимера может находиться в интервале от 5 до 35%. В других вариантах кристалличность может находиться в интервале от 7 до 20%.
Рассматриваемые здесь варианты могут также включать полимерный компонент, который может содержать, по меньшей мере, один многоблочный олефиновый интерполимер. Подходящие многоблочные олефиновые интерполимеры могут включать многоблочные олефиновые интерполимеры, описанные, например, в предварительной заявке на патент США № 60/818911. Термин «многоблочный сополимер» или относится к полимеру, содержащему два или более химически различных участков, или сегментов (называемых «блоками»), предпочтительно, соединенных линейным образом, т.е. полимеру, содержащему химически различающиеся звенья, которые соединяются конец-к-концу по отношению к полимеризованной этиленовой функциональности в большей степени, чем в случае полимеризации по боковым группам или привитой полимеризации. В некоторых вариантах блоки различаются по количеству или типу введенного сомономера, плотности, степени кристалличности, размеру кристаллитов, приписываемому полимеру такого состава, типу или степени регулярности (изотактический или синдиотактический), регио-регулярности или регио-нерегулярности, степени разветвления, включая длинноцепочечное разветвление или гиперразветвление, гомогенности или любому другому химическому или физическому свойству.
Многоблочные сополимеры характеризуются уникальными распределениями показателя полидисперсности (ППД (PDI) или Mw/Mn), распределением по длине блока и/или распределением по числу блоков благодаря уникальному способу получения сополимеров. В частности, при получении непрерывным способом варианты полимеров могут обладать ППД в интервале от примерно 1,7 до примерно 8; от примерно 1,7 до примерно 3,5 в других вариантах; и от примерно 1,8 до примерно 2,5 или от примерно 1,8 до примерно 2,1 в еще других вариантах. При получении периодическим или полупериодическим способом варианты полимеров могут обладать ППД в интервале от примерно 1,0 до примерно 2,9; от примерно 1,3 до примерно 2,5 в других вариантах; от примерно 1,4 до примерно 2,0 в других вариантах; и от примерно 1,4 до примерно 1,8 в еще других вариантах.
Одним примером многоблочного олефинового интерполимера является блочный интерполимер этилен/α-олефин. Другим примером многоблочного олефинового интерполимера является интерполимер пропилен/α-олефин. Последующее описание сфокусировано на интерполимере, имеющем этилен в качестве главного мономера, но применимо аналогичным образом к пропиленсодержащим многоблочным интерполимерам с точки зрения общих полимерных характеристик.
Многоблочные сополимеры этилен/α-олефин, которые могут содержать этилен и один или более сополимеризующихся α-олефиновых сомономеров в полимеризованной форме, характеризуются множественными (т.е. двумя или более) блоками, или сегментами, двух или более полимеризованных мономерных звеньев, различающихся по химическим или физическим свойствам (блочный интерполимер). В некоторых вариантах сополимером является многоблочный интерполимер. В некоторых вариантах многоблочный интерполимер может быть представлен следующей формулой:
(AB)n,
где n равно, по меньшей мере, 1, и в различных вариантах n представляет собой целое число больше 1, такое как 2, 3, 4, 5, 10, 15, 20, 30, 40, 50, 60, 70, 80, 90, 100 или больше; «А» представляет собой жесткий блок, или сегмент; и «В» представляет собой мягкий блок или сегмент. Предпочтительно, «А» и «В» связаны линейным образом, но не разветвленным или звездчатым образом. «Жесткие» сегменты относятся к блокам полимеризованных звеньев, в которых этилен присутствует в количестве более 95 мас.% в некоторых вариантах, а в других вариантах - более 98 мас.%. Другими словами, содержание сомономера в жестких сегментах составляет менее 5 мас.% в некоторых вариантах, а в других вариантах - менее 2 мас.% от общей массы жестких сегментов. В некоторых вариантах жесткие сегменты содержат весь или по существу весь этилен. С другой стороны, «мягкие» сегменты относятся к блокам полимеризованных звеньев, в которых содержание сомономера составляет более 5 мас.% от общей массы мягких сегментов в некоторых вариантах, более 8 мас.%, более 10 мас.% или более 15 мас.% в различных других вариантах. В некоторых вариантах содержание сомономера в мягких сегментах может быть более 20 мас.%, более 25 мас.%, более 30 мас.%, более 35 мас.%, более 40 мас.%, более 45 мас.%, более 50 мас.% или более 60 мас.% в различных других вариантах.
В некоторых вариантах А-блоки и В-блоки беспорядочно распределены в полимерной цепи. Другими словами, блок-сополимеры не имеют структуру, подобную
ААА-АА-ВВВ-ВВ.
В других вариантах блок-сополимеры не имеют третьего блока. Еще в других вариантах ни блок А, ни блок В не содержит два или более сегментов (или подблоков), таких как сегмент кончика.
Многоблочные интерполимеры могут характеризоваться средним блочным индексом (ABI) в интервале от более 0 до примерно 1,0 и молекулярно-массовым распределением Mw/Mn более примерно 1,3. Средний блочный индекс (ABI) представляет собой средневесовой блочный индекс (BI) каждой из полимерных фракций, полученных предварительным фракционированием элюированием при возрастании температуры ((ФЭВТ)(TREF)) от 20°C до 110°C с приращением 5°C:

где BI i представляет собой блочный индекс для i-той фракции многоблочного интерполимера, полученной препаративным ФЭВТ, и wi представляет собой массовое процентное содержание i-той фракции.
Аналогично, квадратный корень момента второго порядка около среднего, ниже отнесенный к средневесовому блочному индексу момента второго порядка, может быть определен следующим образом:
Средневесовой блочный индекс второго порядка
BI=
Для каждой полимерной фракции BI определяется по одному из двух следующих уравнений (оба из которых дают одинаковое значение BI):
 или
или 
где ТХ представляет собой температуру элюирования аналитического фракционирования элюированием при возрастании температуры ((АФЭВТ)(ATREF)) для i-той фракции (предпочтительно, выраженную в градусах Кельвина), РХ представляет собой мольную фракцию этилена для i-той фракции, которая может быть определена методом ЯМР или ИКС, как описано выше. РАВ представляет собой мольную фракцию этилена всего интерполимера этилен/α-олефин (перед фракционированием), которая также может быть определена методом ЯМР или ИКС. ТА и РА представляют собой АФЭВТ-температуру элюирования и мольную фракцию этилена для чистых «жестких сегментов» (которые относятся к кристаллическим сегментам интерполимера). В качестве приближения для полимеров, где состав «жесткого сегмента» является неизвестным, значения ТА и РА устанавливаются такими, как значения для гомополимера полиэтилена высокой плотности.
ТАВ представляет собой АФЭВТ-температуру элюирования для статистического сополимера такого же состава (имеющего мольную фракцию этилена РАВ) и молекулярной массы, как многоблочный интерполимер. ТАВ может быть рассчитана по мольной фракции этилена (определенной методом ЯМР) с использованием следующего уравнения:
Ln PAB=α/ТАВ+β,
где α и β представляют собой две константы, которые могут быть определены при калибровании с использованием ряда хорошо охарактеризованных препаративных ФЭВТ-фракций статистического сополимера широкого состава и/или хорошо охарактеризованных сополимеров этилена с узким составом. Должно быть отмечено, что α и β могут отличаться от прибора к прибору. Кроме того, необходимо создать соответствующую калибровочную кривую с интересующей полимерной композицией с использованием подходящих интервалов молекулярной массы и типа сомономера для препаративных ФЭВТ-фракций и/или статистических сополимеров, используемых для создания калибрования. Имеется небольшой эффект молекулярной массы. Если калибровочная кривая получается по подобным интервалам молекулярной массы, такой эффект будет по существу незначительным. В некоторых вариантах статистические сополимеры и/или препаративные ФЭВТ-фракции удовлетворяют следующей зависимости:
Ln P=-237,83/ТАФЭВТ+0,639.
Вышеуказанное калибровочное уравнение связывает мольную фракцию этилена Р с АФЭВТ-температурой элюирования ТАФЭВТ для статистических сополимеров узкого состава и/или препаративных ФЭВТ-фракций статистических сополимеров широкого состава. ТХО представляет собой АФЭВТ-температуру статистического сополимера такого же состава и имеющего мольную фракцию этилена РХ. ТХО может быть рассчитана по уравнению Ln PX=α/TXO+β. Наоборот, РХО представляет собой мольную фракцию этилена статистического сополимера такого же состава и имеющего АФЭВТ-температуру ТХ, которая может быть рассчитана по уравнению Ln PXO=α/TX+β.
После получения блочного индекса (BI) для каждой препаративной ФЭВТ-фракции может быть рассчитан средневесовой блочный индекс ABI для всего полимера. В некоторых вариантах ABI составляет больше 0, но меньше примерно 0,4 или от примерно 0,1 до примерно 0,3. В других вариантах ABI составляет больше примерно 0,4 и до примерно 1,0. Еще в других вариантах ABI находится в интервале от примерно 0,4 до примерно 0,7, от примерно 0,5 до примерно 0,7 или от примерно 0,6 до примерно 0,9. В некоторых вариантах ABI находится в интервале от примерно 0,3 до примерно 0,9, от примерно 0,3 до примерно 0,8 или от примерно 0,3 до примерно 0,7, от примерно 0,3 до примерно 0,6, от примерно 0,3 до примерно 0,5 или от примерно 0,3 до примерно 0,4. В других вариантах ABI находится в интервале от примерно 0,4 до примерно 1,0, от примерно 0,5 до примерно 1,0 или от примерно 0,6 до примерно 1,0, от примерно 0,7 до примерно 1,0, от примерно 0,8 до примерно 1,0 или от примерно 0,9 до примерно 1,0.
Другой характеристикой многоблочного интерполимера является то, что интерполимер может содержать, по меньшей мере, одну полимерную фракцию, которая может быть получена препаративным ФЭВТ, где фракция имеет блочный индекс более примерно 0,1 и до примерно 1,0, и полимер имеет молекулярно-массовое распределение Mw/Mn больше примерно 1,3. В некоторых вариантах полимерная фракция имеет блочный индекс более примерно 0,6 и до примерно 1,0, более примерно 0,7 и до примерно 1,0, более примерно 0,8 и до примерно 1,0 или более примерно 0,9 и до примерно 1,0. В других вариантах полимерная фракция имеет блочный индекс более примерно 0,1 и до примерно 1,0, более примерно 0,2 и до примерно 1,0, более примерно 0,3 и до примерно 1,0, более примерно 0,4 и до примерно 1,0 или более примерно 0,4 и до примерно 1,0. Еще в других вариантах полимерная фракция имеет блочный индекс более примерно 0,1 и до примерно 0,5, более примерно 0,2 и до примерно 0,5, более примерно 0,3 и до примерно 0,5 или более примерно 0,4 и до примерно 0,5. Еще в других вариантах полимерная фракция имеет блочный индекс более примерно 0,2 и до примерно 0,9, более примерно 0,3 и до примерно 0,8, более примерно 0,4 и до примерно 0,7 или более примерно 0,5 и до примерно 0,6.
Многоблочными интерполимерами этилен/α-олефин, используемыми в рассматриваемых здесь вариантах, могут быть интерполимеры этилена с, по меньшей мере, одним С3-С20-α-олефином. Интерполимеры могут, кроме того, содержать С4-С18-диолефин и/или алкенилбензол. Подходящие ненасыщенные сомономеры, используемые для полимеризации с этиленом, включают, например, мономеры с этиленовой ненасыщенностью, сопряженные или несопряженные диены, полиены, алкенилбензолы и т.д. Примеры таких сомономеров включают С3-С20-α-олефины, такие как пропилен, изобутилен, 1-бутен, 1-гексен, 1-пентен, 4-метил-1-пентен, 1-гептен, 1-октен, 1-нонен, 1-децен и т.п. В некоторых вариантах α-олефинами могут быть 1-бутен или 1-октен. Другие подходящие мономеры включают стирол, галоген- или алкилзамещенные стиролы, винилбензоциклобутан, 1,4-гексадиен, 1,7-октадиен и нафтеновые углеводороды (такие как циклопентен, циклогексен и циклооктен, например).
Многоблочные интерполимеры, рассматриваемые здесь, могут отличаться от традиционных статистических сополимеров, физических смесей полимеров и блок-сополимеров, получаемых с помощью последовательного присоединения мономеров, поточных катализаторов и анионной или катионной существующей полимеризационной технологии. В частности, по сравнению со статистическим сополимером одинаковых мономеров и содержанием мономеров при эквивалентной кристалличности или модулях интерполимеры имеют лучшую (более высокую) теплостойкость, как определено температурой плавления, более высокую температуру проникновения по методу ТМА, более высокий высокотемпературный предел прочности при растяжении и/или более высокий высокотемпературный модуль накопления при кручении, как определено динамическим механическим анализом. Свойства заполнения могут извлекать пользу от использования вариантов многоблочных интерполимеров, так как по сравнению со статистическим сополимером, содержащим одинаковые мономеры и имеющим одинаковое содержание мономеров, многоблочные интерполимеры имеют более низкую остаточную деформацию при сжатии, в частности при повышенных температурах, более низкую релаксацию напряжения, более высокое сопротивление ползучести, более высокое сопротивление раздиру, более высокую устойчивость против слипания, более быстрое отверждение благодаря более высокой температуре кристаллизации (затвердевания), более высокое восстановление (особенно при повышенных температурах), лучшую износостойкость и лучшее маслопоглощение и приемка наполнителя.
Другие олефиновые интерполимеры включают полимеры, содержащие моновинилиденовые ароматические мономеры, включающие орто-метилстирол, пара-метилстирол, трет-бутилстирол и т.п. В частности, могут использоваться интерполимеры, содержащие этилен и стирол. В других вариантах могут использоваться сополимеры, содержащие этилен, стирол и С3-С20-α-олефин, необязательно, содержащие С4-С20-диен.
Подходящие несопряженные диеновые мономеры могут включать неразветвленный, разветвленный или циклический углеводородный диен, имеющий от 6 до 15 углеродных атомов. Примеры подходящих несопряженных диенов включают, но не ограничиваются этим, неразветвленные ациклические диены, такие как 1,4-гексадиен, 1,6-октадиен, 1,7-октадиен, 1,9-декадиен, разветвленные ациклические диены, такие как 5-метил-1,4-гексадиен, 3,7-диметил-1,6-октадиен, 3,7-диметил-1,7-октадиен и смешанные изомеры дигидромирицена и дигидрооцинена, алициклические диены с одним кольцом, такие как 1,3-циклопентадиен, 1,4-циклогексадиен, 1,5-циклооктадиен и 1,5-циклододекадиен, и алициклические диены с множественными конденсированными и мостиковыми кольцами, такие как тетрагидроинден, метилтетрагидроинден, дициклопентадиен, бицикло-(2,2,1)-гепта-2,5-диен, алкенил-, алкилиден-, циклоалкенил- и циклоалклиденнорборнены, такие как 5-метилен-2-норборнен ((MNB)(МНБ)), 5-пропенил-2-норборнен, 5-изопропилиден-2-норборнен, 5-(4-циклопентенил)-2-норборнен, 5-циклогексилиден-2-норборнен, 5-винил-2-норборнен и норборнадиен. Из диенов, обычно используемых для получения ЭПДК (EPDM), особенно предпочтительными диенами являются 1,4-гексадиен ((HD)(ГД)), 5-этилиден-2-норборнен (ЭНБ)(ENB)), 5-винилиден-2-норборнен ((VNB)(ВНБ)), 5-метилен-2-норборнен ((MNB) (МНБ)) и дициклопентадиен ((DCPD)(ДЦПД)).
Один класс желаемых полимеров, который может использоваться в соответствии с рассматриваемыми здесь вариантами, включает эластомерные интерполимеры этилена, С3-С20-α-олефина, особенно пропилена, и, необязательно, один или более диеновых мономеров. Предпочтительно, α-олефины для использования в данном варианте представлены формулой CH2=CHR*, где R* представляет собой линейную или разветвленную алкил-группу, имеющую от 1 до 12 углеродных атомов. Примеры подходящих α-олефинов включают, но не ограничиваются этим, пропилен, изобутилен, 1-бутен, 1-пентен, 1-гексен, 4-метил-1-пентен и 1-октен. Особенно предпочтительным α-олефином является пропилен. Пропиленсодержащие полимеры обычно называются в технике ЭП- или ЭПДМ-полимерами. Подходящие диены для использования в получении таких полимеров, особенно многоблочных полимеров типа ЭПДМ, включают сопряженные или несопряженные, неразветвленные или разветвленные, циклические или полициклические диены, содержащие от 4 до 20 углеродных атомов. Предпочтительные диены включают 1,4-пентадиен, 1,4-гексадиен, 5-этилиден-2-норборнен, дициклопентадиен, циклогексадиен и 5-бутилиден-2-норборнен. Особенно предпочтительным диеном является 5-этилиден-2-норборнен.
В выбранных вариантах термопластичная смола образуется из сополимеров этилен-альфа-олефин или сополимеров пропилен-альфа-олефин. В частности, в выбранных вариантах термопластичная смола включает один или более неполярных полиолефинов.
Олефиновые полимеры, сополимеры, интерполимеры и многоблочные интерполимеры могут быть функционализированы введением, по меньшей мере, одной функциональной группы в их полимерную структуру. Типичные функциональные группы могут включать, например, моно- и дифункциональные карбоновые кислоты с этиленовой ненасыщенностью, ангидриды моно- и дифункциональных карбоновых кислот с этиленовой ненасыщенностью, их соли и их сложные эфиры. Такие функциональные группы могут быть привиты на олефиновый полимер, или они могут быть сополимеризованы с этиленом и необязательным дополнительным сомономером с образованием интерполимера этилена, функционального сомономера и, необязательно, другого сомономера(ов). Способы прививки функциональных групп на полиэтилен описаны, например, в патентах США № 4762890, 4927888 и 4950541, описания которых приводятся здесь в качестве ссылки в полном объеме. Одной особенно используемой функциональной группой является малеиновый ангидрид.
Количество функциональной группы, присутствующей в функциональном полимере, может варьироваться. Функциональная группа может присутствовать в количестве, по меньшей мере, примерно 0,25 мас.% в некоторых вариантах, по меньшей мере, примерно 5 мас.% в других вариантах, и, по меньшей мере, примерно 7 мас.% в еще других вариантах. Функциональная группа может присутствовать в количестве менее примерно 40 мас.% в некоторых вариантах, менее примерно 30 мас.% в других вариантах и менее примерно 25 мас.% в еще других вариантах.
В некоторых вариантах термопластичной смолой может быть сополимер или интерполимер этилена и октена, имеющий плотность в интервале 0,857-0,911 г/см3 и индекс расплава (190°C, нагрузка 2,16 кг) от 0,1 до 100 г/10 мин. В других вариантах сополимеры этилена и октена могут иметь плотность в интервале 0,857-0,902 г/см3 и индекс расплава (190°C, нагрузка 2,16 кг) от 0,8 до 35 г/10 мин.
В некоторых вариантах термопластичной смолой может быть сополимер или интерполимер пропилена и этилена, имеющий содержание этилена в интервале 5-20 мас.% и скорость течения расплава (230°C, нагрузка 2,16 кг) от 0,5 до 300 г/10 мин. В других вариантах сополимер или интерполимер пропилена и этилена может иметь содержание этилена в интервале 5-12 мас.% и скорость течения расплава (230°C, нагрузка 2,16 кг) от 1 до 100 г/10 мин.
В некоторых других вариантах термопластичной смолой может быть полиэтилен низкой плотности, имеющий плотность в интервале 0,911-0,925 г/см3 и индекс расплава (190°C, нагрузка 2,16 кг) от 0,1 до 100 г/10 мин.
В других вариантах термопластичная смола может иметь кристалличность менее 50%. В предпочтительных вариантах кристалличность базового полимера может составлять от 5 до 35%. В более предпочтительных вариантах кристалличность может находиться в интервале от 7 до 20%.
В некоторых других вариантах термопластичная смола является полукристаллическим полимером и может иметь температуру плавления ниже 110°C. В предпочтительных вариантах температура плавления может составлять от 25 до 100°C. В более предпочтительных вариантах температура плавления может составлять от 40 до 85°C.
В некоторых других вариантах термопластичная смола является стекловидным полимером и может иметь температуру стеклования ниже 110°C. В предпочтительных вариантах температура стеклования может составлять от 20 до 100°C. В более предпочтительных вариантах температура стеклования может составлять от 50 до 75°C.
В некоторых вариантах термопластичная смола может иметь средневесовую молекулярную массу свыше 10000 г/моль. В других вариантах средневесовая молекулярная масса может составлять от 20000 до 150000 г/моль, еще в других вариантах - от 50000 до 100000 г/моль.
Одна или более термопластичных смол могут содержаться в водной дисперсии в количестве от примерно 1 мас.% до примерно 96 мас.%. Например, термопластичная смола может содержаться в водной дисперсии в количестве от примерно 10 мас.% до примерно 60 мас.% и от примерно 20 мас.% до примерно 50 мас.% в другом варианте.
В частном варианте полиолефиновая смола может включать сополимеры и интерполимеры этилена и/или пропилена и других мономеров, выбранных из С4-С10-олефинов, предпочтительно, альфа-олефинов, более предпочтительно, С4-С10-альфа-олефинов, и, наиболее предпочтительно, выбранных из н-бутена, н-гексена и н-октена. Содержание этилена или пропилена смолы может находиться в интервале от примерно 2 до 98 мас.% смолы. В некоторых вариантах может быть выбран в первую очередь этиленсодержащий полиолефин, в котором этилен составляет от примерно 98 до 50 мас.% полиолефина. В других вариантах может быть выбран в первую очередь пропиленсодержащий или другой полиолефин, в котором пропилен составляет от примерно 98 до 50 мас.% полиолефина. Выбранный сомономер(ы) может составлять остальную часть полиолефина.
В одном варианте полиолефиновая смола может включать этиленсодержащий полиолефин, который имеет индекс расплава ((ИР)(MI)), определенный согласно ASTM D1238 (190°C, нагрузка 2,16 кг), от примерно 0,1 до 25 г/10 мин и от 0,25 до 22 г/10 мин в другом варианте, и от примерно 0,5 до 18 г/10 мин в еще другом варианте. В другом варианте полиолефиновая смола может включать пропиленсодержащий полиолефин, который имеет скорость течения расплава («MFR»), определенную согласно ASTM D1238 (230°C, нагрузка 2,16 кг), от примерно 0,25 до 85 г/10 мин, от примерно 0,7 до 70 г/10 мин в другом варианте, от примерно 1,4 до 60 г в еще другом варианте и от примерно 2 до 50 г/10 мин в еще другом варианте.
В одном варианте полиолефиновая смола может содержать этиленсодержащий полиолефин, имеющий плотность в интервале от примерно 0,855 до 0,925 г/см3, от примерно 0,86 до 0,91 в другом варианте, от примерно 0,875 до 0,905 в еще другом варианте и от примерно 0,86 до 0,90 в еще другом варианте.
Один класс полиолефинов, особенно подходящий для использования здесь, представляет собой сополимеры этилена и 1-октена или 1-бутена, где этилен составляет от примерно 50 до 90 мас.% сополимера в одном варианте и от примерно 55 до 85 мас.% сополимера в другом варианте, и 1-октен или 1-бутен составляет от примерно 10 до 50 мас.% сополимера в одном варианте и от примерно 15 до 45 мас.% сополимера в другом варианте, и где сополимер этилена имеет индекс расплава в интервале от примерно 0,25 до 30 г/10 мин в одном варианте и 0,5-20 г/10 мин в другом варианте.
Другой предпочтительный класс полиолефинов включает сополимеры 1-пропена и этилена, 1-октена, 1-гексена или 1-бутена, где 1-пропен составляет от примерно 65 до 95 мас.% сополимера в одном варианте и от примерно 75 до 93 мас.% сополимера в другом варианте, и этилен, 1-октен, 1-гексен или 1-бутен составляет от примерно 5 до 35 мас.% сополимера в одном варианте и от примерно 7 до 25 мас.% сополимера в другом варианте, и где сополимер имеет скорость течения расплава в интервале от примерно 0,7 до 85 г/10 мин в одном варианте и от примерно 1,4 до 55 г/10 мин в другом варианте.
Этиленсодержащие полимеры (включая гомополимеры, сополимеры, интерполимеры и блок-сополимеры), используемые в рассмотренных здесь вариантах, могут иметь температуру плавления ((Тпл)(Tm)) в интервале от 25°C до 130°C. В других вариантах этиленсодержащие полимеры могут иметь температуру плавления ниже 125°C, ниже 115°C в других вариантах, ниже 105°C в других вариантах, ниже 95°C в других вариантах, ниже 85°C в других вариантах, ниже 75°C в других вариантах, ниже 65°C в других вариантах и ниже 60°C еще в других вариантах.
Этиленсодержащие полимеры, используемые в рассмотренных здесь вариантах, могут иметь температуру размягчения по Вика (ASTM D1525) в интервале от 25°C до 130°C. В других вариантах этиленсодержащие полимеры могут иметь температуру размягчения по Вика ниже 125°C, ниже 115°C в других вариантах, ниже 105°C в других вариантах, ниже 95°C в других вариантах, ниже 85°C в других вариантах, ниже 75°C в других вариантах, ниже 65°C в других вариантах и ниже 60°C еще в других вариантах, ниже 55°C в других вариантах и ниже 45°C еще в других вариантах.
Этиленсодержащие полимеры, используемые в рассмотренных здесь вариантах, могут иметь температуру тепловой деформации под нагрузкой ((DTUL)(ТТДПН)) (ASTM D648, нагрузка 0,45 МПа) при менее 45°C. В других вариантах этиленсодержащие полимеры могут иметь ТТДПН в интервале от 45°C до 130°C. В других вариантах этиленсодержащие полимеры могут иметь ТТДПН в интервале от примерно 65°C до примерно 120°C и в интервале от примерно 75°C до примерно 110°C в других вариантах.
Пропиленсодержащие полимеры (включая гомополимеры, сополимеры, интерполимеры и блок-сополимеры), используемые в рассмотренных здесь вариантах, могут иметь температуру плавления ((Тпл)(Tm)) в интервале от 25°C до 165°C. В других вариантах пропиленсодержащие полимеры могут иметь температуру плавления ниже 135°C, ниже 125°C в других вариантах, ниже 115°C в других вариантах, ниже 105°C в других вариантах, ниже 95°C в других вариантах, ниже 90°C в других вариантах, ниже 85°C в других вариантах, ниже 75°C в других вариантах, ниже 65°C в других вариантах и ниже 60°C еще в других вариантах.
Пропиленсодержащие полимеры, используемые в рассмотренных здесь вариантах, могут иметь температуру размягчения по Вика (ASTM D1525) в интервале от 25°C до 160°C. В других вариантах пропиленсодержащие полимеры могут иметь температуру размягчения по Вика ниже 135°C, ниже 125°C в других вариантах, ниже 115°C в других вариантах, ниже 105°C в других вариантах, ниже 95°C в других вариантах, ниже 90°C в других вариантах, ниже 85°C в других вариантах, ниже 75°C в других вариантах, ниже 65°C в других вариантах, ниже 55°C в других вариантах и ниже 45°C еще в других вариантах.
Пропиленсодержащие полимеры, используемые в рассмотренных здесь вариантах, могут иметь температуру тепловой деформации под нагрузкой ((DTUL)(ТТДПН)) (ASTM D648, нагрузка 0,45 МПа), по меньшей мере, 45°C. В других вариантах пропиленсодержащие полимеры могут иметь ТТДПН в интервале от примерно 45°C до примерно 130°C. В других вариантах пропиленсодержащие полимеры могут иметь ТТДПН в интервале от примерно 65°C до примерно 120°C и в интервале от примерно 75°C до примерно 110°C в других вариантах.
Полимеры, подходящие для смешивания с вышеописанными полимерами, включают термопластичные и нетермопластичные полимеры, включая природные и синтетические полимеры. Типичные полимеры для смешивания включают этилен-винилацетат (ЭВА), сополимеры этилен/виниловый спирт, полистирол, ударопрочный полистирол, АБС, блок-сополимеры стирол/бутадиен и их гидрированные производные (СБС и СЭБС) и термопластичные полиуретаны.
Подходящие традиционные блок-сополимеры, которые могут быть смешаны с рассмотренными здесь полимерами, могут обладать вязкостью по Муни (ML 1+4 при 100°C) в интервале от 10 до 135 в некоторых вариантах, от 25 до 100 в других вариантах и от 30 до 80 в еще других вариантах. Подходящие полиолефины, в частности, включают линейный или полиэтилен низкой плотности, полипропилен (включая атактический, изотактический и ударопрочный его варианты) и поли-(4-метил-1-пентен). Подходящие стирольные полимеры включают полистирол, полистирол, модифицированный каучуком (УПП), сополимеры стирол/акрилонитрил (САН), САН, модифицированный каучуком (АБС или АЭС), и сополимеры стирол-малеиновый ангидрид.
Стабилизатор дисперсии
Варианты, рассмотренные здесь, используют стабилизатор для обеспечения образования стабильной дисперсии или эмульсии. В выбранных вариантах стабилизатором может быть поверхностно-активное вещество, полимер (отличающийся от термопластичной смолы или основного полимера, описанных выше) или их смеси. В других вариантах смола является самостабилизатором, так что дополнительный внешний стабилизатор может не требоваться. Например, самостабилизирующаяся система может включать частично гидролизованный сложный полиэфир, где при объединении сложного полиэфира с водным основанием могут быть получены сложнополиэфирная смола и молекула стабилизатора, подобного поверхностно-активному веществу. В частности, стабилизатор может быть использован как диспергатор, поверхностно-активное вещество для вспенивания пены, образованной из дисперсии, или может служить обеим целям. Кроме того, один или более стабилизаторов могут использоваться в комбинации.
В некоторых вариантах стабилизатор может быть полярным полимером, имеющим полярную группу либо как сомономер, либо как привитой мономер. В предпочтительных вариантах стабилизатор может включать один или более полярных полиолефинов, имеющих полярную группу либо как сомономер, либо как привитой мономер. Типичные полимеры включают сополимеры этилен-акриловая кислота (ЭАК) и этилен-метакриловая кислота, такие как поставляемые под торговыми марками PRIMACORTM (торговая марка фирмы The Dow Chemical Company), NUCRELTM (торговая марка фирмы E.I.DuPont de Nemours) и ESCORTM (торговая марка фирмы ExxonMobil) и описанные в патентах США № 4599392, 4988781 и 5938437, каждый из которых приводится здесь в качестве ссылки в его полноте. Другие подходящие полимеры включают сополимер этилен-этилакрилат (ЭЭА), этилен-метилметакрилат (ЭММА) и этилен-бутилакрилат (ЭБА). Может также использоваться другой сополимер этилен-карбоновая кислота. Специалист в данной области техники будет знать, что может также использоваться ряд других используемых полимеров.
Если полярная группа полимера является кислотной или щелочной по природе, полимер-стабилизатор может быть частично или полностью нейтрализован нейтрализующим агентом с образованием соответствующей соли. В некоторых вариантах нейтрализация стабилизатора, такого как длинноцепочечная жирная кислота, или ЭАК, может составлять от 25 до 200 мол.%, от 50 до 110 мол.% в других вариантах. Например, для ЭАК нейтрализующим агентом является основание, такое как, например, гидроксид аммония или гидроксид калия. Другие нейтрализующие агенты могут включать, например, гидроксид лития или гидроксид натрия. Специалисты в данной области техники отметят, что выбор подходящего нейтрализующего агента зависит от отдельной рецептурированной композиции и что такой выбор находится в объеме знаний специалистов в данной области техники.
Когда используется полимерный стабилизатор, полимерный стабилизатор может иметь молекулярную массу в интервале 5000-125000 в некоторых вариантах. В других вариантах полимерный стабилизатор может иметь молекулярную массу в интервале от примерно 5000 до примерно 45000. В еще других вариантах полимерный стабилизатор может иметь молекулярную массу, которая составляет меньше половины молекулярной массы термопластичной смолы.
Другие стабилизаторы, которые могут использоваться, включают длинноцепочечные жирные кислоты или соли жирных кислот, имеющие от 12 до 60 углеродных атомов. В других вариантах длинноцепочечная жирная кислота или соль жирной кислоты может иметь от 12 до 40 углеродных атомов. Соли могут представлять собой соли щелочного металла или аммония жирной кислоты, полученные нейтрализацией кислоты соответствующим основанием, например, NaOH, KOH, NH4OH и амины, такие как этаноламин, триэтаноламин и т.п. Указанные соли могут образовываться на месте на стадии дисперсии, как описано более полно ниже. Подходящий жирнокислотный стабилизатор может быть выбран, чтобы служить диспергатором для стадии экструзии расплава для того, чтобы получать желаемый средний размер частиц, который в одном варианте составляет от примерно 0,2 до 25 мкм и от примерно 0,5 до 10 мкм в другом варианте. В другом варианте полиолефиновые частицы могут иметь размер в интервале от 0,5 до 1,5 мкм.
Дополнительные стабилизаторы, которые могут использоваться, включают катионные поверхностно-активные вещества, анионные поверхностно-активные вещества или неионогенные поверхностно-активные вещества. Примеры анионных поверхностно-активных веществ включают сульфонаты, карбоксилаты и фосфаты. Примеры катионных поверхностно-активных веществ включают четвертичные амины. Примеры неионогенных поверхностно-активных веществ включают блок-сополимеры, содержащие этиленоксид и силиконовые поверхностно-активные вещества. Поверхностно-активные вещества, используемые в качестве стабилизатора, могут быть либо внешними поверхностно-активными веществами, либо внутренними поверхностно-активными веществами. Внешние поверхностно-активные вещества являются поверхностно-активными веществами, которые не станут химически взаимодействовать в полимере в процессе получения дисперсии. Примеры внешних поверхностно-активных веществ, используемых здесь, включают соли додецилбензолсульфоновой кислоты и соль лаурилсульфоновой кислоты. Внутренние поверхностно-активные вещества являются поверхностно-активными веществами, которые станут химически взаимодейстовать в полимере в процессе получения дисперсии. Пример внутреннего поверхностно-активного вещества, используемого здесь, включает 2,2-диметилолпропионовую кислоту и ее соли.
В частных вариантах диспергатор или стабилизатор может использоваться в количестве в интервале от больше 0 до примерно 60 мас.% по отношению к количеству используемого базового полимера (или смеси базовых полимеров). Например, длинноцепочечные жирные кислоты или их соли могут использоваться в количестве от 0,5 до 10 мас.% по отношению к количеству базового полимера. В других вариантах сополимеры этилен-акриловая кислота или этилен-метакриловая кислота могут использоваться в количестве от 0,5 до 60 мас.% по отношению к количеству базового полимера. В еще других вариантах соли сульфоновой кислоты могут использоваться в количестве от 0,5 до 10 мас.% по отношению к количеству базового полимера.
Как рассмотрено выше, более одного стабилизатора и их комбинации могут использоваться, например, в качестве диспергатора и в качестве поверхностно-активного вещества. Специалист в данной области техники знает, что стабилизатор, используемый для создания относительно стабильной водной дисперсии частиц полиолефиновой смолы, может варьироваться в зависимости от природы используемых полиолефиновых частиц. Кроме того, используемый стабилизатор может быть одинаковым или отличным от поверхностно-активного вещества вспенивания, используемого в получении пены из дисперсии.
Поверхностно-активные вещества, стабилизирующие пену
Как рассмотрено выше, покрытая или пропитанная подложка может в некоторых вариантах контактировать с пеной или пенопластом, образованными из дисперсий, рассматриваемых здесь. Варианты, рассматриваемые здесь, могут использовать поверхностно-активное вещество, стабилизирующий пену, для промотирования образования стабильной дисперсии и для облегчения вспенивания. Создание и стабилизация пены в процессе стадий вспенивания и сушки могут быть осуществлены при введении вспенивающего поверхностно-активного вещества в водную дисперсию полиолефиновой смолы при начальном создании пены. Кроме того, указанные поверхностно-активные вещества также могут использоваться для улучшения водного смачивания высушенных пенопластов, если желательно. Подходящие вспенивающие поверхностно-активные вещества могут быть выбраны из катионных, неионогенных и анионных поверхностно-активных веществ. В одном варианте может использоваться анионное поверхностно-активное вещество.
В некоторых вариантах вспенивающим поверхностно-активным веществом могут быть алкилцеллюлозные простые эфиры, гидроксиалкильные целлюлозные простые эфиры, гидроксиалкильные алкилцеллюлозные простые эфиры, гуаровая камедь, ксантановая камедь и полиоксиэтиленовые смолы с молекулярной массой, по меньшей мере, 20000 или их комбинации. Другие подходящие вспенивающие поверхностно-активные вещества могут быть выбраны из катионных поверхностно-активных веществ, анионных поверхностно-активных веществ или неионогенных поверхностно-активных веществ. Примеры катионных поверхностно-активных веществ включают четвертичные амины, первичные аминные соли, диаминные соли и этоксилированные амины. Примеры неионогенных поверхностно-активных веществ включают блок-сополимеры, содержащие этиленоксид, силиконовые поверхностно-активные вещества, алкилфенолэтоксилаты и линейные и вторичные спиртовые этоксилаты алкилгруппы, содержащей более 8 углеродных атомов.
Примеры анионных поверхностно-активных веществ включают сульфонаты, карбоксилаты и фосфаты. В одном варианте анионные поверхностно-активные вещества, используемые в получении пены из водной дисперсии, могут быть выбраны из солей карбоновых кислот и сложноэфирных амидов карбоновых жирных кислот, предпочтительно, жирных кислот, содержащих 12-36 углеродных атомов, например, стеариновая или лауриновая кислота, пальмитиновая, миристиновая, олеиновая, линолевая, рицинолевая, эруковая кислота и т.п.
В некоторых вариантах поверхностно-активные вещества могут включать амфотерные поверхностно-активные вещества, такие как аминопропионаты, амфотерные сульфонаты, бетаины, амфотерные вещества на основе имидазолина и султаины среди других. Например, поверхностно-активное вещество может быть производным от имидазолина и может представлять собой либо ацетатную форму (содержащую соль), либо пропионатную форму (не содержащую соль). Примеры подходящих амфотерных поверхностно-активных веществ включают такие поверхностно-активные вещества, как лаурамидопропилбетаин, натрийлауриминодипропионат, коко-амидопропилгидроксилсултаин, алкилэфиргидроксипропилсултаин, натрийкаприлоамфогидроксипропилсульфонат, динатрийкаприлоамфодипропионат, натрийкокоамфоацетат, динатрийкокоамфодиацетат, натрийкокоамфопропионат, динатрийоктилиминодипропионат, натрийкокоамфогидроксипропилсульфонат, динатрийлауриминодипропионат, натрийстеароамфоацетат и динатрийталлоуиминодипропионат среди других. Могут также использоваться другие амфотерные поверхностно-активные вещества, известные в области техники.
Поверхностно-активные вещества, используемые в качестве стабилизатора пены, могут быть либо внешними поверхностно-активными веществами, либо внутренними поверхностно-активными веществами. Внешние поверхностно-активные вещества являются поверхностно-активными веществами, которые не станут химически взаимодейстовать в полимере в процессе получения дисперсии. Примеры внешних поверхностно-активных веществ, используемых здесь, включают соли додецилбензолсульфоновой кислоты и соль лаурилсульфоновой кислоты. Внутренние поверхностно-активные вещества являются поверхностно-активными веществами, которые станут химически взаимодейстовать в полимере в процессе получения дисперсии. Пример внутреннего поверхностно-активного вещества, используемого здесь, включает 2,2-диметилолпропионовую кислоту и ее соли.
Поверхностно-активные вещества, используемые для получения стабильной пены, могут также называться здесь стабилизаторами пенопласта. Специалисты в данной области техники знают, что может использоваться ряд стабилизаторов пенопласта. Стабилизаторы пенопласта могут включать, например, сульфаты, сукцинаматы и сульфосукцинаматы.
Добавки
Другие традиционные добавки могут быть включены в рассматриваемую дисперсию с образованием композиции покрытия. Они включают, но не ограничиваются этим, наполнители, антипирены (такие как карбонат кальция, алюминийтригидрат ((АТН) (АТГ)) и гидроксид магния), стабилизаторы, пигменты и красители, смазки для форм и антистатики. Другой полимер или целлюлозосодержащие волокнистые композиции могут использоваться в комбинации со стеклянными волокнами.
Добавки могут быть объединены с дисперсией или с термопластичными смолами, стабилизаторами или наполнителями, используемыми в дисперсии. Например, добавки могут включать смачиватель, антипирены, поверхностно-активные вещества, антистатики, пеногаситель, вещество, препятствующее слипанию, восксодержащую дисперсию, пигменты, нейтрализующий агент, загуститель, добавку, улучшающую совместимость, осветлитель, модификатор реологии, пестицид, фунгицид, армирующие волокна и другие добавки, известные специалистам в данной области техники. Хотя необязательно для целей настоящего изобретения, другие компоненты могут быть весьма предпочтительными для стабильности продукта в процессе и после способа изготовления.
Добавки и активирующие вещества могут быть введены в любую рецептуру, содержащую вышеописанные полимеры, сополимеры, интерполимеры и многоблочные интерполимеры. Подходящие добавки включают наполнители, такие как органические или неорганические частицы, включая глины, тальк, диоксид титана, цеолиты, порошкообразные металлы, органические и неорганические волокна, включая углеродные волокна, кремнийнитридные волокна, стальную проволоку или сетку и полиамидный или сложнополиэфирный корд, наноразмерные частицы, глины и т.д., вещества для повышения клейкости, нефтяные мягчители, включая парафиновые или нафтеленовые масла и другие природные и синтетические полимеры, включая другие полимеры согласно вариантам настоящего описания. Термопластичные композиции согласно другим вариантам настоящего описания могут также содержать органические и неорганические наполнители или другие добавки, такие как крахмал, тальк, карбонат кальция, полимерные волокна (включая полиамид, вискозу, хлопок, сложный полиэфир и полиарамид), металлические волокна, хлопья или частицы, расширяющиеся слоистые силикаты, фосфаты или карбонаты, такие как глины, слюда, кремнезем, глинозем, алюмосиликаты или алюмофосфаты, углеродные «усы», углеродные волокна, наночастицы, включая нанотрубки, волластонит, графит, цеолиты и керамики, такие как карбид кремния, нитрид кремния или диоксид титана. Могут также использоваться силансодержащие или другие аппреты для улучшения связывания наполнителя.
Полимеры и полимерные смесевые композиции, описанные выше, могут содержать технологические масла, пластификаторы и вещества для улучшения технологических свойств. Каучуковые технологические масла, имеющие определенное ASTM-обозначение, и парафиновые, нафтеновые или ароматические технологические масла, все, являются подходящими для использования. Обычно используется от 0 до 150 ч., более предпочтительно, 0-100 ч., и, наиболее предпочтительно, 0-50 ч. технологических масел, пластификаторов и/или веществ для улучшения технологических свойств на 100 ч. всего полимера. Более высокие количества масла имеют тенденцию улучшать переработку получаемого продукта при расходовании некоторых физических свойств. Дополнительные вещества для улучшения технологических свойств включают традиционные воски, соли жирных кислот, такие как стеарат кальция или стеарат цинка, (поли)спирты, включая гликоли, простые эфиры (поли)спиртов, включая простые гликолевые эфиры, сложные (поли)эфиры, включая сложные (поли)гликолевые эфиры, и их производные солей металла, особенно, металла группы 1 или 2, или цинка.
Для традиционных TPO, TPV и ТРЕ применений углеродная сажа является одной добавкой, используемой для УФ-поглощения и стабилизации свойств. Типичные представители углеродных саж включают ASTM N110, N121, N220, N231, N234, N242, N293, N299, S315, N326, N330, М332, N339, N343, N347, N351, N358, N375, N539, N550, N582, N630, N642, N650, N683, N754, N762, N765, N774, N787, N907, N908, N990 и N991. Указанные углеродные сажи имеют йодопоглощение в интервале от 9 до 145 г/кг и средний объем пор в интервале от 10 до 150 см3/100 г. Обычно используются углеродные сажи с меньшим размером частиц, насколько позволяют соображения стоимости. Для многих таких применений настоящие полимеры и их смеси требуют немного или не требуют углеродную сажу, обеспечивая поэтому значительную свободу для включения альтернативных пигментов или невключения пигментов совсем.
Композиции, включающие термопластичные смеси согласно вариантам данного изобретения, могут также содержать антиозонанты или антиоксиданты, которые известны специалистам - химикам-резинщикам. Антиозонанты могут быть физическими стабилизаторами, такими как восковые материалы, которые выходят на поверхность и защищают деталь от кислорода или озона, или они могут быть химическими стабилизаторами, которые взаимодействуют с кислородом или озоном. Подходящие химические стабилизаторы включают стиролсодержащие фенолы, бутилированный-октилированный фенол, бутилированный ди(диметилбензил)фенол, пара-фенилендиамины, бутилированные продукты реакции пара-крезола и дициклопентадиена ((ДЦПД)(DCPD)), полифенольные антиоксиданты, производные гидрохинона, хинолин, дифениленовые антиоксиданты, сложные тиоэфирные антиоксиданты и их смеси. Некоторыми типичными торговыми марками таких продуктов являются антиоксидант WINGSTAYTM S, антиоксидант POLYSTAYTM 100, антиоксидант POLYSTAYTM 100 AZ, антиоксидант POLYSTAYTM 200, антиоксидант WINGSTAYTM L, антиоксидант WINGSTAYTM LHLS, антиоксидант WINGSTAYTM K, антиоксидант WINGSTAYTM 29, антиоксидант WINGSTAYTM SN-1 и антиоксидант IRGANOXTM. В некоторых применениях используемые антиоксиданты и антиозонанты являются, предпочтительно, не образующими пятен и немигрирующими.
Для обеспечения дополнительной стабильности против УФ-излучения могут также использоваться пространственно затрудненные аминные светостабилизаторы ((ПЗАСС)(HALS)) и УФ-поглотители. Подходящие примеры включают TINUVINTM 123, TINUVINTM 144, TINUVINTM 622, TINUVINTM 765, TINUVINTM 770 и TINUVINTM 780, поставляемые фирмой Ciba Specialty Chemicals, и CHEMISORBTM T944, поставляемый фирмой Cytex Plastics, Хьюстон, Техас, США. Кислота Льюиса может быть дополнительно включена с ПЗАСС-соединением для того, чтобы достигнуть наилучшего качества поверхности, как рассмотрено в патенте США № 6051681. Другие варианты могут включать термостабилизатор, такой как, например, IRGANOXTM PS 802 FL.
Для некоторых композиций могут использоваться способы дополнительного смешивания для предварительного диспергирования термостабилизаторов, антиоксидантов, антиозонантов, углеродной сажи, УФ-поглотителей и/или светостабилизаторов с образованием маточной смеси и затем с образованием из нее полимерных смесей.
Подходящие сшивающие агенты (также называемые отверждающими или вулканизующими агентами) для использования здесь включают серосодержащие, пероксидсодержащие или фенолсодержащие соединения. Примеры вышеуказанных материалов найдены в области техники, включая патенты США № 3758643, 3806558, 5051478, 4104210, 4130535, 4202801, 4271049, 4340684, 4250273, 4927882, 4311628 и 5248729.
Когда используются серосодержащие отверждающие агенты, также могут использоваться ускорители и активаторы отверждения. Ускорители используются для регулирования времени и/или температуры, требуемых для динамической вулканизации и для улучшения свойств получаемого сшитого изделия. В одном варианте используется единственный ускоритель или первичный ускоритель. Первичный ускоритель(и) может использоваться в общих количествах в интервале от примерно 0,5 до примерно 4, предпочтительно, от примерно 0,8 до примерно 1,5 ч. на 100 ч. по отношению к общей массе композиции. В другом варианте для того, чтобы активировать и улучшить свойства отвержденного изделия, могут использоваться комбинации первичного и вторичного ускорителей, причем вторичный ускоритель используется в меньших количествах, таких как от примерно 0,05 до примерно 3 ч. на 100 ч. Комбинации ускорителей обычно дают изделия, имеющие свойства, которые являются до некоторой степени лучше свойств, получаемых при использовании единственного ускорителя. Кроме того, могут использоваться ускорители замедленного действия, которые не изменяются при обычных температурах переработки и еще дают удовлетворительное отверждение при обычных температурах вулканизации. Могут также использоваться замедлители вулканизации. Подходящими типами ускорителей, которые могут использоваться в настоящем изобретении, являются амины, дисульфиды, гуанидины, тиомочевины, тиазолы, тиурамы, сульфенамиды, дитиокарбаматы и ксантаны. Предпочтительно, первичным ускорителем является сульфенамид. Если используется вторичный ускоритель, вторичным ускорителем является, предпочтительно, гуанидин, дитиокарбамат или соединение тиурама. Могут также использоваться вещества для улучшения технологических свойств и ускорители отверждения, такие как стеариновая кислота и ZnO. Когда используются пероксидсодержащие отверждающие агенты, в комбинации с ними могут использоваться соускорители или соагенты. Подходящие соагенты включают триметилолпропантриакрилат (TMPTA), триметилолпропантриметакрилат (TMPTMA), триаллилцианурат (ТАС), триаллилизоцианурат (TAIC) среди других. Использование пероксидных сшивающих агентов и необязательных соагентов, используемых для частичной или полной динамической вулканизации, известно в технике и рассматривается, например, в публикации “Peroxide Vulcanization of Elastomer”, Vol. 74, № 3, July-August 2001.
Когда полимерная композиция является частично сшитой, степень сшивки может быть определена путем растворения композиции в растворителе при регламентированной длительности и расчете процента геля или неэкстрагируемого компонента. Процент геля обычно увеличивается с увеличением уровней сшивания. Для отвержденных изделий согласно изобретению процентное содержание геля желательно находится в интервале от 5 до 100%.
В некоторых вариантах добавки могут также включать отдушки, ингибиторы из морских водорослей, бактерицидные и фунгицидные добавки, антипирены и антипирены, не содержащие галоген, а также добавки, понижающие трение, и добавки, препятствующие слипанию. Другие варианты могут включать ПДМС (PDMS) для снижения износостойкости полимера. Адгезия полимера к песку может быть также улучшена путем использования промоторов адгезии или функционализации или связывания полимера органосиланом, полихлоропреном (неопреном) или другими прививающими агентами.
Рецептуры дисперсии
Рецептуры дисперсии в соответствии с вариантами, рассматриваемыми здесь, могут включать жидкую среду, такую как вода, термопластичную смолу, стабилизатор дисперсии и, необязательно, наполнитель. Что касается термопластичной смолы и стабилизатора дисперсии, в некоторых вариантах термопластичная смола может составлять от примерно 30 до 99 мас.% общего количества термопластичной смолы и стабилизатора дисперсии в композиции. В других вариантах термопластичная смола может составлять от примерно 50 до 80 мас.% общего количества термопластичной смолы и стабилизатора дисперсии в композиции. композиции. В еще других вариантах термопластичная смола может составлять примерно 70 мас.% общего количества термопластичной смолы и стабилизатора дисперсии в композиции.
В одном варианте водная дисперсия, рассматриваемая здесь, может включать частицы полиолефиновой смолы с размерами в интервале от примерно 0,2 до 10 мкм, от примерно 0,5 до 5 мкм в другом варианте и от примерно 1 до 2 мкм. Таким образом, по сравнению со стеклосодержащими волокнами или стеклосодержащей подложкой, покрытыми или пропитанными дисперсией, частицы полиолефиновой смолы являются обычно, по меньшей мере, на порядок мельче по величине.
Термопластичная смола и стабилизатор дисперсии предпочтительно диспергируются в жидкой среде, которой в некоторых вариантах является вода. В некоторых вариантах достаточное основание вводится для нейтрализации получаемой дисперсии с достижением интервала рН от примерно 6 до примерно 14. В частных вариантах достаточное основание вводится для нейтрализации получаемой дисперсии с поддержанием рН в интервале от примерно 9 до примерно 12. Водосодержание дисперсии может регулироваться так, что общее содержание термопластичной смолы и стабилизатора дисперсии (содержание твердых веществ) составляет от примерно 1 до примерно 74% (по объему). В другом варианте содержание твердых веществ находится в интервале от примерно 25% до примерно 74% (по объему). В другом варианте содержание твердых веществ находится в интервале от примерно 30 до примерно 50% (по массе, без наполнителя). В еще другом варианте содержание твердых веществ находится в интервале от примерно 40 до примерно 55% (по массе, без наполнителя).
В различных вариантах дисперсия может быть образована из нефункционализированной или неполярной термопластичной смолы и функционализированного или полярного стабилизатора дисперсии. В некоторых вариантах термопластичная смола и стабилизатор дисперсии могут образовать две различные фазы в дисперсии. В других вариантах термопластичная смола и стабилизатор дисперсии могут образовать две различные фазы при нанесении на подложку. Две различные фазы могут присутствовать до, в процессе или после удаления воды из дисперсии, нанесенной на подложку.
Дисперсии, образованные в соответствии с рассматриваемыми здесь вариантами, могут характеризоваться как имеющие средний размер частиц в интервале от примерно 0,3 до примерно 3,0 мкм. В других вариантах дисперсии могут иметь средний размер частиц от примерно 0,8 до примерно 1,2 мкм. Термин «средний размер частиц», как использовано здесь, означает среднеобъемный размер частиц. Для того, чтобы измерить размер частиц, может быть использован, например, лазерно-диффракционный метод. Размер частиц в данном описании относится к диаметру полимера в дисперсии. Для полимерных частиц, которые являются несферическими, диаметр частицы представляет собой среднее от длинной и короткой осей частицы. Размеры частиц могут быть измерены на лазерно-диффракционном анализаторе частиц по размеру Beckman-Coulter LS230 или другом подходящем приборе.
В предпочтительных рецептурах поэтому дисперсии в соответствии с настоящим изобретением могут включать термопластичную смолу, которая может включать, по меньшей мере, один неполярный полиолефин, описанный выше, стабилизатор дисперсии, который может включать, по меньшей мере, один полярный полиолефин и, необязательно, наполнитель. Что касается термопластичной смолы и стабилизатора дисперсии, в предпочтительных вариантах, по меньшей мере, один неполярный полиолефин может составлять от примерно 30 до 99 мас.% общего количества базового полимера и стабилизатора дисперсии в композиции. Более предпочтительно, по меньшей мере, один неполярный полиолефин составляет от примерно 50 до примерно 80%. Еще более предпочтительно, один или более неполярных полиолефинов составляют примерно 70%.
Что касается наполнителя, обычно используется количество от более примерно 0 до примерно 1000 ч. на 100 ч. общего количества термопластичной смолы и стабилизатора дисперсии. В выбранных вариантах используется примерно 50-250 ч. на 100 ч., примерно 10-500 ч. на 100 ч. - в других вариантах, примерно 20-400 ч. на 100 ч. - в других вариантах и примерно 0-200 ч. на 100 ч. - в еще других вариантах.
В некоторых вариантах структура, или текстиль, такая как стеклосодержащее волокно или стеклосодержащая подложка, покрытые или пропитанные соединением, могут иметь общее количество, по меньшей мере, одной термопластичной смолы и стабилизатора дисперсии в интервале от примерно 0,1 до примерно 150 ч. на 100 ч. по массе структуры, или текстиля. В других вариантах структура, или текстиль, покрытые или пропитанные соединением, могут иметь общее количество, по меньшей мере, одной термопластичной смолы и стабилизатора дисперсии в интервале от примерно 0,5 до примерно 10 ч. на 100 ч. по массе структуры, или текстиля, и от примерно 1,0 до примерно 8,0 ч. - в других вариантах.
Рецептуры дисперсии, рассматриваемые здесь, могут включать поверхностно-активные вещества, вспенивающие агенты, диспергаторы, загустители, антипирены, пигменты, антистатики, армирующие волокна, антиоксиданты, нейтрализующий агент, модификатор реологии, консерванты, пестициды, кислотные поглотители, смачиватель и т.п. Хотя необязательно для целей настоящего изобретения, другие компоненты могут быть весьма предпочтительными для стабильности продукта в процессе и после способа изготовления.
Кроме того, варианты дисперсий, необязательно, включают смачиватель наполнителя. Смачиватель наполнителя обычно помогает сделать более совместимыми наполнитель и полиолефиновую дисперсию. Используемые смачиватели включают фосфатные соли, такие как гексафосфат натрия. Смачиватель наполнителя может быть введен в композицию настоящего изобретения в концентрации, по меньшей мере, примерно 0,5 ч. на 100 ч. наполнителя по массе.
Кроме того, варианты дисперсий могут, необязательно, включать загуститель. Загустители могут использоваться для увеличения вязкости дисперсий с низкой вязкостью. Загустителями, подходящими для использования, могут быть любые известные в технике, такие как, например, загустители полиакрилатного типа или связанные неионные загустители, такие как модифицированные целлюлозные простые эфиры. Например, подходящие загустители включают ALCOGUMTM VEP-II (торговая марка фирмы Alco Chemical Corporation), RHEOVISTM и VISCALEXTM (торговые марки фирмы Ciba Ceigy), UCAR® загуститель 146 или ETHOCELLTM, или METHOCELLTM (торговые марки фирмы the Dow Chemical Company) и PARAGUMTM 241 (торговая марка фирмы Para-Chem Soutern, Inc.), или BERMACOLTM (торговая марка фирмы Akzo Nobel), или AQUALONTM (торговая марка фирмы Hercules), или ACUSOL® (торговая марка фирмы Rohm and Haas). Загустители могут использоваться в любом количестве, необходимом для получения дисперсии желаемой вязкости.
Предельная вязкость дисперсии является поэтому регулируемой. Введение загустителя в дисперсию, включающую количество наполнителя, может быть осуществлено традиционным способом с получением в результате требуемой вязкости. Вязкость таких дисперсий может достигать +3000 сП (Брукфилд, веретено 4 с 20 об./мин) с умеренным дозированием загустителя (до 4%, предпочтительно, ниже 3% на 100 ч. полимерной дисперсии). Исходная полимерная дисперсия, как описано, может иметь начальную вязкость до введения наполнителей и добавок в интервале 20-1000 сП (вязкость по Брукфилду, измеренная при комнатной температуре с веретеном RV3 при 50 об./мин). Еще более предпочтительно, начальная вязкость дисперсии может быть в интервале от примерно 100 до примерно 600 сП.
Кроме того, варианты настоящего изобретения могут характеризоваться их стабильностью, когда наполнитель вводят в смесь термопластичная смола/стабилизатор дисперсии. В данном контексте стабильность относится к стабильности вязкости получаемой водной полиолефиновой дисперсии. Для того, чтобы определить стабильность, вязкость измеряют в течение периода времени. Предпочтительно, вязкость, измеренная при 20°C, должна сохранять ±10% исходной вязкости в течение периода 24 ч при хранении при температуре окружающей среды.
В отдельном варианте термопластичную смолу и стабилизатор дисперсии смешивают в расплаве в экструдере вместе с водой и нейтрализующим агентом, таким как аммиак, гидроксид калия или комбинация двух, с образованием дисперсии. Специалисты в данной области техники знают, что может использоваться ряд других нейтрализующих агентов. В некоторых вариантах наполнитель может вводиться в процессе или после смешивания термопластичной смолы и стабилизатора дисперсии.
Может использоваться любое известное в технике устройство смешивания в расплаве. В некоторых вариантах используется пластикатор, смеситель Бенбери, одношнековый экструдер или многошнековый экструдер. Способ получения дисперсии согласно настоящему изобретению специально не ограничивается. Одним предпочтительным способом, например, является способ, содержащий смешивание в расплаве вышеуказанных компонентов согласно патенту США № 5756659 и патенту США № 6455636.
На фиг.1 схематически показано экструзионное устройство, которое может быть использовано в вариантах осуществления изобретения. Экструдер 20, в некоторых вариантах двухшнековый экструдер, сопряжен с регулятором обратного давления, насосом для расплава или шестеренчатым насосом 30. Варианты также предусматривают резервуар основания 40 и резервуар исходной воды 50, каждый из которых включает в себя насос (не показано). Желаемые количества основания и исходной воды подаются из резервуара основания 40 и резервуара исходной воды 50, соответственно. Может использоваться любой подходящий насос, но в некоторых вариантах для подачи основания и исходной воды в экструдер 20 используется насос, который обеспечивает поток примерно 150 см3/мин при давлении 240 бар (24000 кПа). В других вариантах насос подачи жидкости обеспечивает поток 300 см3/мин при давлении 200 бар (20000 кПа) или 600 см3/мин при давлении 133 бар (13300 кПа). В некоторых вариантах основание и исходную воду предварительно нагревают в устройстве предварительного нагревания.
Смолу в форме гранул, порошка или чешуек подают из питателя 80 на впуск 90 экструдера 20, где смола плавится или компаундируется. В некоторых вариантах стабилизатор дисперсии вводят в термопластичную смолу через и вместе со смолой, а в других вариантах стабилизатор дисперсии подают отдельно в двухшнековый экструдер 20. Расплав смолы затем подается из зоны смешивания и транспортирования в зону эмульгирования экструдера, куда начальное количество воды и основания из резервуаров 40 и 50 подается через впуск 55. В некоторых вариантах стабилизатор дисперсии может вводиться дополнительно или исключительно в поток воды. В некоторых вариантах эмульгированная смесь дополнительно разбавляется впуском дополнительной воды 95 из резервуара 60 в зону разбавления и охлаждения экструдера 20. Обычно дисперсия разбавляется до, по меньшей мере, 30 мас.% воды в зоне охлаждения. Кроме того, разбавленная смесь может быть разбавлена любое число раз до достижения желаемого уровня разбавления. В некоторых вариантах воду вводят не в двухшнековый экструдер 20, а в большей степени в поток, содержащий расплав смолы, после того, как расплав выходит из экструдера. Таким образом, нарастание давления водяного пара в экструдере 20 исключается.
Преимущественно при использовании экструдера в некоторых вариантах термопластичная смола и стабилизатор дисперсии могут быть смешаны за одну операцию с образованием дисперсии. Также преимущественно при использовании одного или более стабилизаторов дисперсии, перечисленных выше, дисперсия может быть стабильной по отношению к наполнителю и другим добавкам.
Нанесение покрытия и пропитка
Полиолефиновые дисперсии, образованные в соответствии с рассмотренными здесь вариантами, обеспечивают способность покрывать дисперсией, частично покрывать дисперсией, наносить дисперсию на или пропитывать дисперсией стеклосодержащие волокна и стеклосодержащие подложки, пленки, листы, ткани или другие стеклосодержащие изделия. Полиолефиновые дисперсии, образованные в соответствии с рассмотренными здесь вариантами, обеспечивают также способность придавать модифицированное свойство подложке. Например, подложка, покрытая дисперсией, может достигнуть хороших адгезионных свойств при сохранении гибкого ламината.
Дисперсия может быть нанесена на различные волокна, включая стеклянные, полимерные и целлюлозные волокна, и изделия, такие как маты, нетканые материалы, тканые материалы и ткани, выполненные из таких волокон. Стеклосодержащие изделия включают, но не ограничиваются этим, тканые ровинги, влажные штапелированные стренги, однонаправленные и многонаправленные ткани (двухосные, трехосные, четырехосные), бумажную сухую крошку, препреги, изоляцию, дублированные диагональные ткани, маты из непрерывных стренг, маты из штапелированных стренг, покрывала и штапелированные стренги. Используемым типом стекла может быть любой из стандартных кремнийсодержащих стекол, известных в технике, такой как Е-стекло - низкощелочное стекло.
В некоторых вариантах полиолефиновая дисперсия или компаунд дисперсии (дисперсия, содержащая наполнитель) могут быть нанесены на волокнистую подложку с использованием любого способа нанесения, известного специалистам в данной области техники. В других вариантах волокнистая структура может быть пропитана дисперсией или компаундом дисперсии. В некоторых вариантах волокнистая структура может включать текстили, геотекстили и природные волокна. В некоторых вариантах волокнистая структура может включать хлопок, шерсть, синтетическую шерсть, целлюлозные материалы, включая вискозу, синтетические волокна из полиамида, полиакрилонитрила, поливинилхлорида, поливинилиденхлорида, полипропиленов, сложных полиэфиров или их комбинаций. В других вариантах волокнистой структурой могут быть лен, пенька, целлюлоза, пульпа, древесина или их комбинации. В других вариантах описанные выше волокнистые структуры могут быть стеклоармированными. В еще других вариантах волокнистой структурой могут быть стеклосодержащее волокно или стеклосодержащая подложка или текстиль.
Например, в способе, как показано на фиг.2, стренгу непрерывного волокна, или ровинг, 1 подают с питающего барабана 2 через ванну 4, содержащую водную смешанную в расплаве термопластичную дисперсию 5, с получением покрытой стренги. Покрытую стренгу сушат воздухом или, необязательно, пропускают через источник тепла, такой как печь 6, в которой отводится вода дисперсии, т.е. стренга сушится, и/или термопластичная смола расплавляется. Покрытая стренга после затвердевания термопластичной смолы может, необязательно, пропускаться вблизи одного или более нагревателей 7, где стренга дополнительно сушится, и/или температура стренги повышается, когда требуется, до подходящей температуры, при которой она будет готова для гранулирования в установке 9 с получением гранул термопластичного концентрата, армированного волокном длинной резки, настоящего изобретения. Стренга может быть протянута через гранулирующую установку 9 или, необязательно, через отводящую воду устройство 8. Необязательно, покрытая стренга может быть пропущена через формующее устройство 13 в любой точке между ванной 4 и гранулирующей установкой 9.
Альтернативно, в способе, как показано на фиг.3, стренгу непрерывного волокна, или ровинг, 1 подают с питающего барабана 2 через ванну 4, содержащую водную смешанную в расплаве термопластичную дисперсию 5. Покрытую стренгу затем пропускают через гранулятор 9 или другое рубящее устройство, измельчающее покрытую стренгу в предварительно высушенные гранулы 11, которые падают на конвейерную ленту 12, которая позволяет предварительно высушенным гранулам сушиться воздухом или, необязательно, пропускает предварительно высушенные гранулы 11 через источник тепла, такой как печь 6, в которой вода дисперсии может быть отведена, т.е. предварительно высушенные гранулы 11 сушатся, и/или термопластичная смола расплавляется, с получением гранул 10 термопластичного концентрата, армированного волокном длинной резки, настоящего изобретения. Если необходимо, высушенные гранулы могут соскребаться с конвейерной ленты скребком 14. Стренга может быть протянута через гранулирующую установку 9 или, необязательно, через отводящую воду устройство 8.
Необязательно, покрытая стренга может быть пропущена через формующее устройство 13 в любой точке между ванной 4 и гранулирующей установкой 9. Любой способ транспортирования предварительно высушенных гранул 11 в печь 6 является приемлемым, например, ленточные конвейеры или пневматические транспортные системы.
В некоторых вариантах, по меньшей мере, часть воды в нанесенной дисперсии может быть удалена из изделия, покрытого дисперсией. В других вариантах из дисперсии может быть удалено, по меньшей мере, 50% воды.
В качестве способа получения структур, покрытых или пропитанных дисперсией, рассмотренных здесь, может быть использован способ, иной, чем способы, описанные выше. Например, пучок волокон может быть нарезан на отрезки заданной длины с получением штапелированных стренг, затем дисперсия термопластичной смолы может быть нанесена на штапелированные стренги таким способом, как напыление, с последующим нагреванием с получением высушенных и/или расплавленных гранул.
Когда предпочтительно покрывать, наносить или пропитывать структуру пеной или пенопластом, полученным из пены, в качестве вспенивающего агента может использоваться газ. Примеры подходящих вспенивающих агентов включают газы и/или смеси газов, таких как воздух, углекислый газ, азот, аргон, гелий и т.п. Особенно предпочтительным является использование воздуха в качестве вспенивающего агента. Вспенивающие агенты обычно вводятся механическим введением газа в жидкость с образованием пены. Данная технология известна как механическое вспенивание. При получении вспененной полиолефиновой основы предпочтительно смешивать все компоненты и затем примешивать воздух или газ в смесь с использованием такого оборудования, как вспениватель OAKES, MONDO или FIRESTONE.
Регулирование нанесения/пропитки
Количество или степень, в которой волокнистая структура пропитывается или покрывается дисперсией, может регулироваться. Например, пропитка может регулироваться сжатием ткани между валами каландра с удалением избыточного материала. Пропитка может дополнительно регулироваться, например, регулированием одного или более из следующего: вязкости смеси, концентрации объединенных полимера и стабилизатора в водной дисперсии, скорости прохождения подложки (волокна или текстиля) через дисперсию, скорости, с которой избыток дисперсии удаляется подходящим механизмом, таким как пропускание стренги через формующее устройство (например, ограничительное отверстие), концентрации наполнителя в смеси или полярности водной дисперсии.
В некоторых вариантах покрытая или пропитанная подложка, такая как стеклосодержащее волокно или стеклосодержащая подложка, может иметь объединенное количество, по меньшей мере, одной термопластичной смолы и стабилизатора дисперсии в интервале примерно 0,1-10 мас.ч. на 100 мас.ч. покрытой или пропитанной подложки, 0,5-8 мас.ч. на 100 мас.ч. - в других вариантах и 1-6 мас.ч. на 100 мас.ч. - в еще других вариантах. В других вариантах покрытая или пропитанная подложка может составлять, по меньшей мере, 92 мас.% стекла по отношению к общей массе подложки, термопластичной смолы и стабилизатора дисперсии, по меньшей мере, 94 мас.% стекла - в других вариантах, по меньшей мере, 96 мас.% стекла - в других вариантах и по меньшей мере, 98 мас.% стекла - в еще других вариантах. Для поддержания желаемой степени покрытия или пропитки, например, в некоторых вариантах термопластичная смола может регулироваться в интервале от примерно 35 до примерно 55 мас.% водной дисперсии. В других вариантах термопластичная смола может регулироваться в интервале от примерно 40 до примерно 50% об. водной дисперсии. В других вариантах вязкость дисперсии может регулироваться в интервале от примерно 20 до примерно 3000 сП.
Специалист в данной области техники отметит, что желаемая степень или количество пропитки может варьироваться от частичной пропитки волокнистой структуры до полной пропитки волокнистой структуры. Желаемая степень пропитки может зависеть от переменных параметров, включая природу пропитываемого материала и природу пропитки, например, специалист в данной области техники также отметит, что заданные конечные свойства пропитанной структуры будут влиять на отдельные ингредиенты (подложки и дисперсии, например) и технологические параметры.
Дисперсия может наноситься на подложку с получением в некоторых вариантах толщины покрытия в интервале от 0,1 мкм до 10 мкм. В других вариантах толщина покрытия может быть, по меньшей мере, 1 мкм, по меньшей мере, 2 мкм или, по меньшей мере, 5 мкм.
Дисперсия может наноситься на подложку с получением в некоторых вариантах массы покрытия в интервале от 1 г/м2 площади поверхности подложки до 100 г/м2 площади поверхности подложки.
Покрытие или пропитка подложки описанными выше дисперсиями может модифицировать свойство подложки. Например, покрытие может придать адгезионные свойства подложке для соединения со второй подложкой. В некоторых вариантах покрытая подложка может иметь адгезионную прочность, по меньшей мере, 0,7 фунт/дюйм (12,25 Н/м) при соединении со второй подложкой. В других вариантах покрытая подложка может иметь адгезионную прочность в интервале от 0,7 фунт/дюйм (12,25 Н/м) до 1,1 фунт/дюйм (19,25 Н/м) при соединении со второй подложкой. В других вариантах адгезионная прочность покрытой подложки может быть, по меньшей мере, на 10% больше, чем усилие соединения непокрытой подложки. Адгезионная прочность, как использовано здесь, представляет собой усилие, требуемое для отделения покрытой подложки от второй подложки.
Другим примером модифицированных свойств, которые промотирует или улучшает покрытие, является совместимость стеклосодержащих волокон и стеклосодержащих подложек с другими материалами, такими как полипропиленовые, полиамидные и другие волокна, обычно используемые в текстильных применениях.
В качестве другого примера модифицированных свойств покрытие или пропитка может улучшить предел прочности при растяжении стеклосодержащих волокон и стеклосодержащей подложки. В некоторых вариантах покрытая или пропитанная подложка может иметь предел прочности при растяжении, по меньшей мере, на 10% больше, чем непокрытая или непропитанная подложка.
В других вариантах покрытие или пропитка могут служить для защиты подложки от вредных воздействий или химического воздействия. В еще других вариантах изделия на основе стекла, или стеклосодержащие изделия, могут быть формуемыми, так что их форма может быть модифицирована после покрытия или пропитки дисперсиями, описанными выше. В некоторых вариантах изделия могут быть формуемыми при использовании температуры и/или давления. В некоторых вариантах температура термоформования может быть в 50°C от температуры плавления термопластичной смолы.
Стеклосодержащие волокна, либо покрытые в отдельности, либо как часть стеклосодержащего изделия могут иметь диаметр в интервале 5-35 мкм в некоторых вариантах. В других вариантах стеклосодержащие волокна могут иметь диаметр в интервале от 10 до 30 мкм.
Покрытые или пропитанные стеклосодержащие изделия, рассмотренные здесь, включая маты, нетканые материалы, тканые материалы и ткани, могут иметь базисную массу в интервале от 25 до 1000 г/м2 в некоторых вариантах. В других вариантах стеклосодержащие изделия могут иметь базисную массу в интервале от 30 до 950 г/м2. В других вариантах изделия могут иметь температуру плавления ниже 110°C.
Покрытые или пропитанные стеклосодержащие изделия, рассмотренные здесь, могут формоваться с использованием покрытия/связующего в сухом состоянии (нанесение прямо на изделие/волокно) и мокром состоянии (штапелированные волокна суспендируются водой и связующим и позднее сушатся с формованием изделия). Покрытие/связующее может наноситься в интервале от 0,05 до 20 мас.% в некоторых вариантах. В других вариантах покрытие/связующее может наноситься в интервале от 0,25 до 15 мас.% и в интервале от 0,45 до 10 мас.% - в еще других вариантах.
В других вариантах подложка может быть покрыта, по меньшей мере, одним слоем описанной выше дисперсии. В других вариантах описанная выше дисперсия может использоваться для адгезирования стеклосодержащего изделия или стеклосодержащего волокна к второй подложке, такой как ткань.
В еще других вариантах может быть формован ламинат, где, по меньшей мере, один слой описанной выше дисперсии расположен на, по меньшей мере, одной подложке. По меньшей мере, одной подложкой может быть стеклосодержащее изделие, стеклосодержащее волокно, пена, пенопласт, термопластичный лист или пленка, тканая или нетканая ткань, стекловолокно или спряденный из расплава, или выдутый из расплава материал.
В некоторых вариантах может быть формован ламинат, где, по меньшей мере, один слой описанной выше дисперсии расположен на, по меньшей мере, одной подложке. В других вариантах рассмотренные здесь дисперсии могут быть расположены между двумя слоями подложки, которые могут быть одинаковыми или различными подложками. В некоторых вариантах покрытое изделие может быть погружено в полимер или покрыто полимером.
В еще других вариантах стеклосодержащее изделие или стеклосодержащее волокно может быть покрыто двумя или более слоями описанных выше дисперсий. В различных вариантах слои могут быть образованы из одинаковых или различных дисперсий и могут быть одинаковой или различной толщины или массы покрытия.
Примеры
Пример 1
Непрерывную стренгу стеклянного ровинга (VETROTEXTM RO99 719, поставляемый Saint-Gobain) разматывают снаружи стандартной бобины. Ровинг протягивают через водную смешанную в расплаве термопластичную дисперсию, как представлено на фиг.2, пленочными тянущими валками BRABENDER® со скоростью 8 фут/мин (2,4 м/мин). Водная дисперсия содержит 80 мас.% деионизированной воды и 20 мас.% твердых материалов. Твердые материалы содержат 2,35 мас.% поверхностно-активного вещества - длинноцепочечной карбоновой кислоты и 17,65 мас.% пропиленобогащенного сополимера пропилена и этилена (9% этилена), имеющего плотность 0,876 г/см3 и скорость течения расплава (MFR) (при 230°C и приложенной нагрузке 2,16 кг) 25 г/10 мин. Средний размер частиц дисперсии составляет около 0,61 мкм с полидисперсностью 1,31. Значение рН водной смешанной в расплаве дисперсии составляет 11,6. Стеклянный ровинг протягивают через ванну на расстояние 75 мм. После погружения и выхода из ванны избыточная жидкость удаляется с покрытой стренги при контактировании с фторполимерным обтирочным приспособлением. Влажную стренгу протягивают в печь с принудительной циркуляцией воздуха, поддерживаемую при температуре 180°C. Внутри печи стренга пропускается через ряд роликов и направляющих с обеспечением достаточной длины пути в течение одной минуты пребывания в печи. В печи вода отводится, и полипропиленовый полимер размягчается и расплавляется. Сухая покрытая стренга выходит из печи липкой благодаря покрытию размягченного полимера на стеклянных волокнах. Покрытая стренга быстро охлаждается на воздухе в жесткий плоский пучок покрытых стеклянных волокон. Плоский пучок покрытых стеклянных волокон рубят на 12 мм гранулы концентрата длинных стеклянных волокон ((LGF)(ДСВ)) с использованием воздушно-порошковой пушки для рубки стеклянных волокон. Тянущие валки BRABENDER® расположены после печи и до рубильной пушки. Содержание стекла данного образца определяют при шлифовании гранул при 550°C в течение 2 ч в муфельной печи. Содержание стекла определяется как остаточная масса после удаления органического покрытия и составляет 90,8%.
Гранулы ДСВ-концентрата (33 ч.) смешивают сухим смешиванием с 7,5 ч. гранул гомополимера полипропилена (поставляемого фирмой The Dow Chemical Company как полипропиленовая смола 5E16S, 35 MFR - “5E16S”), 7,5 ч. гранул гомополимера полипропилена (поставляемого фирмой The Dow Chemical Company как полипропиленовая смола DX5E30S, 75 MFR - “DX5E30S”), 2 ч. гранул полипропилена с прививкой малеинового ангидрида (поставляемого фирмой Crompton как POLYBONDTM 3200) и 50 ч. гранул сополимера полипропилена и этилена (поставляемого фирмой The Dow Chemical Company как полипропиленовая смола 7С54Н, 12 MFR - “7С54Н”) и встряхиванием в пластиковом мешке. Данную смесь гранул загружают в питательный бункер машины для литья пластмасс Toyo PLASTARTM SI-90, оборудованной формой, содержащей двойные падения, для стандартного ASTM-образца для испытания на разрыв и оптического диска диаметром 2 дюйма (50,8 мм). Из указанной смеси детали отливают с использованием температурного профиля от 395°F (202°C) вблизи бункера до 385°F (196°C) на литьевом сопле. Температура формы составляет 100°F (38°C), время выдержки равно 15 с, и используемое обратное давление составляет 250 фунт/кв.дюйм (1725 кПа). Получаемые детали являются не совсем белыми по цвету и гомогенными по внешнему виду с гладкой поверхностью и без видимых скоплений стеклянного волокна.
Пример 2
Пример 2 осуществляют также, как пример 1, за исключением того, что стренгу после выхода из печи пропускают через скругляющую фильеру и охлаждают в воздушной среде до жесткой круглой стренги. Тянущие валки для труб Killion используют вместо пленочных тянущих валков BRABENDER® и тянущие валки для труб Killion располагают после скругляющей фильеры и до рубильной машины. Определяют уровень стекла, который составляет 90,7% по отношению к массе термопластичного концентрата с длинным стеклянным волокном.
Пример 3
Пример 3 осуществляют также, как пример 2, за исключением того, что количества гранул полипропиленового гомополимера 5E16S, гранул полипропиленового гомополимера DX5E30S и гранул сополимера полипропилена и этилена 7С54Н составляют 9, 9 и 47 мас.%, соответственно. Определяют уровень стекла в концентрате, который составляет 90,7% по отношению к массе термопластичного концентрата с длинным стеклянным волокном.
Пример 4
Пример 4 осуществляют также, как пример 2, за исключением того, что покрывают две стренги стеклянного ровинга. Определяют уровень стекла, который составляет 90,7% по отношению к массе термопластичного концентрата с длинным стеклянным волокном.
Композиции ДСВ-концентратов примеров 1-4 представлены в таблице 1. Свойства отлитых образцов для испытаний, содержащих указанные ДСВ-концентраты, определяют в соответствии со следующими методами испытаний, и свойства представлены в таблице 1. Ударная прочность по Изоду, как измерено на образцах «с надрезом» и «без надреза», определяется согласно ASTM D 256-90-B при 23°C. Образцы с надрезом надрезают надрезающим устройством TMI 22-05 с получением надреза радиусом 0,254 мм. Используют маятник 0,91 кг. Значения представлены в фут.фунт/дюйм (Нм/м).
«Дарт»-ударная прочность (ударная прочность на пробой грузом с острым концом) определяется согласно ASTM D 3763 на приборе для определения ударной прочности MTS 810 при ударе 15 миля/ч (24000 м/ч). Испытания проводят при 23°C. Результаты испытаний представлены в дюйм.фунт (в Нм).
Модуль упругости при изгибе (“Fm”) и прочность при изгибе (“Fs”) определяют согласно ASTM D 790. Результаты испытаний представлены в фунт/кв.дюйм (в кПа).
Удлинение при растяжении (Te”), модуль упругости при растяжении (“Tmod”) и предел прочности при растяжении (“Ts”) определяют согласно ASTM D 638. Результаты для Те представлены в %, а результаты для Tmod и Ts представлены в фунт/кв.дюйм (в кПа).
Температура деформации под нагрузкой ((“DTUL”)(ТДПН)) определяется согласно ASTM D 648 на неотожженных образцах при 264 фунт/кв.дюйм (1,8 МПа). Результаты представлены в градусах Фаренгейта (в скобках в °F).
«Зола» определяется согласно ASTM D 5650 и представлена в %.
(74520)
Пример 5
Непрерывную стренгу стеклянного ровинга (VETROTEXTM RO99 719, поставляемый Saint-Gobain) разматывают снаружи стандартной бобины. Ровинг протягивают через водную смешанную в расплаве термопластичную дисперсию, как представлено на фиг.2, пленочными тянущими валками BRABENDER® со скоростью 8 фут/мин (2,4 м/мин). Водная дисперсия содержит 80 мас.% деионизированной воды и 20 мас.% твердых материалов. Твердые материалы содержат 2,35 мас.% поверхностно-активного вещества - длинноцепочечной карбоновой кислоты и 17,65 мас.% пропиленобогащенного сополимера пропилена и этилена (9% этилена), имеющего плотность 0,876 г/см3 и скорость течения расплава (MFR) (при 230°C и приложенной нагрузке 2,16 кг) 25 г/10 мин. Средний размер частиц дисперсии составляет около 0,61 мкм с полидисперсностью 1,31. Значение рН водной смешанной в расплаве дисперсии составляет 11,6. Стеклянный ровинг протягивают через ванну на расстояние 75 мм. После погружения и выхода из ванны избыточная жидкость удаляется с покрытой стренги при контактировании с фторполимерным обтирочным приспособлением. Влажную стренгу протягивают в печь с принудительной циркуляцией воздуха, поддерживаемую при температуре 180°C. Внутри печи стренга пропускается через ряд роликов и направляющих с обеспечением достаточной длины пути в течение одной минуты пребывания в печи. В печи вода отводится, и полипропиленовый полимер размягчается и расплавляется. Сухая покрытая стренга выходит из печи липкой благодаря покрытию размягченного полимера на стеклянных волокнах. Покрытая стренга быстро охлаждается в воздушной среде в жесткий плоский пучок покрытых стеклянных волокон. Плоский пучок покрытых стеклянных волокон рубят на 12 мм гранулы концентрата длинных стеклянных волокон ((LGF)(ДСВ)) с использованием воздушно-порошковой пушки для рубки стеклянных волокон. Тянущие валки BRABENDER® расположены после печи и до рубильной пушки. Содержание стекла данного образца определяют при шлифовании гранул при 550°C в течение 2 ч в муфельной печи. Содержание стекла определяется как остаточная масса после удаления органического покрытия и составляет 92,3%.
Гранулы ДСВ-концентрата (33 ч.) смешивают сухим смешиванием с 7,5 ч. гранул гомополимера полипропилена (поставляемого фирмой The Dow Chemical Company как полипропиленовая смола 5E16S, 35 MFR - “5E16S”), 7,5 ч. гранул гомополимера полипропилена (поставляемого фирмой The Dow Chemical Company как полипропиленовая смола DX5E30S, 75 MFR - “DX5E30S”), 2 ч. гранул полипропилена с прививкой малеинового ангидрида (поставляемого фирмой Crompton как POLYBONDTM 3200) и 50 ч. гранул сополимера полипропилена и этилена (поставляемого фирмой The Dow Chemical Company как полипропиленовая смола 7С54Н, 12 MFR - “7С54Н”) и встряхиванием в пластиковом мешке. Данную смесь гранул загружают в питательный бункер машины для литья пластмасс Toyo PLASTARTM SI-90, оборудованной формой, содержащей двойные падения, для стандартного ASTM-образца для испытания на разрыв и оптического диска диаметром 2 дюйма (50,8 мм). Из указанной смеси детали отливают с использованием температурного профиля от 395°F (202°C) вблизи бункера до 385°F (196°C) на литьевом сопле. Температура формы составляет 100°F (38°C), время выдержки равно 15 с, и используемое обратное давление составляет 250 фунт/кв.дюйм (1725 кПа). Получаемые детали являются не совсем белыми по цвету и гомогенными по внешнему виду с гладкой поверхностью и без видимых скоплений стеклянного волокна.
Сравнительный пример 1
Получают два листа толщиной 100 мил (2,54 мм) из ударопрочного полипропиленового сополимера (сополимер пропилена и этилена INSPIRETM D 114,00, имеющий приблизительно 8,5 мас.% этилена, поставляемый фирмой The Dow Chemical Company), имеющего скорость течения расплава 0,5 г/10 мин (230°C/2,16 кг). Мат непрерывного филамента стеклянного волокна размером 10 дюйм × 10 дюйм (254 мм × 254 мм) (поставляемый фирмой Owens Corning под торговой маркой М8643), имеющий базисную массу 450 г/м2, помещают между двумя листами полипропилена толщиной 100 мил (2,54 мм). Данную сэндвичевую структуру затем превращают в монолит в прессе при давлении примерно 500 фунт/кв.дюйм (3450 кПа) и 170°C в течение приблизительно 5 мин.
Пример 6
Водная полиолефиновая дисперсия содержит 80 мас.% деионизированной воды и 20 мас.% твердых материалов. Твердые материалы содержат 2,35 мас.% поверхностно-активного вещества - длинноцепочечной карбоновой кислоты и 17,65 мас.% пропиленобогащенного сополимера пропилена и этилена (9% этилена), имеющего плотность 0,876 г/см3 и скорость течения расплава (MFR) (при 230°C и приложенной нагрузке 2,16 кг) 25 г/10 мин. Средний размер частиц дисперсии составляет около 0,61 мкм с полидисперсностью 1,31. Значение рН водной смешанной в расплаве дисперсии составляет 11,6. Водную дисперсию затем разбавляют до содержания твердых материалов примерно 10 мас.%.
Мат непрерывного филамента стеклянного волокна размером 10 дюйм Ч 10 дюйм (254 мм × 254 мм), имеющий базисную массу 450 г/м2, пропитывают разбавленной дисперсией при погружении мата в дисперсию. Пропитанный мат затем удаляют из дисперсии и избытку дисперсии позволяют скапать. Влажный мат затем сушат в вертикальном положении в конвекционной печи, поддерживаемой при 100°C, в течение 5 мин. Получают массу высушенного покрытия приблизительно 30 г/м2.
В отдельной операции получают лист толщиной 100 мил (2,54 мм) из ударопрочного полипропиленового сополимера (INSPIRETM D 114,00, поставляемого фирмой The Dow Chemical Company), имеющего скорость течения расплава 0,5 г/10 мин (230°C/2,16 кг). Пропитанный мат помещают между двумя листами полипропилена толщиной 100 мил (2,54 мм). Данную сэндвичевую структуру затем превращают в монолит в прессе при давлении примерно 500 фунт/кв.дюйм (3450 кПа) и 170°C в течение приблизительно 5 мин. Получаемая стеклоармированная термопластичная структура может использоваться в различных применениях.
По сравнению со сравнительным примером 1 композитный продукт из примера 6 показывает лучшие механические свойства, такие как более высокое удлинение при разрыве, более высокий предел прочности при растяжении и более высокую ударную прочность.
Пример 7
Получают водную дисперсию на основе смеси нефункционализированного полипропилена (VERSIFYTM DP4200) и PRIMACORTM 5980I. VERSIFYTM DP4200 представляет собой сополимер пропилена и этилена, имеющий содержание этилена примерно 9 мас.% и скорость течения расплава 25 дг/мин (230°C, 2,16 кг). PRIMACORTM представляет собой сополимер этилена и акриловой кислоты, имеющий содержание акриловой кислоты примерно 20,5 мас.% и скорость течения расплава приблизительно 13,75 дг/мин (125°C, 2,16 кг). Дисперсию VERSIFYTM DP4200/ PRIMACORTM 5980I получают при одновременной подаче гранул DP4200 при 13,9 фунт/ч (6,26 кг/ч) и гранул 5980I при 2,9 фунт/ч (1,3 кг/ч) в загрузочную воронку экструдера. Деионизированную воду и 25% (масс./масс.) водный раствор гидроксида калия подают насосом при 19 и 8,3 см3/мин, соответственно, объединяют, нагревают при примерно 160°C и вводят в цилиндр экструдера в зоне эмульгирования, где цилиндр работает при примерно 150°C. Деионизированную воду подают насосом при 90 см3/мин, нагревают до примерно 110°C и вводят в цилиндр экструдера в зоне разбавления, где цилиндр работает при примерно 80°C. Разбавление продукта регулируют при давлении примерно 300 фунт/кв.дюйм (2070 кПа). Получаемая дисперсия VERSIFYTM DP4200/PRIMACORTM 5980I имеет содержание твердых материалов 51,6 мас.%, рН примерно 10,0, среднеобъемный размер частиц примерно 1,0 мкм, как измерено прибором Beckman Coulter LS 230, и полидисперсность (определенную как среднеобъемный размер частиц, деленный на среднечисленный размер частиц) менее 2.
Дисперсию VERSIFYTM DP4200/PRIMACORTM 5980I разбавляют до содержания твердых материалов 10 мас.%. Непрерывную стренгу стеклянного ровинга (VETROTEXTM RO99 719, поставляемый Saint-Gobain) разматывают снаружи стандартной бобины. Ровинг протягивают через водную смешанную в расплаве термопластичную дисперсию пленочными тянущими валками BRABENDER со скоростью 8 фут/мин (2,4 м/мин). После погружения и выхода из ванны избыточная жидкость удаляется с покрытой стренги при контактировании с фторполимерным обтирочным приспособлением. Влажную стренгу протягивают в печь с принудительной циркуляцией воздуха, поддерживаемую при температуре 180°C. Внутри печи стренга пропускается через ряд роликов и направляющих с обеспечением достаточной длины пути в течение одной минуты пребывания в печи. В печи вода отводится и полипропиленовый полимер размягчается и расплавляется. Сухая покрытая стренга выходит из печи липкой благодаря покрытию размягченного полимера на стеклянных волокнах. Покрытая стренга быстро охлаждается в воздушной среде в жесткий плоский пучок покрытых стеклянных волокон.
В отдельной операции покрытый пучок стеклянных волокон затем ткут в двухосную ткань с использованием традиционных способов ткачества, известных специалистам в данной области техники.
В отдельной операции получают лист толщиной 100 мил (2,54 мм) из ударопрочного полипропиленового сополимера (INSPIRETM D 114,00, поставляемого фирмой The Dow Chemical Company), имеющего скорость течения расплава 0,5 г/10 мин (230°C/2,16 кг). Двухосную ткань затем помещают между двумя листами полипропилена толщиной 100 мил (2,54 мм). Данную сэндвичевую структуру затем превращают в монолит в прессе при давлении примерно 500 фунт/кв.дюйм (3450 кПа) и 170°C в течение приблизительно 5 мин. Получаемая стеклоармированная термопластичная структура может использоваться в различных применениях.
По сравнению со сравнительным примером 1 композитный продукт из примера 7 показывает лучшие механические свойства, такие как более высокое удлинение при разрыве, более высокий предел прочности при растяжении и более высокую ударную прочность. Это может быть обусловлено присутствием фазы нефункционализированного полипропилена, которая может обеспечить лучшую совместимость с листами из ударопрочного полипропиленового сополимера.
Пример 8
Получают водную дисперсию на основе смеси нефункционализированного полипропилена (VERSIFYTM DP4200) и PRIMACORTM 5980I. Дисперсию VERSIFYTM DP4200/PRIMACORTM 5980I получают при одновременной подаче гранул DP4200 при 13,9 фунт/ч (6,26 кг/ч) и гранул 5980I при 2,9 фунт/ч (1,3 кг/ч) в загрузочную воронку экструдера. Деионизированную воду и 25% (масс./масс.) водный раствор гидроксида калия подают насосом при 19 и 8,3 см3/мин, соответственно, объединяют, нагревают при примерно 160°C и вводят в цилиндр экструдера в зоне эмульгирования, где цилиндр работает при примерно 150°C. Деионизированную воду подают насосом при 90 см3/мин, нагревают до примерно 110°C и вводят в цилиндр экструдера в секции разбавления, где цилиндр работает при примерно 80°C. Разбавление продукта регулируют при давлении примерно 300 фунт/кв.дюйм (2070 кПа). Получаемая дисперсия VERSIFYTM DP4200/PRIMACORTM 5980I имеет содержание твердых материалов 51,6 мас.%, рН примерно 10,0, среднеобъемный размер частиц примерно 1,0 мкм, как измерено прибором Beckman Coulter LS 230, и полидисперсность (определенную как среднеобъемный размер частиц, деленный на среднечисленный размер частиц) менее 2. Дисперсию VERSIFYTM DP4200/PRIMACORTM 5980I разбавляют до содержания твердых материалов 10 мас.%.
Непрерывную стренгу стеклянного ровинга получают с использование традиционных способов получения стекла, известных специалистам в данной области техники. После выхода из наружного кольца сопла экструдера для операции получения стекла волокна протягивают через разбавленную дисперсию VERSIFYTM DP4200/PRIMACORTM 5980I. После погружения и выхода из ванны избыточная жидкость удаляется с покрытой стренги при контактировании с фторполимерным обтирочным приспособлением. Влажную стренгу протягивают в печь с принудительной циркуляцией воздуха, поддерживаемую при температуре 180°C. Внутри печи стренга пропускается через ряд роликов и направляющих с обеспечением достаточной длины пути в течение одной минуты пребывания в печи. В печи вода отводится, и полипропиленовый полимер размягчается и расплавляется. Сухая покрытая стренга выходит из печи липкой благодаря покрытию размягченного полимера на стеклянных волокнах. Покрытая стренга быстро охлаждается в воздушной среде в жесткий плоский пучок покрытых стеклянных волокон.
В отдельной операции покрытый пучок стеклянных волокон затем ткут в двухосную ткань с использованием традиционных способов ткачества, известных специалистам в данной области техники.
В отдельной операции получают лист толщиной 100 мил (2,54 мм) из ударопрочного полипропиленового сополимера (INSPIRETM D 114,00, поставляемого фирмой The Dow Chemical Company), имеющего скорость течения расплава 0,5 г/10 мин (230°C/2,16 кг). Двухосную ткань затем помещают между двумя листами полипропилена толщиной 100 мил (2,54 мм). Данную сэндвичевую структуру затем превращают в монолит в прессе при давлении примерно 500 фунт/кв.дюйм (3450 кПа) и 170°C в течение приблизительно 5 мин. Получаемая стеклоармированная термопластичная структура может использоваться в различных применениях.
Преимущественно один или более вариантов осуществления, рассмотренных здесь, могут обеспечить композиции, способы и изделия, имеющие хорошие характеристики в предназначенных для них применениях. Например, один или более вариантов осуществления могут обеспечить волокнистые структуры, имеющие одно или более из следующих улучшенных свойств: жесткость, эластичность, упругость, адгезия, устойчивость формы или совместимость.
Хотя настоящее изобретение описано по отношению к ограниченному числу вариантов осуществления, специалисты в данной области техники, имея пользу от данного описания, отметят, что могут быть разработаны другие варианты осуществления, которые не отходят от объема изобретения, как рассмотрено здесь. Соответственно, объем изобретения ограничивается только присоединенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИОЛЕФИНОВЫЕ ДИСПЕРСИИ, ПЕНЫ И ПЕНОМАТЕРИАЛЫ | 2007 |
|
RU2407551C1 |
| ТЕХНОЛОГИЯ ПОЛИОЛЕФИНОВОЙ ДИСПЕРСИИ, ПРИМЕНЕННАЯ ДЛЯ ПЕСКА, ПОКРЫТОГО СМОЛОЙ | 2007 |
|
RU2418012C2 |
| КОМПОЗИТ С ВЫСОКОЙ МЯГКОСТЬЮ И БОЛЬШОЙ ТОЛЩИНОЙ ИЗОЛИРУЮЩЕГО СЛОЯ ДЛЯ САЛФЕТОК | 2008 |
|
RU2429285C2 |
| ВОДНЫЕ ДИСПЕРСИИ, ПРЕДНАЗНАЧЕННЫЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В КАЧЕСТВЕ ТОНЕРОВ | 2007 |
|
RU2397525C2 |
| ПЕСОК С МНОГОСЛОЙНЫМ ПОЛИМЕРНЫМ ПОКРЫТИЕМ | 2007 |
|
RU2415166C2 |
| ФИБРИЛЛИРОВАННЫЙ ПЕНОПОЛИОЛЕФИН | 2007 |
|
RU2418823C2 |
| БИАКСИАЛЬНО ОРИЕНТИРОВАННАЯ ПЛЕНКА | 2008 |
|
RU2475362C2 |
| СТАБИЛИЗИРОВАННЫЕ ВЛАГООТВЕРЖДАЕМЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИИ | 2016 |
|
RU2735228C2 |
| СТАБИЛИЗИРОВАННЫЕ ВЛАГООТВЕРЖДАЕМЫЕ ПОЛИМЕРНЫЕ КОМПОЗИЦИИ | 2016 |
|
RU2733962C2 |
| КОВЕР И СПОСОБ ЕГО ПОЛУЧЕНИЯ С ИСПОЛЬЗОВАНИЕМ ГОМОГЕННО РАЗВЕТВЛЕННОГО ПОЛИМЕРА ЭТИЛЕНА | 1998 |
|
RU2188265C2 |
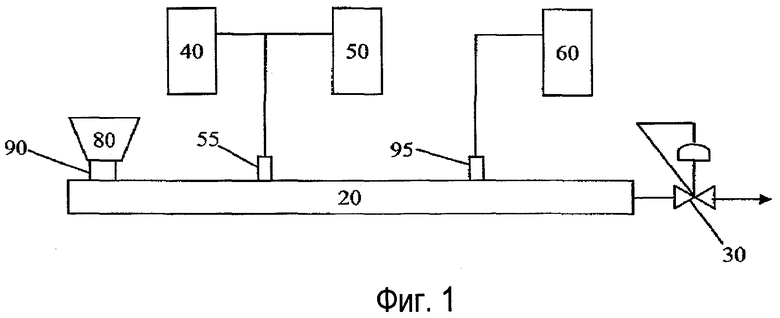
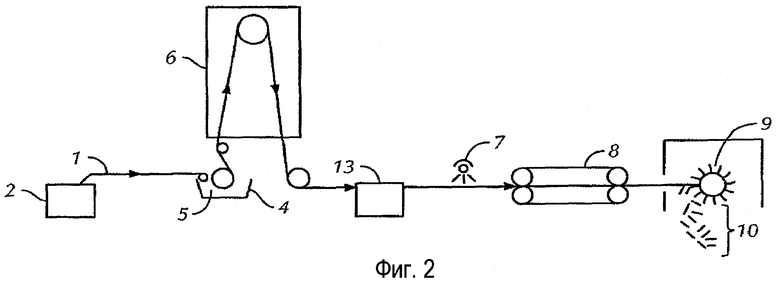
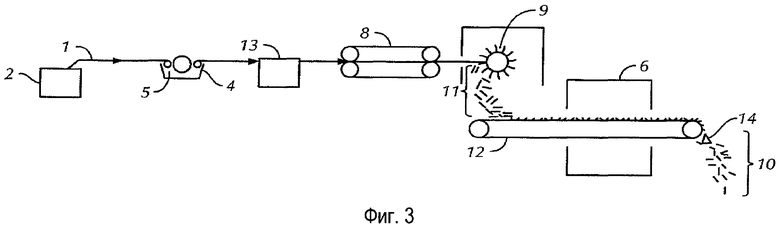
Изобретение относится к формованным изделиям на основе термопластичных смол, армированных волокном длинной резки, которые используются для различных изделий, таких как волокна, нетканые и тканые материалы, маты, ламинаты и т.д. Формование изделий включает нанесение компаунда на стеклосодержащую подложку и удаление, по меньшей мере, части воды. Компаунд включает водную дисперсию, содержащую (a) неполярную термопластичную смолу, например полиолефин, имеющий температуру деформации ниже 110°С, (b) полярный стабилизатор дисперсии и (c) воду. Причем компаунд придает модифицированное свойство подложке и подложка является формуемой. Изделие представляет собой, по меньшей мере, на 92 мас.% стекло по отношению к общей массе подложки, смолы и стабилизатора дисперсии. Изобретение относится также к покрытому волокну на основе стекла, включающему компаунд в контакте с частью волокна. Причем волокно имеет диаметр 5-35 мкм и толщина слоя покрытия компаунда составляет от 0,1 до 10 мкм. Также рассматривается изделие, формованное из покрытого волокна, и способ нанесения покрытия на волокно на основе стекла. В результате обеспечиваются волокнистые структуры, имеющие одно или более из следующих улучшенных свойств: жесткость, эластичность, упругость, адгезия, устойчивость формы или совместимость. 7 н. и 23 з.п. ф-лы, 3 ил., 1 табл.
1. Способ формования изделия, включающий нанесение компаунда на стеклосодержащую подложку, причем компаунд включает водную дисперсию, содержащую
(a) неполярную термопластичную смолу, включающую полиэтиленовый гомополимер, сополимер или многоблочный интерполимер, полипропиленовый гомополимер, сополимер или многоблочный интерполимер, или их комбинации;
(b) полярный стабилизатор дисперсии, и
(c) воду;
удаление, по меньшей мере, части воды, в котором изделие представляет собой, по меньшей мере, на 92 мас.% стекло по отношению к общей массе подложки, термопластичной смолы и стабилизатора дисперсии.
2. Способ по п.1, включающий удаление, по меньшей мере, 50% воды.
3. Способ по п.1, в котором изделие представляет собой, по меньшей мере, на 94 мас.% стекло по отношению к общей массе подложки, термопластичной смолы и стабилизатора дисперсии.
4. Способ по п.1, в котором термопластичная смола и стабилизатор дисперсии образуют две различные фазы.
5. Способ по п.1, в котором удаление, по меньшей мере, части воды дает в результате покрытие, имеющее толщину от 0,1 до 10 мкм, и массу покрытия от 1 до 100 г/м2 площади поверхности подложки.
6. Способ по п.1, в котором термопластичная смола имеет температуру тепловой деформации под нагрузкой от 75 до 110°С.
7. Изделие, содержащее компаунд в контакте с частью стеклосодержащей подложки, где компаунд во время контактирования включает водную дисперсию, содержащую
(a) полиолефин, имеющий температуру деформации ниже 110°С, причем полиолефин включает полиэтиленовый гомополимер, сополимер или многоблочный интерполимер, полипропиленовый гомополимер, сополимер или многоблочный интерполимер, или их комбинации;
(b) стабилизатор дисперсии; и
(c) воду,
причем компаунд придает модифицированное свойство подложке; и подложка является формуемой,
в котором изделие представляет собой, по меньшей мере, на 92 мас.% стекло по отношению к общей массе подложки, термопластичной смолы и стабилизатора дисперсии.
8. Изделие по п.7, в котором температура термоформования изделия находится в 50°С от температуры плавления полиолефина.
9. Изделие по п.7, в котором модифицированное свойство, по меньшей мере, выбрано из группы, состоящей из прочности на разрыв, совместимости с другими компонентами и силы адгезии.
10. Изделие по п.9, в котором модифицированное свойство имеет значение, по меньшей мере, на 10% больше, чем подложка в отсутствие контакта.
11. Изделие по п.9, в котором сила адгезии изделия составляет 0,7-1,1 фунт/дюйм (12,25-19,25 Н/м).
12. Изделие по п.7, в котором полиолефин имеет температуру тепловой деформации под нагрузкой в интервале от 75 до 110°С.
13. Изделие по п.7, в котором стеклосодержащее изделие имеет базисную массу в интервале от 25 до 1000 г/м2.
14. Изделие, содержащее компаунд в контакте с частью стеклосодержащей подложки, где компаунд во время контактирования включает водную дисперсию, содержащую
(a) термопластичную смолу, где термопластичная смола включает полиэтиленовый гомополимер, сополимер или многоблочный интерполимер, полипропиленовый гомополимер, сополимер или многоблочный интерполимер, или их комбинации;
(b) стабилизатор дисперсии; и
(c) воду,
причем изделие представляет собой, по меньшей мере, на 92 мас.% стекло по отношению к общей массе стеклосодержащей подложки, термопластичной смолы и стабилизатора дисперсии.
15. Изделие по п.14, в котором изделие представляет собой, по меньшей мере, на 94 мас.% стекло по отношению к общей массе стеклосодержащей подложки, термопластичной смолы и стабилизатора дисперсии.
16. Изделие по п.14, в котором изделие выбрано из группы, состоящей из матов, нетканых материалов, тканых материалов и тканей.
17. Изделие по п.14, в котором стекло представляет собой стекло типа Е.
18. Покрытое волокно на основе стекла, включающее компаунд в контакте с частью волокна на основе стекла, где компаунд во время контактирования включает водную дисперсию, содержащую
(a) термопластичную смолу, где термопластичная смола включает полиэтиленовый гомополимер, сополимер или многоблочный интерполимер, полипропиленовый гомополимер, сополимер или многоблочный интерполимер, или их комбинации;
(b) стабилизатор дисперсии; и
(c) воду,
в котором волокно имеет диаметр 5-35 мкм; и толщина слоя покрытия компаунда на волокне на основе стекла находится в интервале от примерно 0,1 до 10 мкм,
в котором изделие представляет собой, по меньшей мере, на 92 мас.% стекло по отношению к общей массе подложки, термопластичной смолы и стабилизатора дисперсии.
19. Покрытое волокно по п.18, в котором термопластичная смола содержит полиолефин, имеющий температуру размягчения по Вика в интервале от 75 до 110°С.
20. Покрытое волокно по п.18, в котором термопластичная смола является нефункционализированным полимером.
21. Изделие, формованное из покрытого волокна по п.18.
22. Способ нанесения покрытия на волокно на основе стекла, включающий нанесение компаунда на волокно на основе стекла, причем компаунд включает
водную дисперсию, содержащую
(a) термопластичную смолу, где термопластичная смола включает полиэтиленовый гомополимер, сополимер или многоблочный интерполимер, полипропиленовый гомополимер, сополимер или многоблочный интерполимер, или их комбинации;
(b) стабилизатор дисперсии; и
(c) воду,
удаление, по меньшей мере, части воды,
в котором изделие представляет собой, по меньшей мере, на 92 мас.% стекло по отношению к общей массе подложки, термопластичной смолы и стабилизатора дисперсии.
23. Способ по п.22, в котором нанесение включает контактирование стренги волокна с водной дисперсией и пропускание волокна через формующее устройство.
24. Способ по п.22, в котором стеклосодержащее волокно представляет собой измельченное стеклосодержащее волокно.
25. Способ по п.22, в котором стеклосодержащее волокно представляет собой непрерывную стренгу волокна.
26. Изделие, содержащее, по меньшей мере, один слой компаунда, расположенный на, по меньшей мере, части стеклосодержащей подложки, где компаунд содержит
(a) полиолефин, имеющий температуру деформации ниже 110°С, причем полиолефин включает полиэтиленовый гомополимер, сополимер или многоблочный интерполимер, полипропиленовый гомополимер, сополимер или многоблочный интерполимер, или их комбинации; и
(b) стабилизатор дисперсии;
причем компаунд придает модифицированное свойство подложке и подложка является формуемой,
причем изделие представляет собой, по меньшей мере, на 92 мас.% стекло по отношению к общей массе подложки, термопластичной смолы и стабилизатора дисперсии.
27. Изделие по п.26, в котором полиолефиновая смола является нефункционализированной, а стабилизатор дисперсии является функционализированным.
28. Изделие по п.26, в котором полиолефиновая смола является неполярной, а стабилизатор дисперсии является полярным.
29. Изделие по п.28, в котором полиолефиновая смола и стабилизатор дисперсии образуют две различные фазы.
30. Изделие по п.26, в котором изделие имеет температуру плавления ниже 110°С.
| WO 2005085331 A1, 15.09.2005 | |||
| RU 94038041 A1, 20.06.1996 | |||
| EP 0972794 A1, 19.01.2000 | |||
| US 2005100754 A1, 12.05.2005 | |||
| Устройство для контроля проследования рельсового подвижного состава | 1978 |
|
SU718318A1 |

