Изобретение относится к области энергетики, а именно к аппаратам воздушного охлаждения (АВО) газа, применяемым, в частности, для охлаждения природного газа после компрессорных станций.
Известно устройство для реализации способа охлаждения сырого углеводородного газа после дожимных компрессоров, обеспечивающее подачу теплого газа на входной коллектор АВО, затем в пучок теплообменных труб, далее в выходной коллектор и на сушку, причем холодильный агент - поток атмосферного воздуха подается вентилятором поперек пучка теплообменных труб (Гриценко А.И. и др. «Сбор и промысловая подготовка газа на Северных месторождениях России». М.: ОАО «Издательство «Недра», 1999, с.318-320) - аналог.
Недостатком указанного решения является невысокая долговечность и надежность АВО газа, вызванная тем, что при таком расположении устройства охлаждения, в теплообменных трубках образуются зародыши кристаллогидратов, которые в зоне минимальных температур прикрепляются к внутренним стенкам теплообменных трубок. Процесс отложения кристаллогидратов на внутренних стенках теплообменных трубок приводит к уменьшению их проходного сечения, а впоследствии и к полному перекрытию теплообменных трубок и к выходу их из строя с необходимостью их замены.
Известен АВО природного газа, содержащий корпус с теплообменными модулями, содержащими оребренные трубы, приваренные к трубным крышкам, подводящий и отводящий трубопроводы для прохождения технологического продукта и патрубки с фланцами, соединяющие трубопроводы с трубными крышками, а также устройство для подачи в корпус АВО газа межтрубной охлаждающей среды, выполненное в виде вентиляторов и установленное под корпусом АВО газа (В.Б.Кунтыш, А.Н.Бессонный и др. «Основы расчета и проектирования теплообменников воздушного охлаждения», С.П.: »Недра», 1996, с.84-85, рис.2.37) - прототип.
Для известного устройства также как и для аналога характерно образование кристаллогидратов, которые приводят к снижению работоспособности теплообменных трубок и всего устройства в целом, а впоследствии и полной потере их работоспособности и к необходимости их замены. Кроме того, учитывая фактор неравномерности теплопередачи в АВО газа, процесс образования кристаллогидратов может происходить на фоне средней температуры выхода газа из АВО выше температуры начала гидратообразования, что не позволяет полностью использовать технические возможности АВО по охлаждению газа и уменьшает его надежность и ресурс.
Как известно, все используемые в промышленности АВО газа после дожимных компрессоров имеют теплообменные трубки, жестко прикрепленные, например приваренные, к трубным крышкам или аналогичным им элементам конструкции, и процесс замены теплообменных трубок для обеспечения повышенного ресурса АВО газа является сложной и дорогостоящей задачей и часто приводит к необходимости замены всей теплообменной секции АВО.
Недостатком данного решения так же, как и приведенного выше аналога является невысокая надежность и долговечность работы устройства, низкая ремонтопригодность АВО газа.
Техническим результатом, на достижение которого направлено заявляемое решение, является повышение ресурса и надежности работы АВО газа, обеспечение его технологичности, ремонтопригодности и полной герметичности фланцевых соединений, при одновременном упрощении ремонта.
Указанный технический результат достигается тем, что в аппарате воздушного охлаждения газа, включающем корпус с теплообменными модулями, содержащими размещенные рядами оребренные трубы, и трубными крышками, подводящий и отводящий трубопроводы для прохождения технологического продукта, патрубки с фланцами, соединяющие подводящий и отводящий трубопроводы с трубными крышками, а также устройство для подачи в корпус аппарата воздушного охлаждения газа межтрубной охлаждающей среды, выполненное в виде вентиляторов, крепление оребренных труб теплообменных модулей с трубными крышками выполнено разъемным, для чего в отверстиях трубных крышек выполнена резьба, а аппарат воздушного охлаждения газа дополнительно снабжен узлами крепления, каждый из которых содержит соединительный элемент, выполненный в виде штуцера, имеющего по длине различный диаметр наружной поверхности и соединяющего трубную крышку с оребренной трубкой теплообменного модуля, длина соседних соединительных элементов одного ряда оребренных трубок теплообменных модулей различна, а между фланцами размещены прокладки, причем часть поверхности каждой из прокладок соединена с соответствующим фланцем и друг с другом сваркой, выполненной с возможностью обеспечения герметичности аппарата воздушного охлаждения газа при его работе.
Аппарат воздушного охлаждения газа может содержать одноходовой пучок оребренных труб.
Аппарат воздушного охлаждения газа, в котором количество рядов труб каждого теплообменного модуля может быть не менее двух.
Аппарат, в котором каждая прокладка может быть неразъемно, например, сваркой соединена с контактирующим с ней фланцем по внутреннему диаметру прокладки.
Аппарат выполнен с возможностью обеспечения герметичности при работе при давлении свыше 100 атм и диаметрах патрубков свыше 400 мм.
Аппарат, у которого внешний диаметр прокладки может не менее чем на 20 мм превышать внешний диаметр соединяемых фланцев.
Заявляемое устройство иллюстрируется на фиг.1-6, где
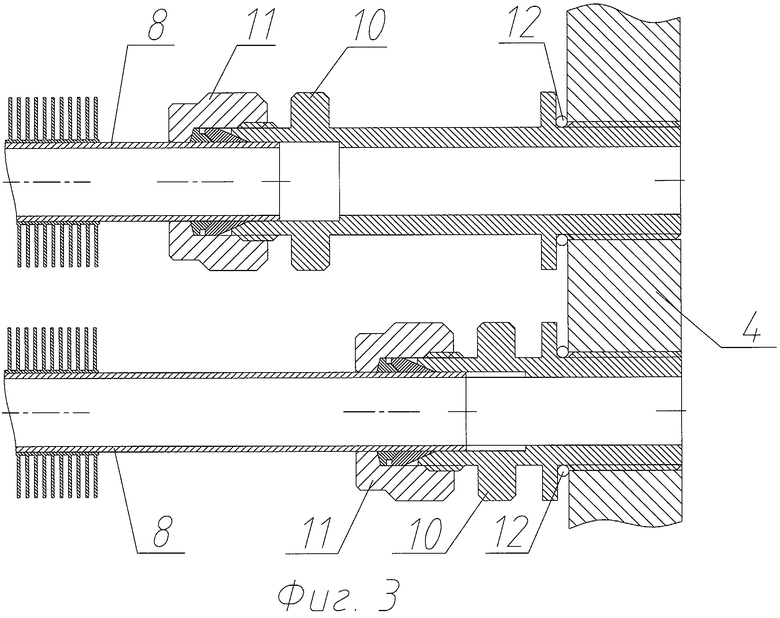
на фиг.1 представлен общий вид аппарата воздушного охлаждения, на фиг.2 - вид А на фиг.1, на фиг.3 - разъемная заделка оребренных труб теплообменных модулей АВО газа, на фиг.4 - схема расположения оребренных труб теплообменного модуля в пределах одного ряда, на фиг.5 - вид Б на фиг.1, на фиг.6 - вид В на фиг.1.
Аппарат воздушного охлаждения газа содержит вентиляторы 1 для подачи внешней межтрубной охлаждающей среды, преимущественно воздуха, в корпус 2 АВО газа. Каждый теплообменный модуль 3 корпуса 2 АВО газа снабжен трубными крышками 4 и 5, к которым подключены патрубки входа 6 и выхода 7 технологического продукта, например природного газа, и оребренные трубы 8. Корпус 2 АВО может быть снабжен продольными боковыми стенами 9. Крепление оребренных труб 8 теплообменных модулей 3 с трубными крышками 4 и 5 выполнено разъемным, для чего в отверстиях каждой трубной крышки 4 и 5 выполнена резьба, а АВО газа дополнительно снабжен узлами крепления, каждый из которых содержит соединительный элемент 10, выполненный в виде штуцера, имеющего по длине различный диаметр наружной поверхности и соединяющего трубную крышку 4 и 5 с одной из оребренных труб 8 теплообменного модуля 3 и, по меньшей мере, один крепежный элемент 11, например, выполненный в виде гайки и контактирующий с частью наружной поверхности штуцера 10 и частью наружной поверхности присоединяемой оребренной трубы 8, причем между соединительным элементом 10 и трубной крышкой 4 размещено уплотнение 12, а между соединительным элементом 10 и трубной крышкой 5 размещено уплотнение 13. Для обеспечения герметизации и упрощения конструкции крепления оребренных труб 8 к трубным крышкам 4 и 5 внутренний диаметр штуцера 10 может быть выполнен одинаковым по его длине, причем его размер равен внутреннему диаметру соединяемой оребренной трубы 8.
Оребренные трубы 8 расположены рядами в каждом из теплообменных модулей 3 с образованием одноходового многорядного пучка 14 оребренных труб 9. Причем для обеспечения технологичности и упрощения проведения ремонта АВО газа длина соседних соединительных элементов одного ряда оребренных трубок теплообменных модулей различна.
Патрубки входа 6 и выхода 7 технологического продукта, например природного газа, сообщены с подводящим 15 и отводящим 16 трубопроводами, причем патрубки 6 и 7 снабжены фланцами 17, 18, 19 и 20, между которыми размещены соответствующие прокладки 21, 22, 23 и 24, причем часть поверхности каждой из прокладок соединена с соответствующим фланцем и друг с другом сваркой, выполненной с возможностью обеспечения полной герметичности аппарата воздушного охлаждения газа при его работе. Например, между фланцами 17 и 18 расположены прокладки 21 и 22, причем прокладка 21 приварена к фланцу 17, прокладка 22 приварена к фланцу 18, и прокладки 21 и 22 приварены друг к другу, по меньшей мере, точечной сваркой по всему периметру прокладки.
Как известно, для обеспечения герметичности достаточно, чтобы толщина сварного шва при приваривании ее к фланцу была не больше чем толщина прокладки, а толщина сварного шва при приваривании прокладок друг к другу не больше их суммарной толщины.
Заявляемое устройство АВО газа работает следующим образом. При выходе из строя одной из оребренных трубок 8 в случае, если подлежащая ремонту оребренная трубка расположена в верхнем ряду верхнего теплообменного модуля АВО газа, то ремонт заключается только в разборке разъемного соединения оребренной трубки 8 и трубных крышек 4 и 5.
В случае, когда подлежащая замене оребренная трубка 8 расположена либо в нижнем ряду верхнего теплообменного модуля, либо в нижнем теплообменном модуле, то в этом случае необходимо отделить трубные крышки 4 и 5 ремонтируемой теплообменной секции от патрубков 6 и 7 по фланцевому соединению 17 и 18. Для этого в предлагаемом решении достаточно разобрать крепежное соединение фланцев, например болтовое 25 (не показано), а затем любым известным способом срезать тонкий сварной шов, соединяющий друг с другом попарно прокладки 21 и 22 и прокладки 23 и 24, и, разобрав фланцевое соединение, выбрать теплообменный модуль с подлежащей замене оребренной трубкой и далее произвести замену подлежащей ремонту оребренной трубки 8. После замены оребренной трубки 8 присоединяют с использованием описанного в данном решении разъемного соединения ее к трубным крышкам 4 и 5 и соединяют пригодную для дальнейшей работы теплообменную секцию с патрубками 6 и 7 и подводящим 15 и отводящим 16 трубопроводами природного газа. В данном случае сборку фланцевого соединения осуществляют в обратном порядке, а именно - фланцы 17 и 18 с приваренными к ним ранее прокладками 21 и 22 соединяют, приваривают друг к другу прокладки 21 и 22 по их периметру и соединяют фланцы крепежным соединением, например, с помощью болтов.
Таким образом, в данном случае после замены вышедших из строя оребренных трубок 8 АВО газа полностью пригоден к дальнейшему использованию и не требуется из-за выхода из строя, например, одной или двух оребренных трубок производить полностью замену всего теплообменного модуля и патрубков, соединяющих трубные крышки с трубопроводами подвода и отвода газа.
Как показали теоретические и экспериментальные исследования заявителя, данное устройство при обеспечении полной герметичности фланцевого соединения обеспечивает достижение заявляемого технического результата при всех значениях рабочих давлений охлаждаемого технологического продукта (природного газа) и при любых диаметрах патрубков фланцевого соединения, однако оптимальная технологичность достигается при использовании заявляемого АВО газа при давлении перекачиваемого технологического продукта свыше 100 атм и/или диаметрах соединяемых патрубков фланцевого соединения выше 400 мм.
Это объясняется тем, что при меньших значениях давления и размеров в настоящее время известны решения, обеспечивающие возможность при их использовании добиться герметичности соединения или повышения ресурса АВО газа, и в данном случае выбор - использовать известное или заявляемое решение определяется только экономическими аспектами. Однако заявителю неизвестны решения, которые бы обеспечивали достижение заявляемого технического результата для АВО газа при перекачке технологического продукта (газа) при его давлении свыше 100 атм и/или диаметрах соединяемых патрубков фланцевого соединения выше 400 мм.
Максимальный внешний диаметр (размер) прокладок фланцевого соединения определяется габаритами крепежного соединения фланцев, например размерами болтов, и выбирается из условия, что нецелесообразно выбирать его большим чем внутренний диаметр болтового соединения (Dн.). Оптимально, если минимальный внешний диаметр (размер) прокладок не менее чем на 20 мм превышает внешний диаметр (размер) соединяемых фланцев. Это обусловлено тем, что в данном случае данное легко разборное фланцевое соединение может быть использовано многократно.
Таким образом, при использовании заявляемого изобретения наряду с повышением ресурса (долговечности) и надежности работы АВО газа также обеспечивается его технологичность, ремонтопригодность и герметичность фланцевого соединения при одновременном упрощении ремонта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система наружной промывки аппарата воздушного охлаждения газа | 2016 |
|
RU2656801C1 |
| СОТОВЫЙ ТЕПЛООБМЕННИК С ЗАКРУТКОЙ ПОТОКА | 2008 |
|
RU2386096C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2009 |
|
RU2428616C2 |
| СПОСОБ РАБОТЫ И УСТРОЙСТВО ПАРОГЕНЕРАТОРА ПОРШНЕВОГО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2002 |
|
RU2232914C2 |
| Трубчатый теплообменный аппарат с модульным коллектором на высокие давления (варианты) | 2020 |
|
RU2744741C1 |
| ТЕПЛООБМЕННИК С ЖИДКИМ ТЕПЛОНОСИТЕЛЕМ (ВАРИАНТЫ) | 2017 |
|
RU2662459C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА | 2004 |
|
RU2266493C1 |
| АППАРАТ ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА | 2004 |
|
RU2266494C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ГАЗОВОГО, ГАЗОКОНДЕНСАТНОГО МЕСТОРОЖДЕНИЯ | 2008 |
|
RU2373380C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ГАЗОВОГО, ГАЗОКОНДЕНСАТНОГО МЕСТОРОЖДЕНИЯ | 2008 |
|
RU2373381C1 |





Изобретение относится к области энергетики, а именно к аппаратам воздушного охлаждения газа, применяемым, в частности, для охлаждения природного газа после компрессорных станций. Техническим результатом, на достижение которого направлено заявляемое решение, является повышение ресурса и надежности работы, обеспечение его технологичности, ремонтопригодности и полной герметичности фланцевых соединений. Указанный технический результат достигается тем, что в аппарате воздушного охлаждения газа, включающем корпус с теплообменными модулями, содержащими размещенные рядами оребренные трубы и устройство для подачи в корпус межтрубной охлаждающей среды, выполненное в виде вентиляторов, крепление оребренных труб теплообменных модулей с трубными крышками выполнено разъемным, для чего в отверстиях трубных крышек выполнена резьба, аппарат дополнительно снабжен узлами крепления, каждый из которых содержит соединительный элемент, выполненный в виде штуцера, длина соседних соединительных элементов одного ряда оребренных трубок теплообменных модулей различна, а между фланцами размещены прокладки, причем часть поверхности каждой из прокладок соединена с соответствующим фланцем и друг с другом сваркой, выполненной с возможностью обеспечения герметичности аппарата воздушного охлаждения газа при его работе. 5 з.п. ф-лы, 6 ил.
1. Аппарат воздушного охлаждения газа, включающий корпус с теплообменными модулями, содержащими размещенные рядами оребренные трубы, и трубными крышками, подводящий и отводящий трубопроводы для прохождения технологического продукта, патрубки, соединяющие подводящий и отводящий трубопроводы с трубными крышками, а также устройство для подачи в корпус аппарата воздушного охлаждения газа межтрубной охлаждающей среды, выполненное в виде вентиляторов, отличающийся тем, что крепление оребренных труб теплообменных модулей с трубными крышками выполнено разъемным, для чего в отверстиях трубной крышки выполнена резьба, а аппарат воздушного охлаждения газа дополнительно снабжен узлами крепления, каждый из которых содержит соединительный элемент, выполненный в виде штуцера, имеющего по длине различный диаметр наружной поверхности и соединяющего трубную крышку с оребренной трубкой теплообменного модуля, длина соседних соединительных элементов одного ряда оребренных трубок теплообменных модулей различна, а патрубки снабжены фланцами, между которыми размещены прокладки, причем часть поверхности каждой из прокладок соединена с соответствующим фланцем и друг с другом сваркой, выполненной с возможностью обеспечения герметичности аппарата воздушного охлаждения газа при его работе.
2. Аппарат воздушного охлаждения газа по п.1, отличающийся тем, что содержит одноходовой пучок оребренных труб.
3. Аппарат воздушного охлаждения газа по п.1, отличающийся тем, что количество рядов труб каждого теплообменного модуля не менее двух.
4. Аппарат по п.1, отличающийся тем, что каждая прокладка соединена с контактирующим с ней фланцем сваркой по внутреннему диаметру прокладки.
5. Аппарат по п.1, отличающийся тем, что выполнен с возможностью обеспечения герметичности при работе при давлении свыше 100 атм и диаметрах патрубков свыше 400 мм.
6. Аппарат по п.1, отличающийся тем, что внешний диаметр прокладки не менее чем на 20 мм превышает внешний диаметр соединяемых фланцев.
| Способ обогащения сернистого газа | 1945 |
|
SU66494A1 |
| АППАРАТ ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА (ВАРИАНТЫ) | 2004 |
|
RU2331830C2 |
| АППАРАТ ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА | 2004 |
|
RU2266495C1 |
| RU 47501 U1, 27.08.2005 | |||
| US 5301518 A, 12.04.1994. | |||

