Изобретение относится к энергетике, в частности к нефтегазодобывающей, нефтегазоперерабатывающей промышленности, и может быть использовано при новом проектировании фланцевых и быстроразъемных соединений магистральных трубопроводов и систем высокого давления для соединения трубопроводов с диаметром свыше 400 мм, работающих, в том числе, и при давлении свыше 100 атм.
Известно фланцевое соединение оборудования по ГОСТ 25660-83, содержащее установленное между фланцами в канавках с конусными поверхностями уплотнительное кольцо из упругого материала - аналог.
Недостатком известного решения являются перекосы упругих прокладок (колец) как в процессе монтажа, так и в процессе эксплуатации из-за отсутствия центрирования канавок фланцевого соединения.
Известен способ изготовления фланцевого соединения, содержащего уплотнительную металлическую прокладку и соединительные элементы в виде резьбовых шпилек с гайками (Гульянц Г.М. «Справочное пособие по противовыбросовому оборудованию скважин».-М.: Недра, 1983 г., с.37-39) - аналог.
Недостатком известного решения является то, что уплотнительные прокладки после одноразового использования требуют восстановления как уплотнительных поверхностей самих прокладок, так и восстановления уплотняемых поверхностей фланцев. Это приводит к увеличению объема ремонтно-восстановительных работ оборудования для обеспечения герметичности соединений.
Известен способ изготовления фланцевого соединения, заключающийся в приваривании фланцев встык (Колесников Л.П. и др., «Соединения трубопроводов». Справочник. - М.: Издательство стандартов, 1988 г., т.2, с.59. - прототип.
Недостатком известного решения является невысокая надежность герметизации, так как в условиях вибрации и высоких давлений (от 21 МПа и выше) соединение разгерметизируется из-за отсутствия жесткой связи соединения.
Техническим результатом, на достижение которого направлено заявляемое изобретение, является повышение долговечности соединения при условии обеспечения его полной герметичности, а также обеспечение ремонтопригодности и сохранение работоспособности соединения при его многократной сборке-разборке.
Указанный технический результат достигается тем, что в способе изготовления обеспечивающего герметичность фланцевого соединения к торцу каждого из фланцев предварительно приваривают, по меньшей мере, одну металлическую прокладку, причем сварку осуществляют по внутреннему размеру прокладки, размер прокладки выбирают из условия - внешний размер прокладки больше диаметра каждого из соединяемых фланцев, в качестве материала прокладок используют металл, свариваемый с металлом, из которого изготовлены фланцы, и с пластичностью выше, чем пластичность материала фланцев, после чего два фланца соединяют друг с другом посредством крепежного соединения, а выступающие над поверхностью фланцев прокладки приваривают друг к другу. Внутренний и наружный размеры прокладок могут быть выражены, например, диаметром для прокладок в форме кольца.
Способ, в котором фланцевое соединение могут изготавливать обеспечивающим герметичность при работе при давлении свыше 100 атм.
Способ, в котором фланцевое соединение могут изготавливать для соединения трубопроводов с диаметром свыше 400 мм.
Способ, в котором могут использовать прокладки, выполненные из одного материала, который совместим с материалом фланцев для получения сварного соединения.
Способ, в котором могут использовать прокладки, выполненные из разных материалов, которые совместимы друг с другом и с материалом фланцев для получения сварного соединения.
Способ, в котором могут использовать фланцы из углеродистой стали.
Способ, в котором могут использовать прокладки из мягкой стали или латуни.
Способ, в котором в качестве мягкой стали могут использовать Ст35, а в качестве латуни - CuZn37.
Способ, в котором могут использовать фланцы из нержавеющей стали Cr-Ni.
Способ, в котором могут использовать прокладки из мягкой стали, среднеуглеродистой стали или алюминия.
Способ, в котором в качестве среднеуглеродистой стали могут использовать Ст60, а в качестве алюминия - Al-Mg 1-5.
Способ, в котором внешний размер (диаметр) прокладки выбирают не менее чем на 20 мм превышающем внешний диаметр соединяемых фланцев, а толщину сварного шва могут выполнять не более толщины прокладки, причем максимальный внешний размер (диаметр) прокладки определяется и ограничен размером (диаметром) расположения болтов фланцевого соединения.
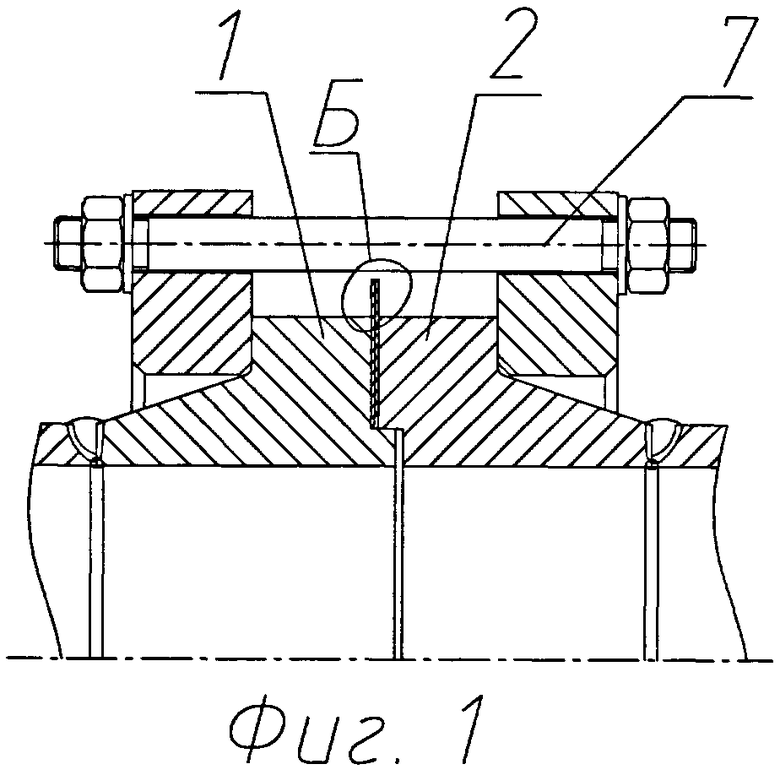
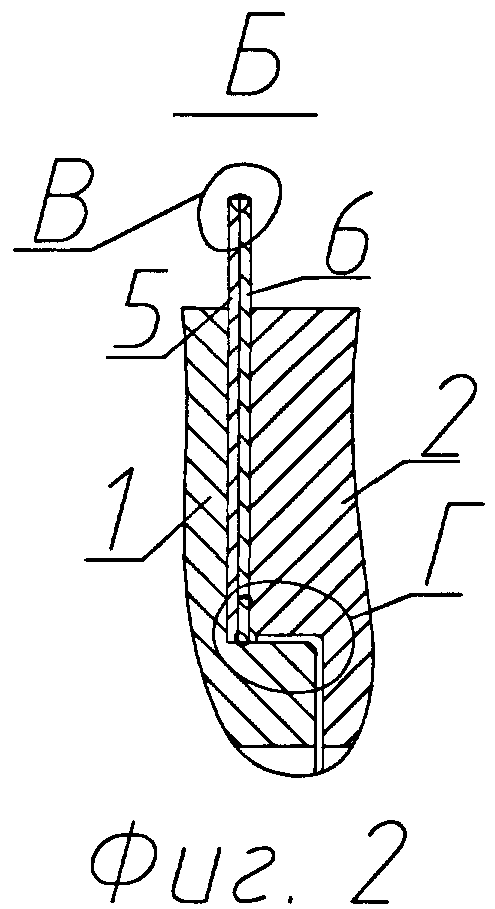
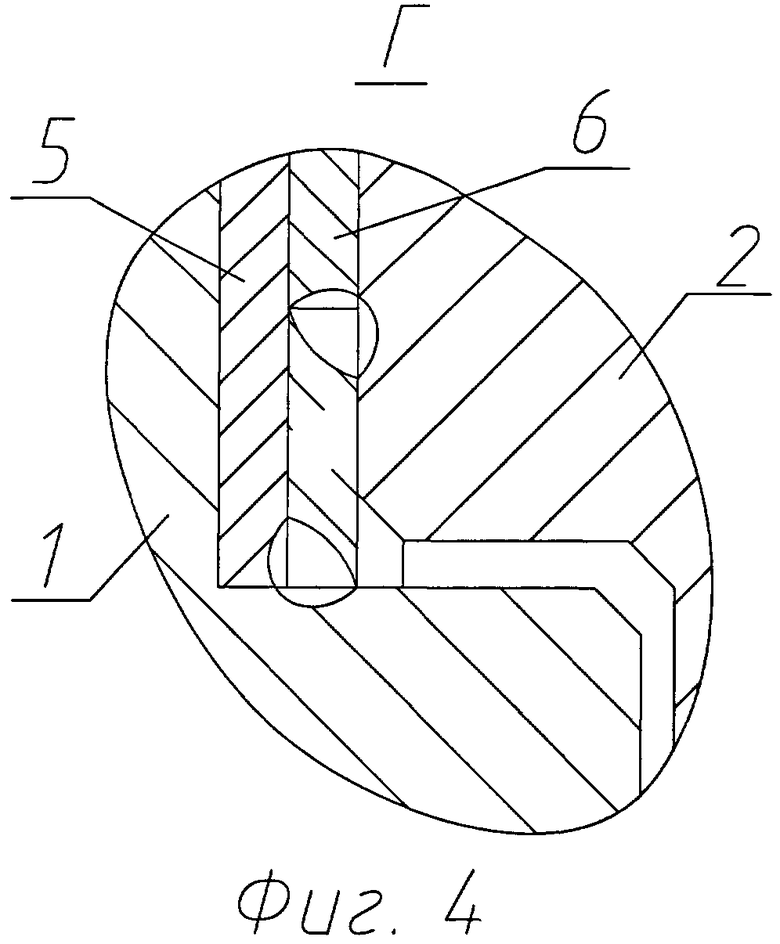
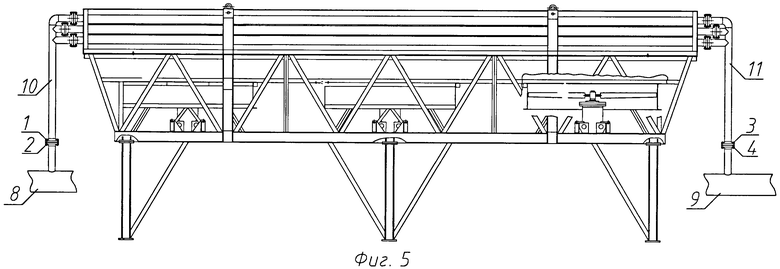
Заявляемый способ проиллюстрирован на фиг.1-5, где на фиг.1 представлен фрагмент фланцевого соединения, на фиг.2 - вид Б фиг.1, на фиг.3 - представлен вид В на фиг.2, на фиг.4 - представлен вид Г на фиг.2, на фиг.5 - агрегат воздушного охлаждения (АВО) газа газоперекачивающей станции.
Заявляемый способ основан на следующем. Как известно, фланцевое уплотнение разъемов агрегатов, работающих при высоких температурах и давлении (270-300°С и 150 кг/см2) требуют для обеспечения герметичности разъема сжимающего усилия на фланцах разъема порядка 6000 кг/см2. При работе агрегата сжимающее усилие на фланцах приводит к повышенной деформации прокладок и их практически невозможно использовать повторно после разборки фланцевого соединения. Кроме того, с учетом того, что при таком давлении и сжимающем усилии на фланцах происходит диффузия прокладки в материал фланцев, что делает невозможным повторное использование фланцев после их разборки с гарантией обеспечения полной герметичности соединения.
Известны фланцевые соединения (прототип) в которых, по мнению авторов, герметичность возможно обеспечить путем лишь сварного соединения фланцев без «дублирования» резьбовыми соединениями. Однако данное решение не может обеспечить полную герметизацию соединения, так как в условиях вибрации и высоких давлений (от 210 кг/см2 и выше) соединение разгерметизируется из-за отсутствия жесткой связи соединения.
В заявляемом способе фланцевого соединения для обеспечения герметичности фланцевого соединения предлагается одновременно использовать прокладки, приваренные к соответствующему фланцу и в последствии сваренные друг с другом, и резьбовое соединение фланцев. Заявляемый способ позволяет получить технический результат, который не обеспечивался известными решениями в отдельности, а именно обеспечение его полной герметичности при многократной сборке-разборке фланцевого соединение.
Заявляемое фланцевое соединение работает следующим образом.
Например, при работе АВО газа газоперекачивающего агрегата его соединение с подводящими и отводящими рабочую среду трубопроводами и патрубками диаметр которых близок или превышает 400 мм, осуществляется с помощью фланцевых соединений. В связи с тем, что большинство газоперекачивающих агрегатов работают в условия высоких давлений, а АВО газа еще и в условиях высоких температур, то известные и используемые в настоящее время фланцевые соединения не предназначены для их повторного использования с обеспечением полной герметичности. В настоящее время широко известны ситуации, когда для замены теплообменной трубки АВО газа необходимо произвести демонтаж всей конструкции АВО газа с проведением демонтажа всех или большинства фланцевых соединений, которые в дальнейшем подлежат замене из-за невозможности их повторного использования.
При использовании заявляемого способа, демонтаж фланцевого соединения осуществляется путем простого срезания выступающей части сваренных друг с другом прокладок и последующего демонтажа крепежных элементов фланцевого соединения. После чего, фланцевое соединение может быть разъединено. После проведения необходимого ремонта ремонта АВО газа, работоспособность фланцевого соединения с обеспечением полной герметичности может быть восстановлена путем крепежного соединения и последующей сварки выступающих частей прокладок между собой.
Пример конкретного выполнения
Теплообменная часть АВО газа на 120 атм, диаметр патрубков 500 мм, диаметр фланцев 620 мм, материал фланцев Ст60, количество шпилек 23 штуки М 36, материал шпилек Ст40, материал прокладок CuZn37, наружный диаметр прокладок 680 мм. Фланцевое соединение обеспечило полную герметичность соединения и ремонтопригодность, а также сохранение работоспособности соединения при его сборке-разборке в течение года.
Приведенный пример конкретизирует, но не ограничивает возможность применения заявляемого способа, так как заявляемый технический результат будет достигаться и при небольших диаметрах соединяемых фланцевым соединением трубопроводов и при невысоких рабочих давлениях, в данном случае целесообразность применения данного решения определяется только экономическими аспектами.
| название | год | авторы | номер документа |
|---|---|---|---|
| АППАРАТ ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА | 2009 |
|
RU2415365C1 |
| ФЛАНЦЕВАЯ МЕТАЛЛИЧЕСКАЯ ПРОКЛАДКА | 2013 |
|
RU2554128C1 |
| СПОСОБ ТЕПЛОВОЙ ИЗОЛЯЦИИ ЗАПОРНОЙ АРМАТУРЫ ТРУБОПРОВОДОВ НАДЗЕМНОЙ ПРОКЛАДКИ И ТЕПЛОИЗОЛЯЦИОННОЕ УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2014 |
|
RU2575534C2 |
| ГИДРОЦИЛИНДР | 2001 |
|
RU2219384C2 |
| ГИДРОЦИЛИНДР | 2001 |
|
RU2219383C2 |
| ГИДРОЦИЛИНДР | 2001 |
|
RU2219381C2 |
| ГИДРОЦИЛИНДР | 2001 |
|
RU2219382C2 |
| УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА ДЛЯ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ | 2023 |
|
RU2810895C1 |
| Задвижка клиновая сварная и способ её сборки | 2021 |
|
RU2774560C1 |
| УПЛОТНЕНИЕ РАЗЪЕМНОГО СОЕДИНЕНИЯ | 2012 |
|
RU2489633C1 |
Изобретение относится к энергетике и может быть использовано при проектировании фланцевых и быстроразъемных соединений магистральных трубопроводов и систем высокого давления. В способе изготовления обеспечивающего герметичность фланцевого соединения к торцу каждого из фланцев предварительно приваривают, по меньшей мере, одну металлическую прокладку, причем сварку осуществляют по внутреннему размеру прокладки, размер прокладки выбирают из условия - внешний размер прокладки больше диаметра каждого из соединяемых фланцев. В качестве материала прокладок используют металл, свариваемый с металлом, из которого изготовлены фланцы и с пластичностью выше, чем пластичность материала фланцев. Два фланца соединяют друг с другом посредством крепежного соединения, а выступающие над поверхностью фланцев прокладки приваривают друг к другу. Изобретение повышает долговечность соединения при условии обеспечения его герметичности. 10 з.п. ф-лы, 5 ил.
1. Способ изготовления обеспечивающего герметичность фланцевого соединения, заключающийся в том, что к каждому из фланцев предварительно приваривают, по меньшей мере, одну металлическую прокладку, причем сварку осуществляют по внутреннему диаметру прокладки, диаметр прокладки выбирают из условия - внешний диаметр прокладки больше диаметра каждого из соединяемых фланцев, в качестве материала прокладок используют металл, свариваемый с металлом, из которого изготовлены фланцы, и с пластичностью выше, чем пластичность материала фланцев, после чего два фланца соединяют друг с другом посредством крепежного соединения, а выступающие над поверхностью фланцев прокладки приваривают друг к другу.
2. Способ по п.1, отличающийся тем, что используют прокладки, выполненные из одного материала, который совместим с материалом фланцев для получения сварного соединения.
3. Способ по п.1, отличающийся тем, что используют прокладки, выполненные из разных материалов, которые совместимы друг с другом и с материалом фланцев для получения сварного соединения.
4. Способ по п.1, отличающийся тем, что используют фланцы из углеродистой стали.
5. Способ по п.1, отличающийся тем, что используют прокладки из мягкой стали или латуни.
6. Способ по п.5, отличающийся тем, что в качестве мягкой стали используют Ст35, а в качестве латуни - CuZn37.
7. Способ по п.1, отличающийся тем, что используют фланцы из нержавеющей стали Cr-Ni.
8. Способ по п.7, отличающийся тем, что используют прокладки из мягкой стали, среднеуглеродистой стали или алюминия.
9. Способ по п.8, отличающийся тем, что в качестве среднеуглеродистой стали используют Ст60, а в качестве алюминия - Al-Mg 1-5.
10. Способ по п.1, отличающийся тем, что внешний диаметр прокладки выбирают не менее чем на 20 мм превышающим внешний диаметр соединяемых фланцев.
11. Способ по п.1, отличающийся тем, что толщину сварного шва выполняют не более толщины прокладки.
| ФЛАНЦЕВОЕ СОЕДИНЕНИЕ ТРУБОПРОВОДОВ | 0 |
|
SU237495A1 |
| Фланцевое соединение | 1983 |
|
SU1204852A1 |
| ВСССОЮЗНАЯ I ПАТЕнтно-ггх;;:?:г:к^я| | 0 |
|
SU369336A1 |
| US 5163715 А, 17.11.1992 | |||
| КОЛЕСНИКОВ Л.П | |||
| и др | |||
| Справочник | |||
| Соединение трубопроводов | |||
| - М.: Издательство стандартов, 1988, т.2, с.59. | |||

