Изобретение относится к энергетическому машиностроению и может быть использовано при изготовлении аппаратов воздушного охлаждения газа.
Известен способ изготовления теплообменника, заключающийся в сборке компонентов корпуса теплообменника в зажимном устройстве так, чтобы имелись разделенные промежутком трубопроводы, разделенные промежутками трубки, проходящие между трубопроводами боковые стенки, которые располагают между трубопроводами по бокам бака, и гофрированные ребра, размещают между соседними трубками и между боковыми стенками и соседней трубкой с каждого бока каркаса, ослабляют боковые стенки в точке между ее концами так, чтобы снизить ее способность быть устойчивой к растяжению, но не существенно повлиять на ее способность противостоять изгибу, затем подвергают результат сборки температурам пайки твердым припоем до спайки компонентов вместе и обеспечения возможности разрыва каждой боковой стенки в упомянутой точке в результате воздействия вызванного температурой напряжения (см. RU №2001126260, F 28 D 9/00).
Наиболее близким аналогом заявляемого способа по технической сущности и достигаемому результату является способ сборки и установки трубного пучка кожухотрубного теплообменника, при котором производят подсборку каркаса путем соединения тягами трубной доски, дистанционирующих решеток и трубной доски плавающей головки. Затем каркас заводят внутрь кожуха, центрируют каркас относительно фланцев данного кожуха и крепят его к последнему. При этом трубная доска крепится к кожуху при помощи кольца, шпилек, гаек через уплотнительную прокладку, а трубную доску плавающей головки прикрепляют к переходнику при помощи разъемного кольца, приваренных к нему гаек, шпилек, гаек через прокладку. С другой стороны переходник крепят к кожуху посредством шпилек, гаек и прокладки. После установки каркаса в кожухе производят набивку теплообменных труб, которые имеют технологический припуск на механическую обработку. Затем осуществляют механическую обработку концов труб так, чтобы их вылет относительно, например, трубной доски составлял в зависимости от способа сварки от 0 до 3 мм. Производят неглубокую механическую развальцовку концов выставленных труб с целью выдержки размера вылета труб, необходимого для качественного производства сварки. Далее осуществляют предварительную приварку групп труб, состоящих из 10-20 труб и симметрично расположенных относительно оси каркаса. Далее приваренные трубы обрабатывают с другого конца под сварку и сваривают с трубной доской плавающей головки. Таким образом, трубные доски по всей площади жестко соединяются группами теплообменных труб, выполняющих одновременно роль стягивающих элементов дополнительно к тягам. Проводят дальнейшую сварку концов труб в такой же определенной последовательности чередования приварки к трубным доскам. После сварки теплообменных труб осуществляют их развальцовку в трубных досках любым из методов, применяемых в технике. По окончании сборки контролируют теплообменник на прочность и плотность задержки труб в трубные доски, используя при этом кольцо и переходник, способствующие заданию в кожухе замкнутого объема испытательной среды. Затем разбирают и снимают кольцо и переходник, после чего трубный пучок и кожух готовы для дальнейшей сборки (см. SU 1210539, F 28 D 7/00).
Задачей настоящего изобретения является повышение технологичности сборки аппарата воздушного охлаждения газа при одновременном снижении трудо- и материалозатрат и повышении теплотехнической эффективности.
Поставленная задача решается за счет того, что способ изготовления теплообменного аппарата воздушного охлаждения газа, осуществляемый в соответствии с изобретением, предусматривает изготовление теплообменных оребренных труб, изготовление каркаса, по крайней мере одной теплообменной секции с боковыми стенами и объединяющими их балками, изготовление камер входа и выхода газа, набивку пучка теплообменных труб, изготовление коллекторов подвода и отвода газа, опорной конструкции аппарата с опорами под двигатели вентиляторов и сборку элементов аппарата, причем каждую боковую стену теплообменной секции выполняют в виде швеллера с полками, обращенными к теплообменным трубам и размещенными на внутренней поверхности стенки швеллера продольно ориентированными вытеснителями - обтекателями потока охлаждающей среды, образующими ребра жесткости швеллера, которые устанавливают по высоте стенки швеллера с шагом в осях, соответствующим двойному шагу между рядами труб в пучке, при этом, по крайней мере, часть объема каждой крайней трубы в ряду и/или ее оребрения, по крайней мере, через один ряд при набивке заводят под свес полки швеллера соответствующей боковой стены теплообменной секции аппарата, при этом опору под двигатель каждого вентилятора выполняют подвесной, состоящей из центрального опорного элемента и тяжей, соединяющих его с соответствующими узлами опорной конструкции аппарата воздушного охлаждения газа.
Для объединения боковых стен теплообменной секции могут быть использованы нижние и верхние поперечные балки, которые устанавливают с шагом в осях по длине боковых стен, составляющим (0,08-0,15) L, где L - длина трубы пучка между камерами входа и выхода газа, м.
Боковые стены каркаса могут быть изготовлены путем установки на плазу их заготовок с фиксацией струбцинами, преимущественно в вертикальном положении с последующим креплением к ним вытеснителей - обтекателей, которые устанавливают с уклоном от одного торца каждой стенки к другому, определяемым отношением разницы одноименных высотных отметок камер входа и выхода газа к расстоянию между их обращенными к пучку труб стенками.
При набивке секции пучком труб количество рядов труб по высоте пучка могут быть приняты от двух до четырнадцати, а в каждом ряду может быть размещено от 12 до 125 труб.
В каждом четном ряду, считая снизу, количество труб может быть принято четным, а в каждом нечетном ряду - нечетным, или в каждом четном ряду, считая снизу, количество труб может быть принято нечетным, а в каждом нечетном - четным.
По крайней мере, часть труб могут быть выполнены двухслойными из материалов с различной теплопроводностью, предпочтительно биметаллическими, в которых внешние слои и их оребрение выполнены из высокотеплопроводного металла или сплавов, преимущественно из алюминиевого сплава с коэффициентом теплопроводности не менее, чем на 5% превышающим теплопроводность материала внутреннего слоя, в качестве которого использована предпочтительно сталь, или по крайней мере части труб внешний слой и/или их оребрение могут быть выполнены из меди или медьсодержащих сплавов, или по крайней мере у части труб внешний слой и/или их оребрение могут быть выполнены из высокопрочного и стойкого к агрессивным факторам межтрубной среды материала, например из титана или титансодержащих сплавов, или имеющих покрытие, по крайней мере, внешней поверхности и оребрение из высокотеплопроводного и стойкого к агрессивным средам материала, например алюминия или меди.
Набивку первого ряда многорядного пучка одноходовых оребренных труб можно производить предпочтительно с предварительной установкой на элементы каркаса секции дистанцирующих элементов, обеспечивающих заданный шаг труб в ряду, а трубы каждого ряда, начиная со второго по высоте пучка, можно отделять друг от друга такими же или аналогичными дистанцирующими элементами, обеспечивающими заданный шаг труб в рядах и между рядами.
Трубы в пучке можно укладывать с обеспечением передачи нагрузки от труб через дистанцирующие элементы на каркас секции.
Камеру входа или выхода газа можно изготавливать путем выполнения заготовок из металлического листа для боковых, верхней, нижней и торцевых стенок и для не менее двух силовых, имеющих отверстия для пропуска через них потока газа перегородок камеры, последующей сборки и соединения на сварке боковых стенок с силовыми перегородками и через них между собой с образованием единой жесткой конструкции, к которой присоединяют верхнюю и нижнюю стенки, после чего в одной из боковых стенок, образующей трубную доску, выполняют отверстия под концы теплообменных труб, а в другой боковой стенке, образующей внешнюю доску, выполняют соосные с отверстиями в трубной доске резьбовые отверстия для обеспечения возможности введения технологических инструментов для закрепления концов труб в трубной доске и последующей установки заглушек преимущественно на резьбе в отверстиях внешней доски, а в нижней и/или в верхней стенках выполняют отверстия под патрубки преимущественно с фланцами для соединения с коллектором соответственно подвода или отвода газа.
Отверстия в силовых перегородках можно выполнять до или после присоединения их к стенкам камеры.
Отверстия в силовых перегородках можно выполнять с обеспечением пропускной способности, превышающей не менее чем на 5,9% суммарную пропускную способность не менее чем 2/3 теплообменных труб, соединенных с трубной доской.
При сборке камеры вначале на боковую стенку, образующую трубную доску, можно устанавливать с временной фиксацией, например, прихваткой, перегородки, а затем устанавливать также с временной фиксацией вторую боковую стенку, образующую внешнюю доску камеры, после чего на стенки устанавливать технологические элементы, обеспечивающие дополнительную временную фиксацию стенок и возможность поворота конструкции для приварки перегородок, а также верхней и нижней стенок камеры.
Сварку стенок и силовых перегородок можно производить на технологических опорах преимущественно с предварительным подогревом в среде инертного газа, например CO2, с последующей зачисткой сварных швов и технологическим контролем.
Перед выполнением отверстий в боковых стенках камеру можно подвергать термической обработке с последующей очисткой, например дробеструйной, и приваркой реперных технологических платиков.
После выполнения отверстий в боковых стенках камера может быть перемещена на стапель сборки аппарата воздушного охлаждения газа или на стапель сборки секции аппарата воздушного охлаждения газа, а закрепление торцевых стенок камеры с остальными стенками камеры может быть произведено после выполнения операций заведения концов труб в отверстия трубной доски и их приварки к трубной доске.
Центральный опорный элемент обычно выполняют в виде многогранного раструба с имеющей центральное сквозное отверстие опорной площадкой под двигатель вентилятора и соединенными с ней и между собой образующими боковые грани раструба чередующимися по его периметру опорными и соединительными пластинами. Опорные пластины могут выполнять с конфигурацией, соответствующей конфигурации обращенных к ним опорных площадок концевых участков тяжей, преимущественно прямоугольными, и располагают опорные пластины с возможностью контакта по поверхности с поверхностью опорной площадки концевого участка соответствующего тяжа. Соединительные пластины могут выполнять в виде попарно идентичных трапеций, обращенных меньшими основаниями к опорной площадке под двигатель вентилятора, причем трапеции каждой пары размещают диаметрально противоположно друг другу, при этом центральный опорный элемент выполняют предпочтительно на стапеле.
Центральный опорный элемент могут выполнять с двумя взаимно перпендикулярными плоскостями зеркальной симметрии, проходящими через середины противоположно размещенных пар соединительных пластин и центральную ось симметрии опорного элемента, и двумя плоскостями косой симметрии, проходящими через середины пар опорных пластин и центральную ось симметрии опорного элемента и расположенных под углом α друг к другу, определенным зависимостью 90°<α<110°.
Опорную конструкцию аппарата воздушного охлаждения газа могут выполнять из стержневых элементов, образующих плоскую в плане преимущественно горизонтальную решетчатую конструкцию с продольными и поперечными поясами, образующими отсеки, в которых смонтированы подвесные опоры под двигатели вентиляторов, при этом тяжи для подвески опор могут выполнять в виде жестких стержневых элементов.
Каждый коллектор подвода или отвода газа могут выполнять путем изготовления по крайней мере промежуточных секций его корпуса с отверстиями под патрубки с фланцами для присоединения к камерам входа или выхода газа теплообменной секции аппарата, изготовления торцевых элементов корпуса в виде днищ двоякой кривизны, а также изготовления фланцев преимущественно с патрубками. Сборку и сварку корпуса коллектора могут выполнять путем пристыковывания промежуточных секций к центральной цилиндрической секции в виде тройника с двумя соосными примыкающим к ним промежуточным секциям цилиндрическими, имеющими диаметр не меньший диаметра промежуточных секций, участками и примыкающим к этим участкам под углом преимущественно 90° третьим также цилиндрическим участком для присоединения к газопроводу, приваривание к промежуточным секциям днищ. После чего как правило устанавливают на корпус коллектора патрубки с фланцами с фиксацией фланцев по плоскости, углу поворота и обеспечением проектного расстояния между фланцами с последующим их присоединением к корпусу. Для расточки корпус коллектора могут устанавливать на технологических опорах, по крайней мере часть из которых могут выполнять с двумя опорными плоскостями, расположенными под углом друг к другу с возможностью опирания на них корпуса коллектора с одновременным касанием по крайней мере по двум образующим его цилиндрической поверхности, и могут дополнительно фиксировать корпус не менее, чем одним накидным прижимным элементом.
Могут использовать центральную цилиндрическую секцию в виде цельнотянутого тройника.
В промежуточных секциях корпуса, расположенных с каждой стороны от центральной секции, могут выполнять от 2 до 8 отверстий под патрубки с фланцами для присоединения к камерам входа или выхода газа теплообменной секции аппарата.
Фланцы могут выполнять воротниковыми с коническим расширением в зоне примыкания к камере входа или выхода газа, причем коническое расширение могут выполнять с углом наклона образующей к контактной плоскости фланца, составляющим 72 - 87°.
Могут использовать центральную секцию длиной, составляющей 0,45 - 0,74 от расстояния между осями ближайших к ней патрубков для соединения с камерами входа или выхода газа теплообменной секции аппарата.
Отверстия в промежуточных секциях корпуса под наиболее удаленные от центральной секции корпуса патрубки для соединения с камерами входа или выхода газа могут выполнять на расстоянии их осей от ближайшего к ним торца промежуточных секций, в которых они образованы, не меньшем диаметра промежуточной секции.
Технический результат, обеспечиваемый изобретением, состоит в повышении технологичности сборки аппарата и его элементов при одновременном снижении трудо- и материалозатрат и повышении теплотехнической эффективности теплообменных секций и надежности аппарата в целом за счет изготовления стен теплообменных секций, позволяющего оптимально использовать теплообменный объем секции и оптимизировать подачу к трубам внешней охлаждающей среды за счет снижения энергетических затрат на подачу внешней охлаждающей среды с исключением необходимости обратных перетоков в пристенных зонах камер и совмещения функций элементов камер, обеспечивающих указанный теплотехнический эффект и одновременно повышение жесткости каркаса теплообменных секций.
Изобретение поясняется чертежами, на которых изображено
на фиг.1 - аппарат воздушного охлаждения газа, вид сбоку;
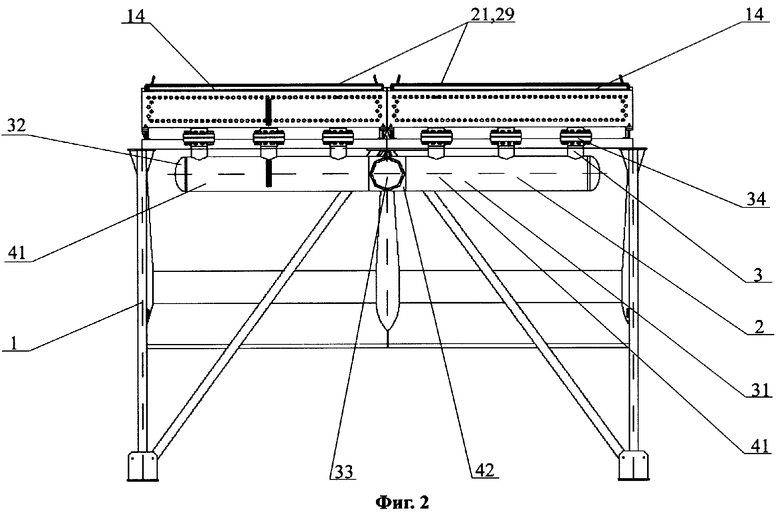
на фиг.2 - то же, вид с торца;
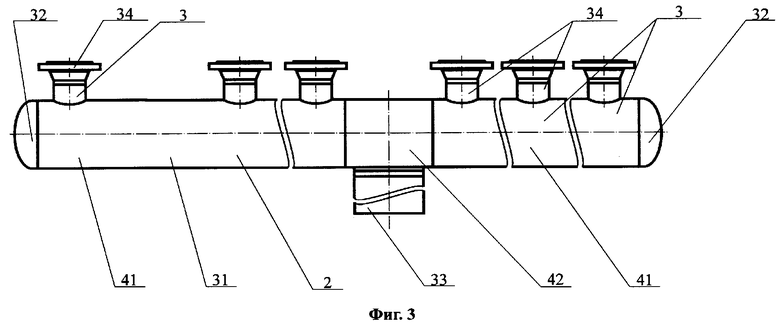
на фиг.3 - коллектор подвода или отвода газа, вид сбоку;
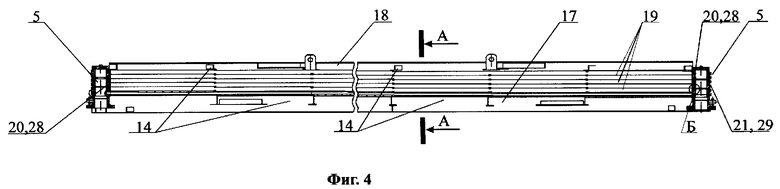
на фиг.4 - разрез теплообменной секции;
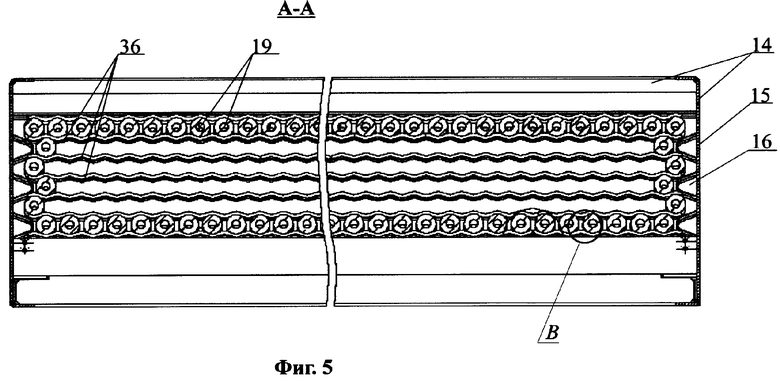
на фиг.5 - разрез А-А на фиг.4;
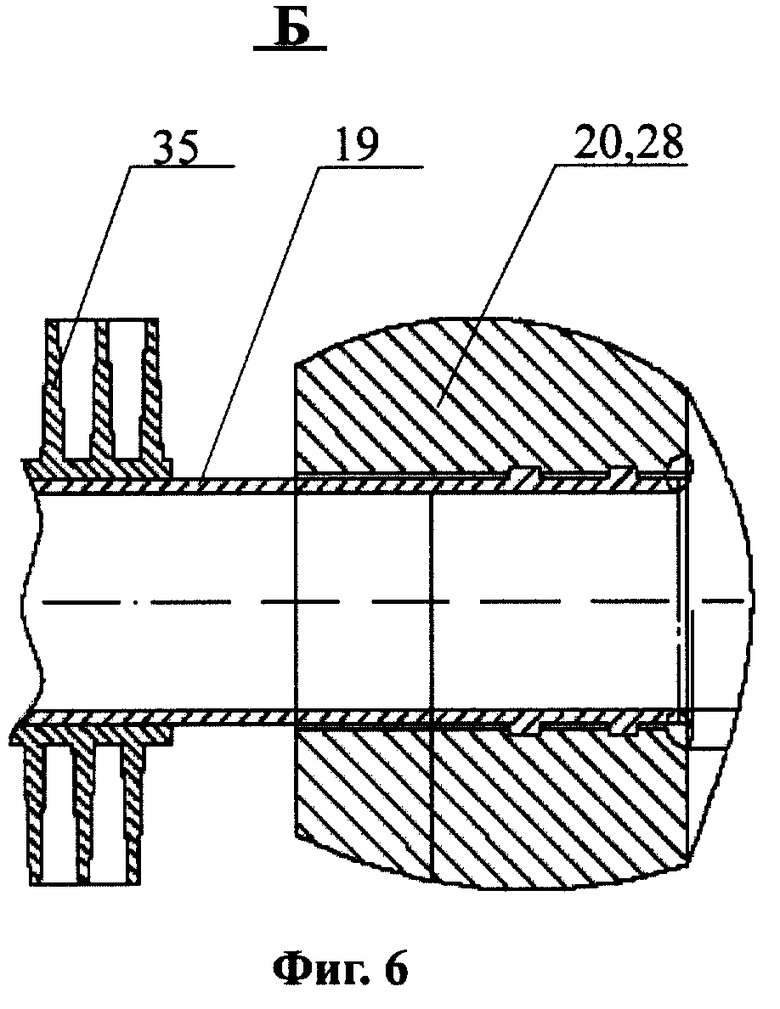
на фиг.6 - узел Б на фиг.4;
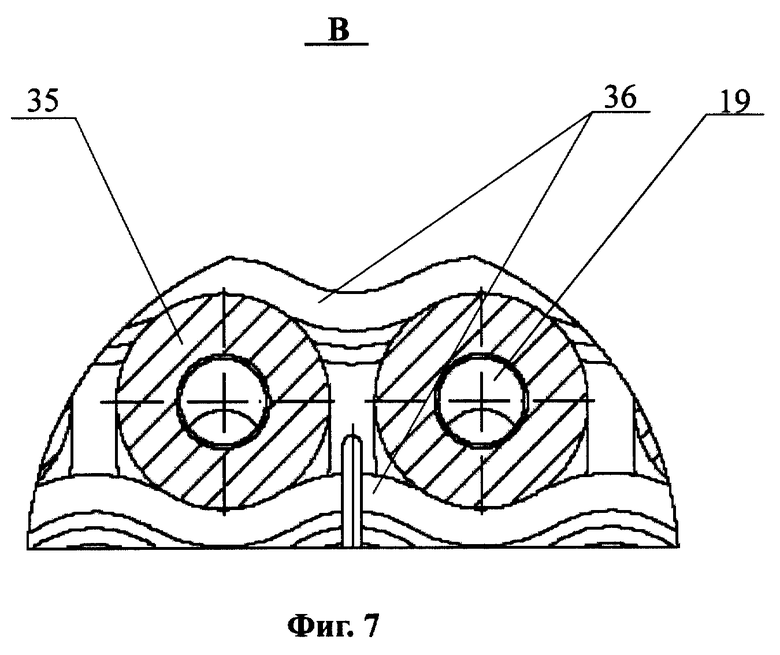
на фиг.7 - узел В на фиг.5;
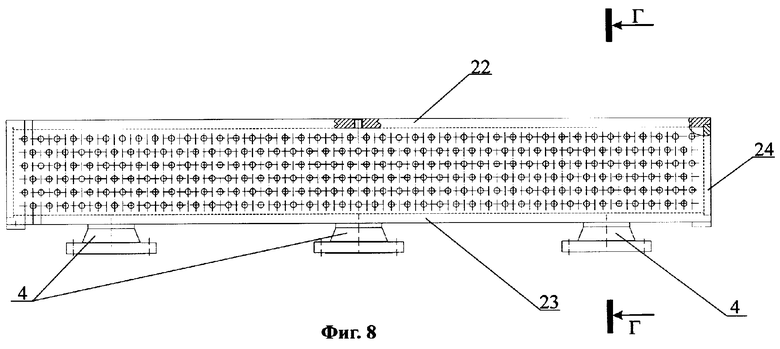
на фиг.8 - камера входа или выхода газа;
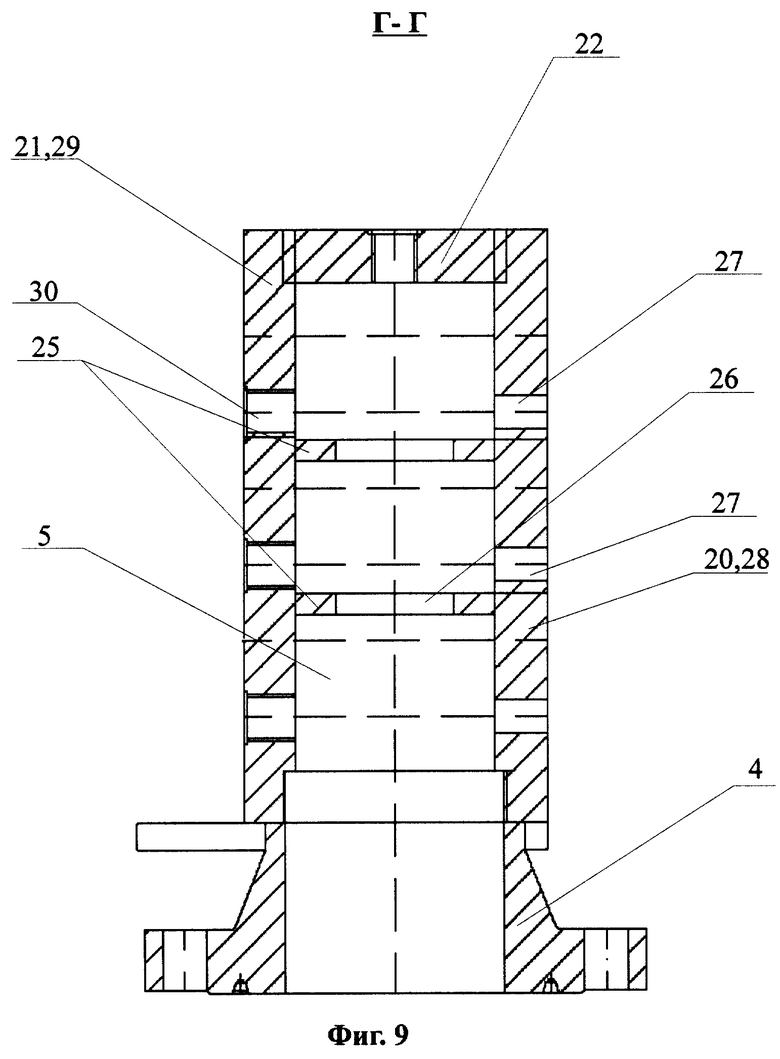
на фиг.9 - разрез Г-Г на фиг.8.
на фиг.10 - опорная конструкция аппарата воздушного охлаждения газа, вид сбоку;
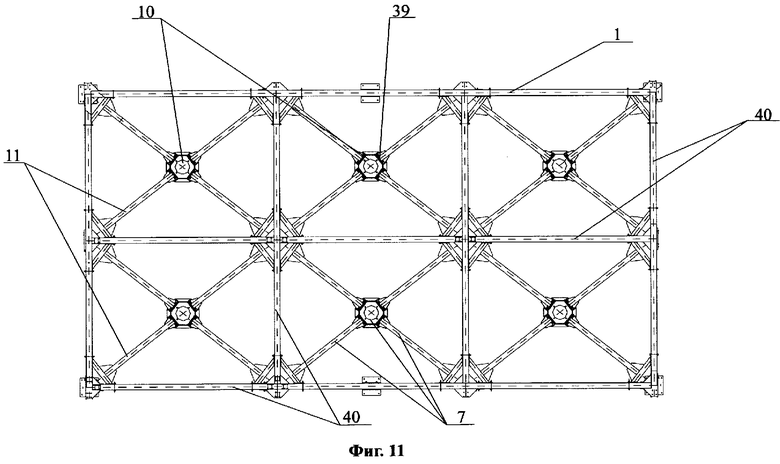
на фиг.11 - опорная конструкция аппарата воздушного охлаждения газа, вид сверху;
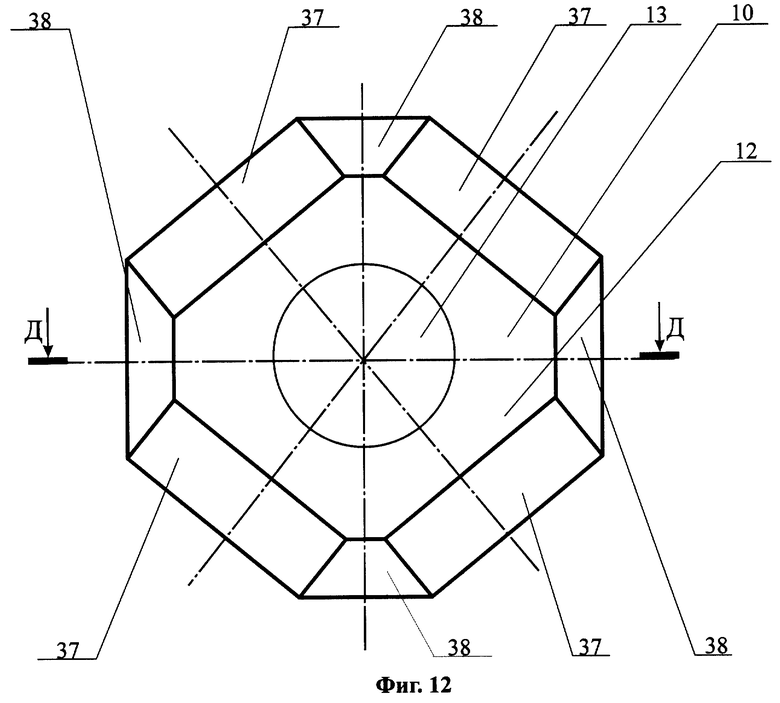
на фиг.12 - центральный опорный элемент опорной конструкции, вид сверху;
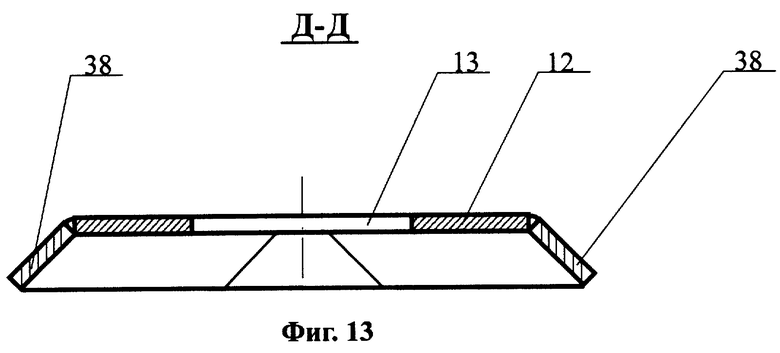
на фиг.13 - центральный опорный элемент опорной конструкции, разрез Д - Д на фиг 12.
Аппарат воздушного охлаждения газа включает опорную конструкцию 1, на которой размещены коллекторы 2 подвода или отвода газа, соединенные патрубками 3 с соответствующими патрубками 4 камеры 5 входа или выхода газа теплообменной секции 6. На опорной конструкции 1 закреплены опоры 7 под двигатели 8 вентиляторов 9 для подачи внешней охлаждающей среды, преимущественно воздуха. Опоры 7 состоят из центрального опорного элемента 10 и тяжей 11, соединяющих его с соответствующими узлами опорной конструкции 1. Центральный опорный элемент 10 имеет форму многогранного раструба с опорной площадкой 12 под двигатель 8 вентилятора 9, имеющей центральное сквозное отверстие 13.
Теплообменная секция 6 состоит из каркаса 14, образованного боковыми стенками 15, на внутренней поверхности которых размещены вытеснители-обтекатели 16, и нижними 17 и верхними 18 балками, расположенными между боковыми стенками 15. Внутри каркаса 14 теплообменной секции 6 размещены оребренные теплообменные трубы 19, образующие многорядный пучок.
Камера 5 входа или выхода газа состоит из боковых стенок 20 и 21, верхней стенки 22, нижней стенки 23, торцевых стенок 24 и силовых перегородок 25 с отверстиями 26 для пропуска через них потока газа. Одна из боковых стенок 20 камеры 5 выполнена с отверстиями 27 и образует трубную доску 28, в которой закреплены концы теплообменных труб 20. Другая боковая стенка 21 образует внешнюю доску 29 и выполнена с резьбовыми отверстиями 30, соосными отверстиям 27 в трубной доске 28. Резьбовые отверстия 30 предназначены для обеспечения возможности введения технологических инструментов для закрепления концов труб 19 в трубной доске 28 и последующей установки заглушек преимущественно на резьбе.
Коллектор 2 подвода или отвода газа выполнен в виде сосуда, работающего под давлением, и включает цилиндрический корпус 31 с торцевыми элементами в виде днищ 32 двоякой кривизны, патрубок 33 для соединения с газопроводом, патрубки 3 с фланцами 34, преимущественно воротниковыми, для соединения с камерой 5 входа или выхода газа.
Аппарат воздушного охлаждения газа изготавливают следующим образом.
Осуществляют изготовление теплообменных оребренных труб 19, изготовление каркаса 14, по крайней мере, одной теплообменной секции 6 с боковыми стенами 15 и объединяющими их нижней и верхней балками 17 и 18 и производят набивку теплообменной секции 6 оребренными теплообменными трубами 19. Изготавливают камеру 5 входа или выхода газа, коллектора 2 подвода или отвода газа, а также опорную конструкцию аппарата 1.
Изготовление перечисленных выше элементов аппарата воздушного охлаждения газа осуществляют следующим образом.
При изготовлении каркаса 14 теплообменной секции 6 каждую боковую стену 15 выполняют в виде швеллера с полками, обращенными внутрь каркаса 14, то есть к теплообменным трубам 19. На внутренней поверхности стенки 15 швеллера устанавливают и закрепляют продольно ориентированные вытеснители-обтекатели 16 потока охлаждающей среды, образующие ребра жесткости швеллера. Вытеснители-обтекатели 16 потока охлаждающей среды устанавливают по высоте стенки 15 швеллера с шагом в осях, соответствующим двойному шагу между рядами теплообменных труб 19 в пучке, при этом, по крайней мере, часть объема каждой крайней трубы 19 в ряду и/или ее оребрения 35 по крайней мере через один ряд при набивке заводят под свес полки швеллера соответствующей боковой стены 15 теплообменной секции 6 аппарата.
Боковые стены 15 теплообменной секции 6 объединяют нижними 17 и верхними 18 поперечными балками, которые устанавливают с шагом в осях по длине боковых стен 15, составляющим (0,08-0,15) L, где L - длина трубы 19 пучка между камерами 5 входа и выхода газа, м.
Боковые стены 15 каркаса 14 могут быть изготовлены путем установки на плазу их заготовок с фиксацией струбцинами, преимущественно в вертикальном положении с последующим креплением к ним вытеснителей-обтекателей 16, которые устанавливают с уклоном от одного торца каждой стены 15 к другому, определяемым отношением разницы одноименных высотных отметок камер 5 входа и выхода газа к расстоянию между их обращенными к пучку труб 19 стенками.
При набивке секции 6 пучком труб 19 количество рядов труб 19 по высоте пучка могут быть приняты от двух до четырнадцати, а в каждом ряду может быть размещено от 12 до 125 труб.
В каждом четном ряду, считая снизу, количество труб 19 может быть принято четным, а в каждом нечетном ряду - нечетным, или в каждом четном ряду, считая снизу, количество труб 19 может быть принято нечетным, а в каждом нечетном - четным.
По крайней мере, часть труб 19 могут быть выполнены двухслойными из материалов с различной теплопроводностью, предпочтительно биметаллическими, в которых внешние слои и их оребрение 35 выполнены из высокотеплопроводного металла или сплавов, преимущественно из алюминиевого сплава с коэффициентом теплопроводности не менее, чем на 5% превышающим теплопроводность материала внутреннего слоя, в качестве которого использована предпочтительно сталь.
По другому варианту исполнения, по крайней мере, у части труб 19 внешний слой и/или их оребрение 35 могут быть выполнены из меди или медьсодержащих сплавов.
По третьему варианту исполнения, крайней мере, у части труб 19 внешний слой и/или их оребрение 35 могут быть выполнены из высокопрочного и стойкого к агрессивным факторам межтрубной среды материала, например из титана или титансодержащих сплавов, или имеющих покрытие, по крайней мере, внешней поверхности и оребрение из высокотеплопроводного и стойкого к агрессивным средам материала, например алюминия или меди.
Набивку первого ряда многорядного пучка одноходовых оребренных труб 9 производят предпочтительно с предварительной установкой на элементы каркаса 14 теплообменной секции дистанцирующих элементов 36, обеспечивающих заданный шаг труб 19 в ряду, а трубы 19 каждого ряда, начиная со второго по высоте пучка, отделяют друг от друга такими же или аналогичными дистанцирующими элементами 36, обеспечивающими заданный шаг труб 19 в рядах и между рядами.
Трубы 19 в пучке укладывают с обеспечением передачи нагрузки от труб 19 через дистанцирующие элементы 36 на каркас 14 секции 6.
Камеру 5 входа выхода газа изготавливают путем выполнения заготовок из металлического листа для боковых 20 и 21, верхней 22, нижней 23 и торцевых 24 стенок и для не менее двух силовых перегородок 25 камеры 5, последующей сборки и соединения на сварке боковых стенок 20 и 21 с силовыми перегородками 25 и через них между собой с образованием единой жесткой конструкции, к которой присоединяют верхнюю 22 и нижнюю 23 стенки. После этого в одной из боковых стенок 20, образующей трубную доску 28, выполняют отверстия 27 под концы теплообменных труб 19, а в другой боковой стенке 21, образующей внешнюю доску 29, выполняют резьбовые отверстия 30, соосные с отверстиями 27 в трубной доске 28.
В нижней 28 и/или в верхней 22 стенках камеры 5 выполняют отверстия под патрубки 4 преимущественно с фланцами для соединения с коллектором 2 соответственно подвода или отвода газа.
Отверстия 26 в силовых перегородках 25 можно выполнять до или после присоединения их к стенкам камеры 5. Отверстия 26 должны обеспечивать пропускную способность, превышающую не менее чем на 5,9% суммарную пропускную способность не менее чем 2/3 теплообменных труб 19, соединенных с трубной доской.
При сборке камеры 5 вначале на боковую стенку 20, образующую трубную доску 28, устанавливают силовые перегородки 25, временно фиксируют их, например, прихваткой, а затем устанавливают также с временной фиксацией вторую боковую стенку 21, образующую внешнюю доску 29 камеры 5. На стенки 20 и 21 устанавливают технологические элементы, обеспечивающие дополнительную временную фиксацию стенок и возможность поворота конструкции для приварки силовых перегородок 25, а также верхней 22 и нижней 23 стенок камеры 5.
Сварку стенок камеры 5 и силовых перегородок 25 можно производить на технологических опорах преимущественно с предварительным подогревом в среде инертного газа, например СО2, с последующей зачисткой сварных швов и технологическим контролем.
Перед выполнением отверстий в боковых стенках 20 и 21 камеру 5 термически обрабатывают, производят дробеструйную очистку поверхности и приваривают реперные технологические платики.
После выполнения отверстий в боковых стенках 20 и 21 камера 5 может быть перемещена на стапель сборки аппарата воздушного охлаждения газа или на стапель сборки секции аппарата воздушного охлаждения газа, а закрепление торцевых стенок 24 камеры 5 с остальными стенками камеры может быть произведено после выполнения операций заведения концов труб 19 в отверстия трубной доски 28 и их приварки к трубной доске 28. Резьбовые отверстия 30 внешней доски 29 после завершения операций, связанных с установкой и закреплением труб 19 в трубной доске 28, закрывают заглушками.
Центральный опорный элемент 10, имеющий форму многогранного раструба, образуют из опорной площадки 12 и опорных 37 и соединительных 38 пластин, образующих боковые грани раструба. В опорной площадке 12 выполняют центральное сквозное отверстие 13 преимущественно круглой формы и крепежные приспособления для фиксации двигателя 8 вентилятора 9 преимущественно в виде сквозных отверстий под элементы крепления (на чертежах не показаны).
На стапеле устанавливают опорную площадку 12 и пластины 37, 38, образующие боковые грани раструба, чередуя по периметру опорной площадки опорные 37 и соединительные 38 пластины, и соединяют опорную площадку 12 под двигатель 8 вентилятора 9 с чередующимися опорными 37 и соединительными 38 пластинами.
Опорные пластины 37 центрального опорного элемента 10 располагают под углом, обеспечивающим возможность контакта по поверхности с поверхностью опорной площадки 12 концевого участка соединяемого с ней тяжа 11, и на опорных пластинах 37 выполняют крепежные приспособления для крепления концевых участков тяжей 11. Конфигурация опорных пластин 37 соответствует конфигурации обращенных к ним опорных площадок 39 концевых участков тяжей 11 и имеет преимущественно прямоугольную форму. Соединительные пластины 38 имеют форму попарно идентичных трапеций, обращенных меньшими основаниями к опорной площадке 12 под двигатель 8 вентилятора 9, причем трапеции каждой пары соединительных элементов 38 размещают диаметрально противоположно друг другу. Соединительные пластины 38 разных пар могут выполнять разновеликими по основаниям трапеций.
Центральный опорный элемент 10 выполняют, по крайней мере, с двумя взаимно перпендикулярными плоскостями зеркальной симметрии, проходящими через середины противоположно размещенных пар соединительных пластин 38 и центральную ось симметрии опорного элемента 10, и две плоскости косой симметрии, проходящие через середины пар опорных пластин 37 и центральную ось симметрии опорного элемента 10 и расположенные под углом α друг к другу, составляющим от 90° до 110°.
Опорную конструкцию 1 аппарата воздушного охлаждения газа изготавливают из стержневых элементов 40, образующих плоскую в плане преимущественно горизонтальную решетчатую конструкцию с продольными и поперечными поясами, образующими отсеки, в которых смонтированы опоры 7 под двигатели 8 вентиляторов 9. Тяжи 11 для подвески опор 7 изготавливают в виде жестких стержневых элементов.
При процессе изготовления коллектора 2 подвода или отвода газа изготавливают промежуточные секции 41 его корпуса 31 с отверстиями под патрубки 3 с фланцами 34 для присоединения к камерам 5 входа или выхода газа теплообменной секции 6 аппарата, устанавливают фланцы 34 с патрубками 3. Отверстия в промежуточных секциях 41 корпуса 31 под наиболее удаленные от центральной секции 42 корпуса 31 патрубки 3 для соединения с камерами 5 входа или выхода газа выполняют на расстоянии их осей от ближайшего к ним торца промежуточных секций 41, в которых они образованы, не меньшем диаметра промежуточной секции 41. Также изготавливают, преимущественно штамповкой, торцевые элементы корпуса в виде днищ 32 двоякой кривизны.
Производят сборку корпуса 31 коллектора 2 путем соединения промежуточных секций 41 с днищами 32 и центральной секцией 42, выполненной преимущественно в виде цельнотянутого тройника и имеющей длину, составляющую 0,45 - 0,74 от расстояния между осями ближайших к центральной секции 42 патрубков 3 для соединения с камерами 5 входа или выхода газа промежуточных секций 41.
К двум цилиндрическим участкам центральной секции 42, имеющим диаметр, не меньший диаметра промежуточных секций 41, соосно пристыковывают промежуточные секции 41 и сваривают их. В центральной секции 42 под углом преимущественно 90° к ее продольной оси расположен третий цилиндрический участок 33 для присоединения к газопроводу. К промежуточным секциям 41 приваривают днища 32, после чего устанавливают на корпус 31 коллектора 2 патрубки 3 с фланцами 34 с фиксацией фланцев 34 по плоскости, углу поворота и обеспечением проектного расстояния между фланцами 34 с последующим их присоединением к корпусу 31.
Для расточки корпус 31 коллектора 2 устанавливают на технологических опорах (на чертежах не показаны), по крайней мере часть из которых имеет две опорные плоскости, расположенные под углом друг к другу с возможностью опирания на них корпуса 31 коллектора 2 с одновременным касанием по крайней мере по двум образующим его цилиндрической поверхности. Корпус 31 дополнительно фиксируют не менее чем одним накидным прижимным элементом (на чертежах не показан).
При изготовлении промежуточных секций 41 корпуса 31 коллектора 2 для образования отверстий в них секции могут устанавливать на технологические опоры, аналогичные технологическим опорам, используемым для расточки патрубков 3 с фланцами 34. Количество отверстий в промежуточных секциях 41 корпуса 31 под патрубки 3 с фланцами 34 для присоединения к камерам 5 входа или выхода газа теплообменной секции 6 аппарата, расположенных с каждой стороны от центральной секции 42, составляет от 2 до 8.
Фланцы 34 могут выполняться воротниковыми с коническим расширением в зоне примыкания к камере 5 входа или выхода газа, причем коническое расширение могут выполнять с углом наклона образующей к контактной плоскости фланца 34, составляющим 72-87°.
Изготовленный аппарат воздушного охлаждения газа характеризуется высокой теплотехнической эффективностью теплообменных секций аппарата за счет эффективного использования теплообменного объема секции и оптимизированной подачи к трубам внешней охлаждающей среды, исключающей обратные перетоки в пристенных зонах камер, с одновременным повышением жесткости каркаса теплообменных секций.
Изобретение предназначено для применения в энергетическом машиностроении, а именно может быть использовано при изготовлении аппаратов воздушного охлаждения газа. Способ изготовления аппарата воздушного охлаждения газа предусматривает изготовление теплообменных оребренных труб, изготовление каркаса, по крайней мере, одной теплообменной секции с боковыми стенами и объединяющими их балками, изготовление камер входа и выхода газа, набивку пучка теплообменных труб, изготовление коллекторов подвода и отвода газа, опорной конструкции аппарата с опорами под двигатели вентиляторов и сборку элементов аппарата, причем каждую боковую стену теплообменной секции выполняют в виде швеллера с полками, обращенными к теплообменным трубам и размещенными на внутренней поверхности стенки швеллера продольно ориентированными вытеснителями - обтекателями потока охлаждающей среды, образующими ребра жесткости швеллера, которые устанавливают по высоте стенки швеллера с шагом в осях, соответствующим двойному шагу между рядами труб в пучке, при этом, по крайней мере, часть объема каждой крайней трубы в ряду и/или ее оребрения, по крайней мере, через один ряд при набивке заводят под свес полки швеллера соответствующей боковой стены теплообменной секции аппарата, при этом опору под двигатель каждого вентилятора выполняют подвесной, состоящей из центрального опорного элемента и тяжей, соединяющих его с соответствующими узлами опорной конструкции аппарата воздушного охлаждения газа. Изобретение позволяет повысить технологичность сборки аппарата и его элементов при одновременном снижении трудо- и материалозатрат и повышении теплотехнической эффективности теплообменных секций и надежности аппарата в целом за счет изготовления стен теплообменных секций, позволяющего оптимально использовать теплообменный объем секции и оптимизировать подачу к трубам внешней охлаждающей среды за счет снижения энергетических затрат на подачу внешней охлаждающей среды с исключением необходимости обратных перетоков в пристенных зонах камер и совмещения функций элементов камер, обеспечивающих указанный теплотехнический эффект и одновременно повышение жесткости каркаса теплообменных секций. 23 з.п.ф-лы, 13 ил.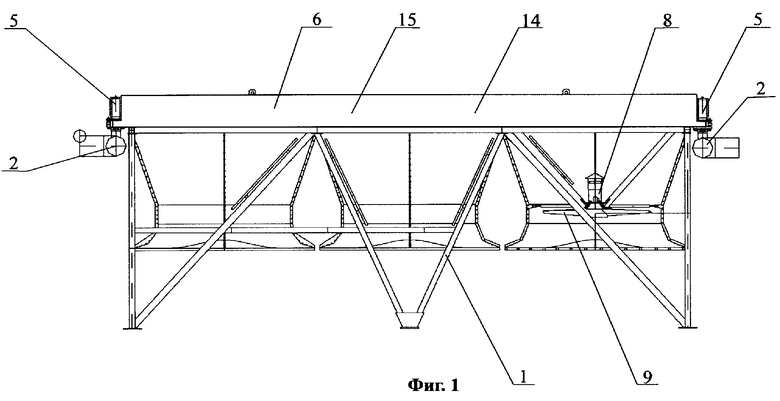
| СПОСОБ СБОРКИ И УСТАНОВКИ ТРУБНОГО ПУЧКА КОЖУКОТРУБНОГО ТЕПЛООБМЕННИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1984 |
|
SU1210539A1 |

