Настоящее изобретение относится к упаковочному контейнеру, в котором размещена оберточная пленка, намотанная на цилиндрический сердечник, и к режущей кромке, используемой в упаковочном контейнере.
В уровне техники известны различные типы упаковочных контейнеров для оберточной пленки. Большинство из них изготовлены из картона и сконструированы из корпуса контейнера, в котором размещена оберточная пленка, намотанная в рулон, и крышки, выполненной как неотъемлемая часть корпуса контейнера. Оберточную пленку, вытягиваемую из контейнера, отрезают зубчатым режущим элементом, прикрепленным к задней стороне передней стенки крышки.
Режущую кромку обычно изготавливают из металла, руководствуясь высокой режущей способностью и долговечностью, но в последние годы изучалась возможность использования неметаллических материалов, например бумаги или полимеров, руководствуясь соображениями охраны окружающей среды и безопасностью потребителя.
Такие неметаллические режущие кромки не показывают такой же удовлетворительной режущей способности, какой обладают металлические режущие кромки, и, так как требуется приложение больших усилий для отрезания высокоэластичных оберточных пленок, например полиэтиленовой, полипропиленовой или поливинилиденхлоридной пленки, было желательно повышение режущей способности.
Для решения проблемы предлагались различные формы режущей кромки. К числу примеров прямолинейных режущих кромок, которые были предложены, относятся кромки, у которых вершины с двух концов режущей кромки направлены наружу для способствования проникновению зубьев в оберточную пленку (например, описанные в патентных документах 1 и 2); у которых режущая кромка имеет V-образную форму и у которых центр режущей кромки расположен ближе к основанию контейнера, чем боковые стороны, и зубья большего размера расположены около вершины V-образной формы для способствования проникновению зубьев в оберточную пленку при первоначальном разрезании (например, описанные в патентных документах 3 и 4); и те, которые имеют перевернутую V-образную форму режущей кромки, являющуюся обратной по отношению к вышеупомянутой V-образной форме, у которой боковые зоны режущей кромки выступают в большей степени, чем центр, и зубья у обоих концов снабжены направленными наружу вершинами (например, описанные в патентном документе 5).
Кстати, способ, посредством которого отрезают оберточную пленку режущей кромкой, расположенной на упаковочном контейнере, в общем, отличается в зависимости от формы режущей кромки. Например, при использовании режущей кромки V-образной формы оберточную пленку, размещенную в упаковочном контейнере, вытягивают; оберточную пленку желаемой длины, вытянутую из контейнера, вводят в контакт с выступающими зубьями в центре; упаковочный контейнер поворачивают, и зубья проникают сквозь оберточную пленку в центре и отрезают ее. При использовании прямолинейной режущей кромки или режущей кромки с перевернутой V-образной формой оберточную пленку, размещенную в упаковочном контейнере, вытягивают; оберточную пленку желаемой длины, вытянутую из контейнера, вводят в контакт с одним концом режущей кромки; при этом зубья проникают сквозь конец оберточной пленки, а затем оберточную пленку натягивают от этого конца режущей кромки по направлению к противоположному концу для ее отрезания.
Патентный документ 1: Японская выложенная заявка на полезную модель HEI №620224
Патентный документ 2: Японская выложенная заявка на полезную модель HEI №11151
Патентный документ 3: Зарегистрированная полезная модель №2547868
Патентный документ 4: Японская выложенная патентная публикация HEI №5178344
Патентный документ 5: Японская выложенная патентная публикация HEI №840433
Задачи, решаемые изобретением
Авторами настоящего изобретения изучались: режущая способность, острота при резании и долговечность режущих кромок различных форм при резании оберточных пленок. В результате было установлено, что при использовании обычных прямолинейных режущих кромок, описанных в патентных документах 1 и 2, не обеспечивается ровное разрезание оберточной пленки после проникновения зубьев в оберточную пленку и, таким образом, установлена недостаточная их режущая способность в сравнении с обычными режущими кромками V-образной формы, описанными в патентных документах 3 и 4. Было также установлено, что при использовании режущей кромки, описанной в патентном документе 5, снабженной выступающими зубьями на концах режущей кромки, также наблюдалась тенденция к невыполнению ровного реза оберточной пленки после проникновения зубьев в оберточную пленку; при этом также имели место проблемы с долговечностью зубьев в сравнении с обычными режущими кромками V-образной формы, описанными в патентных документах 3 и 4.
Однако при более подробном изучении авторами настоящего изобретения было установлено, что режущая способность недостаточна даже при использовании обычных режущих кромок V-образной формы, описанных в патентных документах 3 и 4, как это пояснено ниже. Более конкретно, несмотря на то что в упаковочных контейнерах с оберточной пленкой использовали режущие кромки различных форм, упомянутых выше, потребитель часто не мог убедиться в том, что режущая кромка конкретной формы пригодна для осуществления оптимального способа резания, а вместо этого разрезал оберточную пленку от одного конца режущей кромки по направлению к противоположному ее концу даже при использовании режущей кромки V-образной формы. Было установлено, что при использовании обычной режущей кромки V-образной формы, описанной в патентных документах 3 или 4, не обеспечивается достаточная режущая способность при отрезании оберточной пленки посредством такого способа резания с конца режущей кромки.
Настоящее изобретение было разработано в свете указанных обстоятельств, и целью изобретения является создание режущей кромки с удовлетворительной режущей способностью, при использовании которой обеспечивается очень хорошее ощущение и надежность во время резания, независимо от того, производят ли разрезание оберточной пленки, с вершины режущей кромки V-образной формы или с конца режущей кромки, а также создание упаковочного контейнера, содержащего режущую кромку.
Решение поставленных задач
Режущая кромка согласно изобретению является неметаллической режущей кромкой V-образной формы, содержащей множество зубьев, установленной на упаковочном контейнере, в котором размещен рулон упаковочной пленки, и которая служит для отрезания упаковочной пленки, где режущая кромка отличается тем, что:
(a) она разделена на центральную зону, содержащую вершинный участок кромки V-образной формы; пару боковых зон, каждая из которых содержит один из концов кромки V-образной формы, и пару промежуточных зон, каждая из которых расположена между парой боковых зон и центральной зоной;
(b) центральная зона содержит множество первых зубьев одинаковой высоты, имеющих наибольшую высоту зуба, и множество вторых зубьев одинаковой высоты, имеющих меньшую высоту зуба, чем первые зубья;
(c) один из первых зубьев расположен в вершинном участке, тогда как остальные из первых зубьев расположены на заданных интервалах, центрировано относительно первого зуба, расположенного в вершинном участке;
(d) вторые зубья расположены между первыми зубьями;
(e) первая прямая линия, соединяющая вершины первых зубьев, вторая прямая линия, соединяющая вершины вторых зубьев, и третья прямая линия, соединяющая основания первых и вторых зубьев, параллельны друг другу; при этом вторая прямая линия расположена между первой и третьей прямыми линиями;
(f) промежуточная зона содержит множество промежуточных зубьев;
(g) вершины промежуточных зубьев расположены на второй прямой линии или между второй и третьей прямыми линиями;
(h) боковые зоны содержат множество боковых зубьев; и
(i) вершины боковых зубьев расположены на второй прямой линии или между первой и второй прямыми линиями.
Благодаря обеспечению режущей кромки центральной зоной, в которой зубья имеют описанную выше конфигурацию, процесс разрезания оберточной пленочной среды разделен на стадии, где разрезание оберточной пленки начинают с центральной зоны режущей кромки, содержащей вершинный участок режущей кромки V-образной формы: выполняют первоначальную стадию «прокалывания» в центральной зоне, а затем последующую стадию «прорезания» в промежуточных зонах и боковых зонах. Стадия «прокалывания» дополнительно разделена на два этапа: этап прокалывания первыми зубьями, имеющими наибольшую высоту зуба, и этап прокалывания вторыми зубьями, которые имеют меньшую высоту зубьев, чем первые зубья. Так как только первые зубья находятся в контакте с оберточной пленкой в начальной стадии резания, то необходимо прикладывать меньшую силу для прокалывания. С помощью одних первых зубьев производят прокалывание оберточной пленки, и для этого требуется приложение силы, а затем возникает сопротивление впадин (оснований зубьев) между первыми зубьями, но после того, как оберточная пленка была проколота первыми зубьями, вторые зубья проникают в оберточную пленку, таким образом, дополнительно способствуя выполнению стадии «прокалывания» во время первоначального разрезания оберточной пленки. Промежуточные зубья, имеющие относительно малую высоту, расположенные в промежуточной зоне, затем способствуют продвижению от стадии «прокалывания» к стадии «прорезания». Затем оберточную пленку плавно прорезают также в боковых зонах таким образом, что оберточная пленка отрезается. Процесс разрезания оберточной пленочной среды при ее разрезании, начиная с боковых зон режущей кромки, также разделен на стадии: первоначальную стадию «прокалывания» в одной боковой зоне и последующие стадии «прорезания» в других зонах. Так как боковые зубья в боковых зонах имеют большую высоту, чем промежуточные зубья в промежуточных зонах, а следовательно, выступают вперед, то в контакт с оберточной пленкой на первоначальной стадии резания вступает только небольшое число боковых зубьев, расположенных на концевых сторонах режущей кромки. Таким образом, требуется меньшая сила для прокалывания оберточной пленки при первоначальном резании. Промежуточные зубья, имеющие относительно малую высоту, расположенные в другой промежуточной зоне, затем способствуют продвижению процесса резания от стадии «прокалывания» к стадии «прорезания». Затем оберточную пленку плавно прорезают в центральной зоне, а также в других промежуточных зонах и других боковых зонах таким образом, чтобы выполнить разрезание оберточной пленки. Таким образом, оберточную пленку можно легко и ровно разрезать независимо от того, производят ли разрезание оберточной пленки, начиная от края оберточной пленки или начиная от середины оберточной пленки. Высоту каждого зуба можно определять как кратчайшее расстояние между нижними участками у впадин, образованных смежными зубьями, т.е. между третьей прямой линией, соединяющей множество оснований зубьев, и вершиной зуба.
По меньшей мере, одна вершина боковых зубьев предпочтительно направлена дальше наружу, чем вершины первых зубьев, вторых зубьев и промежуточных зубьев. Это означает, что наклонная сторона с верхней стороны режущей кромки, по меньшей мере, одного из боковых зубьев предпочтительно длиннее, чем наклонная сторона на концевой стороне режущей кромки.
Если вершины боковых зубьев в боковой зоне направлены таким образом дальше наружу, чем вершины первых зубьев, вторых зубьев и промежуточных зубьев, то будет даже легче прокалывать оберточную пленку при ее разрезании, начиная с края оберточной пленки, т.е. с боковой зоны режущей кромки. Кроме того, оберточную пленку легче захватывать во время прорезания в боковой зоне, чем при разрезании оберточной пленки, начиная с центральной зоны, где находится вершинный участок режущей кромки V-образной формы, так что разрезание оберточной пленки на стадии «прорезания» может быть осуществлено даже более плавно.
Высоты боковых зубьев предпочтительно равны или больше высот вторых зубьев и меньше высот первых зубьев.
Благодаря обеспечению таких боковых зубьев в боковой зоне даже легче производить прокалывание оберточной пленки, когда разрезание оберточной пленки начинается с боковой зоны режущей кромки.
Согласно другому аспекту изобретения режущая кромка изобретения является неметаллической режущей кромкой V-образной формы, содержащей множество зубьев, установленной на упаковочном контейнере, в котором размещен рулон упаковочной пленки, и которая служит для отрезания упаковочной пленки, причем режущая кромка отличается тем, что:
(a) она разделена на центральную зону, содержащую вершинный участок кромки V-образной формы; пару боковых зон, каждая из которых содержит один из концов кромки V-образной формы, и пару промежуточных зон, каждая из которых расположена между парой боковых зон и центральной зоной;
(b) центральная зона содержит множество первых зубьев, все одинаковой высоты, имеющих наибольшую высоту зуба, и множество вторых зубьев, все одинаковой высоты, имеющих меньшую высоту зуба, чем первые зубья;
(c) один из первых зубьев расположен в вершинном участке, тогда как остальные из первых зубьев расположены на заданных интервалах, центрировано относительно первого зуба, расположенного в вершинном участке;
(d) вторые зубья расположены между первыми зубьями;
(e) первая прямая линия, соединяющая вершины первых зубьев, вторая прямая линия, соединяющая вершины вторых зубьев, и третья прямая линия, соединяющая основания первых и вторых зубьев, параллельны друг другу; при этом вторая прямая линия расположена между первой и третьей прямыми линиями;
(f) промежуточная зона содержит множество промежуточных зубьев;
(g) вершины промежуточных зубьев расположены на второй прямой линии или между второй и третьей прямыми линиями;
(h) боковые зоны содержат множество боковых зубьев; и
(j) по меньшей мере, одна из вершин боковых зубьев направлена дальше наружу, чем вершины первых зубьев, вторых зубьев и промежуточных зубьев.
Благодаря созданию центральной зоны режущей кромки, содержащей зубья, имеющие описанную выше конфигурацию, процесс разрезания оберточной пленочной среды при ее разрезании, начиная с ее центральной зоны, на которую воздействуют центральной зоной режущей кромки, содержащей вершинный участок режущей кромки V-образной формы, разделен на стадии: первоначальную стадию «прокалывания» в центральной зоне и на последующую стадию «прорезания» в промежуточных зонах и боковых зонах. Стадия «прокалывания» дополнительно разделена на два этапа: этап прокалывания первыми зубьями, имеющими наибольшую высоту зуба, и этап прокалывания вторыми зубьями, имеющими меньшую высоту зубьев, чем первые зубья. Так как только первые зубья вводят в контакт с оберточной пленкой в начальной стадии резания, то меньшая сила необходима для прокалывания. С помощью одних первых зубьев производят прокалывание оберточной пленки, и для этого требуется приложение силы, а затем возникает сопротивление впадин (оснований зубьев) между первыми зубьями, но после того, как оберточная пленка была проколота первыми зубьями, вторые зубья проникают в оберточную пленку, таким образом, дополнительно способствуя выполнению стадии «прокалывания» во время первоначального этапа разрезания оберточной пленки.
Промежуточные зубы, имеющие относительно малую высоту, расположенные в промежуточной зоне, затем способствуют продвижению процесса резания от стадии «прокалывания» к стадии «прорезания». Затем оберточную пленку плавно прорезают также в боковых зонах таким образом, чтобы выполнить разрезание оберточной пленки. Так как, по меньшей мере, одна из вершин боковых зубьев в боковой зоне направлена дальше наружу, чем другие вершины, то оберточную пленку легче захватывать во время прорезания в боковой зоне, так что разрезание оберточной пленки на стадии «прорезания» может быть осуществлено даже более плавно.
Разрезание оберточной пленочной среды при ее разрезании, начиная с боковых зон режущей кромки, также разделено на стадии: первоначальную стадию «прокалывания» в одной боковой зоне и последующую стадию «прорезания» в других зонах. Так как в боковой зоне боковые зубья направлены дальше наружу, чем вершины первых зубьев, вторых зубьев и промежуточных зубьев, то требуется меньшая сила для прокалывания оберточной пленки на первоначальной стадии резания. С помощью промежуточных зубьев, имеющих относительно малую высоту, сформированных в одной промежуточной зоне, затем способствуют продвижению процесса резания от стадии «прокалывания» к стадии «прорезания». Затем оберточную пленку плавно прорезают в центральной зоне, а также в других промежуточных зонах и других боковых зонах таким образом, чтобы выполнить разрезание оберточной пленки. Таким образом, оберточную пленку можно легко и ровно отрезать независимо от того, производят ли разрезание оберточной пленки, начиная от края оберточной пленки или начиная с середины оберточной пленки.
Высоту каждого зуба можно определять как кратчайшее расстояние между нижними участками у впадин, образованными между смежными зубьями, т.е. между третьей прямой линией, соединяющей множество оснований зубьев, и вершиной зуба.
Кроме того, промежуточная зона предпочтительно содержит большие и маленькие промежуточные зубья различной высоты, расположенные поочередно.
Посредством обеспечения таких промежуточных зубьев в промежуточной зоне можно уменьшить количество промежуточных зубьев, которые одновременно вступают в контакт с оберточной пленкой во время перехода от стадии «прокалывания» к стадии «прорезания» и во время стадии «прорезания» при разрезании оберточной пленки. Этим обеспечивают плавный переход от стадии «прокалывания» к стадии «прорезания» в сравнении со случаем, когда используют промежуточные зубья одинаковой высоты, таким образом, обеспечивая возможность разрезания путем прорезания оберточной пленки, которое можно осуществлять с приложением меньшей силы.
Высоты промежуточных зубьев предпочтительно равны или меньше высот вторых зубьев.
Посредством обеспечения таких промежуточных зубьев в промежуточной зоне можно разрезать оберточную пленку даже с более хорошим ощущением во время стадии «прорезания» при разрезании оберточной пленки.
Предпочтительно, чтобы наклонная сторона, по меньшей мере, одного из первых зубьев, вторых зубьев, промежуточных зубьев и боковых зубьев имела вогнутую внутрь дугообразную форму, т.е. чтобы зубья были выполнены по форме в виде листьев гинкго.
При такой форме получается острый угол у вершины зуба для обеспечения режущей способности, и при этом также увеличивается шаг между зубьями. Это позволяет исключить потребность в увеличении количества зубьев на фиксированном участке длины в продольном направлении режущей кромки и ведет к ограничению увеличения требуемой силы для прокалывания оберточной пленки. Достигается также увеличение долговечности зуба, так как увеличивается ширина за счет раздвижения концов.
Если режущая кромка изобретению прикреплена к упаковочному контейнеру, то может быть получен упаковочный контейнер с очень хорошей режущей способностью. Режущую кромку изобретения предпочтительно прикрепляют к задней стороне передней стенки упаковочного контейнера посредством использования модифицированного полиэтилена. Используя этот полимер, обеспечивают возможность надежного прикрепления режущей кромки к упаковочному контейнеру с достаточной прочностью. В числе модифицированных полиэтиленов могут быть упомянуты сополимеры этилена и винилацетата, сополимеры этилена и метакриловой кислоты, и иономеры, состоящие в основном из этиленовых смол. Из этих соединений особенно предпочтительны сополимеры этилена и метакриловой кислоты.
Технический результат
Согласно изобретению можно создать режущую кромку с достаточной режущей способностью независимо от того, разрезают ли оберточную пленку, начиная с вершины режущей кромки V-образной формы или с любого конца режущей кромки, при использовании которой обеспечивается достаточно хорошее ощущение и надежность во время резания, а также можно создать упаковочный контейнер, содержащий такую режущую кромку.
Краткое описание чертежей
Фиг.1 - вид в перспективе упаковочного контейнера 10 согласно изобретению;
Фиг.2 - частичный вид в увеличенном масштабе центральной части режущей кромки согласно первому варианту осуществления изобретения;
Фиг.3 - частичный вид в увеличенном масштабе одной боковой стороны режущей кромки согласно первому варианту осуществления изобретения;
Фиг.4 - вид в перспективе упаковочного контейнера 10 согласно изобретению;
Фиг.5 - частичный вид в увеличенном масштабе одной боковой стороны режущей кромки согласно второму варианту осуществления изобретения;
Фиг.6 - частичный вид в увеличенном масштабе одной боковой стороны режущей кромки согласно третьему варианту осуществления изобретения;
Фиг.7 - частичный вид в увеличенном масштабе центральной части режущей кромки согласно модификации первого, второго и третьего вариантов осуществления изобретения;
Фиг.8 - схематическое поперечное сечение ламинированной части упаковочного контейнера, в котором режущая кромка согласно варианту осуществления изобретения прикреплена к задней стороне передней стенки крышки посредством использования полимерного уплотнительного материала.
Позиции на чертежах
10 Упаковочный контейнер
12 Бумажная шпуля
14 Оберточная пленка
16 Корпус контейнера
18 Крышка
20 Верхний край задней стенки корпуса контейнера
22 Передняя стенка крышки
22a Задняя сторона
24, 24a, 24b, 24c Режущая кромка
26 Основание передней стенки корпуса контейнера
28 Центральная зона
29, 29a, 29b Промежуточные зоны
30, 30a, 30b Боковые зоны
31 Первые промежуточные зубья (промежуточные зубья)
32 Вторые промежуточные зубья (промежуточные зубья)
33 Маленькие боковые зубья (боковые зубья)
34 Большие боковые зубья (боковые зубья)
35 Маленькие зубья
36 Средние зубья (вторые зубья)
38 Большие зубья (первые зубья)
39, 40 Боковые зубья
50 Ламинированное сечение
52 Слой адгезива
54 Уплотнительный материал
Предпочтительные варианты осуществления изобретения
Первый вариант осуществления изобретения
На фиг.1 представлен вид в перспективе упаковочного контейнера 10 согласно изобретению. Упаковочный контейнер 10 изготовлен из одного листа картона, а предпочтительно - из листа мелованного картона. Как показано на фиг.1, упаковочный контейнер 10 содержит корпус 16 контейнера, в котором размещена оберточная пленка 14, намотанная на цилиндрическую бумажную шпулю 12; и крышку 18, выполненную как неотъемлемая часть корпуса 16 контейнера. В закрытом состоянии общая форма упаковочного контейнера 10 представляет собой по существу твердое тело прямоугольной формы. Для этого варианта осуществления оберточная пленка изготовлена из поливинилиденхлорида.
Верх корпуса 16 контейнера открыт, и проем предназначен для обеспечения возможности вытягивания оберточной пленки 14 из корпуса. Крышка 18 проходит непрерывно от верхнего края 20 задней стенки корпуса 16 контейнера. Крышка 18, таким образом, сформирована так, чтобы ее можно было поворачивать относительно корпуса 16 контейнера для закрывания проема корпуса 16 контейнера.
Переднему краю передней стенки 22 крышки 18 придана V-образная форма, и использована режущая кромка 24 V-образной формы, соответствующая форме переднего края передней стенки. Режущая кромка 24 этого варианта осуществления разделена на пять зон: центральную зону 28, содержащую вершинный участок V-образной формы; пару промежуточных зон 29, расположенных с обеих боковых сторон центральной зоны 28; и пару боковых зон 30, расположенных на сторонах промежуточных зон 29, противоположных стороне центральной зоны 28. Режущая кромка 24 этого варианта осуществления далее описана подробно.
На фиг. 2 показан частичный вид в увеличенном масштабе центральной части режущей кромки согласно первому варианту осуществления изобретения. Режущая кромка 24 этого варианта осуществления обладает зеркальной симметрией относительно осевой линии (обозначенной как CL на фиг. 2), проходящей через вершину V, и она содержит центральную зону 28 и промежуточные зоны 29 с каждой ее боковой стороны.
Центральная зона 28 этого варианта осуществления состоит из 15 зубьев 35, 36, 38, как показано на фиг. 2. Центральная зона 28 содержит 3 типа зубьев: зубья 35 маленькой высоты (далее называемые «маленькими зубьями»); зубья 36 большей высоты, чем маленькие зубья 35 (вторые зубья, далее называемые «средними зубьями»); и зубья 38 еще большей высоты, чем средние зубья 36 (первые зубья, далее называемые «большими зубьями»). В последующем описании добавлены соответствующим образом буквенные индексы к номерам позиций 36, 38, которыми обозначены средние зубья и большие зубья. Высоты зубьев могут быть определены как кратчайшее расстояние между прямой линией L3 (третьей прямой линией), соединяющей основания, и вершинами зубьев.
Один из больших зубьев 38 (38a) расположен в вершинном участке V-образной формы режущей кромки 24 (в центре центральной зоны 28 в продольном ее направлении), тогда как другие большие зубья 38b, 38c расположены на заданных интервалах по два с каждой боковой стороны вокруг центрального большого зуба 38a, представляющего центр. Вершина первого большого зуба 38a в центре и вершины второго и третьего больших зубьев 38b, 38c с каждой боковой стороны могут быть соединены прямой линией, и прямая линия (первая прямая линия) L1 с каждой боковой стороны расположена перед вершинами средних зубьев 36 с каждой боковой стороны центральной зоны 28 (на удалении от переднего края передней стенки 22 крышки, показанной на фиг. 1). Это означает, что вершины средних зубьев 36 расположены между прямой линией L3 (третьей прямой линией), соединяющей основания, и прямой линией L1.
В центральной зоне 28 расположено также по четыре средних зуба 36 с каждой боковой стороны, т.е. всего 8 зубьев. Четыре средних зуба 36a, 36b вблизи центра расположены на заданных интервалах между большими зубьями 38a, 38b, 38c, а другие четыре средних зуба 36c, 36d расположены снаружи от третьего большого зуба 38c на таком же интервале, как и большие зубья. Вершины средних зубьев 36a, 36b, 36c и 36d с каждой боковой стороны могут быть соединены прямой линией (второй прямой линией) L2, при этом прямая линия L2 с каждой боковой стороны по существу параллельна прямой линии L1 и расположена позади прямой линии L1 (ближе к переднему краю передней стенки 22 крышки). Это означает, что прямая линия L2 расположена между прямой линией L1 и прямой линией L3.
Промежуточные зубья 31, 32 двух различных высот расположены поочередно в промежуточной зоне 29 в продольном направлении режущей кромки 24. Промежуточные зубья 31 меньшей высоты, чем промежуточные зубья 32 (далее называемые «первыми промежуточными зубьями»), имеют такие же высоты, как и маленькие зубья 35 в центральной зоне 28, тогда как промежуточные зубья 32 большей высоты, чем первые промежуточные зубья 31 (далее называемые «вторыми промежуточными зубьями»), имеют такие же высоты, как и средние зубья 36 в центральной зоне 28. Также прямая линия L2, соединяющая вершины средних зубьев 36 в центральной зоне 28, проходит через вершины вторых промежуточных зубьев 32 в промежуточной зоне 29.
Прямая линия (четвертая прямая линия) L4, соединяющая вершины маленьких зубьев 35 в центральной зоне 28 и вершины первых промежуточных зубьев 31 в промежуточной зоне 29, по существу параллельна прямой линии L1 и прямой линии L2; и прямая линия L4 расположена позади прямой линии L2 (ближе к переднему краю передней стенки 22 крышки). Это означает, что прямая линия L4 расположена между прямой линией L2 и прямой линией L3. Таким образом, вершины промежуточных зубьев 31, 32 в промежуточной зоне 29 расположены на прямой линии, которая совпадает с прямыми линиями L1 и L2 или параллельна прямым линиям L1 и L2, благодаря чему обеспечивают возможность даже более плавного прорезания оберточной пленки.
На фиг. 3 показан частичный вид в увеличенном масштабе центральной части одной боковой стороны режущей кромки согласно первому варианту осуществления изобретения. Режущая кромка 24 этого варианта осуществления содержит боковую зону 30, расположенную с боковой стороны (противоположной боковой стороне, прилежащей к центральной зоне 28) промежуточной зоны 29. Хотя на фиг. 3 не показан конец режущей кромки 24, режущая кромка 24 содержит такие же зубья 39, которые показаны на фиг. 3, вплоть до ее конца. Режущая кромка 24 этого варианта осуществления также содержит такие же зубья, которые показаны на фиг. 3, в другой боковой зоне 30.
В боковой зоне 30 сформированы боковые зубья 39, вершины которых направлены наружу. Вершины боковых зубьев 39 могут быть соединены прямой линией (пятой прямой линией) L5, при этом прямые линии L5 с каждой боковой стороны по существу параллельны прямой линии L2, соединяющей вершины вторых промежуточных зубьев 32 в промежуточной зоне 29, и прямой линии L4, соединяющей вершины первых промежуточных зубьев 31, и каждая расположена перед прямыми линиями L2 и L4 (дальше от переднего края передней стенки 22 крышки, показанной на фиг. 1). Прямая линия L5, соединяющая вершины боковых зубьев 39, расположена позади прямой линии L1, соединяющей вершины больших зубьев 38 в центральной зоне 28 (ближе к переднему краю передней стенки 22 крышки). Это означает, что прямая линия L5 расположена между прямой линией L1 и прямой линией L2. Вершины боковых зубьев 39 могут быть также расположены на прямой линии L2. Таким образом, вершины боковых зубьев 39 в боковой зоне 30 расположены на прямой линии, параллельной прямым линиям L2 и L4, благодаря чему обеспечивают возможность даже более плавного прорезания оберточной пленки.
Ориентацию вершин каждого из зубьев можно определить, основываясь на ориентации прямой линии, которой соединена вершина каждого зуба с центром, расположенным между основаниями с каждой боковой стороны зуба. Так как прямая линия (K1), проведенная для боковых зубьев 39, проходит дальше, чем прямая линия (K2), проведенная для промежуточных зубьев 31, 32 (фиг. 2), в направлении удаления от осевой линии CL режущей кромки, спереди от режущей кромки 24 (в направлении выступа), то вершины боковых зубьев 39 направлены дальше наружу, чем вершины первых промежуточных зубьев 31 и вторых промежуточных зубьев 32.
В режущей кромке 24 согласно этому варианту осуществления угол α при вершине каждого из маленьких зубьев 35, средних зубьев 36, больших зубьев 38, первых промежуточных зубьев 31 и вторых промежуточных зубьев 32 (фиг. 2 и 3) является подходящим углом для прокалывания оберточной пленки 14. Согласно этому варианту осуществления, в котором оберточная пленка 14 изготовлена из поливинилиденхлорида, угол α при вершине предпочтительно находится в диапазоне 30°-90°, а более предпочтительно 40°-70°. Если он больше 90°, то требуется приложение большей силы для прокалывания оберточной пленки 14, а если он меньше 30°, то имеет место тенденция к снижению долговечности самих зубьев 31-38. Угол β при вершинах боковых зубьев 39 также является углом, подходящим для прокалывания оберточной пленки 14.
В этом варианте осуществления, в котором оберточная пленка 14 изготовлена из поливинилиденхлорида, угол β при вершине предпочтительно находится в диапазоне 20°-60°, а более предпочтительно 20°-40°. Если он больше 60°, то требуется приложение большей силы для прокалывания оберточной пленки 14, а если он меньше 20°, то имеет место тенденция к снижению долговечности самих зубьев 39.
Что касается боковых зубьев 39, то угол γ (фиг. 3) между прямой линией, параллельной осевой линии CL режущей кромки 24 (фиг. 2) и проходящей через основания с наружной стороны боковых зубьев 39 (с концевой стороны режущей кромки), и наклонной линией с наружной стороны боковых зубьев 39 (с концевой стороны режущей кромки) предпочтительно составляет 2°-20°. Благодаря этому обеспечивают возможность достижения большего уровня режущей способности как при использовании боковых зубьев 39 для прокалывания оберточной пленки, так и при использовании боковых зубьев 39 для прорезания оберточной пленки.
Также маленькие зубья 35, средние зубья 36, большие зубья 38, первые промежуточные зубья 31 и вторые промежуточные зубья 32 могут иметь форму простых равнобедренных треугольников, но для данного варианта осуществления предпочтительно, чтобы, по меньшей мере, одна из наклонных сторон зубьев имела отклоняющуюся форму, или форму листа гинкго, в виде дуги, вогнутой внутрь.
Боковые зубья 39 могут иметь прямые линии в качестве наклонных сторон треугольников, но предпочтительно, чтобы, по меньшей мере, одна из наклонных сторон имела отклоняющуюся форму, или форму листа гинкго, с дугой, вогнутой внутрь. Это нужно для того, чтобы сохранять острые углы при вершинах α и β, чтобы повышать их долговечность. При использовании такой формы можно уменьшить количество зубьев на участках одинаковой длины в сравнении с условиями, когда используют прямые линии в качестве наклонных сторон, таким образом, внося вклад в уменьшение величины силы, требующейся для разрезания.
Способ разрезания оберточной пленки 14 при использовании упаковочного контейнера 10, содержащего режущую кромку 24 согласно данному варианту осуществления, ниже описан со ссылками на прилагаемые чертежи. Способ разрезания оберточной пленки 14 может быть любым из двух способов разрезания, проиллюстрированных на фиг. 1 и 4. На фиг. 1 и 4 показаны виды в перспективе формы упаковочного контейнера 10, в котором воплощено изобретение. Упаковочные контейнеры 10, показанные на фиг. 1 и 4, обеспечены, каждый, режущей кромкой 24, имеющей конфигурацию зубьев, показанную на фиг. 2 и 3.
Один способ разрезания (способ, проиллюстрированный на фиг. 1) является способом, в котором оберточную пленку 14 сначала прокалывают, используя центральную зону 28, содержащую вершинный участок режущей кромки 24 V-образной формы, а затем проколотую оберточную пленку 14 разрезают в следующем порядке: используют промежуточную зону 29 с обеих боковых сторон, боковую зону 30 с обеих сторон (этот способ для удобства далее называют «способом разрезания 1»). Другой способ разрезания (способ, проиллюстрированный на фиг. 4) является способом, в котором оберточную пленку 14 сначала прокалывают, используя одну из боковых зон 30a режущей кромки 24, а затем проколотую оберточную пленку 14 разрезают в следующем порядке: используют одну промежуточную зону 29a, расположенную рядом с этой боковой зоной 30a; центральную зону 28; другую промежуточную зону 29b и другую боковую зону 30b (этот способ для удобства далее называют «способом разрезания 2»).
Согласно способу разрезания 1 сначала берут упаковочный контейнер 10 одной рукой, затем другой рукой берут центральную часть переднего края оберточной пленки 14 и вытягивают желаемое количество оберточной пленки 14 из упаковочного контейнера 10, как это показано на фиг. 1. Большой палец руки, которой держат упаковочный контейнер 10, прижимают к центральной части передней стенки 22 крышки и поворачивают упаковочный контейнер 10 вперед, т.е. в направлении стрелки А.
В это время первый большой зуб 38a в вершинном участке режущей кромки 24 первым вступает в контакт с оберточной пленкой 14 и прокалывает ее (фиг. 2). Почти одновременно с этим вторые большие зубья 38b и третьи большие зубья 38c вступают в контакт с оберточной пленкой 14 и прокалывают ее. В результате, так как оберточную пленку 14 сначала вводят в контакт только с пятью большими зубьями 38 с большим шагом между ними и наибольшей высотой зубьев, то требуется приложение меньшей силы для поворота упаковочного контейнера 10 при первоначальном разрезании. Это означает, что так как минимальная сила, которую требуется приложить для прокалывания оберточной пленки 14 каждым из больших зубьев 38, является постоянной, то минимальная сила, которую требуется приложить для поворота упаковочного контейнера 10, всего приблизительно в 5 раз больше упомянутой силы. Если угол при вершине является маленьким и шаг между зубьями является маленьким, как это было в прототипе, то увеличивается количество зубьев, вводимых в контакт с оберточной пленкой 14, из-за чего неизбежно требовалось приложение большей силы к упаковочному контейнеру 10 и ухудшалось ощущение во время его использования, но такие проблемы не возникают при использовании данного варианта осуществления изобретения.
Затем вводят в контакт с оберточной пленкой 14 средние зубья 36 и прокалывают ее средними зубьями 36. Если бы средние зубья 36 отсутствовали, то шаг между большими зубьями 38 был бы больше, в результате чего создавалось бы большее сопротивление во впадинах между зубьями 38 (зонами между зубьями) и требовалось бы приложение большей силы для разрезания оберточной пленки 14. Однако при использовании данного варианта осуществления выполняют проникновение в оберточную пленку 14 средними зубьями 36, расположенными между большими зубьями 38, после того, как оберточная пленка 14 была проколота большими зубьями 38, так, чтобы прокалывание оберточной пленки 14 осуществлялось более плавно.
Максимальное количество средних зубьев 36, которые могут быть одновременно введены в контакт с оберточной пленкой 14, равно 8, но так как в действительности в контакт с оберточной пленкой 14 одновременно вступает меньше 8 средних зубьев 36 и так как оберточную пленку 14 также прокалывают большими зубьями 38, таким образом, ослабляя периферию, то сила, требующаяся для прокалывания оберточной пленки 14 средними зубьями 36, даже меньше, чем при прокалывании, осуществляемом большими зубьями 38. Таким образом, потребитель не ощущает сопротивления при переходе от осуществления первой стадии процесса разрезания с помощью больших зубьев 38 ко второй стадии разрезания с помощью средних зубьев, и операция является плавной.
Кроме того, при повороте упаковочного контейнера 10 в направлении, указанном стрелкой А, маленькие зубья 35 центральной зоны 28 понуждают к осуществлению прокалывания оберточной пленки 14 между третьими и четвертыми средними зубьями 36c, 36d таким образом, чтобы процесс разрезания оберточной пленки 14 продвигался к промежуточной зоне 29. Если сформирован участок первоначального прокалывания оберточной пленки 14 достаточного размера, то сила, которую требуется приложить для разрезания оберточной пленки 14, будет после этого не очень большой, и оберточная пленка 14 будет плавно прорезана и разрезана даже промежуточной зоной 29, содержащей первые промежуточные зубья 31 и вторые промежуточные зубья 32, и боковой зоной 30, содержащей боковые зубья 39 (фиг. 3).
Согласно способу разрезания 2 сначала берут упаковочный контейнер 10 одной рукой, затем берут другой рукой передний край боковой стороны оберточной пленки 14 и вытягивают желаемое количество оберточной пленки 14 из упаковочного контейнера 10, как это показано на фиг. 4. Упаковочный контейнер 10 удерживают, зажимая его рукой, и в это время поднимают оберточную пленку 14 вверх, т.е. в направлении, указанном стрелкой B, другой рукой, таким образом, чтобы один край оберточной пленки 14 прижимался к одной боковой зоне 30a режущей кромки 24.
Остальная часть способа разрезания 2, в котором оберточную пленку 14 поднимают в направлении, указанном стрелкой B, для разрезания оберточной пленки 14, описана со ссылками на фиг.3. При подъеме оберточной пленки 14 боковыми зубьями 39 боковой зоны 30 режущей кромки 24, сформированными на конце режущей кромки 24, прокалывают оберточную пленку 14. Почти одновременно с этим оберточную пленку 14 вводят в контакт с боковыми зубьями 39, сформированными в боковой зоне 30, рядом с промежуточной зоной 29.
При дальнейшем подъеме оберточной пленки 14 в направлении, указанном стрелкой B, в оберточную пленку 14 проникают боковыми зубьями 39. Хотя оберточную пленку 14 обычно вытягивают слегка вперед (по направлению к потребителю) при подъеме оберточной пленки 14 в направлении, указанном стрелкой B, вершины боковых зубьев 39 направлены дальше наружу, чем другие зубья 31-38, и, следовательно, направление вершин может быть совмещено с направлением вытягивания оберточной пленки 14, чтобы, таким образом, обеспечить возможность даже более легкого прокалывания оберточной пленки 14.
Кроме того, благодаря подъему оберточной пленки 14 в направлении, указанном стрелкой B, осуществляют продвижение процесса разрезания оберточной пленки 14 от стадии «прокалывания» к стадии «прорезания». Более конкретно, если посредством боковых зубьев 39 сформирован участок первоначального прокалывания оберточной пленки 14 достаточного размера, то сила, которую требуется приложить для разрезания оберточной пленки 14, будет после этого не очень большой, и оберточная пленка 14 будет плавно прорезана промежуточной зоной 29, содержащей первые промежуточные зубья 31 и вторые промежуточные зубья 32, которые имеют меньшую высоту, чем боковые зубья 39. Оберточную пленку 14 затем плавно прорезают и разрезают даже центральной зоной 28, промежуточной зоне 29b и боковой зоной 30b, как это показано на фиг. 4.
При использовании режущей кромки 24 согласно данному варианту осуществления изобретения больше не требуется приложение большой силы для разрезания оберточной пленки 14, и благодаря этому уменьшается потребность в чрезмерном уменьшении угла α при вершине зубьев 31, 32, 35, 36, 38 и угла β при вершине боковых зубьев 39, и, таким образом, повышают долговечность зубьев 31, 32, 35, 36, 38, 39.
Количество зубьев, формируемых на режущей кромке 24, можно надлежащим образом регулировать в соответствии с длиной режущей кромки 24 в продольном ее направлении и регулировать шаг между зубьями. С точки зрения дальнейшего способствования прокалыванию оберточной пленки при использовании способа разрезания 1, однако, общее количество зубьев в центральной зоне 28 предпочтительно составляет 531, более предпочтительно 725 и даже более предпочтительно 919.
Также с точки зрения обеспечения возможности даже более плавного прорезания оберточной пленки при использовании способов разрезания 1 и 2, общее количество зубьев в каждой промежуточной зоне 29 предпочтительно составляет 10-100, более предпочтительно 20-90 и даже более предпочтительно 40-60.
Кроме того, с точки зрения дальнейшего способствования прокалыванию оберточной пленки при использовании способа разрезания 2, общее количество зубьев в каждой боковой зоне 30 предпочтительно составляет 1-150, более предпочтительно 5-100 и даже более предпочтительно 10-50. Если общее количество зубьев в боковой зоне 30 слишком большое, то в результате участок боковой зоны 30 в режущей кромке 24 будет относительно большим, что, таким образом, создаст тенденцию к снижению достаточной режущей способности при использовании способа разрезания 1 для разрезания оберточной пленки.
Если высота зуба (глубина проникновения) больших зубьев 38 и средних зубьев 36 или боковых зубьев 39 является слишком большой, то расстояние от фиксированной части режущей кромки 24, т.е. расстояние от переднего края передней стенки 22 крышки, будет увеличенным, что потенциально ведет к снижению долговечности. Если высота зуба слишком большая, то потребитель, пользующийся упаковочным контейнером 10, может порезать себе руку. Следовательно, с точки зрения режущей способности, долговечности и безопасности, высота H1 больших зубьев 38 в центральной зоне 28, например, предпочтительно составляет 1,0-4,0 мм, более предпочтительно 1,2-3,5 мм и даже более предпочтительно 1,2-2,5 мм; высота H2 средних зубьев 36 предпочтительно составляет 0,8-2,0 мм, а более предпочтительно 0,9-1,5 мм; высота H3 маленьких зубьев 35 предпочтительно составляет 0,4-1,5 мм, а более предпочтительно 0,5-1,0 мм.
Шаг между большими зубьями 38 в центральной зоне 28 предпочтительно составляет 3,0-9,0 мм, более предпочтительно 3,5-7,0 мм и даже более предпочтительно 4,0-6,0 мм; между средними зубьями 36 предпочтительно составляет 3,0-9,0 мм, более предпочтительно 3,5-7,0 мм и даже более предпочтительно 4,0-6,0 мм. Если шаг между большими зубьями 38 и между средними зубьями 36 больше 9,0 мм, то пленка 14 может захватываться во впадинах (основаниях зубьев) между большими зубьями 38 на стадии «прокалывания» оберточной пленки 14 в способе разрезания 1, таким образом, вызывая помехи при разрезании. С другой стороны, если шаг между большими зубьями 38 и средними зубьями 36 меньше 3,0 мм, то количество зубьев, формируемых в центральной зоне 28, будет увеличенным, в результате чего будет требоваться приложение большей силы для прокалывания, и появится тенденция к снижению удовлетворительной режущей способности.
Высота H2 вторых промежуточных зубьев 32 в промежуточной зоне 29 предпочтительно составляет 0,8-2,0 мм, а более предпочтительно 0,9-1,5 мм. Высота H3 первых промежуточных зубьев 31 в промежуточной зоне 29 предпочтительно составляет 0,4-1,5 мм, а более предпочтительно 0,5-1,0 мм. Шаг между первыми промежуточными зубьями 31 и шаг между вторыми промежуточными зубьями 32 предпочтительно составляет 1,0-3,5 мм, а более предпочтительно 1,5-3,0 мм.
Высота H4 боковых зубьев 39 в боковой зоне 30 предпочтительно составляет 0,8-3,5 мм, а более предпочтительно 0,9-2,0 мм и даже более предпочтительно 1,0-1,5 мм. Шаг между боковыми зубьями 39 предпочтительно составляет 0,5-3,5 мм, а более предпочтительно 0,7-2,5 мм.
Второй вариант осуществления изобретения
На фиг. 5 показан частичный вид в увеличенном масштабе центральной части одной из боковых сторон режущей кромки согласно второму варианту осуществления изобретения. Режущая кромка 24a на фиг. 5 отличается от режущей кромки 24 варианта осуществления, описанного выше, тем, что содержит боковые зубья 33 и 34 в боковой зоне 30. Более конкретно, в центральной зоне (не показана) и промежуточной зоне 29 режущая кромка 24a содержит зубья, имеющие такую же конфигурацию, как у режущей кромки 24 в варианте осуществления, описанном выше (фиг. 2). Режущая кромка 24a также содержит зубья, имеющие такую же конфигурацию, которая представлена на фиг. 5, в другой боковой зоне и в другой промежуточной зоне.
В боковой зоне 30 режущей кромки 24a этого варианта осуществления расположены поочередно маленькие боковые зубья 33, имеющие такую же форму и высоту, как и первые промежуточные зубья 31 в промежуточной зоне 29, и большие боковые зубья 34, вершины которых направлены наружу. Вершины больших боковых зубьев 34 расположены на прямой линии L2, соединяющей вершины средних зубьев 36 центральной зоны 28 и вершины вторых промежуточных зубьев 32 промежуточной зоны 29. Вершины маленьких боковых зубьев 33 расположены на прямой линии L4, соединяющей вершины первых промежуточных зубьев 31 промежуточной зоны 29.
Маленькие боковые зубья 33 имеют такой же угол при вершине, как и угол α при вершине первых промежуточных зубьев 31 и вторых промежуточных зубьев 32. Маленькие боковые зубья 33 могут иметь форму простых равнобедренных треугольников, но предпочтительно, чтобы, по меньшей мере, одна из наклонных сторон зубьев имела отклоняющуюся форму, или форму листа гинкго, в виде дуги, вогнутой внутрь. Этим можно поддерживать угол α при вершине в диапазоне заданного острого угла, таким образом повышая долговечность. При использовании такой формы можно уменьшить количество зубьев в зонах такой же длины, в сравнении с использованием прямых линий для образования наклонных сторон, таким образом, внося вклад в уменьшение сил, требующихся для разрезания.
Ориентацию вершин каждого из зубьев можно определить, основываясь на ориентации прямой линии, которой соединена вершина каждого зуба с центром, расположенным между основаниями с каждой боковой стороны зуба. Так как прямая линия K3, проведенная для больших боковых зубьев 34, проходит дальше, чем прямая линия K2, проведенная для промежуточных зубьев 31, 32 (фиг. 2), в направлении удаления от осевой линии CL режущей кромки, спереди от режущей кромки 24a (в направлении выступа), то вершины больших боковых зубьев 34 направлены дальше наружу, чем вершины промежуточных зубьев 31, 32 и маленьких боковых зубьев 33.
В режущей кромке 24a согласно этому варианту осуществления угол α при вершине каждого из маленьких зубьев 35, средних зубьев 36, больших зубьев 38, первых промежуточных зубьев 31 и вторых промежуточных зубьев 32 (Фиг. 2 и 5) является пригодным углом для прокалывания оберточной пленки 14. Согласно этому варианту осуществления, в котором оберточная пленка 14 изготовлена из поливинилиденхлорида, угол α при вершине предпочтительно находится в диапазоне 30°-90°, а более предпочтительно 40°-70°. Если он больше 90°, то требуется приложение большей силы для прокалывания оберточной пленки 14, а если он меньше 30°, то имеет место тенденция к снижению долговечности самих зубьев 31-38. Угол β при вершинах больших боковых зубьев 34 также является углом, пригодным для прокалывания оберточной пленки 14.
В этом варианте осуществления, в котором оберточная пленка 14 изготовлена из поливинилиденхлорида, угол β при вершине предпочтительно находится в диапазоне 20°-60°, а более предпочтительно 20°-40°. Если он больше 60°, то требуется приложение большей силы для прокалывания оберточной пленки 14, а если он меньше 20°, то имеет место тенденция к снижению долговечности самих больших боковых зубьев 34.
Что касается больших боковых зубьев 34, то угол γ (фиг. 5) между прямой линией, параллельной осевой линии CL режущей кромки (фиг. 2) и проходящей через основания с наружной стороны больших боковых зубьев 34 (концевой стороны режущей кромки), и наклонной линией с наружной стороны больших боковых зубьев 34 (концевой стороны режущей кромки) предпочтительно составляет 2°-20°. Это обеспечит больший уровень режущей способности как при использовании боковых зубьев 39 для прокалывания оберточной пленки, так и при использовании боковых зубьев 39 для прорезания оберточной пленки.
Вместо использования прямых линий в качестве боковых сторон треугольников больших боковых зубьев 34 предпочтительно, чтобы, по меньшей мере, одна из наклонных сторон имела отклоняющуюся форму, или форму листа гинкго, с дугой, вогнутой внутрь. Это нужно для того, чтобы поддерживать острые углы при вершинах β, чтобы повышать долговечность. При использовании такой формы можно уменьшить количество зубьев в областях одинаковой длины в сравнении с условиями, когда используют прямые линии в качестве наклонных сторон, таким образом, внося вклад в уменьшение величины силы, требующейся для разрезания.
Способ разрезания оберточной пленки 14 при использовании упаковочного контейнера, содержащего режущую кромку 24a согласно этому варианту осуществления, ниже описан со ссылками на прилагаемые чертежи. Способ разрезания оберточной пленки 14 может быть любым из двух способов разрезания, проиллюстрированных на фиг. 1 и 4. На фиг. 1 и 4 показаны виды в перспективе формы упаковочного контейнера 10, в котором воплощено изобретение. Упаковочные контейнеры 10, показанные на фиг. 1 и 4, обеспечены (каждый) режущей кромкой 24a, имеющей конфигурацию зубьев, показанную на фиг. 2 и 5.
Один способ разрезания (способ, проиллюстрированный на фиг. 1) является способом, в котором оберточную пленку 14 сначала прокалывают, используя центральную зону 28, содержащую вершинный участок режущей кромки 24a V-образной формы, а затем проколотую оберточную пленку 14 разрезают в следующем порядке: используют промежуточную зону 29 с обеих боковых сторон, боковую зону 30 с обеих боковых сторон (этот способ для удобства далее называют «способ разрезания 1»).
Другой способ разрезания (способ, проиллюстрированный на фиг. 4) является способом, в котором оберточную пленку 14 сначала прокалывают одной из боковых зон 30a режущей кромки 24a, а затем проколотую оберточную пленку 14 разрезают в следующем порядке: используют одну промежуточную зону 29a, расположенную рядом с этой боковой зоной 30a, центральную зону 28, другую промежуточную зону 29b и другую боковую зону 30b (этот способ для удобства далее называют «способ разрезания 2»).
Согласно способу разрезания 1 сначала берут упаковочный контейнер 10 одной рукой, затем берут другой рукой центральную часть переднего края оберточной пленки 14 и вытягивают желаемое количество оберточной пленки 14 из упаковочного контейнера 10, как это показано на фиг. 1. Большой палец руки, которой держат упаковочный контейнер 10, прижимают к центральной части передней стенки 22 крышки и поворачивают упаковочный контейнер 10 вперед, т.е. в направлении стрелки А.
В это время первый большой зуб 38a в вершинном участке режущей кромки 24a первым вступает в контакт с оберточной пленкой 14 и прокалывает ее (фиг. 2). Почти одновременно с этим вторые большие зубья 38b и третьи большие зубья 38c вступают в контакт с оберточной пленкой 14 и прокалывают ее. В результате, так как оберточную пленку 14 сначала вводят в контакт только с пятью большими зубьями 38 с большим шагом между ними и наибольшей высотой зуба, то требуется приложение меньшей силы для поворота упаковочного контейнера 10 при первоначальном разрезании. Это означает, что так как минимальная сила, которую требуется приложить для прокалывания оберточной пленки 14 каждым из больших зубьев 38, является постоянной, то минимальная сила, которую требуется приложить для поворота упаковочного контейнера 10, всего приблизительно в 5 раз больше упомянутой силы.
Если угол при вершине является маленьким и шаг между зубьями является маленьким, как это было в прототипе, то увеличивалось количество зубьев, вводимых в контакт с оберточной пленкой 14, из-за чего неизбежно требовалось приложение большей силы к упаковочному контейнеру 10 и ухудшалось ощущение во время его использования, но такие проблемы не возникают при использовании данного варианта осуществления.
Затем вводят в контакт с оберточной пленкой 14 средние зубья 36 и осуществляют проникновение средних зубьев 36 сквозь нее. Если бы средние зубья 36 отсутствовали, то шаг между большими зубьями 38 был бы больше, в результате чего создавалось бы большее сопротивление во впадинах между зубьями 38 (зонами между зубьями) и требовалось бы приложение большей силы для прорезания оберточной пленки 14. При использовании данного варианта осуществления, однако, производят проникновение в оберточную пленку 14 средними зубьями 36 между большими зубьями 38 после того, как оберточная пленка 14 была проколота большими зубьями 38, так, чтобы прокалывание оберточной пленки 14 осуществлялось более плавно.
Максимальное количество средних зубьев 36, которые могут быть одновременно введены в контакт с оберточной пленкой 14, равно 8, но так как в действительности в контакт с оберточной пленкой 14 одновременно вступает меньше 8 средних зубьев 36 и так как оберточную пленку 14 также прокалывают большими зубьями 38, таким образом, ослабляя периферию, то сила, требующаяся для прокалывания оберточной пленки 14 средними зубьями 36, даже меньше, чем при прокалывании, осуществляемом большими зубьями 38. Таким образом, потребитель не ощущает сопротивления при переходе от осуществления первой стадии разрезания с помощью больших зубьев 38 ко второй стадии разрезания с помощью средних зубьев, и операция является плавной.
Кроме того, при повороте упаковочного контейнера 10 в направлении, указанном стрелкой А, понуждают маленькие зубья 35 центральной зоны 28 к осуществлению прокалывания оберточной пленки 14 между третьими и четвертыми средними зубьями 36c, 36d таким образом, чтобы процесс разрезания оберточной пленки 14 продвигался к промежуточной зоне 29. Если сформирован участок первоначального прокалывания оберточной пленки 14 достаточного размера, то сила, которую требуется приложить для разрезания оберточной пленки 14, будет после этого не очень большой, и оберточная пленка 14 будет плавно прорезана и разрезана даже промежуточной зоной 29, содержащей первые промежуточные зубья 31 и вторые промежуточные зубья 32, и боковой зоной 30, содержащей боковые зубья 33, 34 (фиг. 5).
Согласно способу разрезания 2 сначала берут упаковочный контейнер 10 одной рукой, затем берут другой рукой передний край боковой стороны оберточной пленки 14 и вытягивают желаемое количество, как это показано на фиг. 4. Упаковочный контейнер 10 удерживают, зажимая его рукой, и в это время поднимают оберточную пленку 14 вверх, т.е. в направлении, указанном стрелкой B, другой рукой, таким образом, чтобы один край оберточной пленки 14 прижимался к одной боковой зоне 30a режущей кромки 24a.
В способе разрезания 2 только большие боковые зубья 34, выполненные на конце режущей кромки 24a, показанные на фиг. 5, вводят в контакт с оберточной пленкой 14 при первоначальном разрезании. Таким образом можно уменьшить количество зубьев, вводимых в контакт с оберточной пленкой при первоначальном разрезании, в сравнении с режущей кромкой, содержащей зубья только одинаковой высоты в боковой зоне, и этим обеспечивается возможность осуществления легкого прокалывания оберточной пленки.
Остальная часть способа разрезания 2, в котором оберточную пленку 14 поднимают в направлении, указанном стрелкой B, для разрезания оберточной пленки 14, описана со ссылками на фиг. 5. При подъеме оберточной пленки 14 большими боковыми зубьями 34 с большими высотами в боковой зоне 30 режущей кромки 24a, сформированными на конце режущей кромки 24a, прокалывают оберточную пленку 14. Вершины больших боковых зубьев 34 направлены дальше наружу, чем другие зубья 31-38, и, следовательно, направление вершин может быть совмещено с направлением вытягивания оберточной пленки 14, чтобы, таким образом, обеспечить возможность даже более легкого прокалывания оберточной пленки 14. При дальнейшем подъеме оберточной пленки 14 в направлении, указанном стрелкой B, большие боковые зубья 34, сформированные в промежуточной зоне 29, вводят в контакт с оберточной пленкой 14 и прокалывают оберточную пленку 14. Этим формируют достаточно большие первоначальные выступающие участки.
Кроме того, благодаря подъему оберточной пленки 14 в направлении, указанном стрелкой B, осуществляют продвижение процесса разрезания оберточной пленки 14 от стадии «прокалывания» к стадии «прорезания». Более конкретно, если посредством больших боковых зубьев 34 сформирован участок первоначального прокалывания оберточной пленки 14 достаточного размера, то сила, которую требуется приложить для разрезания оберточной пленки 14, будет после этого не очень большой, и оберточная пленка 14 будет плавно прорезана промежуточной зоной 29, содержащей первые промежуточные зубья 31 и вторые промежуточные зубья 32. Оберточную пленку 14 затем плавно прорезают и разрезают даже центральной зоной 28, промежуточной зоной 29b и боковой зоной 30b, как это показано на фиг. 4.
Более конкретно, используя режущую кромку 24a, можно легко разрезать оберточную пленку, испытывая удовлетворительное ощущение во время разрезания, независимо от того, производят ли разрезание оберточной пленки, начиная с вершины режущей кромки 24a V-образной формы или одним концом режущей кромки 24a.
Предпочтительные значения общего количества зубьев, высоты зубьев и шага между зубьями в центральной зоне 28 и промежуточной зоне 29 режущей кромки 24a являются такими же, как и в первом варианте осуществления. Общее количество зубьев в каждой боковой зоне 30 предпочтительно составляет 1-150, более предпочтительно 5-100 и даже более предпочтительно 10-50. Если общее количество зубьев в боковой зоне 30 слишком большое, то в результате участок боковой зоны 30 в режущей кромке 24a будет больше, что, таким образом, создаст тенденцию к снижению удовлетворительной режущей способности при использовании способа разрезания 1 для разрезания оберточной пленки.
Высота H2 больших боковых зубьев 34 боковой зоны 30 предпочтительно составляет 0,8-2,0 мм, а более предпочтительно 0,9-1,5 мм; высота H3 маленьких боковых зубьев 33 предпочтительно составляет 0,4-1,5 мм, а более предпочтительно 0,5-1,0 мм. Шаг между большими боковыми зубьями 34 и шаг между маленькими боковыми зубьями 33 предпочтительно составляет 1,0-3,5 мм, а более предпочтительно 1,5-3,0 мм.
Третий вариант осуществления изобретения
Фиг. 6 частичный вид в увеличенном масштабе центральной части одной боковой стороны режущей кромки согласно третьему варианту осуществления изобретения. Режущая кромка 24b на фиг. 6 отличается от режущей кромки 24 первого варианта осуществления тем, что содержит боковые зубья 40 в боковой зоне 30. Более конкретно, в центральной зоне (не показана) и промежуточной зоне 29 режущая кромка 24b содержит зубья, имеющие такую же конфигурацию, как у режущей кромки 24 в варианте осуществления, описанном выше. Режущая кромка 24a также содержит зубья, имеющие такую же конфигурацию, которая представлена на фиг. 6, в другой боковой зоне и в другой промежуточной зоне.
Боковые зубья 40, сформированные в боковой зоне 30 режущей кромки 24b данного варианта осуществления, имеют такие же формы, как и первые промежуточные зубья 31 и вторые промежуточные зубья 32 в промежуточной зоне 29. Прямая линия L5, соединяющая вершины боковых зубьев 40, расположена между прямой линией L1, соединяющей большие зубья центральной зоны, и прямой линией L2, соединяющей средние зубья центральной зоны. Эффект изобретения может также быть достигнут при использовании боковых зубьев 40 этого типа. Более конкретно, используя режущую кромку, можно легко разрезать оберточную пленку, испытывая удовлетворительное ощущение во время разрезания, независимо от того, производят ли разрезание оберточной пленки, начиная с вершины режущей кромки 24b V-образной формы или одним концом режущей кромки 24b. Режущая кромка 24b, содержащая боковые зубья 40, обладает даже более высокой долговечностью.
Боковые зубья 40 имеют такой же угол при вершине, как и угол α при вершине первых промежуточных зубьев 31 и вторых промежуточных зубьев 32. Боковые зубья 40 могут иметь форму простых равнобедренных треугольников, но предпочтительно, чтобы, по меньшей мере, одна из наклонных сторон зубьев имела отклоняющуюся форму, или форму листа гинкго, в виде дуги, вогнутой внутрь. Этим можно поддерживать угол α при вершине в диапазоне заданного острого угла, таким образом повышая долговечность. При использовании такой формы можно уменьшить количество зубьев в областях одинаковой длины в сравнении с условиями, когда используют прямые линии в качестве наклонных сторон, таким образом, внося вклад в уменьшение величины силы, требующейся для разрезания.
В режущей кромке 24b данного варианта осуществления углы α при вершине каждого из маленьких зубьев 35, средних зубьев 36, больших зубьев 38, первых промежуточных зубьев 31, вторых промежуточных зубьев 32 и боковых зубьев 40 (фиг. 2 и 6) являются пригодными углами для прокалывания оберточной пленки 14. Для этого варианта осуществления, в котором оберточная пленка 14 изготовлена из поливинилиденхлорида, угол α при вершине предпочтительно находится в диапазоне 30°-90°, а более предпочтительно 40°-70°. Если он больше 90°, то требуется приложение большей силы для прокалывания оберточной пленки 14, а если он меньше 30°, то имеет место тенденция к снижению долговечности самих зубьев 31-40.
Также маленькие зубья 35, средние зубья 36, большие зубья 38, первые промежуточные зубья 31, вторые промежуточные зубья 32 и боковые зубья 40 могут иметь форму простых равнобедренных треугольников, но для данного варианта осуществления предпочтительно, чтобы, по меньшей мере, одна из наклонных сторон зубьев имела отклоняющуюся форму, или форму листа гинкго, в виде дуги, вогнутой внутрь. Этим можно поддерживать угол α при вершине в диапазоне заданного острого угла, таким образом повышая долговечность. При использовании такой формы можно уменьшить количество зубьев в областях одинаковой длины в сравнении с условиями, когда используют прямые линии в качестве наклонных сторон, таким образом, внося вклад в уменьшение величины силы, требующейся для разрезания.
Способ разрезания оберточной пленки 14 при использовании упаковочного контейнера, содержащего режущую кромку 24b согласно данному варианту осуществления, ниже описан со ссылками на прилагаемые чертежи. Способ разрезания оберточной пленки 14 может быть любым из двух способов разрезания, проиллюстрированных на фиг. 1 и 4. Фиг. 1 и 4 - виды в перспективе формы упаковочного контейнера 10, в котором воплощено изобретение. Каждый упаковочные контейнер 10, показанный на фиг. 1 и 4, обеспечен режущей кромкой 24b, имеющей конфигурацию зубьев, показанную на фиг. 2 и 6.
Один способ разрезания (способ, показанный на фиг. 1) является способом, согласно которому оберточную пленку 14 сначала прокалывают, воздействуя на нее центральной зоной 28 режущей кромки 24b, содержащей вершинный участок V-образной формы, а затем проколотую оберточную пленку 14 разрезают в следующем порядке: используют промежуточную зону 29 с обеих боковых сторон, боковую зону 30 с обеих боковых сторон (этот способ для удобства далее называют «способ разрезания 1»).
Другой способ разрезания (способ, проиллюстрированный на фиг. 4) является способом, в котором оберточную пленку 14 сначала прокалывают одной из боковых зон 30a режущей кромки 24b, а затем проколотую оберточную пленку 14 разрезают в следующем порядке: используют одну промежуточную зону 29a, расположенную рядом с этой боковой зоной 30a, центральную зону 28, другую промежуточную зону 29b и другую боковую зону 30b (этот способ для удобства далее называют «способ разрезания 2»).
Согласно способу разрезания 1 сначала берут упаковочный контейнер 10 одной рукой, затем берут другой рукой центральную часть переднего края оберточной пленки 14 и вытягивают желаемое количество оберточной пленки 14 из упаковочного контейнера 10, как это показано на фиг. 1. Большой палец руки, которой держат упаковочный контейнер 10, прижимают к центральной части передней стенки 22 крышки и поворачивают упаковочный контейнер 10 вперед, т.е. в направлении стрелки А.
В это время первый большой зуб 38a в вершинном участке режущей кромки 24b первым вступает в контакт с оберточной пленкой 14 и прокалывает ее (фиг. 2). Почти одновременно с этим вторые большие зубья 38b и третьи большие зубья 38c вступают в контакт с оберточной пленкой 14 и прокалывают ее. В результате, так как оберточную пленку 14 сначала вводят в контакт только с пятью большими зубьями 38 с большим шагом между ними и наибольшей высотой зуба, то требуется приложение меньшей силы для поворота упаковочного контейнера 10 при первоначальном разрезании. Это означает, что так как минимальная сила, которую требуется приложить для прокалывания оберточной пленки 14 каждым из больших зубьев 38, является постоянной, то минимальная сила, которую требуется приложить для поворота упаковочного контейнера 10, всего приблизительно в 5 раз больше упомянутой силы.
Если угол при вершине является маленьким и шаг между зубьями является маленьким, как это было в прототипе, то увеличивалось количество зубьев, вводимых в контакт с оберточной пленкой 14, из-за чего неизбежно требовалось приложение большей силы к упаковочному контейнеру 10 и ухудшалось ощущение во время его использования, но такие проблемы не возникают при использовании данного варианта осуществления.
Затем средние зубья 36 вводят в контакт с оберточной пленкой 14 и производят проникновение в оберточную пленку 14 средними зубьями 36. Если бы средние зубья 36 отсутствовали, то шаг между большими зубьями 38 был бы больше, в результате чего создавалось бы большее сопротивление во впадинах между зубьями 38 (зонами между зубьями) и требовалось бы приложение большей силы для прорезания оберточной пленки 14. При использовании данного варианта осуществления, однако, производят проникновение в оберточную пленку 14 средними зубьями 36 между большими зубьями 38 после того, как оберточная пленка 14 была проколота большими зубьями 38, так, чтобы прокалывание оберточной пленки 14 осуществлялось более плавно.
Максимальное количество средних зубьев 36, которые могут быть одновременно введены в контакт с оберточной пленкой 14, равно 8, но так как в действительности в контакт с оберточной пленкой 14 одновременно вступает меньше 8 средних зубьев 36 и так как оберточную пленку 14 также прокалывают большими зубьями 38, таким образом ослабляя периферию, то сила, требующаяся для прокалывания оберточной пленки 14 средними зубьями 36, даже меньше, чем при прокалывании, осуществляемом большими зубьями 38. Таким образом, потребитель не ощущает сопротивления при переходе от осуществления первой стадии резания с помощью больших зубьев 38 ко второй стадии резания с помощью средних зубьев, и операция является плавной.
Кроме того, при повороте упаковочного контейнера 10 в направлении, указанном стрелкой А, понуждают маленькие зубья 35 центральной зоны 28 к осуществлению прокалывания оберточной пленки 14 между третьими и четвертыми средними зубьями 36c, 36d таким образом, чтобы процесс прорезания оберточной пленки 14 продвигался к промежуточной зоне 29. Если сформирован участок первоначального прокалывания оберточной пленки 14 достаточного размера, то сила, которую требуется приложить для разрезания оберточной пленки 14, будет после этого не очень большой, и оберточная пленка 14 будет плавно прорезана и разрезана даже промежуточной зоной 29, содержащей первые промежуточные зубья 31 и вторые промежуточные зубья 32, и боковой зоной 30, содержащей боковые зубья 40 (фиг. 6).
Согласно способу разрезания 2 сначала берут упаковочный контейнер 10 одной рукой, затем берут другой рукой передний край боковой стороны оберточной пленки 14 и вытягивают желаемое количество оберточной пленки 14 из упаковочного контейнера 10, как это показано на фиг. 4. Упаковочный контейнер 10 удерживают, зажимая его рукой, и в это время поднимают оберточную пленку 14 вверх, т.е. в направлении, указанном стрелкой B, другой рукой, таким образом, чтобы один край оберточной пленки 14 прижимался к другой боковой зоне 30a режущей кромки 24b.
Согласно способу разрезания 2 только боковые зубья 40, сформированные на конце режущей кромки 24b, показанной на фиг. 6, вводят в контакт с оберточной пленкой при первоначальном разрезании. Таким образом можно легко прокалывать оберточную пленку.
Остальная часть способа разрезания 2, в котором оберточную пленку 14 поднимают в направлении, указанном стрелкой B, для разрезания оберточной пленки 14, описана со ссылками на фиг. 6. При подъеме оберточной пленки 14 боковыми зубьями 40 боковой зоны 30 режущей кромки 24b, сформированными на конце режущей кромки 24b, прокалывают оберточную пленку 14. При дальнейшем подъеме оберточной пленки 14 в направлении, указанном стрелкой B, боковые зубья 40, сформированные в промежуточной зоне 29, вступают в контакт с оберточной пленкой 14 и прокалывают оберточную пленку 14. Этим формируют достаточно большие первоначальные выступающие участки.
Кроме того, благодаря подъему оберточной пленки 14 в направлении, указанном стрелкой B, осуществляют продвижение процесса разрезания оберточной пленки 14 от стадии «прокалывания» к стадии «прорезания». Более конкретно, если посредством боковых зубьев 40 сформирован участок первоначального прокалывания оберточной пленки 14 достаточного размера, то сила, которую требуется приложить для разрезания оберточной пленки 14, будет после этого не очень большой, и оберточная пленка 14 будет плавно прорезана промежуточной зоной 29, содержащей первые промежуточные зубья 31 и вторые промежуточные зубья 32, которые имеют меньшую высоту, чем боковые зубья 40. Оберточную пленку 14 затем плавно прорезают и разрезают даже центральной зоной 28, промежуточной зоной 29b и боковой зоной 30b, как это показано на фиг. 4.
Более конкретно, используя режущую кромку 24b, можно легко разрезать оберточную пленку, испытывая удовлетворительное ощущение во время разрезания, независимо от того, производят ли разрезание оберточной пленки, начиная с вершины режущей кромки 24b V-образной формы или одним концом режущей кромки 24b.
Количество боковых зубьев 40, сформированных в одной боковой зоне 30 режущей кромки 24b, предпочтительно составляет 5-100, более предпочтительно 10-50 и даже более предпочтительно 20-45. Если количество боковых зубьев 40, сформированных в одной боковой зоне 30, меньше 20, то участок первоначального прокалывания оберточной пленки будет уже в способе разрезания, в котором разрезание оберточной пленки начинают, воздействуя одной боковой зоной 30 режущей кромки 24b, и плавное продвижение процесса резания от стадии «прокалывания» к стадии «прорезания» будет иметь тенденцию к ухудшению. Если количество боковых зубьев 40 в боковой зоне 30 больше 100, то удовлетворительное ощущение на стадии «прорезания» во время разрезания оберточной пленки будет иметь тенденцию к ухудшению в способе разрезания, в котором разрезание начинают, воздействуя центральной зоной режущей кромки 24b.
Высота H4 боковых зубьев 40 в боковой зоне 30 предпочтительно составляет 0,8-3,5 мм, а более предпочтительно 0,9-2,0 мм и даже более предпочтительно 1,0-1,5 мм. Шаг между боковыми зубьями 40 предпочтительно составляет 0,5-3,5 мм, а более предпочтительно 0,7-2,5 мм.
Модифицированные примеры первого, второго и третьего вариантов осуществления изобретения
Фиг. 7 - частичный вид в увеличенном масштабе центральной части режущей кромки согласно модификации первого, второго и третьего вариантов осуществления изобретения. Режущая кромка 24c на фиг. 7 отличается от режущей кромки 24 варианта осуществления, описанного выше, тем, что она содержит только боковые зубья 31 в промежуточной зоне 29. Более конкретно, в центральной зоне 28 и боковой зоне (не показана) режущая кромка 24c содержит зубья, имеющие такую же конфигурацию, как и у режущей кромки 24 в первом варианте осуществления.
Прямая линия L4, соединяющая вершины боковых зубьев 31, расположена между прямой линией L2, соединяющей вершины средних зубьев 36 в центральной зоне 28, и прямой линией L3, соединяющей основания зубьев. Эффект изобретения может быть достигнут даже тогда, когда промежуточная зона 29 состоит только из боковых зубьев 31, имеющих такую же высоту, как и зубья режущей кромки 24c, таким образом, обеспечивая возможность легкого прорезания оберточной пленки.
Приводя выше подробное описание предпочтительных вариантов осуществления изобретения, авторы, естественно, не намеривались ограничить объем изобретения этими конкретными вариантами осуществления.
Хотя в вариантах осуществления изобретения, описанных выше, оберточная пленка состояла из поливинилиденхлорида, изобретение можно также применять, используя оберточные пленки, изготовленные из других полимеров. В таких случаях высоты зубьев, шаги между зубьями и углы при вершинах могут быть соответствующим образом изменены в отличие от размеров, упомянутых выше.
Кроме того, упаковочным материалом в рулоне может быть алюминиевая фольга или бумага вместо оберточной пленки.
Материалом режущей кромки в этих вариантах осуществления может быть вулканизированное волокно, лист, пропитанный полимером, или полимер, но при этом предпочтительно использовать полимер высокой прочности. Используемым полимером может быть сложный полиэфир, полиэтилен, полипропилен, полистирол, полиацеталь, полифениленсульфид, полиэфирэфиркетон, полиэфирсульфон или подобное вещество. Сложный полиэфир является предпочтительным, а полиэтилентерефталат является более предпочтительным.
Можно также использовать биологически разлагаемые полимеры, не загрязняющие окружающую среду. Биологически разлагаемый полимер - это полимерный материал, разлагаемый на низкомолекулярные соединения природными микроорганизмами при выбрасывании его в отходы после использования, который, в конечном счете, полностью разлагается до углекислого газа и воды, но который сохраняет свои функции как обычный полимер во время использования, и этими функциями могут быть служение в качестве режущей кромки, более дружественной по отношению к окружающей среде. В качестве примеров биологически разлагаемых полимеров могут быть упомянуты полимеры молочной кислоты и полигликолевые кислоты.
Режущие кромки каждого из вариантов осуществления, описанных выше, могут быть сформированы с использованием одного из полимерных материалов, упомянутых выше, или смеси двух или большего их числа. В один полимерный материал или полимерный материал, содержащий смесь двух или большего числа полимеров, может быть добавлено неорганическое вещество в виде порошка, например: карбонат кальция, окись титана, диоксид кремния, сульфат бария или тальк, в количестве 5-70 вес.% от общего материала режущей кромки. Добавлением неорганического порошка можно повысить механическую прочность.
Режущая кромка может быть изготовлена путем формования таких материалов в виде листа толщиной 0,05-0,5 мм, предпочтительно 0,1-0,3 мм, а более предпочтительно 0,20-0,28 мм, и последующей штамповки. При толщине режущей кромки более 0,5 мм ее режущая способность может быть не достаточно удовлетворительной, тогда как при толщине режущей кромки менее 0,05 мм может быть неудовлетворительна ее острота.
Фиг. 8 - схематический вид поперечного сечения ламинированной части упаковочного контейнера, в котором режущая кромка согласно варианту осуществления изобретения прикреплена к задней стороне передней стенки крышки посредством использования полимерного уплотнительного материала. В ламинированной части 50 упаковочного контейнера уплотнительный материал 54, слой адгезива 52 и режущая кромка 24 ламинированы в таком порядке с задней стороны 22a передней стенки 22 крышки. Режущая кромка 24, прикрепленная с помощью уплотнительного материала 54, состоящего в основном из сополимера этилена и метакриловой кислоты, с использованием адгезива на полиуретановой основе (слой адгезива 52), прикреплена к задней стороне 22a передней стенки упаковочного контейнера посредством ультразвукового скрепления уплотнительного материала 54 и задней стороны 22a передней стенки крышки упаковочного контейнера. Режущая кромка 24, прикрепленная к задней стороне 22a передней стенки крышки упаковочного контейнера посредством использования уплотнительного материала 54, прикреплена к крышке упаковочного контейнера с достаточной силой сцепления и, следовательно, она не легко отслаивается от крышки упаковочного контейнера.
Способ прикрепления режущей кромки к задней стороне передней стенки крышки упаковочного контейнера может быть известным способом, согласно которому используют клей для холодного склеивания, или способом, согласно которому используют адгезив, чувствительный к давлению.
Промышленная применимость изобретения
Согласно изобретению можно создать режущую кромку с удовлетворительной режущей способностью и удовлетворительным (очень хорошим) ощущением во время разрезания, и долговечностью, а также можно создать упаковочный контейнер, содержащий такую режущую кромку.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩЕЕ ЛЕЗВИЕ ДЛЯ УПАКОВОЧНОГО КОНТЕЙНЕРА И УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2008 |
|
RU2427518C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО ДЛЯ ПРОРЕЗАНИЯ УПАКОВОЧНЫХ ЕМКОСТЕЙ | 2012 |
|
RU2619650C1 |
| Упаковочный контейнер | 1989 |
|
SU1834826A3 |
| СИГАРЕТА И УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2012 |
|
RU2601942C2 |
| ГИБКИЙ УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2011 |
|
RU2591764C2 |
| УПАКОВОЧНЫЙ КОНТЕЙНЕР И ЗАГОТОВКА ДЛЯ НЕГО | 1996 |
|
RU2157330C2 |
| Гибкий упаковочный материал для изготовления контейнеров | 1989 |
|
SU1831459A3 |
| УПАКОВОЧНЫЙ КОНТЕЙНЕР | 1992 |
|
RU2065829C1 |
| АППАРАТ ДЛЯ УПАКОВКИ ПАСТООБРАЗНЫХ ПИЩЕВЫХ ПРОДУКТОВ | 2007 |
|
RU2437808C2 |
| УСТРОЙСТВО ДЛЯ ПРОДВИЖЕНИЯ УПАКОВОЧНЫХ КОНТЕЙНЕРОВ | 2004 |
|
RU2354594C2 |
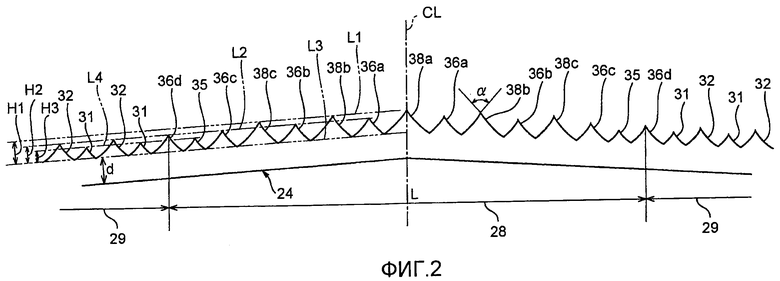
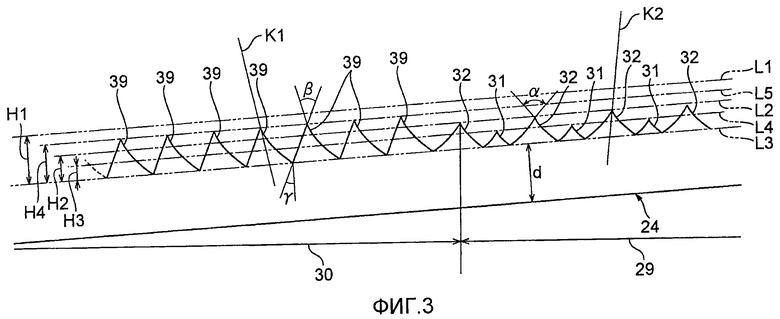
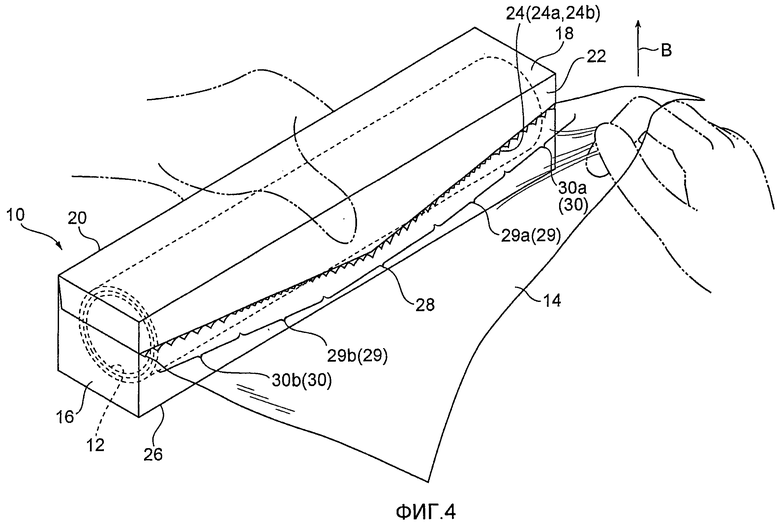
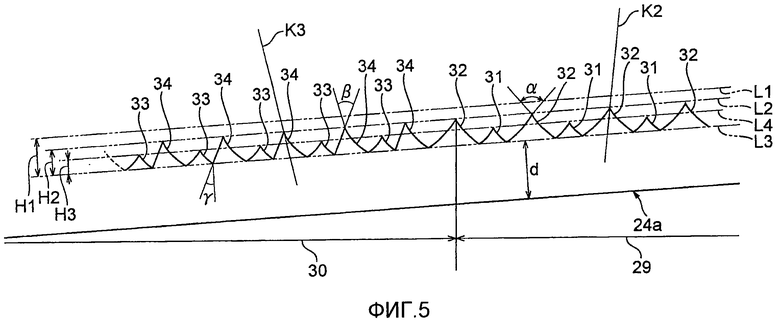
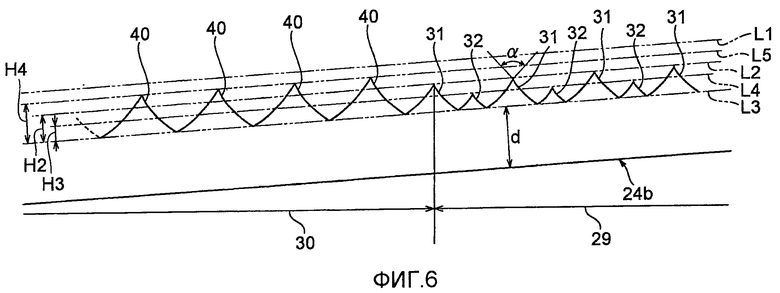
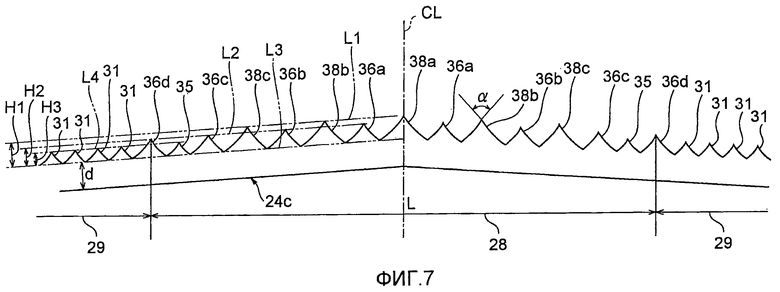
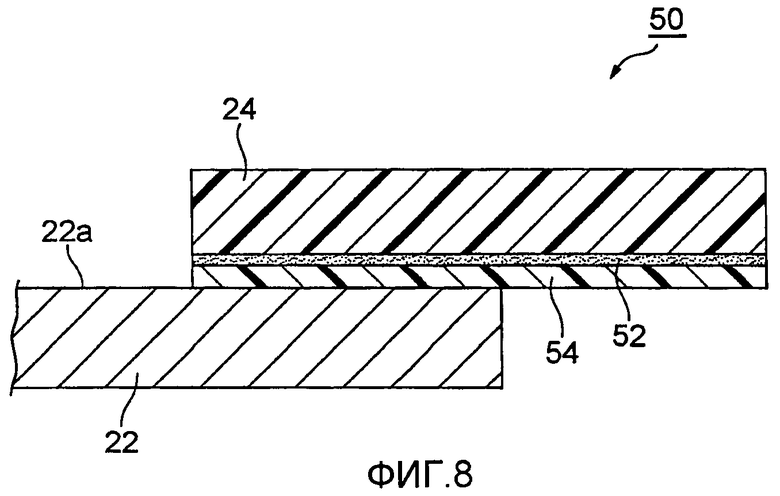
Изобретение относится к упаковочной продукции, а точнее к упаковочному контейнеру и режущей кромке, используемой в упаковочном контейнере. Режущая кромка 24 разделена на центральную зону 28, содержащую вершинный участок V-образной формы; пару промежуточных зон 29, расположенных с наружных боковых сторон центральной зоны, и пару боковых зон 30, расположенных около дальних наружных боковых сторон промежуточных зон. Центральная зона 28 содержит первые зубья наибольшей высоты и вторые зубья меньшей высоты; при этом первые зубья расположены в вершинном участке, а вторые зубья расположены между первыми зубьями на заданном расстоянии, сцентрировано относительно них. Первая прямая линия, соединяющая вершины первых зубьев, вторая прямая линия, соединяющая вершины вторых зубьев, и третья прямая линия, соединяющая основания первых зубьев и вторых зубьев, параллельны; при этом вторая прямая линия расположена между первой прямой линией и третьей прямой линией. Вершины промежуточных зубьев промежуточной зоны 29 расположены на второй прямой линии или между второй прямой линией и третьей прямой линией. Вершины боковых зубьев боковой зоны 30 расположены на второй прямой линии или между первой прямой линией и второй прямой линией. Изобретение позволяет увеличить эффективность и надежность резания. 3 н. и 7 з.п. ф-лы, 8 ил.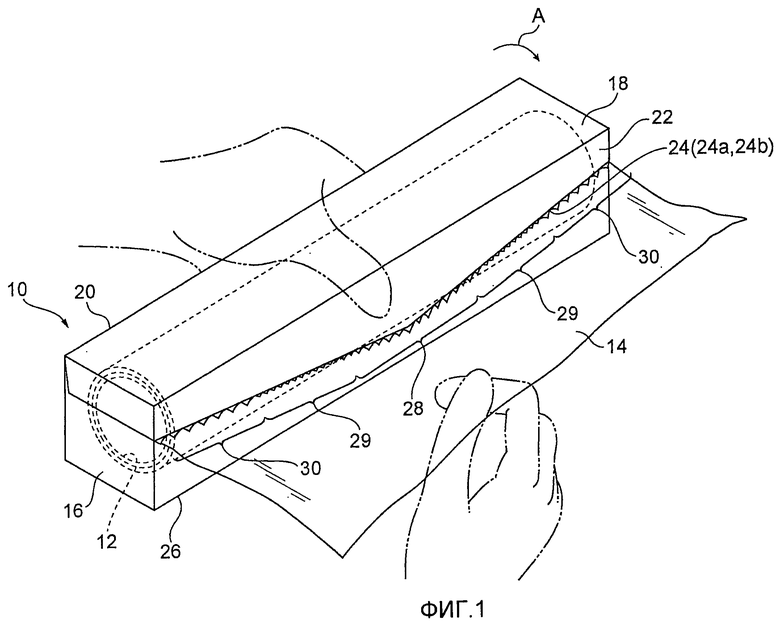
1. Режущая кромка для упаковочного контейнера, которая является неметаллической режущей кромкой V-образной формы, содержит множество зубьев, установлена на упаковочном контейнере с упакованным рулоном, и служит для резания упакованного рулона, отличающаяся разделением на центральную зону с вершинным участком V-образной формы, пару боковых зон, каждая из которых содержит один из концов V-образной формы, и пару промежуточных зон, каждая из которых расположена между парой боковых зон и центральной зоной, причем центральная зона содержит множество первых зубьев, все из которых имеют одинаковую высоту, которая является наибольшей высотой зубьев, и множество вторых зубьев, все из которых имеют одинаковую высоту меньше высоты первых зубьев, при этом один из первых зубьев расположен в вершинном участке, тогда как остальные первые зубья расположены на заданных интервалах, центруясь вокруг первого зуба на вершинном участке, а вторые зубья расположены с чередованием между первыми зубьями, при этом первая прямая линия, соединяющая вершины первых зубьев, вторая прямая линия, соединяющая вершины вторых зубьев, и третья прямая линия, соединяющая основания первых и вторых зубьев, параллельны друг другу, причем вторая прямая линия расположена между первой прямой линией и третьей прямой линией, промежуточные зоны содержат множество промежуточных зубьев, вершины которых расположены на второй прямой линии или между второй прямой линией и третьей прямой линией, и боковые зоны содержат множество боковых зубьев, вершины которых расположены на второй прямой линии или между первой прямой линией и второй прямой линией.
2. Режущая кромка по п.1, отличающаяся тем, что, по меньшей мере, одна из вершин боковых зубьев направлена дальше наружу, чем вершины первых зубьев, вторых зубьев и промежуточных зубьев.
3. Режущая кромка по п.1, отличающаяся тем, что высота боковых зубьев равна или больше высоты вторых зубьев и меньше высот первых зубьев.
4. Режущая кромка для упаковочного контейнера, которая является неметаллической режущей кромкой V-образной формы, содержит множество зубьев, установлена на упаковочном контейнере с упакованным рулоном, и служит для резания упакованного рулона, причем данная режущая кромка отличается тем, что она разделена на центральную зону с вершинным участком V-образной формы, пару боковых зон, каждая из которых имеет один из концов V-образной формы, и пару промежуточных зон, каждая из которых расположена между парой боковых зон и центральной зоной, причем центральная зона содержит множество первых зубьев, все из которых имеют одинаковую высоту, которая является наибольшей высотой зубьев, и множество вторых зубьев, все из которых имеют одинаковую высоту меньше высоты первых зубьев, причем один из первых зубьев расположен в вершинном участке, тогда как остальные первые зубья расположены на заданных интервалах, центруясь вокруг первого зуба, расположенного в вершинном участке, а вторые зубья расположены с чередованием между первыми зубьями, при этом первая прямая линия, соединяющая вершины первых зубьев, вторая прямая линия, соединяющая вершины вторых зубьев, и третья прямая линия, соединяющая основания первых и вторых зубьев, параллельны друг другу, причем вторая прямая линия расположена между первой прямой линией и третьей прямой линией, промежуточные зоны содержат множество промежуточных зубьев, вершины которых расположены на второй прямой линии или между второй прямой линией и третьей прямой линией, и боковые зоны содержат множество боковых зубьев, причем вершина, по меньшей мере, одного из боковых зубьев направлена дальше наружу, чем вершины первых зубьев, вторых зубьев и промежуточных зубьев.
5. Режущая кромка по любому из пп.1-4, отличающаяся тем, что промежуточные зоны содержат промежуточные зубья двух различных размеров с различной высотой зубьев, расположенные с чередованием.
6. Режущая кромка по любому из пп.1-4, отличающаяся тем, что высоты промежуточных зубьев равны или меньше высот вторых зубьев.
7. Режущая кромка по любому из пп.1-4, отличающаяся тем, что, по меньшей мере, одна из наклонных линий первых зубьев, вторых зубьев, промежуточных зубьев и боковых зубьев имеет дугообразную форму, вогнутую внутрь.
8. Режущая кромка по любому из пп.1-4, отличающаяся тем, что указанные боковые зоны имеют боковые зубья двух разных размеров с двумя разными высотами зубьев, расположенные с чередованием.
9. Упаковочный контейнер, содержащий режущую кромку по любому предшествующему пункту с задней стороны передней стенки крышки.
10. Упаковочный контейнер по п.9, в котором указанная режущая кромка прикреплена к задней стороне передней стенки крышки посредством модифицированного полиэтиленового полимера.
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| US 6173876 В1, 16.01.2001 | |||
| Пильный режущий инструмент | 1977 |
|
SU632565A1 |

