Область техники, к которой относится изобретение
Настоящее изобретение относится к режущему устройству для прорезания упаковочной емкости из полимера, бумаги, картона, легкого металла или ламинированных слоев из по меньшей мере двух указанных материалов согласно ограничительной части п. 1 формулы изобретения.
Уровень техники
Известные режущие устройства для прорезания упаковочных емкостей, описанные, например, в ЕР 1396436, имеют режущий элемент, который по типу винта установлен в колпачке с возможностью перемещения в направлении стенки упаковочной емкости при отвинчивании колпачка и режущая кромка которого имеет по меньшей мере несколько зубьев, которые проходят вдоль нее в направлении, противоположном направлению вращения режущего устройства. Зубья расположены таким образом, что их высота постепенно увеличивается в направлении вращения режущего устройства, в соответствии с чем расстояние между вершинами зубьев и стенкой упаковочной емкости уменьшается в направлении вращения режущего устройства. Вследствие этого передний в направлении вращения режущего устройства зуб имеет наибольшую высоту и поэтому первым прорезает своей вершиной упаковочную емкость. По этой причине остальные зубья, которые в направлении вращения режущего устройства следуют за передним зубом и расстояние от вершин которых до стенки упаковочной емкости постепенно увеличивается, лишь в незначительной степени участвуют или даже вовсе не участвуют в процессе прорезания упаковочной емкости. Иными словами, представленное и описанное в указанной публикации режущее устройство при его вращении оказывает режущее воздействие на стенку упаковочной емкости своим передним в направлении своего вращения зубом в виде своего рода толкательного или ударного воздействия. Тем самым в процессе прорезания упаковочной емкости высокие усилия воздействуют главным образом на переднее в направлении вращения режущего устройства лезвие, что в процессе прорезания упаковочной емкости приводит к затуплению этого лезвия и вследствие этого к снижению его режущей эффективности.
Помимо этого такие сравнительно высокие усилия, воздействующие главным образом на переднее лезвие режущего устройства, могут приводить к непреднамеренному и нежелательному изгибу или перекосу переднего зуба режущего устройства относительно стенки упаковочной емкости и тем самым к снижению режущей эффективности, что в свою очередь приводит к повышению момента вращения, который необходимо прикладывать для прорезания упаковочной емкости.
Еще одно известное явление, которое проявляется при врезании режущего устройства в упаковочную емкость, заключается в возникновении локальных растяжений по ходу вращения режущего устройства при прорезании им упаковочной емкости. Возникновение подобных локальных растяжений затрудняет процесс прорезания упаковочной емкости постольку, поскольку приводит к ориентации молекул в направлении растяжения и повышает модуль упругости и по этой причине приводит к повышению сил, действующих на зубья, которые вследствие этого могут отклоняться от заданного пути, по которому они должны двигаться при вращении режущего устройства, или даже отламываться. Помимо этого, на режущей кромке могут скапливаться волокна, из-за чего одна или несколько прорезаемых/прорываемых пленок или мембран оказываются защищены от контакта с режущей кромкой скопившимися на ней волокнами и при вращении режущего устройства лишь растягиваются или не полностью прорезаются. По этой причине в материале упаковочной емкости образуется неровная линия реза, вследствие чего содержимое упаковочной емкости выливается из нее прерывистой или меняющей свое направление струей и, соответственно, частично проливается. Кроме того, такие волокна могут отрываться от остальной части упаковочной емкости и неконтролируемо проваливаться внутрь нее.
Рассмотренные выше недостатки известных режущих устройств уже давно известны специалистам. Известные режущие устройства пригодны для прорезания пленок и мембран, материал которых обычно имеет плотность лишь от 0,910 до 0,940 г/см3 и толщина которых составляет от 30 до 150 мкм. Такие параметры характерны для материала на основе полиэтилена низкой плотности. Поэтому упаковочная емкость по меньшей мере в ее взрезаемом, соответственно вскрываемом, месте должна быть выполнена из материала, поддающегося разрезанию режущим устройством. Однако в большинстве случаев указанные значения плотности и/или толщины таких разрезаемых материалов оказываются недостаточными для возможности длительного и надежного хранения продуктов в упаковочных емкостях, изготовленных исключительно из полимерной пленки. Иными словами, разрезаемый известными режущими устройствами материал может сравнительно легко рваться и/или лопаться под действием фактически возникающего при пользовании упаковочной емкостью давления. По этой причине упаковочную емкость, изготавливаемую исключительно из полимерной пленки, необходимо выполнять из полиэтилена высокой плотности. Однако такой материал не поддается разрезанию известными режущими устройствами. Соответственно режущие устройства до настоящего времени использовались только на упаковочных емкостях из ламинированного пленочного материала или на упаковочных емкостях из полиэтилена высокой плотности, которые в своей вскрываемой части имеют вырубленное в их стенке отверстие, по краю которого приварена закрывающая его мембрана из полиэтилена низкой плотности, на которую приварено укупорочное средство с режущим устройством, которым тем самым должен прорезаться пленочный материал из полиэтилена низкой плотности.
Соответственно изготовление упаковочной емкости такого типа и закрепление на ней режущего устройства связаны с высокими расходами.
Другие известные укупорочные средства имеют так называемые режущие устройства или пробойники, которые по меньшей мере по своему принципу действия схожи с укупорочным средством, описанным в ЕР 1396436. Так, например, в WO 2004/083055 описано режущее устройство, которое установлено в колпачке с возможностью перемещения в нем по типу винта и имеет соответствующие средства, которыми при первом отвинчивании винтового колпачка пробойник перемещается в направлении к стенке упаковочной емкости. Такой режущий элемент имеет режущую кромку, которая аналогично описанному в ЕР 1396436 основному лезвию при своем вращательно-поступательном движении ударно-режуще проникает в стенку упаковочной емкости. Согласно известному в настоящее время уровню техники у каждого режущего элемента только его передняя режущая кромка оказывает ударно-режущее воздействие на стенку упаковочной емкости. Вследствие этого и известному из WO 2004/083055 пробойнику по меньшей мере в отношении возникающих усилий и эффектов присущи такие же проблемы, что и описанному в ЕР 1396436 режущему устройству.
Описание изобретения
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать режущее устройство указанного в начале описания типа, которое требовало бы приложения меньшего момента вращения и которое по своему конструктивному исполнению делало бы излишним его закрепление на мембране из поддающегося разрезанию материала, что в свою очередь позволило бы сократить расходы на изготовление упаковочной емкости и на закрепление на ней режущего устройства. Указанная задача решается с помощью режущего устройства с отличительными признаками, представленными в п. 1 формулы изобретения.
Ниже изобретение более подробно рассмотрено на примере предпочтительных вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи, на которых показано:
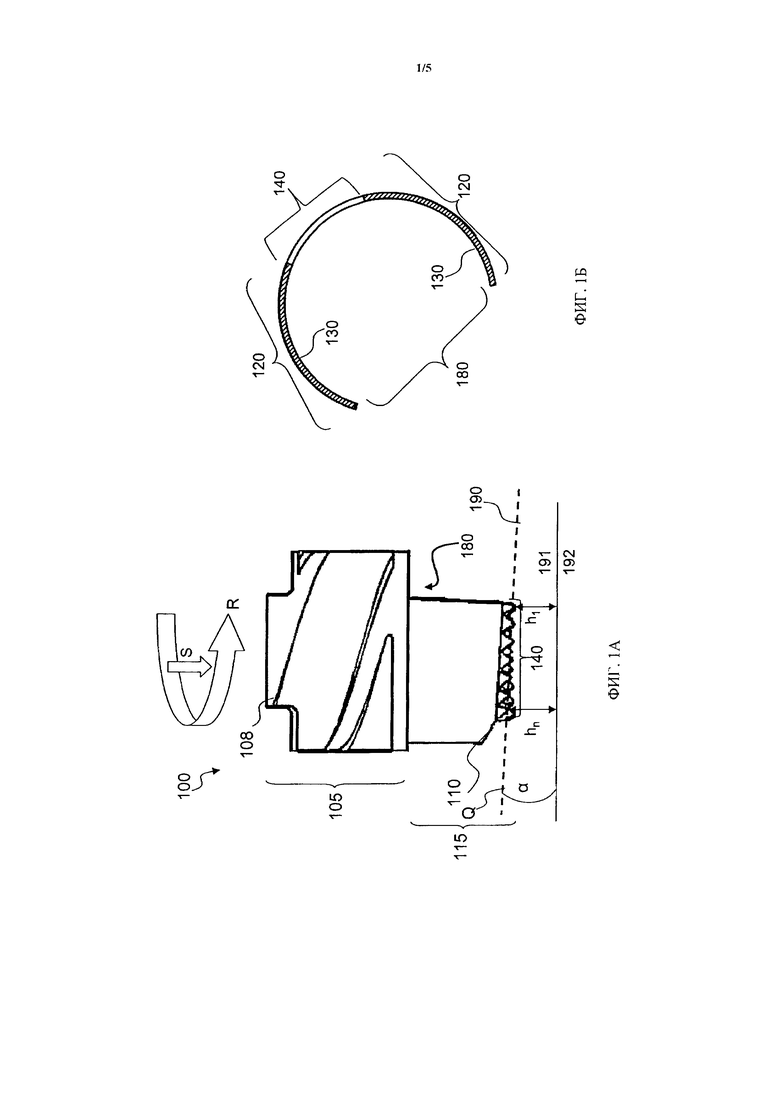
на фиг. 1А - схематичный вид сбоку режущего устройства с двумя режущими сегментами, каждый из которых имеет по набору режущих зубьев, линия расположения которых наклонена под углом α к находящейся под ними стенке упаковочной емкости, согласно первому варианту осуществления изобретения,
на фиг. 1Б - схематичный вид в плане нижнего края режущего элемента режущего устройства согласно первому варианту осуществления изобретения,
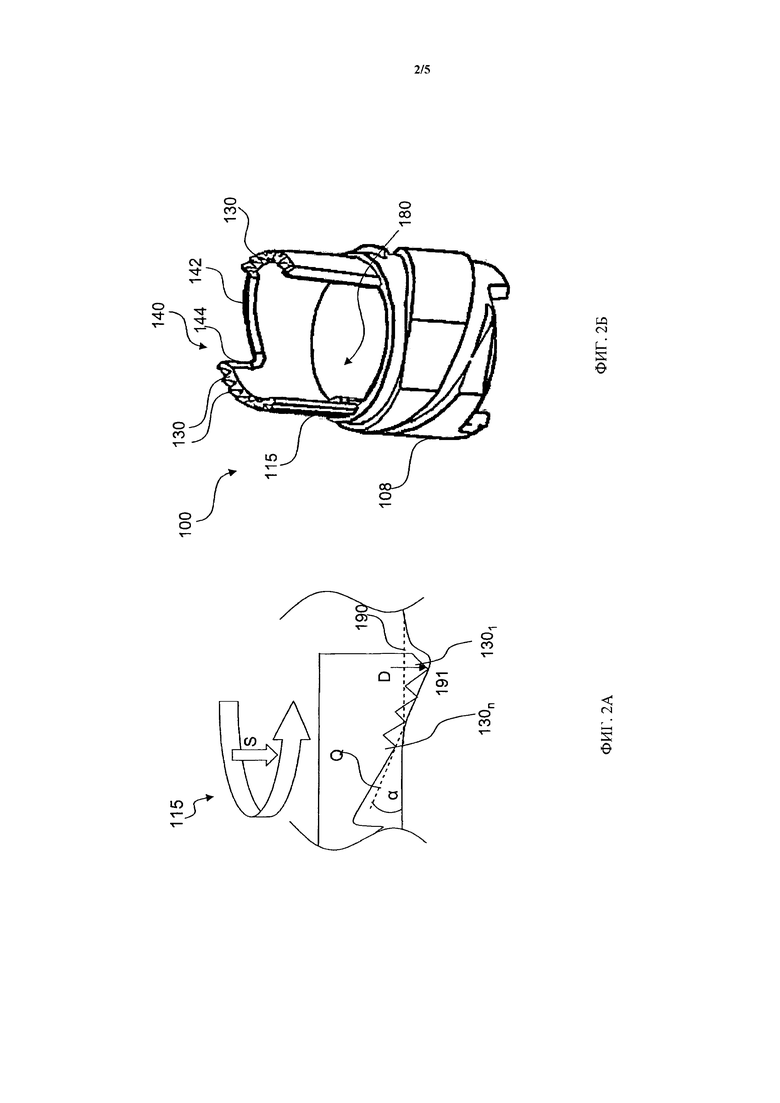
на фиг. 2А - схематичный вид сбоку фрагмента режущего элемента режущего устройства в контакте со стенкой упаковочной емкости согласно первому варианту осуществления изобретения,
на фиг. 2Б - схематичный, повернутый на 90° относительно приведенного на фиг. 1А изображения вид снизу режущего устройства согласно первому варианту осуществления изобретения,
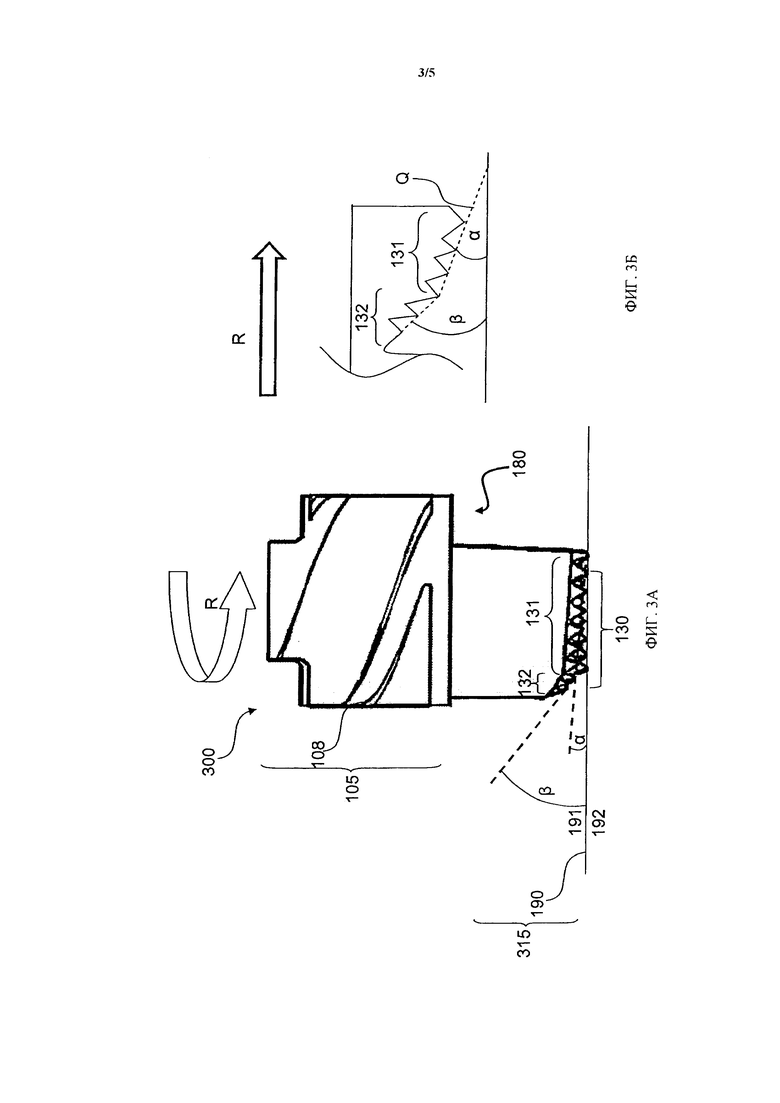
на фиг. 3А - схематичный вид сбоку режущего устройства с двумя режущими сегментами, каждый из которых имеет по меньшей мере по два набора зубьев, в каждом из которых линия их расположения в смонтированном состоянии наклонена соответственно под углами α и β, согласно второму варианту осуществления изобретения,
на фиг. 3Б - схематичный вид сбоку режущего элемента режущего устройства в развертке на плоскость согласно второму варианту осуществления изобретения,
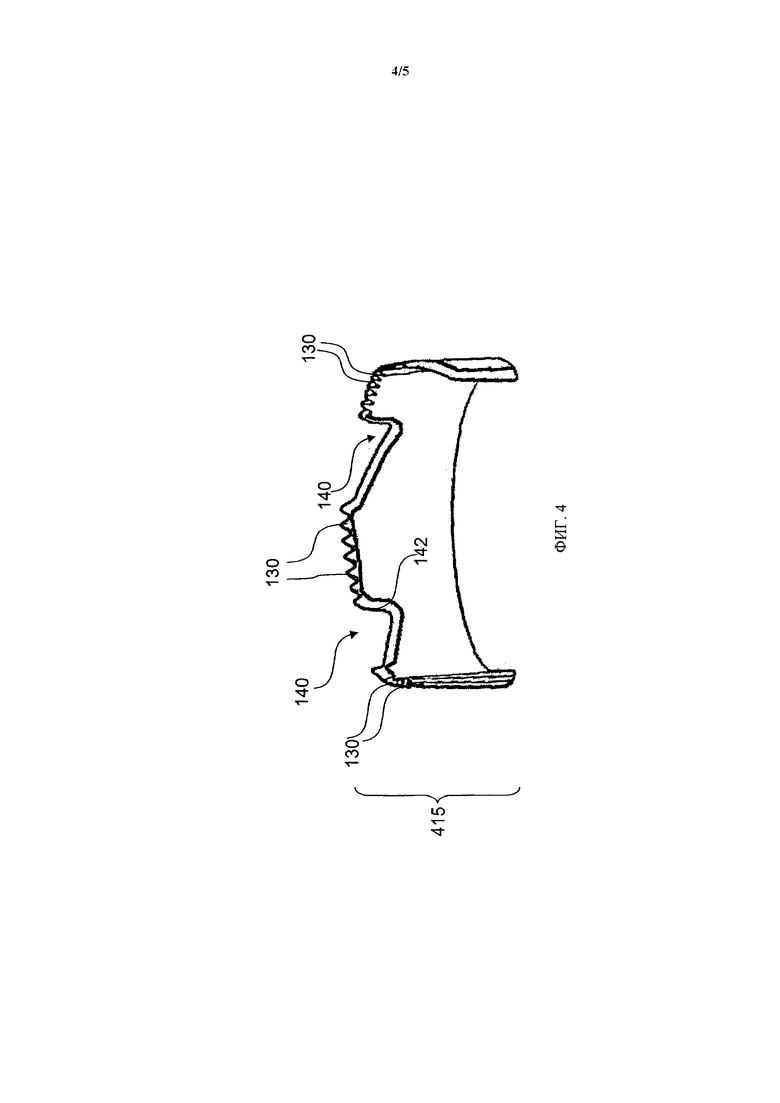
на фиг. 4 - схематичный вид в аксонометрии режущего элемента с тремя режущими сегментами согласно третьему варианту осуществления изобретения и
на фиг. 5 - схематичный контурный вид вскрытой части упаковочной емкости с загнутыми внутрь нее краями этой вскрытой части.
Необходимо отметить, что в целях большей наглядности и в целях упрощения элементы не обязательно изображены на чертежах в правильном масштабе. Некоторые элементы могут быть изображены, например, непропорционально увеличенными по отношению к другим элементам. Помимо этого, идентичные элементы на разных чертежах не всегда снабжены на них ссылочными обозначениями.
Краткое изложение сущности изобретения
В настоящем изобретении предлагается вращаемое цилиндрическое режущее устройство для вращаемого укупорочного средства, используемое для прорезания изготовленной из полимерной пленки упаковочной емкости, для закрепления на которой оно предназначено. Такое режущее устройство имеет режущий элемент с по меньшей мере одним расположенным на его нижнем крае режущим сегментом. Этот режущий сегмент имеет по меньшей мере три, четыре, пять, шесть, семь, восемь, девять, десять, одиннадцать или двенадцать зубьев, которые, соответственно вершины которых, расположены на проходящей наклонно к стенке упаковочной емкости линии, в соответствии с чем передний в направлении вращения зуб в процессе прорезания полимерной пленки первым соприкасается с ней.
Иными словами, в одном из вариантов осуществления изобретения в смонтированном на упаковочной емкости состоянии укупорочного средства расстояние между вершинами по меньшей мере трех зубьев и прорезаемой стенкой упаковочной емкости изменяется, в соответствии с чем вершина первого зуба отстоит на наименьшее расстояние от стенки упаковочной емкости, а с каждым последующим зубом расстояние от его вершины до стенки упаковочной емкости постепенно увеличивается.
Помимо этого, в еще одном варианте осуществления изобретения наклон линии, на которой расположены зубья, выбран таким, что при по меньшей мере почти максимальной деформации стенки упаковочной емкости перед ее прорезанием первым зубом по меньшей мере два последующих зуба того же режущего сегмента также непосредственно контактируют со стенкой упаковочной емкости.
В еще одном варианте осуществления изобретения режущий элемент имеет множество режущих сегментов, каждый из которых имеет отдельный набор зубьев и отделен углублением от соседнего режущего сегмента.
В еще одном варианте осуществления изобретения углубление выполнено с крючкообразным контуром со скошенным ровным дном и разрывающей боковой кромкой.
В еще одном варианте осуществления изобретения режущее устройство имеет на своем периметре вырез, протяженность которого в окружном направлении составляет, например, максимум половину всего периметра режущего устройства.
В еще одном варианте осуществления изобретения разрезаемая режущим устройством емкость выполнена из материалов, выбранных из группы, включающей полимер, бумагу, легкий металл, картон и многослойные ламинированные пленки из по меньшей мере двух указанных материалов.
В еще одном варианте осуществления изобретения полимерная пленка выполнена из одного из следующих материалов: полипропилена, полиэтилена и полиамида.
В еще одном варианте осуществления изобретения легкий металл представляет собой алюминий (например, толщиной по меньшей мере примерно 8 мкм).
В еще одном варианте осуществления изобретения укупорочное средство имеет вращаемое режущее устройство, выполненное по одному из представленных выше вариантов.
Описание вариантов осуществления изобретения
Показанное на фиг. 1А, фиг. 1Б, фиг. 2А и фиг. 2Б цилиндрическое и вращаемое режущее устройство 100 для прорезания упаковочной емкости 190, соответственно ее стенки, имеет режущий элемент 115 и соединяемый по резьбе с колпачком (не показан) резьбовой элемент 105, имеющий резьбу 108. Резьбовой элемент 105 и режущий элемент 115 механически соединены между собой и, например, выполнены за одно целое друг с другом или приварены друг к другу. В соответствующих вариантах осуществления изобретения максимально возможный наружный диаметр резьбового элемента 105, соответственно диаметр наружной резьбы больше максимально возможного наружного диаметра режущего элемента 115, равен этому диаметру или меньше него.
На нижнем крае 110 режущего элемента 115 предусмотрен по меньшей мере один цилиндрический режущий сегмент 120, проходящий в направлении вращения режущего устройства 100.
Такой режущий сегмент 120 имеет, например, по меньшей мере 3, 4, 5, 6, 7, 8, 9, 10, 11 или 12 зубьев 130, при этом наклон α воображаемой линии Q, на которой расположены зубья 130, соответственно их вершины, выбран таким, что передний в направлении R вращения зуб 130 в процессе прорезания упаковочной емкости 190 первым соприкасается с ее стенкой.
В соответствии с этим вершины зубьев 130 расположены на нижнем крае 110 режущего элемента 115 таким образом, что при смонтированном на упаковочной емкости 190 режущем устройстве 100 расстояние h между вершинами зубьев 130 и расположенной под ними стенкой упаковочной емкости 190 изменяется таким образом, что вершина переднего в направлении R вращения зуба 1301 отстоит от стенки упаковочной емкости 190 на наименьшее расстояние h1, а вершина последнего в направлении вращения зуба 130n отстоит от ее стенки на наибольшее расстояние hn, при этом в смонтированном состоянии режущего устройства расстояния от вершин зубьев до стенки упаковочной емкости 190 последовательно увеличиваются от первого зуба 1301 к последнему зубу 130n.
Помимо этого, режущий элемент 115 и колпачок расположены таким образом, что при первом отвинчивании колпачка режущий элемент 115 приводится во вращение в направлении R и одновременно в поступательное перемещение в направлении S к упаковочной емкости 190. Иными словами, режущий элемент 115 перемещается при этом по типу винта в направлении к упаковочной емкости 190, т.е. совершает вращательно-поступательное перемещение.
Поскольку в смонтированном состоянии режущего устройства зубья 1301-n расположены таким образом, что расстояния от их вершин до стенки упаковочной емкости 190 или высота h1-n относительно ее стенки соответственно последовательно уменьшаются в направлении R вращения, передний зуб 130 первым соприкасается с упаковочной емкостью 190. Под действием усилия, которое передний зуб 130 прикладывает к стенке упаковочной емкости 190, ее стенка вытягивается и деформируется в направлении содержимого упаковочной емкости (стрелка D). Как схематично показано на фиг. 2А, в одном из вариантов осуществления изобретения наклон α линии Q выбран таким, что при по меньшей мере почти максимальной деформации стенки упаковочной емкости 190 перед ее прорезанием передним зубом 1301 по меньшей мере два последующих зуба 1302 и 1303 также непосредственно контактируют со стенкой упаковочной емкости 190. Вследствие этого при дальнейшем движении режущего элемента 115 вниз в направлении S к упаковочной емкости 190 по меньшей мере три зуба 130 по меньшей мере почти одновременно оказывают на ее стенку режущее воздействие. Благодаря этому усилие, необходимое для прорезания упаковочной емкости 190, распределяется между этими по меньшей мере тремя зубьями 130, в результате чего соответственно уменьшаются вызывающая продольный изгиб нагрузка и ударная нагрузка, воздействующие на каждый отдельный зуб 130 (по сравнению с вызывающей продольный изгиб нагрузкой, которой подвержен один отдельный зуб, когда соответственно только один зуб оказывает режущее воздействие на стенку упаковочной емкости 190), и поэтому режущий элемент 115 при приложении сравнительно низкого усилия оказывает в нескольких местах режущее воздействие на стенку упаковочной емкости 190.
Схематично показанное на фиг. 1А, фиг. 1Б, фиг. 2А, фиг. 2Б, фиг. 3А и фиг. 3Б режущее устройство 100, 300 имеет два режущих сегмента 120. Двумя режущими сегментами 120 может оказаться вполне достаточным снабжать режущее устройство 100, номинальный диаметр которого составляет, например, 10 мм или менее.
В еще одном варианте осуществления изобретения воображаемая линия Q, на которой расположены зубья 130, имеет по меньшей мере два разных наклона относительно нижерасположенной стенки упаковочной емкости 190. Как показано на фиг. 3А и фиг. 3Б, воображаемая линия Q наклонена под двумя углами α и β, при этом α<β, в соответствии с чем наклон линии, на которой расположены зубья 130 первого их набора 131, меньше наклона линии, на которой расположены зубья 130 второго их набора 132, которые в направлении R вращения следуют за зубьями первого набора 131. Зубья 130 второго их набора 132 предназначены для полного прорезания возможно не полностью разрезанных волокон стенки упаковочной емкости 190.
Те места упаковочной емкости 190, которые в крайнем случае лишь не полностью прорезаются зубьями первого их набора 131, в конечном итоге полностью прорезаются зубьями второго их набора 132. Поскольку зубья второго их набора 132 прорезают те места, которые уже были надрезаны зубьями первого их набора 131, прикладываемый момент вращения не повышается несмотря на больший угол β наклона линии, на которой расположены зубья второго их набора 132, по сравнению с меньшим углом α наклона линии, на которой расположены зубья первого их набора 131.
Как показано на фиг. 4, режущий элемент 415 может иметь три режущих сегмента 120. Тремя режущими сегментами 120 может оказаться целесообразным снабжать режущее устройство 100, номинальный диаметр которого составляет, например, от 10 до 20 мм или более. При этом следует отметить, что в еще одном варианте осуществления изобретения режущий элемент 115 имеет только один режущий сегмент 120, например, когда режущий элемент 115 имеет номинальный диаметр менее, например, 10 мм, без ущерба при этом для сбалансированности распределения действующих на режущее устройство 100 сил.
В еще одном варианте осуществления изобретения резьба на резьбовом элементе 105 вместе с режущим элементом 115 выполнена с такими шагом и углом ее подъема, что при полном отвинчивании колпачка от резьбового элемента 105 режущий элемент 115 воздействует на упаковочную емкость 190 таким образом, что расположенная под режущим элементом 115 часть стенки упаковочной емкости 190 (называемая в данном случае вскрываемой или вскрытой частью) вырезается лишь не полностью и вследствие этого не полностью отделяется от остальной части упаковочной емкости во избежание падения материала, вырезанного во вскрытой части упаковочной емкости, в ее содержимое. Так, например, режущий элемент 115 выполнен таким образом, что его режущий сегмент, соответственно каждый его режущий сегмент, при первом отвинчивании колпачка проходит круговой (дугообразный) путь врезания, угловая или окружная протяженность которого соответствует, например, минимум 50-70% и максимум 70-99% по меньшей мере приблизительно круглого периметра режущего элемента 115.
С целью обеспечить требуемую окружную протяженность пути врезания режущего сегмента в соответствующих вариантах осуществления изобретения количество режущих сегментов 120 и/или длина их дуги варьируются/варьируется в зависимости от диаметра режущего устройства 100, т.е., как это поясняется на приведенных ниже примерах, с увеличением/уменьшением номинального диаметра (и радиуса) режущего устройства 100 соответственно требуется увеличивать/уменьшать количество режущих сегментов 120 и/или увеличивать/уменьшать длину их дуги, при этом два соседних следующих в окружном направлении друг за другом режущих сегмента 120 расположены с отступом один от другого, будучи разделены углублением 140. Вследствие этого режущее устройство 100 при наличии у него множества режущих сегментов 120 имеет по меньшей мере одно углубление 140.
При наличии множества режущих сегментов 120 они в процессе прорезания упаковочной емкости 190 одновременно входят в контакт с ней и поэтому вскрываемая часть упаковочной емкости 190 одновременно прорезается/взрезается в нескольких местах.
Благодаря постановке количества режущих сегментов 120 в пропорциональную зависимость от диаметра режущего устройства 100 при вращательно-поступательном режущем движении режущего устройства достигается максимально сбалансированное распределение действующих на режущий элемент 115 сил.
В одном из вариантов осуществления изобретения режущее устройство 100 имеет вырез 180 на своем периметре. В одном из вариантов протяженность такого выреза 180 в окружном направлении составляет, например, максимум половину всего периметра режущего устройства 100. Режущее устройство 100, снабженное подобным вырезом 180, обеспечивает возможность беспрепятственного вытекания через него содержимого упаковочной емкости/продукта из отверстия в носике (не показан).
Вне зависимости от количества режущих сегментов 120 под действием усилий, прикладываемых режущим устройством 100 к стенке упаковочной емкости 190 в процессе ее прорезания в направлении от ее наружной стороны 191 к ее внутренней стороне 192, вскрываемая часть упаковочной емкости 190 отгибается в направлении ее внутренней стороны 192. На фиг. 5 приведен схематичный контурный вид вскрытой части упаковочной емкости 190 с загнутыми к ее внутренней стороне 192 краями этой вскрытой части.
Как указывалось выше, на режущем сегменте 120 могут скапливаться волокна и поэтому одна или несколько прорезаемых ламинированных пленок или мембран упаковочной емкости 190 оказываются защищены этими волокнами от контакта с режущим сегментом 120 и при вращении режущего устройства лишь растягиваются или не полностью прорезаются. С целью обеспечить полное прорезание подобных, в крайнем случае не полностью прорезанных пленок или мембран углубление 140 выполнено с крючкообразным контуром со скошенным ровным дном 142 и разрывающей боковой кромкой 144. Благодаря этому такие волокна при вращательно-поступательном движении режущего элемента 115 зацепляются разрывающей боковой кромкой 144, после чего при продолжающемся вращательном движении режущего элемента эти волокна разрезаются или разрываются, а соответствующий материал упаковочной емкости 190 полностью отделяется от остальной ее части.
Момент М вращения, который при использовании подобного режущего устройства 100 необходимо прикладывать для прорезания упаковочной емкости 190, составляет, например, примерно 60-70% от момента вращения, прикладываемого при использовании известного из уровня техники режущего устройства.
В одном из вариантов осуществления изобретения режущее устройство 100 пригодно для взрезания, соответственно вскрытия, упаковочной емкости 190, изготавливаемой из материалов, выбранных из группы, включающей полимер, бумагу, легкий металл, картон и многослойные ламинированные пленки из по меньшей мере двух указанных выше материалов.
В одном из вариантов осуществления изобретения полимерная пленка выполнена из одного из следующих материалов: полипропилена, полиэтилена и полиамида.
В одном из вариантов осуществления изобретения легкий металл представляет собой алюминий, например, толщиной 8 мкм. Помимо этого, помещаемое на упаковочную емкость 190 укупорочное устройство имеет вращаемое режущее устройство 100, выполненное в соответствии с одним из вариантов осуществления изобретения.
Изобретение относится к упаковочной емкости из полимерной пленки, снабженной вращаемым укупорочным средством с вращаемым цилиндрическим режущим устройством (100), которое имеет нижний край (110) с по меньшей мере одним расположенным на нем режущим сегментом (120), который имеет по меньшей мере три зуба (130), которые расположены на проходящей наклонно к стенке упаковочной емкости линии и из числа которых передний в направлении вращения зуб в процессе прорезания полимерной пленки первым соприкасается с ней. Режущее устройство (100) отличается тем, что наклон линии, на которой расположены зубья (130) по меньшей мере одного режущего сегмента, выбран таким, что при по меньшей мере почти максимальной деформации полимерной пленки перед ее прорезанием передним в направлении вращения зубом по меньшей мере два последующих зуба того же режущего сегмента (120) непосредственно контактируют с полимерной пленкой. 3 н. и 9 з.п. ф-лы, 8 ил.
1. Вращаемое режущее устройство (100) для прорезания изготовленной из полимерной пленки упаковочной емкости, имеющее нижний край (110) с по меньшей мере одним расположенным на нем режущим сегментом (120), который имеет по меньшей мере три зуба (130), которые расположены на проходящей наклонно к стенке упаковочной емкости линии и из числа которых передний в направлении вращения режущего устройства зуб в процессе прорезания полимерной пленки первым соприкасается с ней, отличающееся тем, что наклон линии, на которой расположены зубья (130) по меньшей мере одного режущего сегмента выбран таким, что при по меньшей мере почти максимальной деформации полимерной пленки перед ее прорезанием передним в направлении вращения режущего устройства зубом по меньшей мере два последующих зуба того же режущего сегмента (120) непосредственно контактируют с полимерной пленкой, при этом нижний край (110) режущего устройства имеет множество режущих сегментов (120), каждый из которых имеет по множеству зубьев (130) и отделен углублением (140) от соседнего режущего сегмента.
2. Вращаемое режущее устройство (100) по п. 1, у которого наклон линии, на которой расположены зубья (130) каждого режущего сегмента, выбран таким, что при по меньшей мере почти максимальной деформации полимерной пленки перед ее прорезанием передним в направлении вращения режущего устройства зубом по меньшей мере половина от всего количества последующих зубьев того же режущего сегмента (120) непосредственно контактирует с полимерной пленкой.
3. Вращаемое режущее устройство (100) по п. 1, у которого при по меньшей мере почти максимальной деформации полимерной пленки перед ее прорезанием передним в направлении вращения режущего устройства зубом множество из всего количества последующих зубьев того же режущего сегмента (120) непосредственно контактирует с полимерной пленкой.
4. Вращаемое режущее устройство (100) по п. 1, у которого углубление (140) выполнено с крючкообразным контуром со скошенным ровным дном (142) и разрывающей боковой кромкой (144).
5. Вращаемое режущее устройство (100) по п. 1, которое имеет на своем периметре вырез (180), протяженность которого в окружном направлении составляет максимум половину всего периметра режущего устройства (100).
6. Вращаемое режущее устройство (100) по п. 1, которое предназначено для прорезания упаковочной емкости (190), выполненной из материалов, выбранных из группы, включающей полимер, бумагу, легкий металл, картон и многослойные ламинированные пленки из по меньшей мере двух указанных материалов.
7. Вращаемое режущее устройство (100, 300) по п. 6, которое предназначено для прорезания упаковочной емкости, выполненной из одного из следующих материалов: полипропилена, полиэтилена и полиамида.
8. Вращаемое режущее устройство (100, 300) по п. 6, при этом легкий металл представляет собой алюминий.
9. Вращаемое режущее устройство (300) по одному из пп. 1-8, у которого в его смонтированном состоянии линия, на которой расположены зубья (130), образует со стенкой упаковочной емкости (190) два угла, при этом линия, на которой расположены зубья первого их набора (131), образует со стенкой упаковочной емкости меньший угол (α), чем угол (β), который со стенкой упаковочной емкости образует линия, на которой расположены зубья второго их набора (132), следующего в направлении (R) вращения режущего устройства,
10. Помещаемое на упаковочную емкость (190) укупорочное средство с вращаемым режущим устройством (100) по одному из пп. 1-9.
11. Упаковочная емкость из полимерной пленки, снабженная вращаемым укупорочным средством с вращаемым режущим устройством (100, 300) по одному из пп. 1-9.
| EP 1396435 A1, 10.03.2004 | |||
| КРЫЛО ВЕТРОДВИГАТЕЛЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ВЫРАБОТКИ ЭЛЕКТРОЭНЕРГИИ, ИСПОЛЬЗУЮЩЕЕ КРЫЛО | 2002 |
|
RU2287082C2 |
| WO 2004083055 A1, 30.09.2004. | |||

